DAFTAR PUSTAKA
Abdurrahman Coskun. 2011. Six Sigma Projects and Personal Experience. Janeza
Trdine. Croatia
Iftikar Z. Sutalaksana. 1979. Teknik Tata Cara Kerja. ITB: Bandung.
James R. Evans dan William M. Lindsay. 2007. An Introduction to Six Sigma & Process
Improvement. Penerbit Salemba Empat. Jakarta.
Michael L. George, Rowlands, David Rowlands, Mark Price dan John Maxey. 2000. The
Lean Six Sigma Pocket Toolbook,. McGraw-Hill: New York
Mike, Rother & John Shook. 2003. Learning to See Value Stream Mapping to Create
Value and Eliminate Muda. Lean Enterprise Institute. Massachusets.
Peter S. Pande, Neuman, Robert P.,Cavanagh, Roland R. 2009. The Six Sigma Way.
Penerbit Andi . Yogyakarta.
Praveen Gupta, The Six Sigma Performance Handbook. 2005. New York. McGraw-Hill
Inc.
Rudi, M. Tambunan. 2008. Standard Operating Procedures (SOP). Jakarta. Malestas
Publishing.
Sinurmaida Gultom. 2013. Studi Pengendalian Mutu dengan Menggunakan Pendekatan
Lean Six Sigma pada PT. XYZ
Ummi Isti Izzati. 2013. Quality Control Analysis of Milk Powder Production Process
BAB III
LANDASAN TEORI
3.1 Pengertian Lean1
Konsep lean adalah metodologi pengukuran kualitas dan peningkatan produktivitas yang diperkenalkan oleh sistem produksi Toyota yang didasarkan pada konsep penghapusan limbah dalam proses yang akan mengakibatkan kenaikan produktivitas dan perbaikan kecepatan dan aliran dalam value stream. Prinsip lean dapat dinyatakan sebagai perbaikan secara terus-menerus dari proses dengan cara mengeliminasi pemborosan yang terdapat dalam value stream. Lean mengidentifikasi berbagai jenis limbah dengan menggunakan terminologi Jepang dari Toyota Production System yaitu muda (buang-buang waktu dan bahan), mura (ketidakmerataan atau variasi), dan muri (membebani pekerja atau sistem). Setiap karyawan yang berada di lingkungan lean diharapkan untuk berpikir kritis tentang pekerjaannya, membuat saran untuk menghilangkan pemborosan yang ada, dan untuk berpartisipasi dalam perbaikan proses yang dilakukan secara terus-menerus dengan menggunakan brainstorming untuk memperbaiki masalah
3.2. Project Statement2
1 Abdurrahman Coskun, Six Sigma Projects and Personal Experience, (Croatia: Janeza Trdine,
Project Statement adalah suatu pernyataan proyek yang meliputi beberapa
komponen berikut:
1. Business Case, berisi pernyataan yang menyatakan latar belakang umum dari
permasalahan yang terjadi.
2. Problem Definition, berisi pernyataan tentang masalah yang akan dibahas.
3. Project Scope, menyatakan objek dan ruang lingkup penelitian.
4. Goal Statement, menyatakan tujuan dari penelitian yang dilakukan.
5. Project Timeline, menyatakan jangka waktu penelitian dilakukan.
3.3. Diagram SIPOC3
Diagram SIPOC (Supplier-Input-Process-Output-Customer) adalah suatu
tools berupa diagram yang berfungsi untuk memberikan gambaran mengenai
hubungan antara proses beserta input dan outputnya terhadap pelayanan konsumen. Diagram ini merupakan gambaran mengenai model proses kerja dalam bentuk lain disamping big picture mapping. Adapun elemen diagram SIPOC adalah sebagai berikut :
1. Supplier (Pemasok), adalah orang, proses, perusahaan yang menyalurkan dan
menyediakan bahan dan segala sesuatu yang dikerjakan di dalam proses. 2. Input (Masukan), adalah segala sesuatu yang dibutuhkan untuk menghasilkan
output. Termasuk informasi dan energi yang akan digunakan di dalam proses.
3. Process (Proses), adalah langkah yang diperlukan baik
langkah-langkah yang memberikan nilai tambah terhadap produk maupun yang tidak untuk membuat produk mulai dari bahan mentah sampai menjadi produk jadi. 4. Output (Keluaran), adalah produk jadi, baik itu barang ataupun jasa atau
informasi, yang dihasilkan oleh proses dimana hasil ini kemudian dikirimkan kepada konsumen
5. Customer (Pelanggan), adalah merupakan sekelompok atau perorangan, atau
dapat dalam bentuk proses-proses yang merupakan kelanjutan dari output.
3.4. Value Stream Mapping4
Value Stream Mapping adalah salah satu metode pemetaan aliran produksi
dan aliran informasi pada keseluruhan produksi, baik itu produksi satu produk atau satu famili produk. Value Stream Mapping juga mengidentifikasi kegiatan yang termasuk value added dan non value added. Value Stream Mapping secara visual memetakan aliran material dan informasi secara menyeluruh dimulai dari kedatangan bahan baku dari supplier kemudian melalui semua tahap proses produksi hingga pengiriman produk kepada pelanggan akhir. Tujuan pemetaan ini adalah untuk mengidentifikasi seluruh jenis pemborosan di sepanjang proses produksi dan untuk mengambil langkah dalam upaya mengeliminasi pemborosan tersebut. Keuntungan-keuntungan yang diperoleh dengan penerapan konsep value
stream mapping adalah sebagai berikut:
1. Membantu perusahaan menggambarkan aliran produksi secara keseluruhan mulai dari proses awal hingga proses akhir.
2. Pemetaan membantu perusahaan melihat segala pemborosan dan sumber pemborosan yang terjadi di sepanjang aliran produksi.
3. Value stream mapping memberikan pemahaman mengenai proses manufaktur
dalam bahasa yang umum.
4. Value stream mapping menggabungkan antara teknik dan konsep lean yang
dapat membantu perusahaan untuk menghindari pemilihan teknik dan konsep yang asal-asalan.
5. Sebagai dasar dari rancangan implementasi. Dengan membantu perusahaan merancang keseluruhan aliran dari setiap proses kegiatan sesuai dengan konsep lean.
6. Value stream mapping menunjukkan hubungan antara aliran informasi dan
aliran material.
7. Value stream mapping jauh lebih berguna dibandingkan metode kuantitatif
lainnya yang menghasilkan perhitungan non value added, lead time, jarak perpindahan, jumlah persediaan, dan sebagainya. Value stream mapping merupakan sebuah metode kualitatif yang menggambarkan secara proses secara terperinci.
Tabel 3.1. Lambang-lambang pada Value Stream Mapping
Nama Lambang Fungsi
Customer/Supplier
Merepresentasikan supplier
bila diletakkan di kiri atas, sebagai titik awal yang umum
digunakan dalam
penggambaran aliran material. Merepresentasikan customer
bila ditempatkan di kanan atas, biasanya sebagai titik akhir aliran material.
Dedicated Process
Menyatakan proses, operasi, mesin atau departemen yang melalui aliran material. Secara khusus, untuk menghindari pemetaan setiap langkah proses yang tidak diinginkan, maka
lambang ini biasanya
merepresentasikan satu
departemen dengan aliran internal yang kontinu.
Shared Process
menyatakan operasi, proses, departemen atau stasiun kerja dengan famili-famili yang saling berbagi dalam
value-stream. Perkiraan jumlah operator yang dibutuhkan dalam value stream dipetakan, bukan sejumlah operator yang dibutuhkan untuk memproduksi seluruh produk
Data Box
menyatakan informasi/data
yang dibutuhkan unuk
menganalisis dan mengamati sistem. C/T adalah waktu yang dibutuhkan untuk memproduksi satu barang sampai barang
yang akan diproduksi
selanjutnya. C/O adalah
Tabel 3.1. Lambang-lambang pada Value Stream Mapping (Lanjutan)
Nama Lambang Fungsi
Operator Menunjukkan jumlah operator
yang dibutuhkan dalam proses.
Work Cell
Mengindikasi banyak proses yang terintegrasi dalam sel-sel kerja manufaktur, seperti sel-sel yang biasa memproses famili terbatas dari produk yang sama atau produk tunggal. Produk berpindah dari satu
Menunjukkan keberadaan suatu
inventory diantara dua proses.
Ketika memetakan current state, jumlah inventory dapat
diperkirakan dengan satu perhitungan cepat, dan jumlah tersebut dituliskan dibawah gambar segitiga.
Safety Stock
Melambangkan sebuah
persediaan “hedge” (safety stock) yang mengatasi masalah
seperti downtime, untuk melindungi sistem dalam mengatasi fluktuasi pemesanan konsumen secara tiba-tiba atau terjadinya kerusakan pada sistem.
Shipments
Merepresentasikan pergerakan
raw material dari supplier
hingga menuju gudang
penyimpanan akhir di pabrik. Atau pergerakan dari produk akhir di gudang penyimpanan pabrik hingga sampai ke konsumen.
Push Arrows Merepresentasikan pergerakan
Tabel 3.1. Lambang-lambang pada Value Stream Mapping (Lanjutan)
Nama Lambang Fungsi
Shipments
Melambangkan pengiriman yang dilakukan dari supplier ke konsumen atau pabrik ke
konsumen dengan
menggunakan
pengangkutan eksternal (di luar pabrik).
