ANALISIS WASTE LUAS LANTAI PRODUKSI
DENGAN PENDEKATAN METODE LEAN MANUFACTURING
DI CV. SATYA KARYA
−
SURABAYA
SKRIPSI
O Olleehh::
H
H
E
E
N
N
D
D
R
R
I
I
F
F
I
I
T
T
R
R
I
I
Y
Y
A
A
N
N
T
T
O
O
0
0
7
7
3
3
2
2
0
0
1
1
0
0
0
0
1
1
1
1
J
J
U
U
R
R
U
U
S
S
A
A
N
N
T
T
E
E
K
K
N
N
I
I
K
K
I
I
N
N
D
D
U
U
S
S
T
T
R
R
I
I
F
F
A
A
K
K
U
U
L
L
T
T
A
A
S
S
T
T
E
E
K
K
N
N
O
O
L
L
O
O
G
G
I
I
I
I
N
N
D
D
U
U
S
S
T
T
R
R
I
I
U
U
N
N
I
I
V
V
E
E
R
R
S
S
I
I
T
T
A
A
S
S
P
P
E
E
M
M
B
B
A
A
N
N
G
G
U
U
N
N
A
A
N
N
N
N
A
A
S
S
I
I
O
O
N
N
A
A
L
L
“
“
V
V
E
E
T
T
E
E
R
R
A
A
N
N
”
”
J
J
A
A
W
W
A
A
T
T
I
I
M
M
U
U
R
R
ANALISIS WASTE LUAS LANTAI PRODUK SI DENGAN PENDEK ATAN ME TODE L EAN M ANUFACTURING
DI CV. SATYA K ARYA − SURABAYA SK RIPSI
Diajukan Untuk Memenuhi Sebagai Persyaratan Memperoleh Gelar Sarjana Pada Jurusan Teknik Industri UPN “Veteran” Jawa Timur
Pembimbing I
Ir . Sumiati, MT
NIP . 19601213 199103 2 001
OLE H:
HENDRI F ITRIYANTO 0732010011
J URUSAN TEK NIK INDUSTRI FAKULTAS TEK NOLOGI INDUSTRI UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN”
KATA PENGANTAR
Alhamdulillah berkat rahmat Tuhan YME yang telah memberikan Rahmat
dan Hidayah-Nya sehingga Laporan Penelitian Tugas Akhir (Skripsi) dengan
judul “Analisis Waste Luas Lantai Pr oduksi Dengan Pendekatan Metode
Lean Manufacturing Di CV. Satya Karya Sur abaya” dapat terselesaikan tepat
pada waktunya. Penulisan skripsi ini dilaksanakan untuk memenuhi persyaratan
kelulusan Program Sarjana Strata - 1 (S-1) di Jurusan Teknik Industri Fakultas
Teknologi Industri Universitas Pembangunan Nasional “Veteran” Jawa Timur.
Terselesaikannya Laporan Tugas Akhir (Skripsi) ini tentunya tak lepas dari
bantuan banyak pihak. Untuk itu dalam kesempatan ini kami ingin mengucapkan
banyak terima kasih kepada :
1. Allah SWT karena atas ijin-NYA lah laporan Tugas Akhir (Skripsi) ini bisa
terselesaikan tepat pada waktunya.
2. Orang Tua, Saudara perempuan saya yang selalu memberikan dukungan dan
doa kepada saya.
3. Bapak Prof. Dr. Ir. Teguh Soedarto, MP. Selaku Rektor Universitas
Pembangunan Nasional “Veteran” Jawa Timur.
4. Bapak Ir. Sutiyono, MT. Selaku Dekan Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur.
5. Bapak Dr. Ir. Minto Waluyo, MM. Selaku ketua jurusan Teknik Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur.
6. Ibu Ir. Sumiati, MT. Selaku Dosen Pembimbing saya.
8. Bapak I Made Ringgo, ST selaku Pemilik dan pembimbing lapangan di CV.
Satya Karya Surabaya dan Seluruh karyawan yang telah meluangkan
waktunya terhadap penelitian saya.
9. Buat Semua Teman - teman angkatan 2007 Paralel A − D.
10.Dan yang terakhir untuk saudara – saudari saya yang selalu support saya
untuk selalu memotivasi saya menyusun laporan penelitian TA (Skripsi)
saya, Terima Kasih banyak.
Semoga Kemampuan dan pengetahuan telah tercurahkan demi
kesempurnaan Skripsi ini, namun keterbatasan dan kekurangan tetaplah ada. Oleh
karena itu, penulis menyadari sepenuhnya bahwa di dalam penyusunan laporan ini
masih jauh dari sempurna. Untuk itu penulis dengan senang hati menerima segala
kritik dan saran yang bersifat membangun guna kesempurnaan Tugas Akhir
(Skripsi) ini.
Akhir kata penulis berharap semoga Tugas Akhir ini dapat berguna
dan bermanfaat bagi semua pihak.
Surabaya, Oktober 2011
ANALISIS WASTE LUAS LANTAI PRODUKSI DENGAN PENDEKATAN METODE LEAN MANUFACTURING
DI CV. SATYA KARYA − SURABAYA
ABSTRAK
CV. Satya Karya Surabaya adalah perusahaan produksi alat rumah tangga. peluang pasar yang masih besar membuat perusahaan ini selalu meningkatkan jumlah produksinya dari waktu kewaktu, akan tetapi banyaknya faktor kendala yang dihadapi oleh perusahaan tersebut membuat jalannya produksi kurang begitu maksimal. Sebagai misal waste yang terdapat pada area produksi sehingga mengakibatkan kerugian pada perusahaan.
Selama ini CV. Satya Karya Surabaya belum pernah melakukan penyelesaian untuk mengurangi waste yang terjadi di area produksi, sehingga dalam hasil identifikasi ditemukan banyak waste yang diantaranya adalah lingkungan, kesehatan, keselamatan, persediaan yang tidak perlu, proses yang tidak sesuai, kecacatan, menunggu. Oleh sebab itu peran Lean Manufaktur sangat diperlukan untuk membantu menyelesaikan permasalahan yang ada di CV. Satya Karya Surabaya.
Tujuan dilakukan penelitian di CV. Satya Karya Surabaya adalah untuk mengidentifikasi aktivitas secara keseluruhan menggunakan Big Picture Mapping, mengidentifikasi waste yang terjadi dan menganalisa penyebab waste yang ada selama proses produksi dan memberikan usulan perbaikan untuk mengurangi waste yang ada pada lantai produksi.
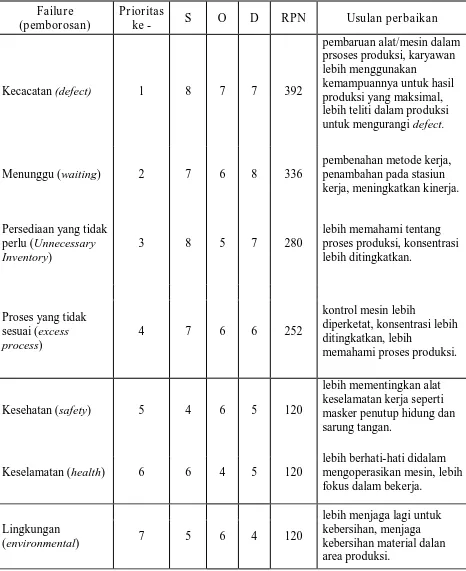
Berdasarkan hasil penelitian diketahui besarnya value added activity pada operasi sebesar 39.27%, non value added activity pada waktu tunggu (Delay) sebesar 17.28% dan necessary but non value added activity pada Transportasi, Inspeksi, Storage sebesar 43.47%. Sedangkan dalam VALSAT tools yang terpilih adalah process activity mapping karena tools ini mempunyai nilai bobot yang tebesar diantara tools VALSAT lannya yaitu sebesar 47.24%, Dalam Fish Bone Chart diketahui bahwa pemborosan yang paling besar adalah persediaan yang tidak per lu, kecacatan, menunggu, Sehingga dengan mengetahui akar penyebab dari pemborosan yang terjadi bisa dilakukan rekomendasi perbaikan dengan FMEA. Dari FMEA diketahui nilai RPN tiap-tiap waste yang diprioritaskan untuk dilakukan perbaikan adalah Lingkungan dengan nilai RPN 210, Keselamatan dengan nilai RPN 150, Kesehatan dengan nilai RPN 180, Proses yang tidak sesuai dengan nilai RPN 252, Persediaan yang tidak perlu dengan nilai RPN 294, Kecacatan dengan nilai RPN 392, dan Menunggu dengan nilai RPN 336, Sehingga untuk mengurangi pemborosan tersebut disarankan agar koordinasi antara bagian pemasaran dan produksi ditingkatkan, standar produksi harus jelas, pembenahan fasilitas atau layout kerja, pembenahan metode kerja, penambahan/pengurangan tenaga kerja pada setasiun kerja tertentu.
ANALYSIS OF WASTE TO BOARDEN PRODUCE WITH APPLYING
METHOD LEAN MANUFACTURING IN CV. SATYA KARYA −
SURABAYA.
