59
BAB IV
PENGUJIAN DAN ANALISA ALAT
4.1. Pendahuluan
Setelah perancangan alat selesai, selanjutnya yang perlu dilakukan adalah pengujian dan analisa alat yang bertujuan untuk melihat tingkat keberhasilan dalam perancangan alat. Pengujian alat dilakukan untuk mengambil data-data hasil perancangan yang digunakan sebagai acuan untuk analisis perancangan sistem.
4.1.1. Pengujian Perangkat Keras
Pengujian perangkat keras meliputi, Pengujian power supply, pengujian wiring hardware, pengujian program dan HMI (Human machine Interface).
4.1.2. Pengujian dan Analisa Rangkaian Catu Daya
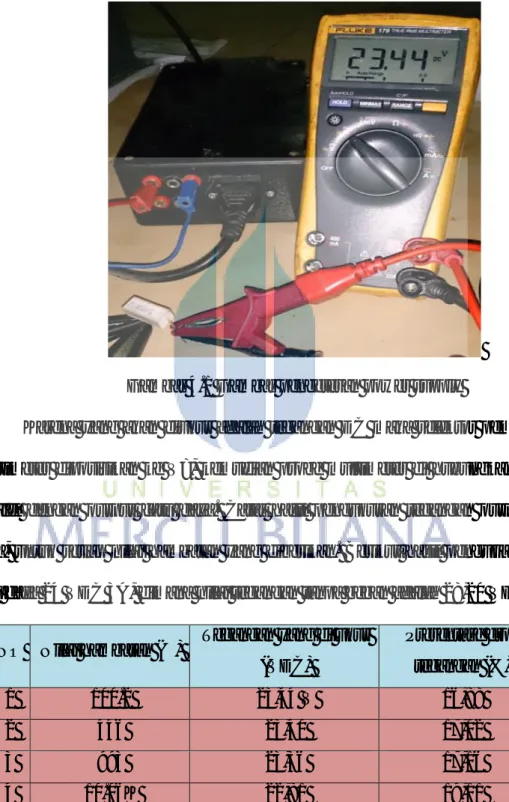
60 Pengujian dilakukan dengan memberikan hambatan yang berbeda-beda kemudian dilihat apakah catu daya yang digunakan mengalami drop tegangan. Multimeter yang digunakan Fluxe 179.
Gambar 4.1 Gambar pengetesan power supply
Karena yang akan diukur adalah tegangan DC maka selektor pemiliha di multimeter diposisikan ke V=, kemudian probe multimeter di hubungkan secara paralel dengan output catu daya. Catat hasil pengukuran tegangan output catu daya, untuk setiap nilai hambatan yang diberikan. Berikut hasil pengujian untuk catu daya 24 VDC 3A, dimana nilai tegangan tanpa beban adalah 28,20 VDC:
NO Nilai hambatan ( ) Tegangan yang di ukur (VDC) Presentase drop tegangan (%) 1 100.2 23,44 V 16,88 2 446 23,40 17,02 3 993 23,36 17,16 4 10.06K 22,81 19,11 5 20.02K 21,54 23,62
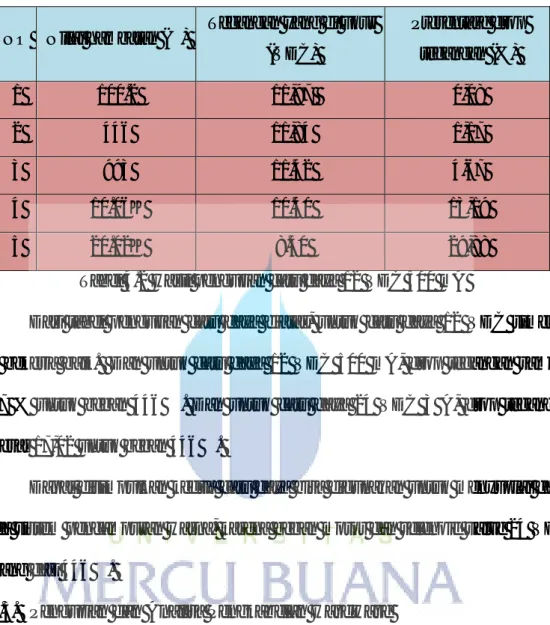
61 Berikut hasil pengujian untuk catu daya 12 VDC 500 mA, dimana nilai tegangan tanpa beban adalah 11,98 VDC:
NO Nilai hambatan ( ) Tegangan yang di ukur (VDC) Presentase drop tegangan (%) 1 100.2 11,97 0,08 2 446 11,84 1,17 3 993 11.42 4,67 4 10.06K 10.40 13,19 5 20.02K 8.40 29,88
Tabel 4.2 Hasil pengujian catu daya 12 VDC 500 mA
Dari tabel pengujian catu daya diatas, untuk catu daya 12 VDC simetris 3A bekerja baik. Dan untuk catu daya 12 VDC 500 mA, drop tegangan sampai 1,17 % untuk beban 446 . Dan untuk catu daya 24 VDC 3 A, drop tegangan sebesar 17,02 untuk beban 446 .