Production Control
Merepresentasikan
penjadwalan produksi utama atau departemen pengontrolan, orang atau operasi.
Manual Info
Menunjukkan aliran informasi umum yang bisa diperoleh melalui catatan, laporan ataupun percakapan.
Electronic Info
Merepresentasikan aliran elektronik seperti melalui:
Electronic Data Interchange
(EDI), internet, intranet, LANs (Local Area Network), WANS (Wide Area Network). Melalui anak panah ini, maka dapat diindikasikan jumlah informasi atau data yang dipertukarkan, jenis media yang digunakan seperti fax, telepon.
Other
Menyatakan informasi atau hal lain yang penting.
Timeline
Menunjukkan waktu yang memberikan nilai tambah (cycle
time) dan waktu yang tidak
memberikan nilai tambah (waktu menunggu).
3.5. Perhitungan process cycle effisiency
Efisiensi dari tiap siklus proses merupakan suatu metrik atau ukuran untuk melihat sejauh mana efisiensi waktu dari proses terhadap waktu siklus proses secara keseluruhan. Berikut ini adalah rumus yang digunakan untuk mendapatkan nilai efisiensi dari siklus proses:
Value Added Time adalah waktu yang diperlukan untuk mengerjakan
kegiatan-kegiatan didalam proses yang memberikan nilai tambah terhadap produk atau tidak.
3.6. Perhitungan process lead time dan process velocity
3.7. Tingkat Ketelitian dan Keyakinan5
Tingkat ketelitian dan tingkat keyakinan adalah pencerminan tingkat kepastian yang diinginkan oleh pengukur setelah memutuskan tidak akan melakukan pengukuran yang sangat banyak. Tingkat ketelitian menunjukkan penyimpangan maksimum hasil pengukuran sampel waktu dengan waktu penyelesaian sebenarnya. Sedangkan tingkat keyakinan menunjukkan besarnya keyakinan si pengukur bahwa hasil yang diperoleh memenuhi syarat ketelitian tadi.
3.8. Uji Keseragaman dan Kecukupan Data6
Pengujian ini dilakukan karena keadaan sistem yang selalu berubah mengakibatkan waktu penyelesaian yang dihasilkan sistem selalu berubah-ubah, namun harus dalam batas kewajaran. Berikut ini langkah-langkah untuk pengujian keseragaman data:
1. Hitung rata-rata dari seluruh data pengamatan
2. Hitung stándar deviasi sebenarnya dari waktu penyelesaian 3. Tentukan batas kontrol atas dan bawah (BKA dan BKB)
Batas – batas kontrol merupakan batas kontrol apakah “seragam” atau tidak. Jika semua rata-rata subgroup sudah berada dalam batas kontrol, maka dapat dihitung banyaknya pengukuran yang diperlukan dengan menggunakan rumus kecukupan data. Rumus yang digunakan adalah :
N’ = Jumlah pengamatan yang seharusnya dilaksanakan
s = Tingkat ketelitian
k = Diperoleh dari Tabel distribusi normal
Jika tingkat kepercayaan 99% maka k = 3
Jika tingkat kepercayaan 95% maka k = 1,96 = 2
Jika tingkat kepercayaan 68% maka k = 1
x = Waktu pengamatan
N = Jumlah pengamatan yang telah dilakukan
N’< N berarti data sudah representatif
Pada pengujian kecukupan data ini, jika N > N' maka data dinyatakan cukup dan
sebaliknya jika N < N' maka data yang diambil belum cukup sehingga harus melakukan
penambahan jumlah data sebagai sampel.
3.9. Perhitungan Waktu Normal7
Perhitungan waktu normal dilakukan dengan mengalikan waktu siklus rata-rata yang diperoleh dari data pengamatan dengan rating factor. Dalam penelitian ini, penentuan rating factor yang diberikan menggunakan cara
Westinghouse dimana penilaian dilakukan terhadap 4 faktor yang dianggap
menentukan kewajaran atau ketidakwajaran dalam bekerja yaitu keterampilan, usaha, kondisi kerja dan konsistensi.
Rating factor = 1 + Westinghouse factor
Wn = Wt x Rf
Dimana,
Wn = waktu normal
Wt = waktu terpilih (waktu rata-rata setelah data seragam dan cukup)
Rf = rating factor
3.10. Perhitungan Waktu Baku8
Waktu baku penyelesaian pekerjaan adalah waktu yang dibutuhkan secara wajar oleh seorang pekerja normal untuk menyelesaikan suatu pekerjaan yang dijalankan dalam sistem kerja terbaik.
Nilai-nilai kelonggaran untuk kebutuhan pribadi pria adalah sebesar 0 – 2,5 % dan untuk wanita sebesar 2 – 5%. Kelonggaran untuk hambatan tak terhindarkan tergantung pada kondisi yang ada. Perhitungan nilai kelonggaran total diperoleh dengan menjumlahkan seluruh nilai kelonggaran yang telah dilakukan.
Waktu Baku Operator (Wb) = Wn x (100/100−All )
Dimana,
3.11. Rating Factor dan Allowance9
Rating factor adalah faktor yang diperoleh dengan membandingkan
kecepatan bekerja dari seorang operator dengan kecepatan kerja normal menurut ukuran peneliti/pengamat. Rating factor pada dasarnya digunakan untuk menormalkan waktu kerja yang diperoleh dari pengukuran kerja akibat tempo atau kecepatan kerja operator yang berubah-ubah.
1. Jika operator dinyatakan terampil, maka rating factor akan lebih besar dari 1 (Rf > l).
2. Jika operator bekerja lamban, maka rating factor akan lebih kecil dari 1 (Rf < l).
3. Jika operator bekerja secara normal, maka rating factornya sama dengan 1 (Rf = 1). Untuk kondisi kerja dimana operasi secara penuh dilaksanakan oleh mesin (operating atau machine time) maka waktu yang diukur dianggap waktu yang normal.
Pemberian nilai rating dapat dilakukan dengan beberapa cara, salah satunya yaitu dengan Westing House System Rating. Ada 4 faktor yang dianggap menentukan kewajaran atau ketidakwajaran dalam bekerja yakni:
1. Skill (keterampilan) adalah kemampuan untuk mengikuti cara kerja yang
ditetapkan secara psikologis.
2. Effort (usaha) adalah kesungguhan yang ditunjukkan oleh pekerja atau
operator ketika melakukan pekerjaannya.
3. Condition (kondisi kerja) adalah kondisi fisik lingkungannya seperti keadaan
pencahayaan, temperatur dan kebisingan ruangan.
4. Consistency (konsistensi), faktor ini perlu diperhatikan karena angka-angka
yang dicatat pada setiap pengukuran waktu tidak pernah semuanya sama.
Allowance atau kelonggaran diberikan untuk tiga hal yaitu sebagai berikut.
1. Kelonggaran untuk kebutuhan pribadi
Kebutuhan pribadi disini antara lain berupa kegiatan seperti minum sekadarnya untuk menghilangkan rasa haus, ke kamar kecil, bercakap-cakap dengan teman sekerja sekadar untuk menghilangkan ketegangan dalam kerja. 2. Kelonggaran untuk menghilangkan fatique
Rasa lelah tercermin dari menurunnya hasil produksi baik jumlah maupun kualitas. Jika rasa lelah telah datang dan pekerja harus bekerja untuk menghasilkan performance normalnya, maka usaha yang dikeluarkan pekerja lebih besar dari normal dan ini akan menambah lelah. Adapun hal-hal yang diperlukan pekerja untuk menghilangkan lelah adalah melakukan peregangan otot, pergi keluar ruangan untuk menghilangkan lelah dan lain sebagainya. 3. Kelonggaran untuk hambatan-hambatan yang tak terhindarkan
3.12. Diagram Sebab Akibat10
Variasi dalam output proses dapat terjadi karena berbagai penyebab yang telah kita catat sebelumnya. Suatu diagram sebab akibat (cause and effect
diagram) adalah metode grafis sederhana untuk membuat hipotesis mengenai
rantai penyebab dan akibat serta untuk menyaring potensi penyebab dan mengorganisasikan hubungan antar variabel.
Kaoru Ishikawa memperkenalkan diagram sebab akibat di Jepang, sehingga diagram ini juga diberi nama Diagram Ishikawa. Karena strukturnya, diagram ini disebut juga diagram tulang ikan. Pada akhir garis horizontal, sebuah permasalahan dituliskan. Setiap cabang yang menunjuk ke ranting utama mewakili suatu kemungkinan penyebab. Cabang-cabang yang menunjuk ke sebab-sebab merupakan kontributor dari sebab tersebut. Diagram ini mengidentifikasi penyebab yang mungkin dari suatu masalah sehingga pengumpulan data dan analisis lebih lanjut dapat dilakukan.