ABSTRACT
CV. Satya Karya of Surabaya is company of production kitchen utensils. opportunity of market which still big make this company always improve the amount of its production from time of to time, however to the number of constraint factor faced by the company make the way less maximal production so. Suppose waste found on area produce so that result loss at company.
During The Time CV. Satya Karya of Surabaya, have never done or conducted solution to lessen waste that happened [in] production area, so that in result identify to be found by many waste which among others is environmental, health, safety, awaiting, excess process, unnecessary inventories, defects. On that account role of Lean Manufaktur very needed to to assist to finish problems exist in CV. Satya Karya of Surabaya.
Target done/conducted by research in CV. Satya Karya of Surabaya, is to identify activity as a whole use Big Picture Mapping, identifying waste that happened and analyse cause of existing waste during production process and give repair proposal to lessen waste exist in production floor.
Pursuant to result of research known by the level of activity added value equal in operation to 39.27%, non activity added value equal in Delay time to 17.28% and but necessary of is non activity added value equal in Transportation,Inspection, Storage to 43.47%. While in chosen VALSAT tools is mapping activity process because this tools have wight value which is tebesar among its its his VALSAT tools that is equal to 47.24%. In Fish Bone Chart known that biggest extravagance is Unnecessary Inventories, Defects, Waiting, So that given the cause root of extravagance that happened can to recommend repair with FMEA. Of FMEA known by value of RPN every waste given high priority to be done/conducted by to repair is Environmental with value of RPN 210, Health with value of RPN 150, Safety with value of RPN 180, Waiting with value of RPN 252, Exccess Process with value of RPN 294, Unnecessary Inventories with value of RPN 392, and Defects with value of RPN 336. So that to lessen the the extravagance suggested that by coordination among/between part of production and marketing improved, standard produce be clear, correction of or facility of layout job/activity, correction of job/activity method, addition / reduction of labour at certain job/activity station.
DAFTAR ISI
Hal
KATA PENGANTAR ..……….. i
DAFTAR ISI ……..………..………….. iii
DAFTAR TABEL ……….. DAFTAR GAMBAR ………. DAFTAR LAMPIRAN ………. ABSTRAK ……….. BAB I PENDAHULUAN vii viii 1.1 Latar Belakang ………..……….. 1
1.2 Rumusan Masalah ………. ……….. 2
1.3 Batasan Masalah ……….………. 3
1.4 Asumsi ……….……….... 3
1.5 Tujuan ……….. 3
1.6 Manfaat Penelitian ………... 4
1.7 Sitematika Penulisan ……… 4
BAB II TINJ AUAN PUSTAKA 2.1 Pemborosan (waste) ………... 7
2.2 Lean Manufakturing ……… 17
2.2.1 Definisi Lean Manufacturing ……… 17
2.2.2 Prinsip – prinsip Lean Manufacturing ………. 21
2.2.3 Pengembangan Lean Manufacturing ………… 22
2.3 Pemborosan (Waste) ……… 26
2.4 Type-Type Pemborosan ……….. 42
BAB III METODOLOGI PENELITIAN 3.1 Tempat dan Waktu Penelitian ………. 47
3.2 Identifikasi dan Definisi Operasional Variabel ……... 47
3.2.1 Variabel Bebas ……….... 47 vi
3.2.2 Variabel Terikat ………..…. 48
3.3 Metode Pengumpulan Data ……….. 49
3.4 Metode Pengolahan Data ………. 50
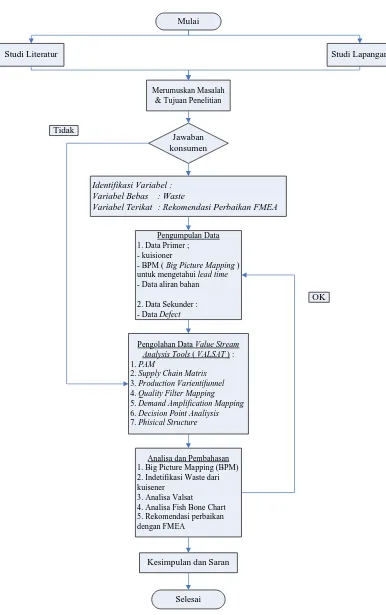
3.5 Langkah-Langkah Pemecahan Masalah ……….. 53
3.6 Penjelasan Flowchart Pemecahan Masalah …………. 54
BAB IV HASIL DAN PEMBAHASAN
4.1 Pengumpulan Data……….………..
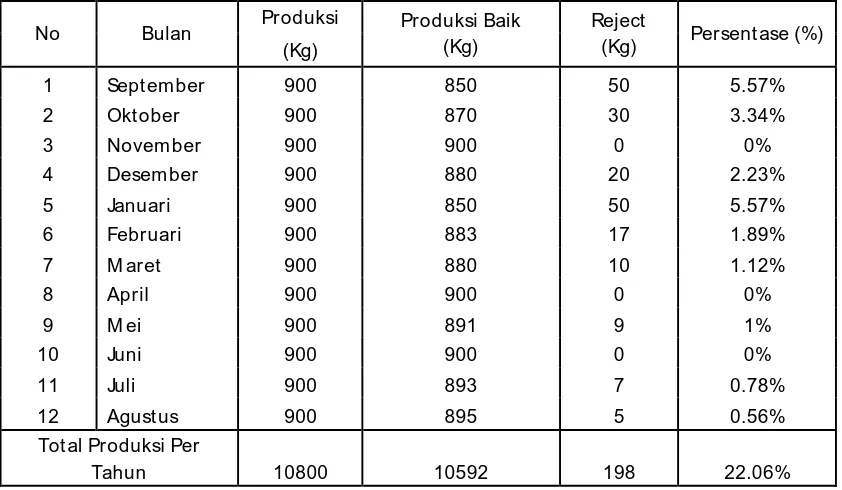
4.1.1 Data Pengamatan Tentang Waste ……….
4.1.2 Data Aliran Bahan………...
4.1.3 Data Waktu Produksi………
4.2 Pengolahan Data………..
4.2.1 Big Picture Mapping………..
4.2.2 Identifikasi Waste………
4.2.3 Pemilihan Tools Dengan Value Stream Analysis
Tools (VALSAT)………
4.2.4 Process Activity Mapping (PAM)………
4.3 Analisa Dan Pembahasan………..
4.3.1 Analisa Identifikasi Value Stream Dengan Big
Picture Mapping………
4.3.2 Identifikasi Waste………..
4.3.3 Analisa Pemilihan Tools dengan Value Stream
Analysis Tools (VALSAT)………..
4.3.4 Process Activity Mapping (PAM)……….
4.3.5 Analisa Waste Dengan Fish Bone Chart (Diagram
Sebab Akibat)………
4.3.6 Rekomendasi Perbaikan Waste Dengan Failure
BAB V KESIMPULAN DAN SARAN
5.1 Kesimpulan……….
5.2 Saran………..
DAFTAR PUSTAKA
LAMPIRAN
99
BAB I
PENDAHULUAN
1.1.Latar Belakang
Ketatnya persaingan dalam dunia industri semakin memacu perusahaan
manufacturing untuk meningkatkan terus menerus hasil produksinya dalam
bentuk kualitas, harga, jumlah produksi, pengiriman tepat waktu, dengan tujuan
yang lebih nyata adalah memberikan kepuasan kepada pelanggan. Usaha yang
nyata dalam suatu produk barang di industri yang bergerak di bidang alat rumah
tangga adalah mengurangi pemborosan yang tidak mempunyai nilai tambah dalam
berbagai hal misalnya lingkungan, kesehatan, keselamatan, menunggu proses,
proses yang tidak sesuai, persediaan yang tidak perlu, dan kecacatan. Pokok
utama dari industri ini adalah meminimalkan lima hal tersebut untuk pencapaian
secara menyeluruh efisiensi produksi dengan mengurangi pemborosan (waste)
yang ada pada produksi.
CV. Satya Karya adalah perusahaan manufaktur yang bergerak di bidang
industri alat rumah tanggga. Perusahaan yang terletak di Surabaya Jawa Timur ini
dalam pembuatan produk tersebut masih terdapat pemborosan di area produksi
seperti defective product atau yang lebih dikenal dengan istilah defect. Defect
tersebut seperti produk CKA (alat penggenggam penggorengan) yang tidak
sempurna, deform dan garis produk yang patah. Selain itu juga terjadi pemborosan
(waste) jenis waiting dari bahan baku menuju mesin Manufacturing Hydraulic
hingga produk dari mesin tersebut selesai sesuai kapasitas produk pada mesin
Manufacturing Hydraulic press machine.
Berdasarkan permasalahan yang ada, maka perusahaan membutuhkan
penyelesaian untuk mengurangi pemborosan (waste) yang terjadi dilantai produksi
dengan melihat tujuh pemborosan (waste) yaitu lingkungan, kesehatan,
keselamatan, menunggu proses, proses yang tidak sesuai, persediaan yang tidak
perlu, dan kecacatan. Dalam hal ini Metode Lean Manufacturing diharapkan dapat
membantu perusahaan mengatasi permasalahan.