Dapat disimpulkan kedua catu daya bisa digunakan untuk menyuplai daya pada sistem pencampuran warna, karena beban motor dan selenoid valve 24 VDC kurang dari 446 .
4.1.3. Pengujian dan Analisa Pengkabelan Hardware
Untuk melakukan pengujian pada rangkaian pengkabelan hardware yang ada di plant, perlu dilakukan continuity kabel, lalu dibuat program dan HMI untuk proses pengetesan. Dimana fungsinya untuk mengendalikan atau mengeperasikan kerja dari rangkaian tersebut.
62 download program ke PLC dan komunukasi HMI dengan PLC diperlukan setting atau konfigurasi PG/PC interface, berikut setting yang dilakukan:
Setting PG/PC Interface untuk download program dan komunikasi ke HMI
Gambar 4.2 Icon Set PG/PC interface di contol panel
Sebelum melakukan simulasi setting PG/PC interface di control panel dengan access point di set menjadi S7ONLINE(STEP) – Intel(R) 82579LM Gigabit Network Connection..
Gambar 4.3 Setting PG/PC Interface untuk S7-PLCSIM
63 jaringan (ethernet), maka plih interface TCP/IP. Dan agar PC dapat menjadi sebuah HMI maka pilih maka pilih S7ONLINE (STEP7).
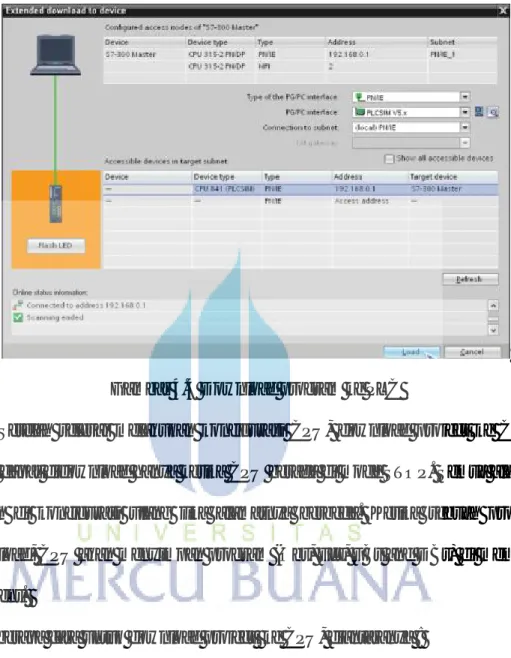
Gambar 4.4 Download program ke PLC
Setelah selesai melakukan konfigurasi CPU, download project ke CPU. Project dapat didownload hanya ketika CPU berada di mode STOP. Semua alamat IP akan di konfigurasi ulang jika alamatnya berbeda. Ketika sebuah project didownload, CPU akan menyimpan program (Obs, Fcs, FBs and DBs) di memory permanent.
Ada beberapa cara untuk download project ke CPU, diantaranya :
“Project tree”: klik kanan element-elemen program, dan kemudian pilih “Download”.
64 Setelah program selesai di download, CPU akan kembali ke mode RUN. Kecuali CPU dikonfigurasi sehingga memungkinkan CPU pindah ke mode RUN secara manual atau tidak otomatis.