3.13. Diagram Five Whys11
Diagram five whys adalah suatu metode yang mendorong untuk berpikir tentang akar dari suatu penyebab permasalahan. Metode ini mencegah team untuk puas dengan solusi dangkal yang tidak akan menyelesaian masalah dalam jangka panjang. Diagram five whys ini berasal dari kebudayaan yang telah lama ditanamkan di perusahaan besar seperti Toyota. Dalam penggunaannya tidak
10
James R. Evans, Op. Cit. hal 187
harus sampai five whys, terkadang setelah dua atau tiga whys solusi sudah diperoleh. Langkah langkah dalam melakukan analisa five whys, yaitu:
1. Tentukan penyebab suatu masalah, (dapat diperoleh dari diagram sebab-akibat atau grafik batang tertinggi pada diagram pareto) pastikan pengertian masalah tersebut diketahui (Why 1)
2. Bertanya “Mengapa hal tersebut terjadi?” (Why 2)
3. Menentukan salah satu dari alasan untuk Why 2 dan bertanya “Mengapa hal
ini terjadi ?” (Why 3)
4. Lanjutkan langkah tersebut hingga tercapai akar permasalahan yang potensial.
3.14. Analisis 5W2H12
Merumuskan masalah adalah hal yang sangaty penting agar kita dapat
mengetahui dengan pasti masalahnya dan kemudian kita fokus pada solusi masalah.
Memecahkan masalah bukan suatu persoalan mudah. Kita perlu merumuskan masalah
dengan benar, sehingga kita dapat menemukan solusi yang tepat pada akar masalah.
Banyak metode pemecahan masalah seperti 5W2H (What, Where, When, Why, Who, How
& How Much)
1. Apa (what).
Apa saja yang menjadi penyebab masalah tersebut?
2. Kapan (when).
Kapan masalah tersebut paling sering muncul?
3. Di mana (where).
Dimana masalah tersebut paling sering muncul?
4. Siapa (who).
Siapa orang atau kelompok yang mengalami paling banyak masalah?
5. Mengapa (why).
Mengapa masalah tersebut banyak terjadi?
6. Bagaimana (how).
Bagaimana masalah tersebut bisa terjadi?
7. Berapa biayanya (how much).
Masalah mana yang biayanya paling besar? / atau berapa besar biasa yang sudah
ditimbulkan?
Permasalahan haruslah dipandang sebagai sesuatu yang netral dan tidak bersifat
negatif. Karena permasalahan sifatnya realitas (apa adanya). Memahami dan bercermin
terhadap realitas sungguh sangat penting, karena dari situ kita bisa bangkit dengan
semangat, berdiri tegak dan kokoh dan bergerak maju dan cepat.
3.15.Waste (Pemborosan)13
Waste (Pemborosan) adalah sesuatu yang secara mutlak tidak penting dan juga
dapat didefinisikan sebagai segala kegiatan yang tidak memberikan nilai tambah kepada
produk. Pemborosan merupakan gejala, bukan akar dari sebuah permasalahan. Jenis-Jenis
waste yaitu:
1. Overproduction. Yaitu memproduksi lebih dari kebutuhan pelanggan internal dan
eksternal, atau memproduksi lebih cepat atau lebih awal daripada waktu
kebutuhan pelanggan internal dan eksternal. Penyebabnya adalah ketiadaan
13
komunikasi, sistem balas jasa, penghargaan yang tidak tepat, hanya berfokus
pada kesibukan kerja bukan untuk memenuhi kebutuhan pelanggan internal dan
eksternal.
2. Delays/waiting time. Yaitu keterlambatan yang tanpak melalui orang-orang yang
sedang menunggu mesin, peralatan, bahan baku, supplies,
perawatan/pemeliharaan dan lain-lain. Penyebabnya adalah Inkonsistensi metode
kerja, waktu penggantian produk yang panjang(long changeover times), dan
lain-lain
3. Transportation. Yaitu memindahkan material atau orang dalam jarak yang sangat
jauh dari satu proses ke proses berikut yang dapat mengakibatkan waktu
penanganan material bertambah. Penyebabnya adalah tata letak yang jelek,
ketiadaan koordinasi dalam proses, poor housekeeping, organiasi tempat kerja
yang jelek, lokasi penyimpanan material yang banyak dan saling berjauhan.
4. Process. Yaitu mencakup proses-proses tambahan atau aktivitas kerja yang tidak
perlu atau tidak efisien. Penyebabnya adalah Ketidaktepatan penggunaan
peralatan, pemeliharaan peralatan yang jelek, gagal mengombinasi
operasi-operasi kerja.
5. Inventories. Yaitu pada dasarnya inventories menyembunyikan masalah dan
menimbulkan aktivitas penanganan tambahan yang seharusnya tidak diperlukan.
Penyebabnya adalah peralatan yang tidak andal ,aliran kerja yang tidak seimbang,
pemasok yang tidak kapabel, peramalan kebutuhan yang tidak akurat, ukuran
batch yang besar, dan long changeover times
6. Motion. Yaitu setiap pergerakan dari orang atau mesin yang tidak menabah nilai,
tempat kerja yang jelek, tata letak yang jelek, metode kerja yang konsisten, dan
poor machine design
7. Defective Products. Yaitu scrap, rework, customer returns, customer disatisfaction. Penyebabnya adalah incapable processes, insufficient training,
ketiadaan prosedur-prosedur operasi standar
8. Defective Design. desain yang tidak memenuhi kebutuhan pelanggan,
penambahan features yang tidak perlu. Penyebabnya adalah Lack of customer
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian
Tempat penelitian yaitu pada pabrik PT Kharisma Cakranusa Rubber
Industry yang berlokasi di Jalan Pulau Irian Provinsi Sumatera Utara. Waktu
penelitian dilakukan pada bulan Februari 2016 – Selesai.
4.2. Objek Penelitian
Penelitian dilakukan di departemen precured liner. Objek yang diamati adalah jumlah waste yang dihasilkan pada departemen tersebut.
4.3. Jenis Penelitian
4.4. Kerangka Berfikir
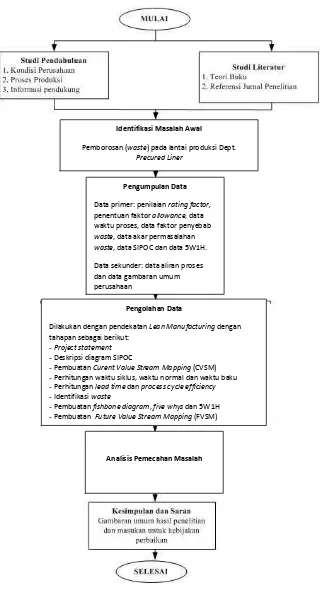
Penelitian dapat dilaksanakan apabila tersedia sebuah perancangan kerangka berpikir yang baik sehingga langkah-langkah penelitian lebih sistematis. Kerangka berfikir inilah yang merupakan landasan awal dalam melaksanakan penelitian. Pada analisa awal penyebab pemborosan (waste) karena ada permasalahan pada operator, metode kerja, bahan dan mesin yang digunakan. Maka dari itu diperlukan perbaikan dengan pendekatan Lean Manufacturing.
Gambar 4.1. Kerangka Berfikir Penelitian
4.5. Variabel Penelitian
Variabel-variabel yang digunakan dalam penelitian ini adalah sebagai berikut:
1. Variabel dependen
Variabel dependen adalah variabel yang nilainya dipengaruhi oleh nilai variabel lain. Variabel dependen dalam penelitian ini adalah pemborosan yang terjadi di perusahaan.
Pemborosan Operator
Bahan
Metode
2. Variabel independen
Variabel independen adalah variabel yang mempengaruhi variabel dependen baik secara positif maupun secara negatif. Variabel independen dalam penelitian ini yaitu metode, mesin, bahan, dan operator.
4.6. Rancangan Penelitian
Penelitian dilaksanakan dengan mengikuti langkah-langkah sebagai berikut:
1. Tahap awal dilakukan studi pendahuluan untuk mengetahui kondisi PT Kharisma Cakranusa Rubber Industry pada bagian pencetakan bunga, informasi pendukung yang diperlukan serta studi literatur tentang metode pemecahan masalah yang digunakan dan teori pendukung lainnya.
2. Tahapan selanjutnya adalah pengumpulan data. Data primer berupa penilaian
rating factor, penentuan faktor allowance, data waktu proses, data faktor
penyebab waste, data akar permasalahan waste, data SIPOC dan data 5W1H. Data sekunder yang dikumpulkan berupa data aliran proses dan data gambaran umum perusahaan.
3. Pengolahan data primer dan sekunder yang telah dikumpulkan. 4. Analisis terhadap hasil pengolahan data.
Gambar 4.2. Langkah-langkah Proses Penelitian
Pengumpulan Data
Data primer: penilaian rating factor, penentuan faktor allowance, data waktu proses, data faktor penyebab waste, data akar permasalahan waste, data SIPOC dan data 5W1H. Data sekunder: data aliran proses dan data gambaran umum perusahaan
Analisis Pemecahan Masalah Pengolahan Data
Dilakukan dengan pendekatan Lean Manufacturing dengan tahapan sebagai berikut:
-Project statement
-Deskripsi diagram SIPOC
-Pembuatan Curent Value Stream Mapping (CVSM)
-Perhitungan waktu siklus, waktu normal dan waktu baku
-Perhitungan lead time dan process cycle efficiency
-Identifikasi waste
-Pembuatan fishbone diagram, five whys dan 5W1H
-Pembuatan Future Value Stream Mapping (FVSM)
-Perhitungan lead time dan process cycle efficiency perbaikan
Identifikasi Masalah Awal
4.7. Metode Pengumpulan Data
Data primer yang dibutuhkan dalam penelitian ini dikumpulkan dengan wawancara. Wawancara yang dilakukan beberapa sesi. Pada sesi pertama adalah identifikasi data SIPOC dengan menggunakan kuesioner semi-terbuka. Pada sesi kedua adalah identifikasi faktor-faktor penyebab waste dengan menggunakan kuesioner semi-terbuka untuk pengidentifikasian pada fishbone diagram. Pada sesi ketiga adalah identifikasi mendalam tentang faktor-faktor penyebab waste dengan menggunakan kuesioner terbuka. Pada sesi keempat adalah identifikasi data 5W1H dengan menggunakan kuesioner semi-terbuka. Respondennya adalah orang yang memahami tentang proses produksi yang dalam hal ini dipilih responden sebanyak satu orang yaitu Manajer Produksi PT. KCRI. Pemilihan sampel dilakukan dengan metode judgement sampling.