Menurut Teasie Hipotesa adalah Suatu keputusan sementara yang belum
bisa dipastikan sebuah kebenarannya. Tahapan perencanaan merupakan tahap
terpenting seorang peneliti akan belajar berbagai hal dari eksperimen. Pemborosan
(waste) sangat berkesinambungan dengan permasalahan disuatu dunia industri,
dalam hal ini dibahas tentang pentingnya kualitas, baik perancangan produk
maupun untuk perancangan proses. Oleh karena itu dengan adanya problem maka
seorang penelitian akan menciptakan suatu solusi yang ada sesuai permasalahan
dengan metode Lean Manufacturing ini.
1.2.Rumusan Masalah
Dari latar belakang di atas dapat dirumuskan suatu permasalahan yang
harus dipecahkan yaitu :
“Bagaimana menganalisis waste dengan cara meminimalkan bahan baku
1.3.Batasan Masalah
Batasan yang digunakan dalam penelitian ini adalah sebagai berikut :
1. Waste yang diteliti adalah seven waste yaitu lingkungan, kesehatan,
keselamatan, menunggu proses, proses yang tidak sesuai, persediaan yang
tidak perlu, dan kecacatan.
2. Penelitian hanya dilakukan untuk produk alat penggorengan dengan material
bahan baku Phenolic Longlite 25 kg.
3. Usulan penelitian diprioritaskan pada waste kecacatan.
1.4.Asumsi
Asumsi yang digunakan untuk penelitian ini adalah :
1. Kebijakan perusahaan tetap selama penelitian.
2. Mengamati mesin yang ada dalam kondisi normal.
3. Karyawan dalam keadaan sehat selama penelitian.
1.5.Tujuan
Tujuan yang ingin dicapai dalam penelitian tugas akhir ini adalah sebagai
berikut :
1. Mengidentifikasi waste yang paling potensial di area produksi.
2. Mengidentifikasi penyebab terjadinya waste di area produksi.
1.6.Manfaat Penelitian
Adapun manfaat yang dapat diperoleh dari hasil penelitian tugas akhir ini
baik bagi peneliti, perguruan tinggi maupun bagi perusahaan antara lain meliputi :
1. Bagi Peneliti:
- Peneliti mampu menerapkan penerapan Lean Manufacturing yang telah
diperoleh selama proses perkuliahan dengan kondisi real di lapangan.
- Menambah wawasan dan pengalaman di dalam dunia industri, serta cara
mengatasi masalah yang terjadi di perusahaan.
2. Bagi Perguruan Tinggi:
- Dapat berfungsi sebagai literatur acuan yang berguna bagi pendidikan dan
penelitian selanjutnya terhadap permasalahan tentang pemborosan (waste)
di CV. Satya Karya dan hasil analisa ini dapat digunakan sebagai
pembedaharaan perpustakaan, agar dapat berguna bagi mahasiswa dan
menambah ilmu pengetahuan.
3. Bagi Perusahaan:
- Mengetahui penyebab terjadinya waste di area produksi dan jenis
pemborosan (waste) sehingga perusahaan mendapatkan perbaikan.
1.7.Sistematika Penulisan
Untuk mempermudah pemahaman atas materi – materi yang dibahas
dalam skripsi ini maka berikut ini akan diuraikan secara garis besar isi dari
BAB I PENDAHULUAN
Bab ini berisi penjelasan mengenai latar belakang serta permasalahan
yang akan diteliti dan dibahas. Juga diuraikan tentang tujuan, manfaat
penelitian, serta batasan dan asumsi yang digunakan.
BAB II TINJ AUAN PUSTAKA
Bab ini berisi teori – teori dasar yang berkaitan Lean Manufacturing
yang dijadikan acuan atau pedoman dalam melakukan langkah –
langkah penelitian sehingga permasalahan yang ada dapat terpecahkan.
Landasan teori yang digunakan untuk menunjang penelitian ini yaitu
konsep lean , Failure Mode And Effect Analysis ( FMEA) dan peneliti
terdahulu.
BAB III METODE PENELITIAN
Bab ini berisi urutan langkah – langkah pemecahan masalah secara
sistematis mulai dari perumusan masalah dan tujuan yang ingin
dicapai, studi pustaka, pengumpulan data dan metode analisis data.
BAB IV HASIL DAN PEMBAHASAN
Bab ini berisi tentang beberapa hal yang berkaitan dengan tahapan
identifikasi permasalahan yang ada di perusahaan dengan diawali
penjelasan tentang proses produksi di CV. Satya Karya secara umum,
pembuatan current state value stream mapping, identifikasi waste
dengan VALSAT, identifikasi penyebab permasalahan, dan
perancangan solusi perbaikan. Selain itu, juga akan dilakukan
identifikasi hasil perbaikan dengan pembuatan rekomendasi perbaikan
BAB V KESIMPULAN DAN SARAN
Bab ini akan memberikan kesimpulan atas analisa terhadap hasil
pengolahan data. Kesimpulan tersebut harus dapat menjawab tujuan
penelitian yang telah dirumuskan sebelumnya. Selain itu juga berisi
tentang saran penelitian. Penelitian yang masih belum sempurna atau
diperlukan penelitian yang lebih lanjut adalah beberapa saran yang
mungkin disertakan dalam penelitian ini.
DAFTAR PUSTAKA
BAB II
TINJ AUAN PUSTAKA
2.1 Pemborosan (waste)
Pemborosan adalah segala aktivitas tidak bernilai tambah dalam proses
dimana aktivitas-aktivitas itu hanya menggunakan sumber daya namun tidak
memberikan nilai tambah kepada pelanggan. Pada saat melakukan eliminasi
terhadap waste, sangatlah penting untuk mengetahui apakah waste itu dan dimana
waste berada, apakah di pabrik atau di gudang. Umumnya produk yang dihasilkan
berbeda pada masing-masing pabrik, tetapi jenis waste yang ditemukan di
lingkungan manufaktur hampir sama misalnya : defect, overproduction, waiting.
Pada saat berpikir tentang pemborosan (waste), akan lebih mudah bila
mendefinisikannya kedalam tiga jenis aktivitas yang berbeda yaitu :
1. Aktivitas Yang Bernilai Tambah (Value Adding Activity)
Segala aktivitas yang dalam menghasilkan produk atau jasa yang
memberikan nilai tambah di mata konsumen. Contoh dari aktivitas tipe ini
adalah mengubah plat baja menjadi tangki baja, dan lain sebagainya.
2. Aktivitas Yang Tidak Bernilai Tambah (Non Value Adding Activity)
Merupakan segala aktivitas yang dalam menghasilkan produk atau jasa
yang tidak memberikan nilai tambah di mata konsumen. Aktivitas inilah
yang disebut waste yang harus dijadikan target untuk segera dihilangkan.
Contoh dari aktivitas ini adalah waktu menunggu, penumpukan bahan atau
3. Aktivitas Yang Tidak Bernilai Tambah Tetapi Dibutuhkan (Necessary Non
Value Adding Activity)
Merupakan segala aktivitas yang dalam menghasilkan produk atau jasa
yang tidak memberikan nilai tambah di mata konsumen tetapi diperlukan
kecuali apabila sudah ada perubahan pada proses yang ada. Aktivitas ini
biasanya sulit untuk dihilangkan dalam waktu singkat. Contoh dari
aktivitas ini adalah inspeksi setiap produk pada akhir proses karena
menggunakan mesin lama yang tidak reliable. (Hines & Taylor, 2000).
Selain itu, pemborosan (waste) juga dibagi menjadi beberapa macam tipe, yaitu:
1. Tipe Tujuh Pembor osan (seven waste)
Berikut ini adalah penjelasan dari seven waste yang diidentifikasikan oleh Dr.
Shiego Singo, yaitu: (Kilpatrick dalam Shiego Singo,2003)
a. Produksi berlebihan (overproduction) adalah kegiatan menghasilkan barang
melebihi permintaan/keinginan sehingga menambah alokasi sumber daya
terhadap produk.
b. Menunggu (waiting) adalah proses menunggu kedatangan material, informasi,
peralatan dan perlengkapan.
c. Transportasi (transportation) adalah memindahkan material atau orang dalam
jarak yang sangat jauh dari satu proses ke proses berikut yang dapat
mengakibatkan waktu penaganan material bertambah..
d. Proses yang tidak tepat (inappropriate processing) adalah proses kerja
dimana terdapat ketidaksempurnaan proses atau metode operasi produksi
yang diakibatkan oleh penggunaan tool yang tidak sesuai dengan fungsinya
penyebabnya adalah peralatan atau tool yang tidak sesuai, maintenance
peralatan yang jelek dan lain-lain.
e. Persediaan yang tidak perlu (unnecessary inventory) adalah penyimpanan
(inventory) melebihi volume gudang yang ditentukan, material yang rusak
karena terlalu lama disimpan atau terlalu cepat dikeluarkan dari tempat
penyimpanan, material yang sudah kadaluarsa. Secara umum faktor
penyebabnya adalah waktu change over yang lama, ketidakseimbangan
lintasan, peramalan yang kurang akurat, atau ukuran batch yang besar.
