Analisis
Line Balancing
dengan RPW pada Departemen
Sewing Assembly Line Style
F1625W404 di PT. Pan Brothers,
Boyolali
Ghany Sayyida Nur Arifiana*1), I Wayan Suletra2)
1)Jurusan Teknik Industri, Fakultas Teknik, Universitas Sebelas Maret, Jalan Ir.Sutami No 36 A Jebres,
Kota Surakarta, 57126, Indonesia
2)Laboratorium Perancangan Optimasi Sistem Industri, Teknik Industri, Fakultas Teknik, Universitas
Sebelas Maret, , Jalan Ir.Sutami No 36 A Jebres, Kota Surakarta, 57126, Indonesia Email: [email protected], [email protected]
ABSTRAK
PT. Pan Brothers, Boyolali selalu mencoba untuk memenuhi target permintaan dari konsumen yang relatif tinggi dengan selalu melakukan perbaikan secara terus menerus terhadap mutu, produktivitas
dan efisiensi. Berdasarkan pengamatan yang telah dilakukan pada departemen sewing khususnya pada
assembly line style F1625W404 di PT. Pan Brothers, Boyolali, masih banyak terjadi penumpukan material bahan baku. Penumpukan ini terjadi karena adanya pembagian beban kerja di setiap stasiun kerja
yang kurang merata atau seragam sehingga diperlukan adanya perbaikan. Usulan perbaikan dengan
penerapan metode RPW dilakukan pada bagian line utama yaitu line assembly. Dengan metode RPW dihasilkan jumlah stasiun kerja yang lebih sedikit yaitu sebanyak 36 stasiun kerja. Stasiun kerja usulan
memiliki tingkat efisiensi line yang lebih tinggi dibandingkan stasiun kerja sebelum improvement yaitu
sebesar 74,38%. Nilai balance delay lebih rendah dibandingkan dengan stasiun kerja sebelum
improvement yaitu sebesar 25,62%. Nilai smoothest index turun menjadi 244,496. Hal ini
mengindikasikan bahwa stasiun kerja usulan memiliki keseimbangan lini yang lebih baik dibandingkan
stasiun kerja sebelum improvement.
Kata kunci: Line Balancing, Ranked Positional Weight, SewingLine
1. Pendahuluan
PT. Pan Brothers, Boyolali selalu mencoba untuk memenuhi target permintaan dari konsumen yang relatif tinggi dengan selalu melakukan improvement terhadap mutu, produktivitas dan efisiensi. Pada kenyataannya untuk meningkatkan produktivitas dan efisiensi dalam perusahaan bukanlah sesuatu yang mudah. Perusahaan yang operasionalnya tidak efisien tidak akan berjalan dengan lancar.
Salah satu faktor yang sangat berpengaruh terhadap produktivitas perusahaan adalah lini produksi. Efisiensi lini produksi antar beberapa stasiun kerja yang terkait sangat berpengaruh terhadap produktivitas. Semakin tinggi efisiensi lini maka aliran material antar stasiun juga semakin baik, sehingga keterlambatan (delay time) dapat dihindari.
Berdasarkan pengamatan yang telah dilakukan pada departemen sewing line khususnya pada assembly line style F1625W404 di PT. Pan Brothers, Boyolali, masih banyak terjadi penumpukan material bahan baku. Penumpukan ini terjadi karena adanya pembagian beban kerja di setiap stasiun kerja yang kurang merata atau seragam. Hal ini menyebabkan rendahnya tingkat efisiensi line pada departemen sewing assembly line style F1625W404, sehingga perusahaan perlu melakukan perbaikan pada lini tersebut.
untuk memaksimasi kecepatan di tiap stasiun kerja sehingga dicapai efisiensi kerja yang tinggi di tiap stasiun.
Berdasarkan permasalahan yang ada, terdapat tujuan yang ingin dicapai yaitu untuk menganalisis keseimbangan lini pada departemen sewing assembly line style F1625W404 di PT. Pan Brothers, Boyolali dan meningkatkan efisiensi assembly line melalui penerapan keseimbangan beban kerja dengan metode RPW. Menurut Purnamasari dan Cahyana (2015) metode RPW merupakan gabungan antara metode Large Candidat Rules dengan metode Region Approach.