Data sekunder yang dibutuhkan dalam penelitian ini dikumpulkan dengan cara meninjau dan mencatat dokumen-dokumen perusahaan yang berhubungan dengan penelitian yang dilakukan. Pada penelitian ini adalah data aliran proses dan data gambaran umum perusahaan.
4.8. Metode Pengolahan Data
- Project statement yang merupakan pernyataan suatu penelitian yang
mencakup bussines case, problem definition, project scope, goal statement dan project timeline.
- Deskripsi diagram SIPOC yang berfungsi untuk memberikan gambaran mengenai hubungan antara proses beserta input dan outputnya terhadap pelayanan konsumen.
- Pembuatan Curent Value Stream Mapping (CVSM) untuk pemetaan aliran produksi dan aliran informasi pada keseluruhan produksi di Departemen
Precured Liner untuk mengidentifikasi kondisi awal.
- Perhitungan waktu siklus, waktu normal dan waktu baku - Perhitungan lead time dan process cycle efficiency awal
- Identifikasi dan penyimpulan pemborosan (waste) yang terjadi di lantai produksi.
- Pembuatan fishbone diagram dan five whys untuk mengidentifikasi permsalahan dari segi operator, metode, bahan dan mesin/peralatan.
- Pembuatan tabel 5W1H untuk merumuskan perbaikan untuk mengurangi pemborosan (waste)
- Pembuatan Future Value Stream Mapping (FVSM) untuk memetakan aliran produksi dan informasi setelah perbaikan
4.9. Analisis Pemecahan Masalah
Analisis pemecahan masalah dilakukan terhadap tiap tahapan pengolahan data dengan pendekatan lean manufacturing.
4.10. Kesimpulan dan Saran
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1 Pengumpulan Data
Data yang dikumpulkan yaitu data aliran proses, data waktu proses, rating
factor, penentuan faktor allowance, data faktor penyebab waste, data akar
permasalahan waste, data SIPOC dan data 5W1H. 1. Data Aliran Proses
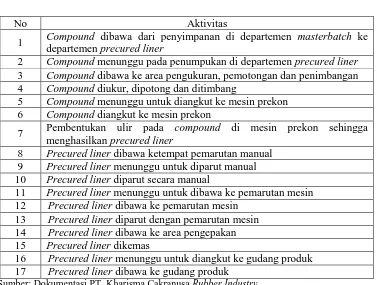
Data aliran proses produksi berdasarkan hasil pengamatan dapat dilihat pada Tabel 5.1.
Tabel 5.1. Data Aliran Proses
No Aktivitas
1 Compound dibawa dari penyimpanan di departemen masterbatch ke departemen precured liner
2 Compound menunggu pada penumpukan di departemen precured liner
3 Compound dibawa ke area pengukuran, pemotongan dan penimbangan
4 Compound diukur, dipotong dan ditimbang
5 Compound menunggu untuk diangkut ke mesin prekon
6 Compound diangkut ke mesin prekon
7 Pembentukan ulir pada compound di mesin prekon sehingga menghasilkan precured liner
8 Precured liner dibawa ketempat pemarutan manual
9 Precured liner menunggu untuk diparut manual
10 Precured liner diparut secara manual
11 Precured liner menunggu untuk dibawa ke pemarutan mesin
12 Precured liner dibawa ke pemarutan mesin
13 Precured liner diparut dengan pemarutan mesin
14 Precured liner dibawa ke area pengepakan
15 Precured liner dikemas
16 Precured liner menunggu untuk diangkut ke gudang produk
17 Precured liner dibawa ke gudang produk
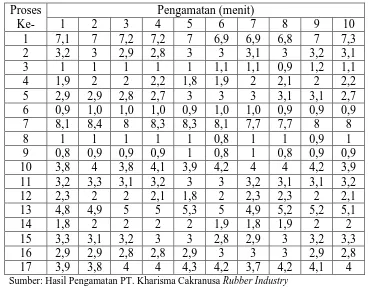
2. Data Waktu Proses
Data waktu proses yang diperoleh yaitu data waktu siklus produk. Data waktu proses pada Departemen Precured Liner dapat dilihat pada Tabel 5.2.
Tabel 5.2. Data Waktu Proses
Proses Ke-
Pengamatan (menit)
1 2 3 4 5 6 7 8 9 10
1 7,1 7 7,2 7,2 7 6,9 6,9 6,8 7 7,3
2 3,2 3 2,9 2,8 3 3 3,1 3 3,2 3,1
3 1 1 1 1 1 1,1 1,1 0,9 1,2 1,1
4 1,9 2 2 2,2 1,8 1,9 2 2,1 2 2,2
5 2,9 2,9 2,8 2,7 3 3 3 3,1 3,1 2,7 6 0,9 1,0 1,0 1,0 0,9 1,0 1,0 0,9 0,9 0,9 7 8,1 8,4 8 8,3 8,3 8,1 7,7 7,7 8 8
8 1 1 1 1 1 0,8 1 1 0,9 1
9 0,8 0,9 0,9 0,9 1 0,8 1 0,8 0,9 0,9 10 3,8 4 3,8 4,1 3,9 4,2 4 4 4,2 3,9 11 3,2 3,3 3,1 3,2 3 3 3,2 3,1 3,1 3,2 12 2,3 2 2 2,1 1,8 2 2,3 2,3 2 2,1 13 4,8 4,9 5 5 5,3 5 4,9 5,2 5,2 5,1
14 1,8 2 2 2 2 1,9 1,8 1,9 2 2
15 3,3 3,1 3,2 3 3 2,8 2,9 3 3,2 3,3 16 2,9 2,9 2,8 2,8 2,9 3 3 3 2,9 2,8 17 3,9 3,8 4 4 4,3 4,2 3,7 4,2 4,1 4
Sumber: Hasil Pengamatan PT. Kharisma Cakranusa Rubber Industry
3. Penilaian Rating Factor Operator
ketika nanti akan mencari waktu baku yang dicari adalah waktu yang diperoleh dari kondisi dan cara kerja yang baku yang diselesaikan secara wajar.
Seandainya terdapat ketidakwajaran maka pengukur harus mengetahuinya dan menilai seberapa jauh ketidakwajaran tersebut terjadi. Penilaian perlu dilakukan karena berdasarkan inilah penyesuaian dilakukan. Jadi jika pengukur mendapatkan harga rata-rata siklus/elemen yang diketahui diselesaikan dengan kecepatan tidak wajar oleh operator, maka harga rata-rata tersebut menjadi wajar, pengukur harus menormalkannya dengan melakukan penyesuaian.
Penilaian rating factor terhadap operator dilakukan dengan metode
Westinghouse dapat dilihat pada Tabel 5.3.
Tabel 5.3. Penilaian Rating Factor terhadap Operator
No Jenis Proses Mesin
2 Pembentukan Ulir
1 1
Keterampilan Good
Tabel 5.3. Penilaian Rating Factor terhadap Operator (Lanjutan)
Keterampilan Average 0,00
0,00 Konsistensi Average 0,00
2 2
Keterampilan Fair (E1) Konsistensi Average 0,00
4 Pemarutan Mesin
1 1
Keterampilan Average 0,00
0,00 Konsistensi Average 0,00
2 2
Keterampilan Good (C2) Konsistensi Average 0,00
5 Pengepakan
1 1
Keterampilan Good (C2)
4. Penetapan Allowance
Dalam penelitian ini, peneliti juga menetapkan allowance untuk masing-masing proses pada lantai produksi berdasarkan karakteristik pekerjaanya. Nilai
allowance yang diberikan untuk proses kerja beregu adalah sama. Penetapan
allowance terhadap tiap proses produksi dapat dilihat pada Tabel 5.4.