f. Gerakan yang tidak perlu (unnecessary motion) adalah gerakan yang
melibatkan konsep ergonomis pada tempat kerja, dimana operator melakukan
gerakan-gerakan yang seharusnya bisa dihindari, misalnya komponen dan
kontrol yang terlalu jauh dari jangkauan double handling, layout yang tidak
standar, operator membungkuk. Secara umum faktor penyebabnya adalah
pengelolaan tempat kerja yang jelek, layout yang jelek, metode kerja yang
tidak konsisten, desain mesin yang tidak ergonomis.
g. Kecacatan (defect) merupakan kesalahan yang terlalu sering dalam kertas
kerja, kualitas produk yang buruk, atau performansi pengiriman yang buruk,
ketidaksempurnaan produk, kurangnya tenaga kerja pada saat proses berjalan,
adanya alokasi tenaga kerja untuk proses pengerjaan ulang (rework) dan
2. Tipe Delapan Pemborosan (eight waste)
Dalam kalangan praktisi, Lean Manufacturing dikenal sebagai delapan
pemborosan. Delapan pemborosan tersebut adalah : (Taiichi Ohno,2006)
a. Overproduction (produksi berlebih)
Produksi berlebih adalah memproduksi produk jauh lebih banyak dari
permintaan konsumen atau melebihi jumlah yang dibutuhkan. Sedangkan
dalam Lean Manufacturing semua produk yang diproduksi diluar hal tersebut
(Work in Progress, buffer, safety stock) merupakan pemborosan karena hal
tersebut membuat organisasi menjadi tidak dapat melakukan hal lain yang
dapat memenuhi keinginan konsumen. Menurut Drs. Zulian Yamit (1999),
yang mengatakan bahwa untuk mengantisipasi unsure ketidakpastian
penggunaan bahan yang berasal dari dalam perusahaan, dapat dilakukan
dengan membuat safety stock (persediaan pengaman). Safety stock perlu
ditentukan secara tepat agar tidak terlalu besar dan juga tidak terlalu kecil.
Namun demikian yang paling ideal adalah apabila perusahaan dapat
meniadakan persediaan (zero inventories), sebab dengan adanya investasi
gudang, biaya modal yang tertanam dalam persediaan, biaya kemungkinan
kerusakan bahan dan lain sebagainya. Produksi berlebih adalah pemborosan
yang paling parah diantara jenis pemborosan lainnya. Kalau permintaan pasar
sedang tinggi, pemborosan jenis ini mungkin terlalu penting, namun dikala
permintaan pasar sedang menyusut, dampak dari produksi berlebih akan
berlipat ganda. Bahkan seringkali perusahaan mendapatkan kesulitan karena
b. Waiting (menunggu)
Yang dimaksud dengan menuggu ialah menunggu kedatangan material,
menunggu informasi, peralatan, perlengkapan dan semua hal yang membuat
organisasi berhenti beraktivitas sehingga menimbulkan pemborosan.
Pemborosan karena menunggu harus ini harus terungkap kebenaran
situasinya terlebih dahulu sebelum tindakan perbaikan dilaksanakan. Suatu
contoh yang salah menafsirkan situasi pemborosan karena karena waktu
menunggu adalah membiarkan mesin dan operatornya menunggu pada saat
pekerjaan yang diperlukan sudah selesai. Bila hal ini dianggap sebagai
pemborosan dan kemudian diatasi maka dampaknya justru akan
menimbulkan pemborosan karena produksi berlebih yang lebih gawat. Dalam
hal ini kita harus lebih cermat dalam menilai situasi.
c. Transportation (transportasi yang tidak perlu)
Yang di maksud transportasi dalam Lean Manufacturing adalah bahwa
transportasi suatu barang seharusnya dilaksanakan atau didatangkan langsung
menuju tempat dimana barang tersebut dapat langsung digunakan sehingga
tidak menimbulkan pemborosan lainnya yaitu transportasi yang tidak perlu.
Menurut Drs. H. A. Abbas Salim, SE., M. A. (1993), hasil barang – barang
jadi yang diproduksi oleh industri, dipasarkan untuk dijual kepada perusahaan
niaga dan konsumen akhir. Untuk mengangkut diperlukan moda transportasi
oleh pembeli dan seterusnya. Pemborosan karena transportasi dan
penanganan barang adalah pemborosan yang sering kita jumpai di dalam
memberi nilai tambah. Perencanaan yang buruk akan menyebabkan kegiatan
transportasi membengkak dan penanganan barang dilakukan berulang-ulang.
d. Non value added activities (aktivitas yang tidak memberikan nilai tambah)
Metode dalam pengolahan produksi dapat menjadi sumber dari pemborosan
yang seharusnya tidak perlu ada. Misalnya pengerjaan ulang (reworking)
karena seharusnya proses tidak perlu diulang apabila dilakukan proses yang
benar. Deburing (sisa produksi) karena produk seharusnya dapat diproduksi
tanpa sisa produksi apabila dilakukan dengan desain yang tepat dan alat yang
lengkap untuk pekerjaan tersebut dan inspecting (pemeriksaan) karena produk
seharusnya dapat diproduksi dengan menggunakan Statistical Process
Control (SPC) untuk menghilangkan atau meminimalkan jumlas inspeksi
yang diperlukan dalam menjaga kualitas produk tersebut.
e. Excess inventory (persediaan berlebih)
Persediaan berlebih juga akan meningkatkan biaya produksi. Kelebihan
persediaan memerlukan penanganan extra, tempat extra, extra bunga yang
harus dibayar, extra karyawan, extra dokumen, dan lain-lain.
Berikut adalah beberapa prinsip untuk mengurangi persediaan berlebih :
v Singkirkan barang-barang yang tidak diperlukan lagi
v Jangan memproduksi barang yang tidak diperlukan untuk proses
berikutnya.
v Jangan membeli atau membawa barang dalam ukuran lot besar (meskipun
penghematan dari diskon pembelian dalam jumlah besar, mungkin lebih
v Usahakan untuk memproduksi dalam lot kecil (mengurangi waktu set-up
atau tingkatkan frekuensi peralihan jenis produksi)
f. Excess motion (gerakan yang berlebih/tidak diperlukan)
Seorang pekerja dapat kelihatan sibuk selama tiga jam untuk mondar-mandir
mencari alat kerja ke semua sudut pabrik. Jelas ini merupakan kegiatan yang
tidak memberikan nilai tambah sama sekali, hal ini justru akan membebani
biaya produksi dengan upahnya selama tiga jam yang sia-sia. Di samping itu,
hasil produksi menjadi tertunda dikirim kepada pelanggan klarena lead time
produksi bertambah. Contoh gerakan mengambil dan mengembalikan benda
dapat dihilangkan bila kita meletakkan alat kerja berdekatan dengan
penggunaannya. Berjalan mondar-mandir dengan jarak yang cukup jauh
adalah gerakan yang sia-sia, khususnya bila operator diberi tanggung jawab
untuk mengoperasikan mesin. Mesin harus diletakkan dengan benar, saling
berdekatan dengan operator sehingga perjalanan kaki operator dapat
dikurangi.
g. Defect waste (pemborosan karena cacat produksi)
Bila cacat produksi terjadi pada satu pos produksi kerja, maka pada umumnya
operator pada pos kerja berikutnya akan menunggu. Waktu terbuang percuma
dan menambah biaya produksi. Lebih parah lagi apabila barang-barang
tersebut dikerjakan ulang (rework) atau bahkan produk yang cacat itu harus
dimusnahkan. Apabila cacat produksi terjadi maka akan diperlukan untuk
membongkar dan mereparasi produk itu, lagipula tambahan komponen juga
akan diperlukan dalam penaganan komponen yang rusak. Otomatis jadwal
Memilah-milah komponen yang jelek juga menyerap tambahan tenaga kerja
sehingga meningkatkan jumlah biaya, yang berarti pemborosan. Kasus yang
lebih buruk lagi apabila pelanggan menemukan cacat produksi setelah produk
berada ditangannya. Tidak hanya ongkos garansi dan ongkos kirim saja yang
harus ditanggung, tetapi juga pengorbanan citra perusahaan, peluang bisnis
pendatang baru dan pangsa pasar yang menyusut. Untuk menghindari
masalah itu sebuah sistem harus dikembangkan untuk menemukan dan
mengenali cacat produksi serta berbagai kondisi penyebab timbuknya cacat
tersebut. Dengan demikian, operator bisa melakukan tindakan perbaikan
langsung.
h. Underutilized people (pekerja yang kurang profesioanl)
Yang dimaksud underutilzed people adalah pekerja yang tidak mengeluarkan
seluruh kemampuan yang dimilikinya baik dari segi mental, kreativitas, serta
skill dan kemampuan fisik dimana biasanya seorang pekerja harus dapat
mengoptimalkan seluruh kemampuan yang dimiliknya demi kepentingan
bersama. Beberapa penyebab pemborosan type ini adalah : proses kerja yang
jelek dan kurang teratur, budaya kerja yang kurang positif atau tidak
mendorong pekerjanya untuk berkembang, praktek perekrutan para pekerja
yang kurang selektif, training pegawai yang kurang memadai atau bahkan
tidak ada sama sekali training pegawai, dan turnover pekerja yang terlalu
tinggi sehingga tidak ada pekerja yang benar-benar mengerti pekerjaan serta
3. Tipe Sembilan Pemborosan (nine waste)
Tipe sembilan pemborosan yang ada dalam bidang industri dikenal dengan
istilah E-DOWNTIME, yaitu : (Vincent Gaspersz,2007)
a. E = Environmental, Health and Safety (EHS) adalah jenis pemborosan yang
tejadi karena kelalaian dalam memperhatikan hal-hal yang berkaitan dengan
prinsip-prinsip EHS.