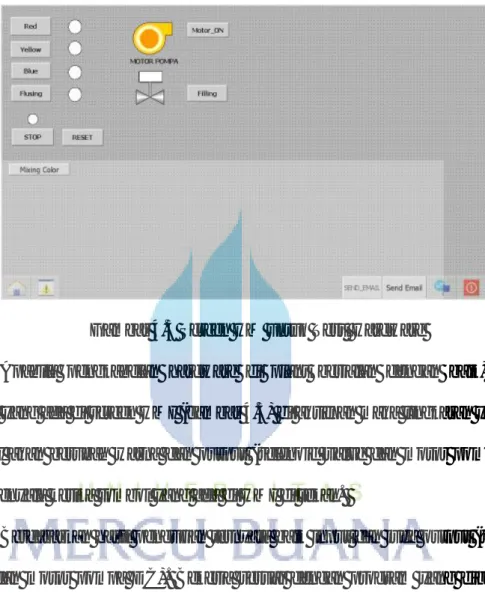
Gambar 4.5 Screen HM untuk Test Hardware
Apabila pengkabelan hardware di plant berjalan dengan baik, ketika tombol yang ada di screen HMI (gambar 4.5) di aktifkan maka lingkaran yang ada di HMI akan berubah warna dan output (selenoid valve dan motor pompa DC) akan menyala ketika tombol yang ada di HMI di tekan.
Berdasarkan hasil pengujian ternyata baik input dan juga output (selenoid valve dan motor pompa DC). Bekerja sesuai dengan program yang dibuat dan bekerja pada alamat-nya masing-masing.
4.1.4. Pengujian dan Analisa Program dan HMI (Human Machine Interface)
Test program SCL_Convert_CMY_TO_RGB [FC1]
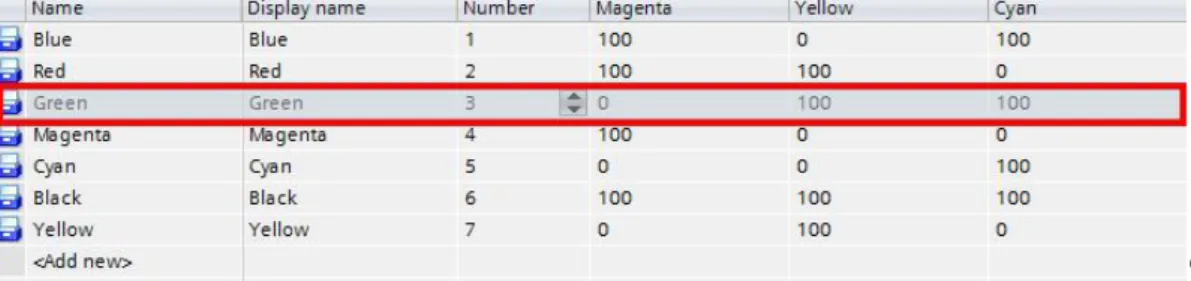
65 Gambar 4.6 Memasukan formula warna Hijau (Green) ke resep di WinCC
Untuk pengujian program SCL_Convert_CMY_to_RGB, pertama masukan formula resep warna ke “Recipes.Data record” di WinCC. Misalnya pengujian pencampuran warna antara cyan dengan yellow sehingga menghasilkan warna hijau.
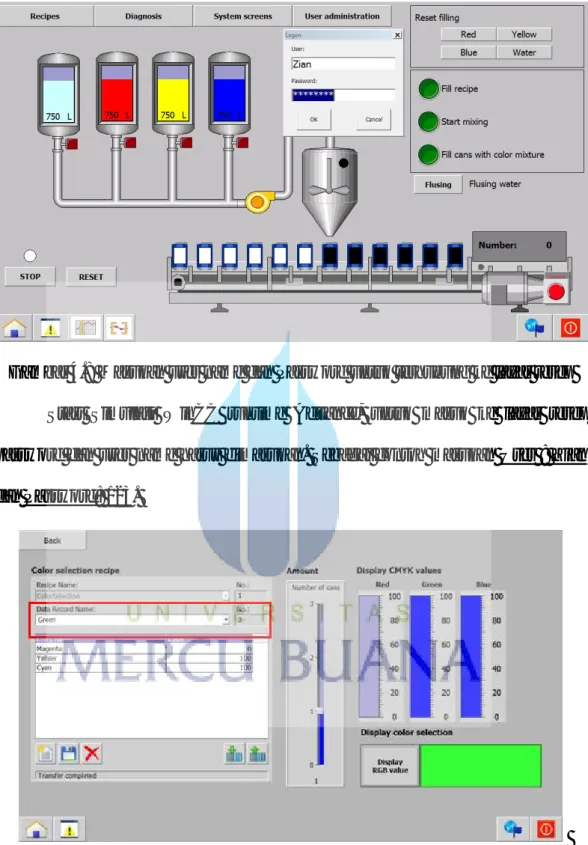
66 Gambar 4.8 Masukan user name dan Password untuk terhubung ke layar resep
Start Simulasi WinCC runtime Advance, untuk masuk ke layar resep password dan user name harus dimasukan. Sebagai contoh masukan User : Zian dan Password: 123.