Tabel 5.4. Penetapan Allowance Terhadap Proses Produksi
No Jenis Proses Faktor Allowance Allowance Total
1
Pengukuran, pemotongan dan
penimbangan
compound
Kebutuhan pribadi : Pria 1,00%
17,50% Tenaga yang dilakukan : Ringan 7,50%
Sikap kerja : Berdiri diatas dua kaki 1,00%
Gerakan kerja : Normal 0,00%
Kelelahan mata : Pandangan yang
terputus-putus 2,00%
Keadaan temperatur : Tinggi 5,00%
Keadaan atmosfer :Cukup 0,00%
Keadaan lingkungan : Bersih 0,00% Hambatan yang tak terhindarkan 1,00%
2 Pembentukan Ulir
Kebutuhan pribadi : Pria 1,00%
17,50% Tenaga yang dilakukan : Ringan 7,50%
Sikap kerja : Berdiri diatas dua kaki 1,00%
Gerakan kerja : Normal 0,00%
Kelelahan mata : Pandangan yang
terputus-putus 2,00%
Keadaan temperatur : Tinggi 5,00%
Keadaan atmosfer :Cukup 0,00%
Keadaan lingkungan : Bersih 0,00% Hambatan yang tak terhindarkan 1,00%
3 Pemarutan manual
Kebutuhan pribadi : Pria 1,00%
21,50% Tenaga yang dilakukan : Ringan 7,50%
Sikap kerja : Berdiri diatas dua kaki 1,00%
Gerakan kerja : Normal 0,00%
Kelelahan mata : Pandangan yang hampir
terus-menerus 6,00%
Keadaan temperatur : Tinggi 5,00%
Keadaan atmosfer :Cukup 0,00%
Tabel 5.4. Penetapan Allowance Terhadap Proses Produksi (Lanjutan)
No Jenis Proses Faktor Allowance Allowance Total
4 Pemarutan Mesin
Kebutuhan pribadi : Pria 1,00%
17,50% Tenaga yang dilakukan : Ringan 7,50%
Sikap kerja : Berdiri diatas dua kaki 1,00%
Gerakan kerja : Normal 0,00%
Kelelahan mata : Pandangan yang
terputus-putus 2,00%
Keadaan temperatur : Tinggi 5,00%
Keadaan atmosfer :Cukup 0,00%
Keadaan lingkungan : Bersih 0,00% Hambatan yang tak terhindarkan 1,00%
5 Pengepakan
Kebutuhan pribadi : Pria 1,00%
17,50% Tenaga yang dilakukan : Ringan 7,50%
Sikap kerja : Berdiri diatas dua kaki 1,00%
Gerakan kerja : Normal 0,00%
Kelelahan mata : Pandangan yang
terputus-putus 2,00%
Keadaan temperatur : Tinggi 5,00%
Keadaan atmosfer :Cukup 0,00%
Keadaan lingkungan : Bersih 0,00% Hambatan yang tak terhindarkan 1,00%
6
Pemindahan menggunakan
forklift
Kebutuhan pribadi : Pria 1,00%
15,50% Tenaga yang dilakukan : Ringan 7,50%
Sikap kerja : Duduk 1,00%
Gerakan kerja : Normal 0,00%
Kelelahan mata : Pandangan yang
terputus-putus 0,00%
Keadaan temperatur : Tinggi 5,00%
Keadaan atmosfer :Cukup 0,00%
Keadaan lingkungan : Bersih 0,00% Hambatan yang tak terhindarkan 1,00%
7 Pemindahan manual
Kebutuhan pribadi : Pria 1,00%
23,00% Tenaga yang dilakukan : Sedang 15,00%
Sikap kerja : Duduk 1,00%
Gerakan kerja : Normal 0,00%
Kelelahan mata : Pandangan yang
terputus-putus 0,00%
Keadaan temperatur : Tinggi 5,00%
Keadaan atmosfer :Cukup 0,00%
Sumber: Hasil Pengamatan PT. Kharisma Cakranusa Rubber Industry
5. Data faktor penyebab jumlah waste
Berikut pengumpulan data perumusan fishbone diagram dan tabel five
why.
Tabel 5.5. Data Faktor Penyebab Waste
Masalah Pemborosan Faktor Penyebab Menunggu pengukuran, pemotongan dan
penimbangan
Prosedur kerja tidak dilaksanakan dengan baik oleh operator stasiun
Operator lambat dalam bekerja Menunggu untuk dimasukkan ke mesin
press
Operator mesin press tidak melaksanakan prosedur dengan baik
Bahan menumpuk menunggu proses giliran untuk dikerjakan
Operator tidak bekerja dengan usaha maksimal Menunggu untuk diparut oleh operator
Pekerjaan dilakukan tidak sesuai dengan prosedur oleh operator pemarutan manual
Operator terlihat sering duduk
Menunggu untuk diparut dengan mesin Prosedur kerja tidak dijalankan penuh oleh operator Operator bekerja dengan lambat
Menunggu untuk diangkut ke gudang bahan
Prosedur tidak dilaksanakan dengan baik Operator tidak menyusun precured liner langsung
setelah dikemas
Sisa pemotongan bahan
Prosedur kerja tidak dilaksanakan dengan baik oleh operator stasiun
Operator kurang terampil
Pengukuran tidak tidak dilakukan dengan baik Potongan-potongan sisa hasil pengukuran menjadi
scrap
Sisa bahan hasil pemarutan manual
Pekerjaan dilakukan tidak sesuai dengan prosedur oleh operator pemarutan manual
Operator mesin press tidak menjalankan prosedur kerja dengan baik
Cetakan pada mesin press tidak tepat pola nya Hasil dari mesin pencetakan banyak tonjolan Sisa bahan hasil pemarutan mesin
Prosedur kerja tidak dijalankan penuh oleh operator Operator bekerja dengan lambat
Peralatan parutan manual tidak menghilangakan bahan berlebih secara keseluruhan
Precured liner masih perlu diperhalus lagi
Tabel 5.6. Data Akar Permasalahan Faktor Penyebab Waste
Masalah
Pemborosan Data Akar Penyebab Permasalahan
Menunggu pengukuran, pemotongan
dan penimbangan
Prosedur kerja tidak dilaksanakan dengan baik oleh operator stasiun, urgensi dari prosedur tidak dipahami oleh operator, kurangnya sosialisasi terkait prosedur terhadap operator stasiun, kurangnya pengawasan supervisor terhadap jalannya prosedur dan supervisor cendrung fokus pada hasil
Operator lambat dalam bekerja, operator kurang cekatan, pengalaman dan pelatihan operator stasiun kurang mumpuni, konten pelatihan yang diadakan perusahaan tidak spesifik dan program pelatihan untuk karyawan tidak terprogram dengan baik
Menunggu untuk dimasukkan
ke mesin
press
Operator mesin press tidak melaksanakan prosedur dengan baik, operator mesin press tidak memahami prosedur yang harus dilaksanakan, sosialisasi yang minim terkait prosedur kerja operator mesin press, supervisor jarang mengawasi kerja operator mesin press dan supervisor tidak memprioritaskan proses yang sesuai prosedur
Bahan menumpuk menunggu proses giliran untuk dikerjakan, bahan datang lebih cepat dari pada waktu yang dibutuhkan mesin untuk mencetak bunga, kapasitas mesin tidak sesuai dengan laju kedatangan produk, tidak adanya penyesuaian kapasitas mesin dan laju kedatangan bahan dan manajemen perusahaan belum melakukan tinjauan terhadap jumlah kebutuhan mesin
Operator tidak bekerja dengan usaha maksimal, operator bekerja seolah tanpa motivasi, tidak ada program untuk meningkatkan etos kerja karyawan dan manajemen perusahaan belum memikirkan peningkatan etos kerja untuk meningkatkan produktivitas kerja
Menunggu untuk diparut oleh operator
Tabel 5.6. Data Akar Permasalahan Faktor Penyebab Waste (Lanjutan)
Masalah
Pemborosan Data Akar Penyebab Permasalahan
Menunggu untuk diparut dengan mesin
Prosedur kerja tidak dijalankan penuh oleh operator, operator bekerja sesuai dengan kebiasaannya, tidak ada penekanan terkait prosedur stasiun pemarutan mesin, supervisor kurang dalam hal pengawasan terhadap hal terkait prosedur dan pengawasan supervisor cendrung pada pelaporan hasil kerja stasiun pemarutan mesin
Operator bekerja dengan lambat, operator kelihatan tidak cekatan dalam bekerja, operator sangat hati-hati dalam penggunaan mesin terhadap bahan, operator belum mahir dalam penggunaan mesin dan manajemen tidak mem follow up dengan baik pelatihan awal
Menunggu untuk diangkut ke
gudang bahan
Prosedur tidak dilaksanakan dengan baik, perapian susunan procured