b. D = Defects adalah jenis pemborosan yang terjadi karena kecacatan atau
kegagalan produk (barang/jasa).
c. O = Overproduction adalah jenis pemborosan yang terjadi karena produksi
berlebih dari kuantitas yang dipesan oleh pelanggan.
d. W = Waiting adalah jenis pemborosan yang terjadi karena menunggu.
e. N = Not utilizing employees knowladge skills and abilities adalah jenis
pemborosan sumber daya manusia (SDM) yang terjadi karena tidak
menggunakan pengetahuan, keterampilan, dan kemampuan karyawan secara
optimal.
f. T = Transportation adalah jenis pemborosan yang terjadi karena transportasi
yang berlebihan sepanjang proses value stream.
g. I = Inventories adalah jenis pemborosan yang terjadi karena inventories yang
berlebihan.
h. M = Motion adalah jenis pemborosan yang terjadi karena banyaknya
pergerakan dari yang seharusnya sepanjang proses value stream.
i. E = Excess processing adalah jenis pemborosan yang terjadi karena
langkah-langkah proses yang panjang dari yang seharusnya sepanjang proses value
4. Tipe Sepuluh Pemborosan (ten waste)
Dalam perspektif lain, kaufman consulting group (1999) telah merumuskan
10 jenis pemborosan dalam industri manufaktur, dimana ke-10 jenis pemborosan
itu dikelompokkan kedalam empat kategori utama yaitu orang, kuantitas, kualitas
dan informasi seperti yang ditunjukkan dalam gambar 2.1 dan pendekatan untuk
mereduksi pemborosan tersebut ditunjukkan dalam tabel 2.1
(Sumber : Kaufman consulting group, 1999)
Gambar 2.1 Sepuluh areas waste dalam industri manufaktur
Tabel 2.1 Pendekatan untuk mereduksi pemborosan dalam industri manufaktur
Kategori pemborosan J enis pemborosan Pendekatan reduksi pemborosan Contoh metode peningkatan kinerja Fokus peningkatan
Orang (people) Processing, motion, waiting Manajemen tempat kerja (workplace manajement) Penetapan standar kerja, pengorgaisasian tempat kerja, kaizen, 5S
Tata letak (layout), pemasangan label (labeling), tools/part arrangement, work instruction, efisiensi, takt time, skills (kemampuan), training, shift meeting, cell/areas team, visual displays Kuantitas
(quantity)
Inventory, moving
JIT (Just In Time)
Leveling, kanban, quick
things, making too much setup, preventive maintenance location/amount, kanban location, kanban types, lot sizes, changeover analyze, preventive maintenance analyze Kualitas
(quality)
Fixing defects Error (mistake), proofing, autonomation Detection, warning, prediction, prevention, jidoka Fixture modifications succesive checks, limit switches, check sheets, appropriated automated assistance, template Informasi (information) Planning, scheduling, execution Teknologi informasi berfokus proses (process focused information technology) Plan, schedule, track, anticipate, optimize Queue analyze, dynamic scheduling of order/job status by process element, timing/completion
( Sumber : Kaufman consulting group, 1999 )
2.2 Lean Manufacturing
2.2.1 Definisi Lean Manufacturing
Pengertian Lean manufacturing adalah suatu pendekatan sistemik untuk
mengidentifikasi dan mengeliminasi pemborosan melalui improvement atau
perbaikan dan pengembangan yang terus − menerus dan berkelanjutan, berusaha
membuat aliran industri dalam perusahaan menjadi lancar untuk berusaha menarik
konsumen dalam upaya mencapai kesempurnaan. Lean Manufacturing adalah
sebuah filosofi, didasarkan pada TPS (Toyota Production System) yang bertujuan
untuk mengurangi waste melalui continuous improvement.
James womack dan daniel jones (1996) mendefiniskan Lean
Manufacturing sebagai suatu proses yang terdiri dari lima langkah diantaranya
membuatnya ”mengalir”, ”ditarik” oleh pelanggan, dan berusaha keras untuk
mencapai yang terbaik. Untuk menjadi sebuah proses manufaktur yang Lean
diperlukan suatu pola pikir yang terfokus pada membuat produk mengalir melalui
proses penambahan nilai tanpa interupsi (one piece flow), suatu sistem ”tarik”
yang berawal dari permintaan pelanggan, dengan hanya menggantikan apa yang
diambil oleh proses berikutnya dalam interval yang singkat dan suatu budaya
dimana semua orang berusaha keras melakukan peningkatan secara
terus-menerus. ( Jeffery K. Liker, 2006).
Istilah ”Lean” yang dikenal luas dalam dalam dunia manufacturing
dewasa ini dikenal dalam berbagai istilah yang berbeda, seperti : Lean Production,
Lean Manufacturing, Toyota Production System, dan lain-lain. Namun Lean
dipercaya oleh sebagaian orang dikembangkan di Negara Jepang, khususnya
Toyota sebagai pelopor system Lean Manufacturing. Perusahaan dikatakan Lean
jika perusahaan tersebut telah menerapkan TPS (Toyota Production System) ke
dalam semua bagian proses produksinya karena yang pertama menerapkan sistem
Lean ini adalah perusahaan Toyota Motor Company. Ketika suatu perusahaan
sudah menerapkan sistem TPS (Toyota Production System) ini, langkah awal yang
bisa dilakukan oleh perusahaan adalah memeriksa proses manufaktur dari sudut
pelanggan. Dari sini dapat diamati suatu proses dan memisahkan langkah-langkah
yang menambah nilai dan yang tidak menambah nilai. Dari waste yang berhasil
diminimalisasi ini diharapkan kepada pihak perusahaan untuk dapat
menjadikannya sebagai suatu standararisasi kerja. (Jeffery K. Liker, 2006).
Apabila hal diatas disederhanakan, maka dapat dikatakan suatu aktifitas
1. Melakukan sesuatu yang tidak bermanfaat (tidak bernilai tambah)
2. Melebihi dari apa yang dibutuhkan
3. Tidak tepat guna/sasaran
Dalam istilah Toyota Production System (TPS) juga dikenal dengan Muda,
Mura, dan Muri, yang berarti :
1. Muda (waste) : tidak menambah nilai. Ini adalah aktifitas yang tidak
berguna yang memperpanjang lead time, menimbulkan gerakan tambahan
untuk memperoleh komponen atau peralatan, menciptakan kelebihan
persediaan, atau berakibat pada penambahan jenis waktu tunggu.
2. Mura (inconsistency) : adanya variasi dalam pembebanan kerja atau
ketidakseimbangan. Di sistem produksi yang normal, kadang-kadang
terdapat lebih banyak terdapat pekerjaan dibanding dengan yang dapat
ditangani oleh orang atau mesin yang ada, dan pada saat lain hanya ada
sedikit pekerjaan. Ketidakseimbangan diakibatkan oleh jadwal produksi
yang tidak teratur atau volume produksi yang berfluktuasi karena masalah
internal, seperti kerusakan mesin, kekurangan komponen, dan produk
cacat. Muda berarti akibat dari Mura. Ketidakseimbangan tingkat produksi
berarti perlu memiliki peralatan, material, dan orang-orang yang
melakukan tingkat produksi yang tertinggi, bahkan bila permintaan
rata-ratanya jauh lebih rendah dari itu.
3. Muri (irrationality) : pembebanan yang melebihi kapasitas atau memberi
beban berlebih kepada orang atau peralatan. Dari sudut pandang tertentu,
hal ini merupakan ujung yang berseberangan dari spectrum Muda . Muri
membebani orang secara berlebih akan menimbulkan masalah dalam
keselamatan kerja dan kualitas. Membebani peralatan secara berlebih
menyebabkan kerusakan dan produk cacat.
Implementasi Lean Manufacturing adalah menfokuskan diri mendapatkan
hal yang tepat pada tempat yang tepat, pada waktu yang tepat dalam jumlah yang
tepat untuk mencapai aliran kerja yang sempurna di saat yang sama meminimasi
pemborosan dan menjadi fleksible (mudah berubah). Implementasi Lean
Manufacturing pertama kali diperkenalkan oleh Taiichi Ohno dari Toyota Motor
Company, sebuah perusahaan raksasa dunia yang sangat agresif dalam
improvement. Lean Manufacturing diharapkan produk atau komponen tersedia
tepat pada waktunya, dalam jumlah yang tepat dan pada tempat yang tepat pula.
Dengan demikian persediaan dapat ditekan seminim mungkin dan proses produksi
akan menjadi mengalir, tidak tersendat-sendat. (Jeffery K. Liker, 2006).