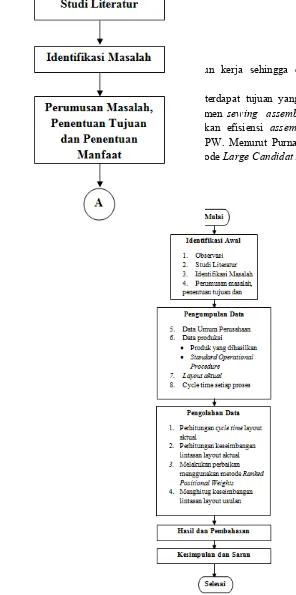
2. Metode
Gambar 1. Metodologi Penelitian
2.1 Identifikasi Awal
2.2 Pengumpulan Data
Pengumpulan data dilakukan melalui observasi lapangan, studi literatur dan wawancara. Observasi atau pengamatan dilakukan dengan mengamati dan mengidentifikasi proses produksi dan aliran material bahan baku pada departemen sewing assembly line. Data yang didapatkan melalui pengamatan ini adalah data cycle time masing-masing stasiun kerja dan performance operator jahit, layout stasiun kerja aktual, produk yang dihasilkan, standar operational
procedure.
2.3 Pengolahan Data
Pengolahan data yang dilakukan dalam penelitian ini yaitu berupa perhitungan waktu siklus pada layout aktual dengan menambahkan factor performance rating dan allowance, selanjutnya menghitung keseimbangan lintasan pada layout aktual. Setelah mengetahui efisiensi line layout aktual selanjutnya dilakukan perbaikan berupa usulan stasiun kerja dengan menggunakan metode Ranked Positional Weights. Langkah terakhir adalah menghitung keseimbangan lini layout usulan.
2.4 Hasil dan Pembahasan
Pada tahap ini dilakukan analisis dan interpretasi terhadap hasil pengolahan data yang telah dilakukan sebelumnya.
2.5 Kesimpulan dan Saran
Tahap ini dilakukan setelah menganalisis dan mengintrepretasi hasil pengolahan data dan merupakan tahap kesimpulan dari analisis hasil. Kesimpulan dari penelitian ini menjawab tujuan yang hendak dicapai.
3. Hasil dan Pembahasan
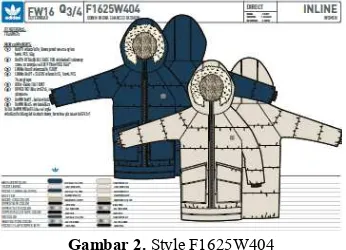
Proses produksi yang ada di dalam perusahaan sudah saling berurutan sehingga menggunakan layout produk. Produk yang dihasilkan adalah produk yang sesuai dengan style
yang telah dipesan oleh pembeli atau pemesan. Penelitian ini memfokuskan pada produk style
F1625W404. Style tersebut merupakan produk jaket dari brand Adidas yang khusus digunakan untuk musim dingin.
Gambar 2. Style F1625W404
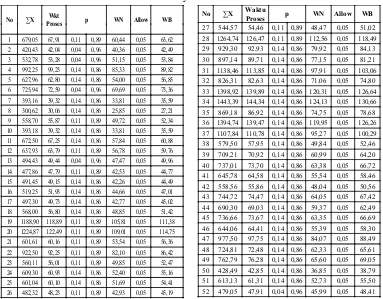
3.1 Waktu Baku Layout Aktual
Waktu proses diperoleh melalui perhitungan waktu menggunakan stopwatch dengan repetisi sebanyak sepuluh kali. Sebelum melakukan perhitungan keseimbangan lintasan pada masing-masing lini, waktu proses masing-masing stasiun kerja harus diubah menjadi waktu baku dengan menambahkan performance rating dan allowance untuk masing-masing operator.
Pada penentuan performance rating, peneliti menggunakan westing house’s system rating.