liner tidak dilakasanakan segera setelah dikemas plastic, operator
pengemasan tidak taat prosedur, sanksi tidak diberikan terhadap pelanggar prosedur dan pengawasan supervisor yang tidak maksimal Operator tidak menyu
sun precured liner langsung setelah dikemas, operator melakukan kerja diluar prosedur yang ada, operator tidak paham urgensi dari prosedur dan manajemen belum menerapkan disiplin terhadap prosedur pada operator pengemasan
Sisa pemotongan
bahan
Prosedur kerja tidak dilaksanakan dengan baik oleh operator stasiun, urgensi dari prosedur tidak dipahami oleh operator, kurangnya sosialisasi terkait prosedur terhadap operator stasiun, supervisor kurang dalam hal pengawasan terhadap hal terkait prosedur dan supervisor cendrung fokus pada hasil
Operator kurang terampil, kurangnya pelatihan, operator tidak mendapatkan pelatihan yang cukup, kegiatan pelatihan tidak berkesinambungan dan fokus perusahaan adalah hasil produksi secara kuantitas
Pengukuran tidak tidak dilakukan dengan baik, beberapa alat ukur memiliki presisi yang kurang baik, peralatan yang digunakan pada stasiun ini sederhana dan perusahaan tidak memperhatikan akurasi pengukuran di stasiun ini adalah hal yang urgen
-
Tabel 5.6. Data Akar Permasalahan Faktor Penyebab Waste (Lanjutan)
Masalah
Pemborosan Data Akar Penyebab Permasalahan
Sisa bahan hasil pemarutan
manual
Pekerjaan dilakukan tidak sesuai dengan prosedur oleh operator pemarutan manual, operator tidak hafal dengan prosedur di stasiun kerjanya, pengenalan prosedur pada awal masuk tidak ada follow up nya, pengawasan jalannya prosedur operator pemarutan manual tidak berjalan maksimal dan pengawas terfokus pada output stasiun pemarutan manual Operator mesin press tidak menjalankan prosedur kerja dengan baik, operator belum paham dan belum baik bekerja sebagaimana prosedur, operator tidak mempelajari prosedur pasca pengenalan awal, operator tidak terlatih menjadi karyawan yang disiplin dan penegakan disiplin bagi operator oleh perusahaan masih kurang
Cetakan pada mesin press tidak tepat pola nya, pola ulir pada mesin cetak menimbulkan permukaan menonjol yang menjadi scrap, tersisa
scrap pada saat pencetakan procure liner sebelumnya, setup mesin tidak
dilakukan dengan baik dan tidak dilakukan inspeksi yang baik terhadap mesin press sebelum memasukkan bahan
Hasil dari mesin pencetakan banyak tonjolan, takaran bahan yang berlebih, tidak ada takaran baku untuk compound dan karet tambahan, tidak ada nya pembakuan terkait takaran compound dan karet tambahan yang digunakan dan perusahaan belum merancang komposisi karet tambahan dan compound yang baku
Sisa bahan hasil pemarutan
mesin
Prosedur kerja tidak dijalankan penuh oleh operator, operator bekerja sesuai dengan kebiasaannya, tidak ada penekanan terkait prosedur stasiun pemarutan mesin, supervisor kurang dalam hal pengawasan terhadap hal terkait prosedur dan pengawasan supervisor cendrung pada pelaporan hasil kerja stasiun pemarutan mesin
Operator bekerja dengan lambat, operator kelihatan tidak cekatan dalam bekerja, operator sangat hati-hati dalam penggunaan mesin terhadap bahan, operator belum mahir dalam penggunaan mesin dan manajemen tidak mem follow up dengan baik pelatihan awal
Peralatan parutan manual tidak menghilangakan bahan berlebih secara keseluruhan, peralatan pada pemarutan manual sederhana, peralatan sederhana tidak mampu memperhalus permukaan precured liner dan peralatan pemarutan manual tidak bisa memperhalus detil-detil kecil pada precured liner
Precured liner masih perlu diperhalus lagi, masih terdapat tonjolan pada
permukaan precured liner, tonjolan pada precured liner akan jadi scrap dan luaran pemarutan manual belum baik
5. Data SIPOC
Berikut adalah data SIPOC perusahaan disajikan pada Tabel 5.7. berikut
Tabel 5.7. Data SIPOC Perusahaan
Komponen Konten
Supplier Departemen Masterbatch
Input Compound dan karet tambahan
Process
Pengukuran, penimbangan, pemotongan, memberi pola pada bahan,
pemarutan secara manual, pemarutan dengan mesin dan dikemas
Output Precured Liner
Customer Pabrik Ban
Sumber: Hasil Wawancara PT. Kharisma Cakranusa Rubber Industry
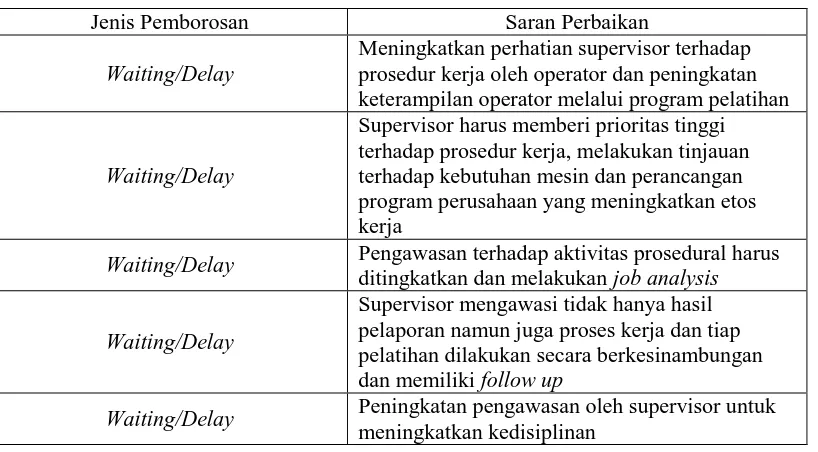
6. Data tabel 5W1H
Berikut adalah data untuk solusi umum perbaikan melalui tabel 5W1H disajikan pada Tabel 5.8. berikut.
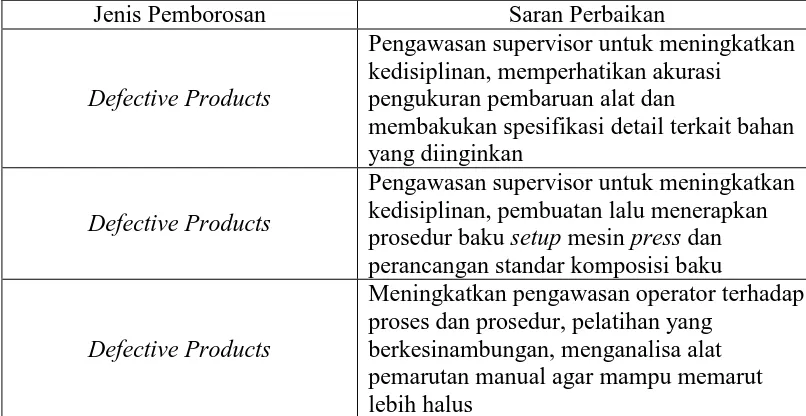
Tabel 5.8. Data Tabel 5W1H
Jenis Pemborosan Saran Perbaikan
Waiting/Delay
Meningkatkan perhatian supervisor terhadap prosedur kerja oleh operator dan peningkatan keterampilan operator melalui program pelatihan
Waiting/Delay
Supervisor harus memberi prioritas tinggi terhadap prosedur kerja, melakukan tinjauan terhadap kebutuhan mesin dan perancangan program perusahaan yang meningkatkan etos kerja
Waiting/Delay Pengawasan terhadap aktivitas prosedural harus
ditingkatkan dan melakukan job analysis
Waiting/Delay
Supervisor mengawasi tidak hanya hasil pelaporan namun juga proses kerja dan tiap pelatihan dilakukan secara berkesinambungan dan memiliki follow up
Waiting/Delay Peningkatan pengawasan oleh supervisor untuk
Tabel 5.8. Data Tabel 5W1H (Lanjutan)
Jenis Pemborosan Saran Perbaikan
Defective Products
Pengawasan supervisor untuk meningkatkan kedisiplinan, memperhatikan akurasi
pengukuran pembaruan alat dan
membakukan spesifikasi detail terkait bahan yang diinginkan
Defective Products
Pengawasan supervisor untuk meningkatkan kedisiplinan, pembuatan lalu menerapkan prosedur baku setup mesin press dan perancangan standar komposisi baku
Defective Products
Meningkatkan pengawasan operator terhadap proses dan prosedur, pelatihan yang
berkesinambungan, menganalisa alat pemarutan manual agar mampu memarut lebih halus
Sumber: Hasil Wawancara PT. Kharisma Cakranusa Rubber Industry
5.2 Pengolahan Data
Pengolahan data dilakukan dengan menggunakan pendekatan lean
manufacturing dengan tujuan mengidentifikasi waste, menghitung lead time dan
memberi usulan perbaikan pada proses produksi pada Departemen Precured
Liner.
5.2.1 Project Statement (Pernyataan Kegiatan)
a. Business Case (Masalah Perusahaan)
Permasalahan yang dialami perusahaan pada saat ini yaitu mengenai adanya pemborosan (waste) pada lantai produksi PT. Kharisma Cakranusa Rubber
Industry.
b. Problem Statement (Pernyataan Masalah)
Pernyataan masalah dalam perusahaan adalah banyaknya pemborosan yang terjadi selama proses produksi berlangsung.
c. Project Scope (Ruang Lingkup Proyek)
Ruang lingkup dalam proyek penyelesaian masalah perusahaan adalah produk
precured liner.
d. Goal Statement (Pernyataan Tujuan)
Tujuan dari penelitian yang dilakukan ini adalah untuk mengidentifikasi
waste (pemborosan), menghitung lead time sebelum dan sesudah perbaikan dan
memberi usulan perbaikan untuk mengurangi pemborosan (waste) yang terjadi. e. Project Timeline (Batas Waktu Proyek)
Batas waktu penelitian ini dimulai dari bulan Februari 2016 sampai selesai.