Lean Manufacturing menyaring intisari dari pendekatan Lean ke dalam
lima langkah utama (Hines & Taylor, 2000) yaitu :
1. Specify value (mendefinisikan nilai bagi pelanggan), yaitu mengidentifikasi
nilai (value) produk berdasarkan perspektif pelanggan, dimana pelanggan
menginginkan produk berkualitas tinggi dengan harga yang kompetitif dan
penyerahan tepat waktu.
2. Identify whole value stream (menetapkan value stream), yaitu
mengidentifikasi semua langkah – langkah yang diperlukan untuk
mendesain, memesan dan memproduksi barang atau produk ke dalam
whole value stream untuk mencari non value added activity (aktivitas yang
3. Flow (mengalir), yaitu membuat value flow untuk semua aktifitas yang
memberikan nilai tambah disusun dalam suatu aliran yang tidak terputus
(continuous).
4. Pulled (ditarik oleh pelanggan), yaitu mengorganisasikan agar material,
informasi dan produk mengalir lancar dan tepat sepanjang proses value
stream dengan pull system.
5. Perfection (pencapaian yang terbaik), yaitu mengejar keunggulan untuk
mencapai kesempurnaan (zero waste) melalui perbaikan yang dilakukan
secara terus – menerus sehingga waste yang terjadi dapat dihilangkan
secara total dari proses yang ada.
2.2.2 Pr insip − Prinsip Lean Manufacturing
Prinsip Lean Manufacturing sejatinya telah digunakan oleh Henry Ford
sejak awal tahun 1920, dan terbukti telah membuat Ford Motor Company menjadi
perusahaan otomotif terbesar kedua di dunia. Henry Ford berkata “ salah satu
pencapaian kami (Ford Group) mampu menjaga produk Ford menjadi tetap
rendah, yaitu semakin lama sebuah produk dalam proses manufaktur , maka total
biaya produksi juga akan semakin besar”. (Jeffery K. Liker, 2006).
Dalam penerapan metode Lean Manufacturing terdapat prinsip – prinsip
yang perlu diperhatikan antara lain :
1. Menyempurnakan mutu pertama kali, mencari nol cacat, pernyataan dan
2. Meminimalkan barang sisa, penghapusan semua aktivitas yang tidak
menambahkan nilai dan memaksimalkan penggunaan sumber daya (modal,
orang – orang dan area).
3. Peningkatan yang berkelanjutan, mengurangi biaya – biaya, meningkatkan
mutu, dan berbagi informasi.
4. Proses penarikan yaitu produk ditarik dari pelanggan terakhir, yang tidak
mendorong dari akhir produksi.
5. Fleksibilitas, produksi produk yang berbeda (mixed production) atau
keanekaragaman produk yang lebih besar dengan cepat, tanpa
mengorbankan efisiensi pada volume produksi lebih rendah.
6. Bangunan dan pemeliharaan adalah suatu hubungan jangka panjang
dengan para penyalur melalui berbagai resiko kolaboratif, biaya dan
pengaturan informasi..
7. Autonomation, leveling and production flow and visual control.
2.2.3 Pengembangan Lean Manufacturing
Dalam usaha untuk meminimalisasi atau menghilangkan pemborosan, para
pemakai Lean Manufacturing System memakai berbagai macam alat yang disebut
juga Lean Building. Yang patut dicatat adalah telah terbukti bahwa para pemakai
Lean Manufacturing System yang suskes menimplementasikan diperusahaan
menyadari bahwa meskipun program ini hanya dapat dijalankan sebagai program
yang berdiri sendiri, hanya sedikit sekali yang yang mempunyai dampak positif
yang signifikan bagi perusahaan ketika ia dijalankan sendiri. Sedangkan cara yang
ke seluruh aspek (overall) dan bahwa mengimplementasikan program ini tidak
sesuai dengan aturan yang berlaku, mungkin bisa menimbulkan efek yang negatif
bagi perusahaan. (Suzaki, 1997).
Berikut ini merupakan daftar alat/tools yang telah bisa digunakan dalam
program Lean Manufacturing System : (Jeffery K. Liker, 2006).
[image:32.595.216.412.269.363.2]1. 5S atau WorkPlace Organizations (pengaturan tempat kerja).
Tabel 2.2 Tabel 5S dalam 2 bahasa
Japanese ”S” American ”S”
Seiri (Organizations) Sort
Seiton (Tidiness) Set in Order
Seiso (Purity) Shine
Seiketso (CleanLiness) Standardize Shitsuke (Discipline) Sustain
Metode 5S atau WorkPlace Organizations (pengaturan tempat kerja) yaitu
metode untuk mengorganisasi dan menstandarkan tempat kerja. Hal
tersebut digunakan karena metode 5S merupakan salah satu metode yang
paling mudah dan paling cepat dapat dioperasikan dalam
mengimplementasikan Lean Manufacturing dan yang paling penting
adalah metode ini dapat diimplementasikan kedalam ke senmua bagian
dalam perusahaan. Karena yang dilakukan 5S adalah mengatur tempat
kerja agar lebih teratur sehingga proses kerja dapat berjalan dengan lebih
mudah. Metode ini dapat dilakukan sesuai dengan kondisi yang terjadi di
lapangan seperti perlengkapan alat/tools yang diperlukan dalam proses
kerja yang tidak lengkap dengan tujuan mengurangi pemborosan (waste)
yang terjadi pada tempat kerja, posisi barang atau mesin lebih teratur, dan
semua hal yang berhubungan dengan perbaikan lingkungan kerja secara
Seiketsu, dan Shitsuke) yang diterjemahkan dalam bahasa indonesia
menjadi 5 R :
a. Ringkas (memilah) : pilahlah barang-barang dan simpan hanya
yang diperlukan dan singkirkan yang tidak diperlukan.
b. Rapi (menata) : Setiap barang memiliki tempat dan setiap barang
ada di tempatnya.
c. Resik (membersihkan) : proses pembersihan seringkali berbentuk
pemeriksaan yang mengungkapkan abnormalitas dan kondisi
sebelum terjadinya kesalahan yang dapat berdampak buruk
terdapat kualitas atau menyebabkan kerusakan pada mesin.
d. Rawat (menciptakan aturan) : kembangkan sistem dan prosedur
untuk mempertahankan dan memonitor ketiga R yang pertama.
e. Rajin (mendisiplinkan diri) : menjaga tempat kerja agar tetap stabil
merupakan proses yang terus-menerus dari peningkatan
berkesinambungan.
Pengendalian visual dari sistem Lean Manufacturing yang direncanakan
dengan baik berbeda dai membuat operasi produksi massal menjadi rapi
dan bersih. Sistem Lean Manufacturing menggunakan 5R untuk
mendukung tercapainya sebuah proses yang mengalir lancar tepat waktu.
5R juga merupakan sebuah alat untuk membantu mengungkapkan masalah
dan bila digunakan secara canggih dapat menjadi bagian dari proses
pengendalian visual dari sebuah sistem Lean Manufacturing yang
2. Visual Control
Metode visual control adalah sebuah alat komunikasi yang digunakan
dalam proses produksi untuk memberitahukan kepada para karyawan
bagaimana cara bekerja yang baik dan hal-hal apa saja yang menyimpang
dari standar. Visual control ini dapat membantu karyawan yang ingin
melakukan pekerjaannya dengan baik agar dengan segera dapat melihat
bagaimana mereka melakukan pekerjaanya. Dalam arti yang lebih luas,
pengendalian visual berkaitan dengan perancangan informasi just In time
dari semua jenis pengendalian untuk memastikan pelaksanaan operasi dan
proses yang tepat dan cepat. Contoh visual control adalah working
instruction, label merah atau kuning, garis pembatas lantai, lampu andon,
kartu kanban, visual control board, gambar standar operasi, display cacat,
dan lain-lain.
3. Pull System (sistem tarik) secara sederhana dapat di gambarkan sebagai
sebuah situasi yang berdasarkan sistem made to order, yaitu suatu sistem
dimana perusahaan melakukan proses produksi berdasarkan jumlah
permintaan konsumen. Aliran bahan baku merupakan kebalikan dengan
arah aliran dokumen. Kontrol aliran kerja berdasarkan permintaan
konsumen dan peramalan. Dengan permintaan konsumen, bahan baku dan
kapasitas produksi telah direncanakan sebaik mungkin. Aliran bahan baku
dan aliran informasi berjalan searah dan sistem ini pada umumnya sesuai
untuk situasi make to stock. Push system ini juga meliputi sistem
4. Kanban adalah salah satu bentuk sinyal yang sederhana. Jika ada kanban
yang dikirimkan, itu berarti bahwa kanban dan part yang tercatat dalam
kanban tersebut harus dikirimkan kelokasi berikutnya.