67 Untuk memilih warna yang akan di proses, pilih kolom “Data Record Name”, kolom ini berisi data formula resep yang telah dimasukan sebelum WinCC disimulasikan. Nilai dari “Data Record Name”di transfer ke CPU dan di simpan di Filling_DB1.
Gambar 4.10 Test program SCL_Convert_CMY_to_RGB [FC1]
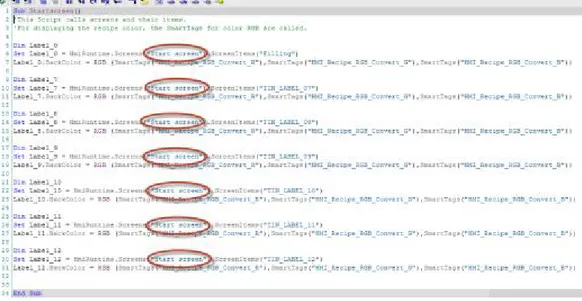
Kolom warna kuning di gambar 4.10 merupakan nilai-nilai (c,m,y,k) yang di input, di proses oleh CPU-S7 1200 dan hasil akhirnya di kirim ke vb_scrip di WinCC, untuk kemudian ditampilkan dalam bentuk warna yang dibutuhkan.
68 Gambar 4. 12 Script untuk menampilkan warna dari resep di start screen
Lingkaran merah yang ada di gambar 4.11 dan 4.12 , merupakan target screen dimana item yang akan diubah warnanya ada di screen tersebut. Warna dari item tersebut akan disesuaikan dengan program. Misalnya di gambar 4.11, target screen “recipe” dan screen item “RECIPES_DISPLAY”.
Test program LAD_Control_Color_Valves [FB5]
Program ini digunakan untuk mengendalikan aktivasi selenoid valve. Gambar 4.13 dan 4.14 merupakan potongan program untuk kendali selenoid valve di warna Cyan.
69 Gambar 4.14 Program durasi bukaan valve untuk warna Cyan
Sequence sistem akan enable ketika M100.0 memori bit aktif, memori bit M100.0 diaktifkan lewat S7-PLCSIM
Instruksi “Calculate” di program yang ada di gambar 4.13 digunakan untuk mengkonversi input resep warna (c,m,y) dari “Recipe.Data Record” di WinCC, menjadi durasi waktu bukaan valve dari masing-masing warna, sebagi contoh untuk warna Hijau (Green):
Nilai input resep Cyan(C) untuk warna Hijau adalah 100. Nilai di simpan di tag
RECIPE_VALUE_C.LAD_Control_Color_Valves_DB[DB3]. Misalkan nilai resep warna untuk warna Biru di HMI sebagai berikut :
Magenta : 0 Cyan : 100 Yellow : 100 N_kaleng =1
70 dimana :
IN1 = Nilai dari resep dari “Recipe.Data Record” IN2 = 4000
IN3 = #Temp_konstanta IN4= #NUNMBER_CANS IN5=100
OUT = #Filling Duration_X Maka perhitungannya adalah :
tempkons = = 1.5
#Filling Duration C = 100100 4000 1.5 1 = 6000
#Filling Duration Y = 100100 4000 1.5 1 = 6000
#Filling Duration_C dan #Filling Duration_Y menjadi durasi pulsa untuk instruksi “IEC_Timer_Filling_K”.