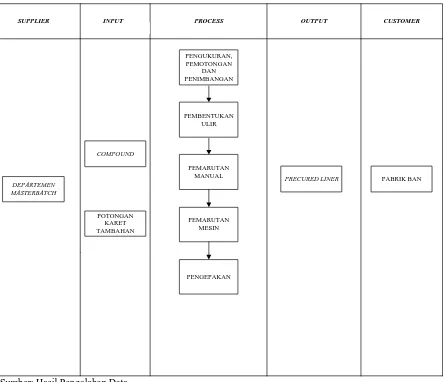
5.2.2. Pembuatan Diagram SIPOC
Diagram SIPOC ini bertujuan untuk menggambarkan informasi mengenai
Supplier, Input, Process, Output dan Customer yang terlibat dalam produksi
precured liner. Elemen-elemen yang digunakan dalam diagram SIPOC adalah
sebagai berikut:
b. Input : Compound dan potongan karet tambahan
c. Process : Pengukuran, pemotongan, penimbangan, pembentukan ulir,
pemarutan manual, pemarutan mesin dan pengepakan d. Output : Precured Liner
e. Customer : Pabrik ban
Diagram SIPOC untuk proses produksi precured liner dapat dilihat pada Gambar 5.1. berikut.
PENGUKURAN, PEMOTONGAN
DAN PENIMBANGAN
PEMBENTUKAN ULIR
PEMARUTAN MANUAL
PEMARUTAN MESIN
PENGEPAKAN
SUPPLIER INPUT PROCESS OUTPUT CUSTOMER
POTONGAN KARET TAMBAHAN
COMPOUND
DEPARTEMEN MASTERBATCH
PRECURED LINER PABRIK BAN
Sumber: Hasil Pengolahan Data
5.2.3. Current Value Stream Mapping
Value Stream Mapping adalah salah satu metode pemetaan aliran produksi
dan aliran informasi pada keseluruhan produksi. Value Stream Mapping juga mengidentifikasi kegiatan yang termasuk value added dan non value added. Value
Stream Mapping secara visual memetakan aliran material dan informasi secara
menyeluruh dimulai dari kedatangan bahan baku dari supplier hingga pengiriman produk. Tujuan pemetaan ini adalah untuk mengidentifikasi seluruh jenis pemborosan di sepanjang proses produksi dan untuk mengambil langkah dalam upaya mengeliminasi pemborosan tersebut. Dalam value stream mapping, ada dua pemetaan yang harus digambarkan yaitu pembuatan current state map dan future
state map. Pembuatan current state map dilakukan untuk memetakan kondisi
lantai produksi aktual. Setelah identifikasi pemborosan dilakukan, maka dapat digambarkan future state map. Future state map merupakan pemetaan kondisi perusahaan di masa mendatang sebagai usulan rancangan perbaikan dari current
state map yang ada. Berdasarkan hasil pengamatan yang dilakukan, pada kegiatan
manufaktur proses produksi procured liner terdiri dari bagian PPC, purchasing, gudang, dan produksi dimana setiap bagian memiliki pengawas.
untuk dibawa ke pemarutan mesin dan precured liner menunggu untuk diangkut ke gudang produk.
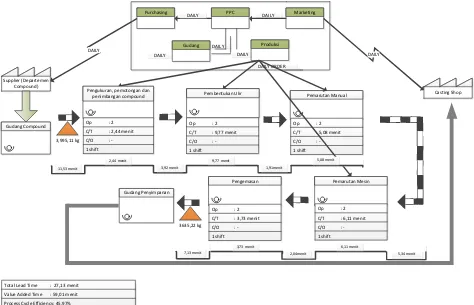
Gambar current state map untuk produksi precured liner terdapat pada Gambar 5.2. berikut
Supplier (Departemen
Pengukuran, pemotongan dan penimbangan compound
Total Lead Time : 27,13 menit Value Added Time : 59,01 menit Process Cycle Efficiency: 45,97%
3635,22 kg
7,13 menit 5,34 menit
Sumber: Hasil Pengolahan Data
Gambar 5.2. Current State Map untuk Produksi Precured Liner
5.2.4. Perhitungan Data Waktu Siklus
proses produksi dan tidak berlaku untuk waktu WIP. Tingkat keyakinan dan ketelitian yang digunakan yaitu 95% dan 5%. Pengujian yang dilakukan adalah sebagai berikut:
a. Uji Keseragaman Data
Pengujian keseragaman data dilakukan untuk mengetahui apakah data waktu proses berada dalam batas kontrol atau tidak pada peta kontrol. Contoh proses yang dilakukan uji keseragaman yaitu compound dibawa dari penyimpanan di departemen masterbatch ke departemen precured liner.
Perhitungan nilai rata-rata waktu proses
=
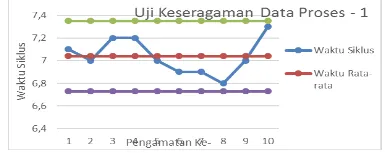
= 7,04
Perhitungan nilai standar deviasi
= 0,16
BKA = α/2 BKB = α/2
= 7,04 + 1,96 (0,01) = 7,04 - 1,96 (0,01)
= 7,35 = 6,73
Peta kontrol untuk proses compound dibawa dari penyimpanan di departemen
masterbatch ke departemen precured liner dapat dilihat pada Gambar 5.3.
Gambar 5.3. Uji Keseragaman Proses 1
Sumber: Hasil Pengolahan Data
Berdasarkan Gambar 5.3. dapat dilihat bahwa keseluruhan data waktu siklus untuk proses 1. Hasil rekapitulasi uji keseragaman untuk setiap proses dapat dilihat pada Tabel 5.9.
Tabel 5.9. Rekapitulasi Hasil Uji Keseragaman Waktu Siklus untuk Setiap
Proses
Proses Ke-
Pengamatan (jam)
Rata-rata BKA BKB Keterangan
1 2 3 4 5 6 7 8 9 10
1 7,1 7 7,2 7,2 7 6,9 6,9 6,8 7 7,3 7,0 7,3 6,7 Seragam
3 1 1 1 1 1 1,1 1,1 0,9 1,2 1,1 3,0 3,3 2,8 Seragam
4 1,9 2 2 2,2 1,8 1,9 2 2,1 2 2,2 1,0 1,2 0,9 Seragam
6 0,9 1,0 1,0 1,0 0,9 1,0 1,0 0,9 0,9 0,9 2,0 2,3 1,8 Seragam
1 7,1 7 7,2 7,2 7 6,9 6,9 6,8 7 7,3 7,0 7,3 6,7 Seragam
3 1 1 1 1 1 1,1 1,1 0,9 1,2 1,1 3,0 3,3 2,8 Seragam
4 1,9 2 2 2,2 1,8 1,9 2 2,1 2 2,2 1,0 1,2 0,9 Seragam
6 0,9 1,0 1,0 1,0 0,9 1,0 1,0 0,9 0,9 0,9 2,0 2,3 1,8 Seragam
7 8,1 8,4 8 8,3 8,3 8,1 7,7 7,7 8 8 2,9 3,2 2,6 Seragam
8 1 1 1 1 1 0,8 1 1 0,9 1 1,0 1,1 0,8 Seragam
10 3,8 4 3,8 4,1 3,9 4,2 4 4 4,2 3,9 8,1 8,5 7,6 Seragam
Tabel 5.9. Rekapitulasi Hasil Uji Keseragaman Waktu Siklus untuk Setiap
Proses (Lanjutan)
Proses Ke-
Pengamatan (jam)
Rata-rata BKA BKB Keterangan
1 2 3 4 5 6 7 8 9 10
13 4,8 4,9 5 5 5,3 5 4,9 5,2 5,2 5,1 0,9 1,0 0,7 Seragam
14 1,8 2 2 2 2 1,9 1,8 1,9 2 2 4,0 4,3 3,7 Seragam
15 3,3 3,1 3,2 3 3 2,8 2,9 3 3,2 3,3 3,1 3,3 3,0 Seragam
17 3,9 3,8 4 4 4,3 4,2 3,7 4,2 4,1 4 2,1 2,4 1,8 Seragam
Sumber: Hasil Pengolahan Data
b. Uji Kecukupan Data
Setelah data waktu proses telah diuji dan dinyatakan seragam maka kemudian dilakukan uji kecukupan data untuk mengetahui apakah data yang telah dikumpulkan telah memenuhi jumlah yang semestinya. Rumus yang digunakan dalam pengujian kecukupan data adalah sebagai berikut:
Dimana:
N’ = Jumlah pengamatan yang seharusnya dilaksanakan
s = Tingkat ketelitian
k = Tingkat kepercayaan 95% maka k = 1,96 (tabel distribusi normal) x = Waktu pengamatan
N = Jumlah pengamatan yang telah dilakukan
dilakukan penambahan jumlah data sebagai sampel. Contoh perhitungan uji kecukupan data adalah sebagai berikut:
= 0,69
Berdasarkan hasil perhitungan diperoleh hasil nilai N > N’ (10 > 9,91) yang
artinya data waktu siklus proses compound dibawa dari penyimpanan di departemen masterbatch ke departemen precured liner telah cukup. Hasil rekapitulasi uji kecukupan data setiap proses dapat dilihat pada Tabel 5.10.
Tabel 5.10. Rekapitulasi Hasil Uji Kecukupan Waktu Siklus untuk Setiap
Proses
Proses Ke- N’ N Keterangan
1 0,69 10 Cukup
3 9,09 10 Cukup
4 5,67 10 Cukup
6 17,09 10 Cukup
7 1,19 10 Cukup
8 6,70 10 Cukup
10 1,82 10 Cukup
12 8,76 10 Cukup
13 1,36 10 Cukup
14 2,61 10 Cukup
15 4,15 10 Cukup
17 3,00 10 Cukup
5.2.5. Perhitungan Waktu Baku
Perhitungan waktu normal dilakukan dengan mengalikan waktu siklus rata-rata setiap proses dengan rating factor yang bertujuan untuk menyesuaikan kecepatan antara operator yang satu dengan operator lainnya, sehingga waktu yang diambil adalah waktu normal operator (operator yang bekerja dengan wajar dan normal).