2.3 Langkah – Langkah Lean Manufacturing
Dalam lean manufacturing terdapat langkah – langkah pengerjaan guna
mendapatkan hasil penelitian yang optimal, yaitu dengan membuat : (Hines, P. &
D. Taylor, 2000)
1. Big Picture Mapping
Big picture mapping adalah pemetaan proses pada level tinggi yang
melingkupi proses secara luas namun dengan tingkat kedetailan yang masih
rendah. Peta gambar besar atau Big Picture Mapping merupakan sebuah alat yang
diadopsi dari sistem produksi Toyota. Alat ini sangat membantu dalam
mengidentifikasi terjadinya pemborosan (waste). Pemborosan dapat diketahui
dengan mengetahui aliran fisik dan aliran informasi dari perusahaan dan
menggambarkannya dalam satu kesatuan. Selain itu peta gambar besar atau Big
Picture Mapping sangat berguna untuk dilakukan sebelum membuat detailed
mapping dari proses manapun. Dengan membuat Big Picture Mapping maka
dapat membantu untuk menggambarkan aliran yang ada, membantu menemukan
lokasi waste, menyatukan penerapan dari kelima prinsip Lean, membantu untuk
memutuskan siapa yang menjadi anggota tim untuk implementasi,
memperlihatkan hubungan antara sistem informasi dengan aliran fisik.
Ada lima langkah yang perlu dilakuakan untuk membentuk Big Picture
a. Fase pertama, mengidentifikasikan kebutuhan pelanggan.
Beberapa perlu dijawab pada fase ini. Misalnya, seberapa banyak pelanggan
membutuhkan barang tertentu tiap tahun, bagaimana pola pemesanannya,
berapa ukuran pesanan biasanya, berapa banyak pelanggan biasanya
menyimpan persediaan, berapa sering pengiriman dilakukan, serta hal-hal lain
yang relevan.
b. Fase kedua, Information flows
Pada fase ini, ditambahkan aliran informasi yang melintasi proses yang
ditinjau. Untuk melengkapi fase ini perlu dicari tahu apakah informasi yang
diberikan pelanggan ke perusahaan (ramalan, call-off, dan sebagainya),
kebagian mana informasi-informasi tersebut disampaikan, berapa lama
menunggu sebelum informasi tersebut diproses, pihak mana saja atau siapa
saja yang dilewati sampai informasi tersebut mengalir ke bagian hulu
perusahaan (supplier), serta informasi-informasi apa yang perusahaan berikan
ke supplier.
c. Fase ketiga adalah menambahkan aliran fisik pada peta tersebut.
Aliran fisik yang berasal dari luar dan ke luar perusahaan maupun yang ada di
dalam perusahaan harus sama-sama ditambahkan. Informasi seperti pola
pengiriman dari supplier, ukuran pengiriman, rata-rata waktu tunggu sebelum
pesanan dikirim,. Selanjutnya, untuk aliran internal perlu diidentifikasikan
langkah-langkah kunci yang terlibat, di mana saja persediaan biasanya
disimpan, dimana saja biasanya terjadi inspeksi kualitas, berapa lama
masing-masing kegiatan tersebut dilakukan, titik mana merupakan bottleneck, dan
d. Fase keempat adalah hubungkan aliran fisik dan aliran informasi.
Di sini diperlukan informasi di mana informasi seperti rencana material atau
rencana produksi turun menjadi pemicu adanya aliran fisik dan sebaliknya.
Sebagai contoh, rencana produksi diuraikan menjadi jadwal produksi harian
sehingga dapat menjadi pedoman untuk memindahkan material dari gudang
ke lantai produksi dan menjadi instruksi kerja operator di lantai produksi
untuk mengerjakan suatu produk. Sebaliknya, ada aliran dari bagian bawah ke
bagia atas dari peta yang dibuat. Misalnya, hasil kegiatan inspeksi material
akan memberikan informasi tentang reject rate. Informasi ini akan masuk ke
bagian perencanaan material sehingga bisa digunakan sebagai dasar untuk
memperbaiki atau membuat rencana baru.
e. Fase kelima adalah melengkapi peta di atas dengan informasi lead time dan
value adding time dari keseluruhan proses. Informasi ini ditempatkan di
bagian bawah dari peta.
Berikut ini adalah simbol-simbol yang digunakan dalam Big Picture
Mapping (BPM) :
[image:37.595.155.467.525.674.2]Sumber : Hines, P. & D. Taylor, 2000. ”Going Lean”.
Untuk menggambarkan Peta gambar besar atau Big Picture Mapping
terlebih dahulu tentukan lambang dari tiap komponen yang ada antara lain :
pemasok/konsumen (supplier/customer), kotak informasi (information box), kotak
waktu (timing box), kotak pengerjaan ulang (rework box), titik persediaan
(inventory point), titik inspeksi (quality check point), stasiun kerja dengan waktu
(work station with timing), aliran informasi (information flow), aliran fisik
(physical flow), kotak proses stasiun kerja (work station process box), aliran fisik
antar perusahaan (inter company physical flow).
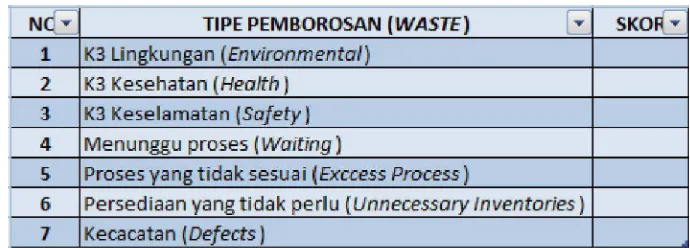
2. Kuisioner atau Formulir
Kuisioner atau formulir digunakan untuk mendapatkan ranking dan rata –
rata pemborosan (waste) yang paling berurutan.
[image:38.595.145.490.441.565.2]a. Kuisioner
Tabel 2.3 Kuisioner
(Sumber : CV. Satya Karya, 2010)
Keterangan : Tipe pemborosan (waste) yang digunakan telah menjadi
ketetapan, sedangkan skor 0 – 7, kemudian dirangking
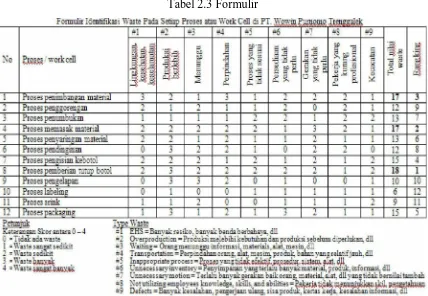
b. Formulir
Tabel 2.3 Formulir
(Sumber : Danang Prasetyo, 2010 dalam Vincent Gasperz, 2007)
Keterangan: - Skor yang digunakan 0 – 4.
-Untuk kolom tipe waste (#1 - #9) ditulis berdasarkan tipe
pemborosan 9 waste dan skor ditulis berdasarkan pengamatan di
perusahaan yang diteliti.
-Untuk kolom rangking ditulis bobot rangking, stasiun kerja yang
memiliki waste terbesar diberi rangking 1, kemudian stasiun kerja
yang memiliki waste terbesar kedua diberi rangking 2, begitu
3. Value Stream Analysis Tools (VALSAT)
Value Stream Mapping Tools (VALSAT) adalah alat yamg berfungsi
untuk memilih alat dari pemetaan aliran proses yang nantinya akan digunakan
sebagai pedoman dalam mengidentifikasi pemborosan (waste). Value stream
analysis tools merupakan tools yang tepat untuk memetakan secara detail waste
pada aliran nilai yang fokus pada value adding process dan non-value adding
process. VALSAT merupakan tool yang dikembangkan oleh Hines dan Rich
(1997) untuk mempermudah pemahaman terhadap value stream yang ada dan
mempermudah untuk membuat perbaikan berkenaan dengan waste yang terdapat
dalam value stream. VALSAT merupakan pembobotan waste-waste, kemudian
dari pembobotan tersebut dilakukan pemilihan terhadap tool dengan
menggunakan matrik. Pada proses ini dilakukan proses pemetaan dari future state
yang diusulkan. Alasan yang mendasari pengumpulan dan penggunaan
serangkaian tool ini adalah untuk membantu para peneliti atau para praktisi dalam
mengidentifikasikan pemborosan pada individual value stream dan mendapatkan
jalan yang tepat untuk menghilangkannya. Berikut ini adalah tools yang
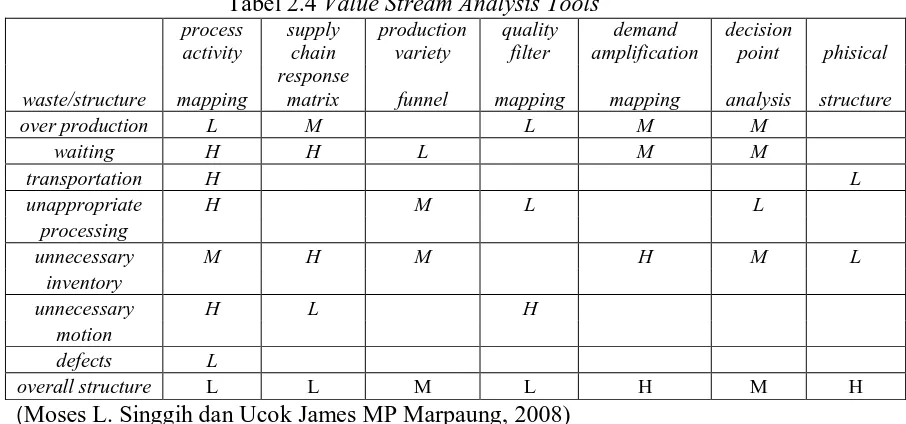
digunakan pada value stream mapping yang akan ditunjukkan pada tabel 2.4 .