Penilaian berdasarkan 4 faktor yaitu :
a. Skill (Ketrampilan) adalah kemampuan mengikuti cara kerja yang ditetapkan. b. Effort (Usaha) adalah kesungguhan yang ditunjukkan operator ketika bekerja.
No ∑X Waktu
d. Consistency (Konsistensi) adalah kenyataan bahwa setiap hasil pengukuran waktu menunjukkan hasil yang berbeda-beda.
Berdasarkan hasil pengamatan yang telah dilakukan, maka diperoleh untuk masing-masing proses produksi besarnya waktu baku adalah sebagai berikut.
Pada layout aktual assembly line terdapat total 52 stasiun kerja dengan masing-masing elemen pekerjaan yang berbeda.
Tabel 1. Waktu baku layout aktual F1625W404 line 14
Pada perhitungan waktu baku diperoleh dari perkalian antara waktu normal dengan
allowance yang diberikan. Pemberian allowance 0,05 merupakan allowance yang diberikan untuk kebutuhan pribadi operator seperti minum sekadarnya untuk menghilangkan rasa haus, ke kamar kecil, bercakap-cakap dengan teman kerja. Waktu normal diperoleh dari perkalian antara
performance rating dan waktu proses. Performance rating diberikan berdasarkan pengamatan selama operator bekerja.
Gambar 3. Grafik waktu proses Assembly Line
Stasiun
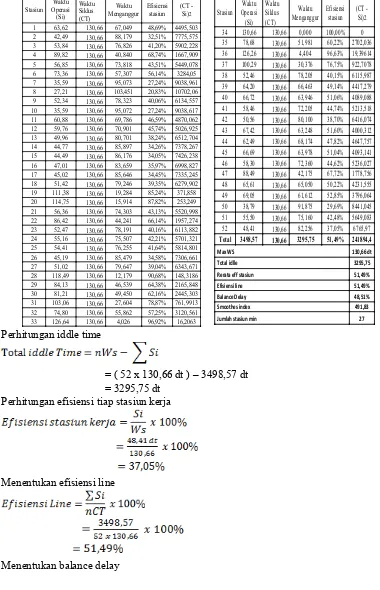
Rerata eff stasiun 51,49%
Efisiensi line 51,49%
Balance Delay 48,51%
Smoothes index 491,83
Jumlah stasiun min 27
3.2 Keseimbangan Lini Layout Aktual
Setelah waktu produksi dan waktu baku diketahui, langkah selanjutnya adalah melakukan perhitungan keseimbangan lini yang terdiri dari perhitungan waktu menganggur, efisiensi tiap stasiun, efisiensi line, balance delay dan smoothes index masing-masing line.
Tabel 3. Perhitungan keseimbangan lini layout aktual assembly line style F1625W404
2. Perhitungan efisiensi tiap stasiun kerja
3. Menentukan efisiensi line
=
5. Menentukan smoothes index
6. Menentukan stasiun kerja minimum
Stasiun kerja =
=
= 27 stasiun
3.3 Usulan Perbaikan
Usulan perbaikan dengan penerapan konsep line balancing akan dilakukan pada bagian
line utama yaitu line assembly. Dalam membuat usulan perbaikan, maka disini peneliti menggunakan metode RPW (Ranked Positional Weight). Menurut Purnamasari dan Cahyana (2015) metode RPW merupakan gabungan antara metode Large Candidat Rules dengan metode
Region Approach.