Perhitungan waktu baku merupakan perhitungan waktu yang dibutuhkan oleh seorang operator untuk menyelesaikan satuan pekerjaanya dengan penambahan faktor allowance pada waktu normal. Contoh perhitungan waktu normal dan waktu baku pada proses precured liner diparut secara manual adalah sebagai berikut:
Rating Factor = 1
Allowance = 21,50%
Waktu siklus rata-rata = 3,99 menit
Waktu normal = Waktu siklus rata-rata x Rf = 3,99 x 1 = 3,99 menit
= 5,08 menit
Tabel 5.11. Rekapitulasi Waktu Normal dan Waktu Baku Setiap Proses
Allowance Waktu Baku
(menit)
Sumber: Hasil Pengolahan Data
5.2.6. Perhitungan Manufacturing Lead Time dan Process Cycle Efficiency
Manufacturing lead time adalah waktu yang dibutuhkan untuk melakukan
proses produksi dari awal sampai dengan akhir berdasarkan waktu baku. Perhitungan manufacturing lead time ini dilakukan dengan cara menjumlahkan seluruh waktu proses kerja yang terdiri dari 17 proses kerja. Uraian proses kerja dan waktu baku dapat dilihat pada Tabel 5.12.
Tabel 5.12. Perhitungan Manufacturing Lead Time Berdasarkan Waktu Baku
No Aktivitas Waktu Baku
(menit)
1 Compound dibawa dari penyimpanan di departemen masterbatch ke
departemen precured liner
7,41
2 Compound menunggu pada penumpukan di departemen precured liner 3,03
3 Compound dibawa ke area pengukuran, pemotongan dan penimbangan 1,09
4 Compound diukur, dipotong dan ditimbang 2,44
Tabel 5.12. Perhitungan Manufacturing Lead Time Berdasarkan Waktu Baku
(Lanjutan)
No Aktivitas Waktu Baku
(menit) 1 Compound dibawa dari penyimpanan di departemen
masterbatch ke departemen precured liner
7,41 2 Compound menunggu pada penumpukan di departemen
precured liner 3,03
3 Compound dibawa ke area pengukuran, pemotongan dan
penimbangan 1,09
4 Compound diukur, dipotong dan ditimbang 2,44
5 Compound menunggu untuk diangkut ke mesin prekon 2,92
6 Compound diangkut ke mesin prekon 1,00
7 Pembentukan ulir pada compound di mesin prekon
sehingga menghasilkan precured liner 9,77
8 Precured liner dibawa ketempat pemarutan manual 1,02
9 Precured liner menunggu untuk diparut manual 0,89
10 Precured liner diparut secara manual 5,08
11 Precured liner menunggu untuk dibawa ke pemarutan
mesin 3,14
12 Precured liner dibawa ke pemarutan mesin 2,20
13 Precured liner diparut dengan pemarutan mesin 6,11
14 Precured liner dibawa ke area pengepakan 2,04
15 Precured liner dikemas 3,73
16 Precured liner menunggu untuk diangkut ke gudang
produk 2,90
17 Precured liner dibawa ke gudang produk 4,23
Sumber: Hasil Pengolahan Data
6. Perhitungan Process Cycle Efficiency
Tabel 5.13. Value Added Time dan Nonvalue Added Time
Compound dibawa dari penyimpanan di
departemen masterbatch ke departemen
precured liner
7,41
2 Compound menunggu pada penumpukan di departemen precured liner
3,03 3 Compound dibawa ke area pengukuran,
pemotongan dan penimbangan
1,09 4 Compound diukur, dipotong dan ditimbang 2,44
5 Compound menunggu untuk diangkut ke mesin prekon
2,92
6 Compound diangkut ke mesin prekon 1,00
7 Pembentukan ulir pada compound di mesin
prekon sehingga menghasilkan precured liner 9,77 8 Precured liner dibawa ketempat pemarutan
manual
1,02 9 Precured liner menunggu untuk diparut
manual
0,89 10 Precured liner diparut secara manual 5,08
11 Precured liner menunggu untuk dibawa ke pemarutan mesin
3,14
12 Precured liner dibawa ke pemarutan mesin 2,20
13 Precured liner diparut dengan pemarutan
mesin 6,11
14 Precured liner dibawa ke area pengepakan 2,04
15 Precured liner dikemas 3,73
16 Precured liner menunggu untuk diangkut ke gudang produk
2,90
17 Precured liner dibawa ke gudang produk 4,23
Sumber: Hasil Pengolahan Data
Perhitungan process cycle efficiency adalah sebagai berikut:
5.2.7. Identifikasi Waste
Berdasarkan hasil current value stream mapping, dilakukan identifikasi
waste pada Tabel 5.14. dan sumber faktor masalah pada tabel 5.15. berikut
Tabel 5.14. Identifikasi Waste
Stasiun Kerja Keterangan Waste Jenis Waste Pengukuran,
Sisa pemotongan bahan Defective Products
Pembentukan ulir
Menunggu untuk dimasukkan ke mesin
press
Waiting/Delay
Pemarutan manual
Menunggu untuk diparut
oleh operator Waiting/Delay Sisa bahan hasil
pemarutan manual Pemarutan mesin
Menunggu untuk diparut
dengan mesin Waiting/Delay Sisa bahan hasil
pemarutan mesin Defective Products Pengepakan
Menunggu untuk diangkut ke gudang
bahan
Waiting/Delay
Sumber: Hasil Pengolahan Data
Tabel 5.15. Identifikasi Faktor Penyebab Waste
Keterangan Waste Faktor-faktor Penyebab
Manusia Mesin Material Metode Menunggu pengukuran, pemotongan dan
penimbangan V - - V
5.2.8. Diagram Sebab Akibat (Fishbone Diagram)
Diagram sebab akibat (fishbone diagram) digunakan untuk membantu mengorganisasi informasi tentang penyebab-penyebab potensial suatu masalah. Analisis yang akan dilakukan meliputi analisis manusia, metode kerja, dan mesin dan peralatan terhadap penyebab waste yang teridentifikasi. Diagram ini dibuat dengan melakukan wawancara dengan pihak perusahaan, tepatnya Manager Produksi PT. KCRI karena dianggap paling paham terkait manajerial lantai produksi khususnya pada Departemen Precured Liner. Diagram sebab akibat pemborosan produksi dapat dilihat pada gambar-gambar dibawah ini
Menunggu pengukuran, pemotongan dan
penimbangan
Menunggu pengukuran, pemotongan dan
penimbangan
Metode Metode
Manusia Manusia
Operator kurang cekatan
Operator kurang cekatan
Operator lambat dalam bekerja
Operator lambat dalam bekerja
Prosedur kerja tidak dilaksanakan dengan baik oleh operator stasiun
Prosedur kerja tidak dilaksanakan dengan baik oleh operator stasiun
Urgensi dari prosedur tidak dipahami oleh operator
Urgensi dari prosedur tidak dipahami oleh operator
Gambar 5.4. Diagram Sebab Akibat Penyebab Waste 1
Sisa pemotongan bahan
Bahan baku yang masuk melebihi kebutuhan Bahan baku yang masuk
melebihi kebutuhan memiliki presisi yang Beberapa alat ukur kurang baik Beberapa alat ukur memiliki presisi yang
kurang baik
Pengukuran tidak tidak dilakukan dengan baik Pengukuran tidak tidak dilakukan dengan baik
Material
Material
Potongan-potongan sisa hasil pengukuran menjadi scrap Potongan-potongan sisa hasil
pengukuran menjadi scrap
Kurangnya pelatihan
Kurangnya pelatihan
Prosedur kerja tidak dilaksanakan dengan baik oleh operator
stasiun Prosedur kerja tidak dilaksanakan dengan baik oleh operator
stasiun Urgensi dari prosedur tidak
dipahami oleh operator Urgensi dari prosedur tidak
dipahami oleh operator
Gambar 5.4. Diagram Sebab Akibat Penyebab Waste 2
Sumber: Hasil Pengolahan Data
Menunggu Untuk Operator bekerja seolah tanpa
motivasi
Operator bekerja seolah tanpa motivasi
Operator tidak bekerja dengan usaha maksimal
Operator tidak bekerja dengan usaha maksimal
Operator mesin press tidak melaksanakan prosedur
dengan baik
Operator mesin press tidak melaksanakan prosedur
dengan baik
Operator mesin press tidak memahami prosedur yang
harus dilaksanakan
Operator mesin press tidak memahami prosedur yang
harus dilaksanakan
Mesin Mesin
Bahan menumpuk menunggu proses giliran untuk dikerjakan
Bahan menumpuk menunggu proses giliran untuk dikerjakan
Bahan datang lebih cepat dari pada waktu yang dibutuhkan mesin untuk
mencetak bunga
Bahan datang lebih cepat dari pada waktu yang dibutuhkan mesin untuk
mencetak bunga
Gambar 5.5. Diagram Sebab Akibat Penyebab Waste 3