Tabel 2.4 Value Stream Analysis Tools process activity supply chain production variety quality filter demand amplification decision
point phisical
waste/structure mapping
response
matrix funnel mapping mapping analysis structure
over production L M L M M
waiting H H L M M
transportation H L
unappropriate H M L L
processing
unnecessary M H M H M L
inventory
unnecessary H L H
motion
defects L
overall structure L L M L H M H
(Moses L. Singgih dan Ucok James MP Marpaung, 2008)
Notes : H : high correlation and usefulness
M : medium correlation and usefulness
L : low correlation and usefulness
Keterangan : H (high correlation) : faktor pengali = 9
M (medium correlation) : faktor pengali = 3
L (low correlation) : faktor pengali = 1
Selanjutnya akan dilakukan pemilihan pemetaan yang tepat dalam value
stream dengan menggunakan VALSAT (Value Stream Analysis Tools). Cara
perhitungannya adalah hasil dari rata-rata waste dikalikan dengan besar
pembobotan yang terdapat pada tabel VALSAT . Dari ketujuh tool tersebut akan
digunakan untuk memahami kondisi yang terjadi di lantai produksi, penggunaan
tool tersebut dilakukan dengan melakukan pemilihan dengan menggunakan
matrik. Untuk langkah penting dalam pemilihan tool yang sesuai dengan kondisi
yang bersangkutan antar lain melakukan pembobotan terhadap waste. Pembobotan
yang sempurna maka tool yang akan datang juga tepat sehingga mudah dalam
melakukan usulan perbaikan.
Untuk lebih jelasnya berikut detail dari ketujuh tools yang dikemukakan
oleh Hines dan Rich (1997) dalam VALSAT :
a. Process Activity Mapping (PAM)
Tool ini digunakan untuk membuat detailed mapping dalam order
fulfillment process. Secara lebih luas kita menggunakannya untuk
mengidentifikasi lead time baik dari aliran fisik produk maupun aliran
informasi, tidak hanya di area pabrik tetapi juga pada area lainnya dalam
supply chain, mengeliminasi pemborosan pada tempat kerja dan
menyediakan goods dengan kualitas tinggi serta pelayanan yang mudah,
cepat dan tidak mahal. Dasar pendekatan ini adalah mencoba untuk
mengeliminasi aktivitas yang tidak perlu, menyederhanakan,
mengkombinasi serta mencari perubahan rangkaian yang akan mengurangi
pemborosan.
Empat tahap pendekatan Process Activity Mapping secara umum adalah :
v Memahami aliran proses kemudian mengidentifikasi pemborosan
v Mempertimbangkan apakah proses dapat di arrange ulang pada
rangkaian yang lebih efisien.
v Mempertimbangkan aliran yang lebih baik, melibatkan aliran
layout dan rute transportasi yang berbeda.
v Mempertimbangkan apakah segala sesuatu yang telah dilakukan
pada tiap-tiap stage benar-benar perlu dan apa yang akan terjadi
Dalam tool ini aktivitas dikategorikan dalam beberapa kategori, seperti :
operation (operasi), transport (transportasi), inspection (pemeriksaan),
storage (penyimpanan) dan delay (menunggu). Untuk membuat Process
Activity Mapping, dilakukan dengan cara membuat analisa persiapan
proses kemudian dilakukan pencatatan secara detail dari permintaan
barang pada tiap proses. Hasilnya adalah peta proses, dimana tiap-tiap
langkah telah dikategorikan dalam berbagai macam tipe aktivitas.
b. Supply Chain Response Matrix
Tool ini merupakan sebuah diagram sederhana yang berusaha
menggambarkan the critical lead time constraint untuk setiap bagian
proses dalam supply chain, yaitu cumulative lead time di dalam distribusi
sebuah perusahaan baik suppliernya dan downstream retailernya. Diagram
ini terdapat 2 axis dimana untuk vertical axis menggambarkan rata-rata
jumlah inventory (hari) dalam setiap bagian supply chain. Sedangkan
untuk horizontal axis menunjukan comulative lead timenya.
c. Production Variety Funnel
Pendekatan ini sama dengan metode analisa IVAT yang melihat operasi
internal perusahaan sebagai aktivitas yang disesuaikan ke I, V, A, atau T
merupakan pemetaan visual yang mencoba memetakan jumlah variasi
produk tiap tahapan proses manufaktur. Tools ini dapat digunakan untuk
mengidentifikasi titik dimana sebuah produk generic diproses menjadi
beberapa produk yang spesifik. Tool ini dapat digunakan untuk membantu
menentukan target perbaikan, pengurangan inventory dan membuat
d. Quality Filter Mapping
Pendekatan Quality Filter Mapping merupakan tool baru yang digunakan
untuk mengidentifikasi dimana keberadaan masalah kualitas pada rantai
persediaan. Peta ini memperlihatkan tiga tipe cacat kualitas yang berbeda
yang terdapat pada value stream yaitu :
v Product defect : cacat pada fisik produk yang lolos dari proses
inspeksi dan sampai ke tangan konsumen.
v Scrap defect : cacat yang ditemukan pada proses inspeksi
v Service defect : permasalahan dari konsumen yang tidak secara
langsung berhubungan dengan produk, tetapi dengan tingkat
pelayanan dari perusahaan.
Ketiga tipe defect tersebut digambarkan secara letitudinal sepanjang
supply chain. Pendekatan ini dirancang untuk membangun tingkat kualitas
baik internal maupun eksternal semaksimal mungkin seperti yang di
inginkan oleh konsumen (customer needs).
e. Demand Amplification Mapping
Merupakan diagram yang menggambarkan bagaimana demand
berubah-ubah sepanjang jalur supply chain dalam interval waktu tertentu. Informasi
yang dihasilakn dari diagram ini merupakan dasar untuk mengatur
fluktuasi dan menguranginya, membuat keputusan berkaitan dengan value
stream configuration. Dalam diagram ini vertical axis menggambarkan
interval waktu, grafik di dapatkan untuk setiap chain dari supply chain
f. Decision Point Analysis
Merupakan tool yang digunakan untuk menentukan titik dimana aktual
demand dilakukan dengan sistem pull sebagai dasar untuk membuat
forecast pada sistem push pada supply chain atau dengan kata lain titik
batas dimana produk dibuat berdasarkan demand aktual selanjutnya
produk harus dibuat dengan melakukan forecast. Dengan tool ini dapat
diukur kemampuan dari proses upstream dan downstream berdasarkan
titik tersebut, sehingga dapat ditentukan filosofi pull (tarik) atau push
(tekan) yang sesuai.
g. Phisical Structure
Tool ini digunakan untuk memahami kondisi dan fungsi bagian-bagian
dari supply chain untuk berbagai level industri. Dengan pemahaman
tersebut dapat dimengerti kondisi industri tersebut, bagaimana beroperasi
dan dapat memberikan perhatian pada level area yang kurang diperhatikan.
Untuk level yang lebih kecil tool ini dapat menggambarkan inbound
supply chain di lantai produksi.
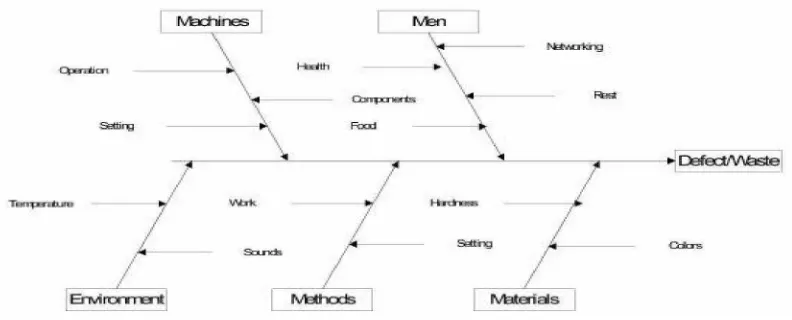
4. Fish Bone Chart (Diagram Tulang Ikan)
Fish Bone Chart adalah sebuah diagram yang menunjukkan hubungan
antara karakteristik mutu dan faktor penyebab kecacatan/pemborosan. Diagram ini
berbentuk tulang ikan karena itu disebut juga diagram tulang ikan. Fish Bone
Chart merupakan alat formal yang digunakan untuk menunjukkan penyebab
potensial dari kecacatan/pemborosan. Ruas utama sebelah kanan menunjukkan
masalah yang terjadi. Cabang utama dikaitkan pada penyebab utama dan setiap
utama yang potensial harus segera dicari tahu dan dianalisa saat masalah
diidentifikasi. Metode tukar pikiran digunakan untuk menentukan penyebab dari
akibat yang dihasilkan dalam mendesain sebuah diagram sebab akibat.
[image:46.595.114.510.201.361.2](Sutalaksana. 1979).
Gambar 2.3 Fish Bone Chart
Di dalam Fish Bone Chart terdapat beberapa faktor yang menjadi
penyebab pemborosan (waste),yaitu : (Sutalaksana. 1979)
a. Machines (mesin)
Pada faktor machines (mesin) yang menjadi akar penyebab pemborosan
(waste) adalah operation machines (operasi