Tabel 5. Contoh pemberian bobot posisi elemen kerja
No Nama Operasi Waktu Elemen
kerja
4 Join knuckle to side
FBY 89,82 4 3
5,6,7,8,9,10,11,12,13,14,15,16,17,18,19,20,21,22,23,24,25,26, 27,28,29,30,31,32,33,34,35,36,37,38,39,40,41,42,43,44,45,46, 47,48,49,50,51,52
3338,63 4 89,82
5 Join interlin to flap
pocket CRV 35 cm 56,85 5 4
8 Marking snap to flap 27,21 8 7
9,10,11,12,13,14,15,16,17,18,19,20,21,22,23,24,25,26,27,28,2
10 Join flap to pocket 35,59 10 9
11,12,13,14,15,16,17,18,19,20,21,22,23,24,25,26,27,28,29,30, 31,32,33,34,35,36,37,38,39,40,41,42,43,44,45,46,47,48,49,50, 51,52
3003,45 10 35,59
Setelah bobot posisi diketahui, selanjutnya yaitu menentukan stasiun kerja berdasarkan metode peringkat bobot posisi. Usulan stasiun kerja yang diberikan dibedakan menjadi dua yaitu berdasarkan waktu siklus maksimum dan stasiun kerja minimum yang kemudian akan dibandingkan untuk mengetahui efisiensi line yang terbaik.
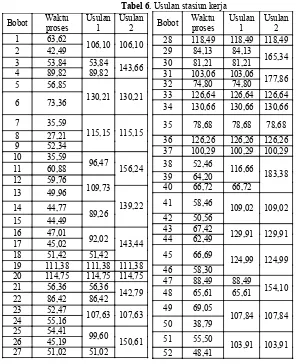
Tabel 6. Usulan stasiun kerja
3.4 Keseimbangan Lini Layout Usulan
Untuk mengetahui tingkat efisiensi line usulan yang baru perlu dilakukan perhitungan keseimbangan lini dengan metode line balancing. Berdasarkan Tabel 6 diketahui bahwa pada usulan 1 dihasilkan 36 stasiun kerja sedangkan pada usulan 2 sebanyak 27 stasiun kerja. Perhitungan keseimbangan lini layout usulan disajikan pada Tabel 7.
Tabel 7. Perhitungan keseimbangan lini layout usulan style F1625W404
KESEIMBANGAN LINTASAN USULAN 1 USULAN 2
Total 3498,57
Maksimum WS 130,66 183,38
Jumlah stasiun kerja 36 27
Efisiensi Line 74,38% 70,66%
Balance Delay 25,62% 29,34%
Smoothes Index 244,50 306,66
4. Simpulan
Dalam membuat usulan perbaikan menggunakan metode Ranked Positional Weights
(RPW) dengan membagi elemen kerja berdasarkan waktu proses terbesar dan tetap memperhatikan urutan dalam precedence diagram. Dengan metode RPW dihasilkan jumlah stasiun kerja yang lebih sedikit yaitu sebanyak 36 stasiun kerja. Dari analisa data perbandingan keseimbangan lini pada stasiun kerja usulan dan stasiun kerja sebelum improvement diperoleh bahwa stasiun kerja usulan memiliki tingkat efisiensi line yang lebih tinggi dibandingkan stasiun kerja sebelum improvement yaitu sebesar 74,38%. Nilai balance delay pada stasiun kerja setelah improvement juga lebih rendah dibandingkan dengan stasiun kerja sebelum
improvement yaitu sebesar 25,62%. Kenaikan nilai efisiensi line dan penurunan nilai balance delay juga diikuti dengan turunnya nilai smoothes index yaitu sebesar 244,496. Hal ini mengindikasikan bahwa stasiun kerja usulan memiliki keseimbangan lini yang lebih baik dibandingkan stasiun kerja aktual sebelum improvement.
Daftar Pustaka
Pujotomo, Darminto & Rusanti, Novia. 2015. Jurnal Teknik Industri. Usulan Perbaikan untuk Meningkatkan Produktivitas Filling plant Dengan Pendekatan Lean Manufacturing Pada Pt Smart Tbk Surabaya. Program Studi Teknik Industri, Fakultas Teknik, Universitas Diponegoro.
Purnamasari, Ita & Cahyana, A. Sidhi. 2015. Spektrum Industri. Line Balancing dengan Metode Ranked Position Weight ( RPW). Teknik Industri Universitas Muhammadiyah, Sidoarjo.
Saputra, R., & Komarudin. (n.d.). Peningkatan Efisiensi dan Produktivitas Kinerja Melalui Pendekatan Analisis Rangked Positional Weight Method PT. X. Teknik Industri. Institut Sains dan Teknologi Nasional, Jakarta.