Test program LAD_Tanks_Filling_Level [FB3]
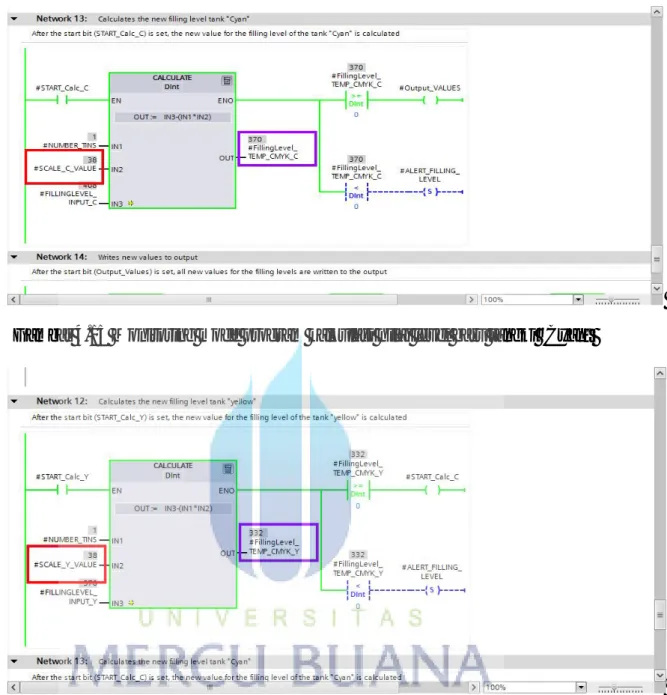
71 Gambar 4.15 Monitoring mode program kalkulasi nilai level baru tangki “Cyan”
Gambar 4.16 Monitoring mode program kalkulasi nilai level baru tangki “Yellow”
Instruksi “Calculate” di program yang ada di gambar 4.16 digunakan untuk menghitung nilai level baru dari tanki warna (c,m,y), sebagi contoh:
Nilai input resep Cyan(C) untuk warna “Green” adalah ”100”. Nilai di simpan di tag
72 Output = IN3-(IN1*IN2), dimana :
o IN1 = jumlah kaleng yang akan di isi dengan cat o IN2 = Nilai dari resep yang sudah di Scale
o IN3 = Nilai “FILLINGLEVEL_INPUT_C” saat ini (750) o OUT = 750-((38*0)/10) = 712
Nilai OUT = 1000 di simpan di tag sementara #FillingLevel_TEMP_CMYK_C
Test program SCL_Valve_Conveyor [FB1]
Gambar kaleng yang ada di “Screen Mixing Color” akan bergerak ketika tombol “Fill cans with color” ditekan.
Test program LAD_Mixer [FB4]
Gambar Mixer yang ada di “Screen Mixing Color” akan kedap-kedip ketika tombol “Start Mixing” ditekan.
4.1.5 Pengujian dan Analisa Analog Alarm di HMI
Untuk memunculkan analog alarm, nilai dari spesifikasi tag tertentu dibutukkan untuk mentrigger alarm, sebagai contoh alarm Low limit dari tanki warna “Magenta”, maka tag yang digunakan “HMI_Filling_FillingLevel_CMY_M”. Dan Low limitnya di setting di 500.
73
Gambar 4.18 Contoh Analog Alarm yang muncul di alarm log
Gambar 4.19 List analog alarm
4.1.6 Pengujian Layar Diagnosis dan Trend View
Layar “Diagnosis” berfungsi untuk mengdiagnosa status CPU PLC beserta Input/Output yang digunakan apakah error atau normal.
74 Gambar 4.21 Trend view untuk “Output_amount” dari kaleng yang sudah terisis
warna
Gambar 4.22 Setting curva untuk tampilan di layar Trend
4.1.7. Pengujian dan Analisa Proses Pencampuran Warna
75 Gambar 4.23 merupakan plant sistem untuk pencampuran warna, setiap cairan warna di simpan di wadahnya masing masing. Cairan warna ini didapatkan dari tinta printer yang dicampur air putih.
Hal-hal mengenai hardware dan softwae yang di perlukan untuk proses pencampuran warna telah di jelaskan sebelumnya.
Sebagai contoh, warna yang akan diproses adalah warna hijau. Hijau merupakan pencampuran antara Cyan dan Yellow. Warna hijau yang diharapkan tidak memiliki spesifikasi khusus, tidak berupa hijau tua atau hijau muda. Warna hijau apapun dianggap warna hijau hasil pencampuran.
76 Gambar 4.25 Warna hijau yang ditampilkan di layar monitor
Gambar 4.25 merupakan warna hijau yang ditampilkan di layar monitor atau HMI
Berikut dibawah ini tabel hasil pengujian pencampuran warna :
No Warna Campur Layar RGB Hasil
1 Merah Y+M
77 3 Hijau C+Y
4 Hitam C+Y+M
Tabel 4.3 Hasil pengujian pencampuran warna
![Gambar 4.10 Test program SCL_Convert_CMY_to_RGB [FC1]](https://thumb-ap.123doks.com/thumbv2/123dok/2927756.3692561/9.892.172.771.288.1009/gambar-test-program-scl-convert-cmy-rgb-fc.webp)