BAB III
LANDASAN TEORI
3.1 Persaingan Produk2
Engineering
Persaingan pasar merupakan salah satu faktor yang sangat dipertimbangkan pada dunia usaha saat ini. Baik produk maupun jasa yang dihasilkan harus dapat memenuhi ekspektasi yang diinginkan oleh pelanggan. Salah satu tantangan dalam dunia usaha adalah bagaimana cara untuk mencapai produk dan sistem dengan memperhatikan faktor biaya.
3
1. Meningkatkan metode kerja untuk pembuatan produk terutama yang menyangkut needs dari konsumen.
merupakan salah satu bidang ilmu yang mengaplikasikan ilmu pengetahuan untuk meningkatkan kesejahteraan manusia. Tujuan dari perekayasaan sistem adalah untuk menentukan faktor-faktor yang dapat dihilangkan untuk dapat meminimisasi biaya, dalam hal unit cost, service cost, dan social cost. Beberapa cara untuk mencapai tujuan tersebut adalah:
2. Mempertimbangkan keseluruhan sistem yang terdapat dalam siklus produksi. 3. Mempertimbangkan keseluruhan hierarki dan interaksi yang terdapat dalam
berbagai level sistem.
4. Mengorganisir dan mengintegrasikan kriteria teknik dan ilmu-ilmu yang bersangkutan dengan masalah tersebut.
5. Membuat suatu pendekatan yangdapat digunakan untuk menganalisis, mengevaluasi dan memberi feedback pada sistem.
3.2 QFD (Quality Function Deployment)4
a. Memusatkan rancangan produk dan jasa baru pada kebutuhan pelanggan. Memastikan bahwa kebutuhan pelanggan dipahami dan proses desain didorong oleh kebutuhan pelanggan yang objektif dari teknologi.
QFD merupakan suatu cara untuk meningkatkan kualitas barang atau jasa dengan memahami kebutuhan konsumen kemudian menghubungkannya dengan karakteristik teknis untuk menghasilkan suatu barang atau jasa pada setiap tahap pembuatan barang atau jasa yang dihasilkan. QFD digunakan untuk membantu proses perancangan agar lebih memperhatikan keinginan pelanggan.
QFD memiliki beberapa manfaat antara lain:
b. Mengutamakan kegiatan-kegiatan desain dengan memastikan bahwa proses desain dipusatkan pada kebutuhan pelanggan yang paling berarti.
c. Menganalisis kinerja produk perusahaan yang utama untuk memenuhi kebutuhan para pelanggan utama.
d. Berfokus pada upaya rancangan agar mampu mengurangi lamanya waktu yang diperlukan untuk daur rancangan secara keseluruhan sehingga dapat mengurangi waktu untuk memasarkan produk-produk baru. Perkiraan-perkiraan terbaru memperlihatkan adanya penghematan antara sepertiga sampai setengah dibandingkan sebelum dilakukan QFD.
4
e. Mengurangi banyaknya perubahan desain setelah dikeluarkan dengan memastikan upaya yang difokuskan pada tahap perencanaan. Hal penting ini mengurangi biaya mengenalkan desain baru.
f. Mendorong terselenggaranya tim kerja dan melewati rintangan antar bagian dengan melibatkan pemasaran, rekayasa teknik, dan pabrikasi sejak awal proyek. Setiap anggota tim kerja sama pentingnya dan memiliki sesuatu untuk disumbangkan kepada proses.
g. Menyediakan suatu cara untuk membuat dokumentasi proses dan menyediakan suatu dasar yang kukuh untuk mengambil keputusan rancangan. Tahap ini sangat membantu untuk menjaga proyek tehadap perubahan-perubahan personalia yang tidak dapat diperkirakan lebih dulu.
Konsep dasar dari QFD5
1. “what to do in relation to CRs”
adalah menerjemahkan keinginan konstumen (Consumer Requirement) kedalam karakteristik teknik (Engineering Characteristics (ECs)). Karakteristik tersebut kemudian akan diterjemahkan ke
dalam proses perencanaan dan proses fabrikasi dalam sistem manufaktur. House of Quality (HOQ) merupakan suatu tabel yang terbuat berisi informasi tentang:
2. “how CRs are related to ECs” 3. hubungan antara CR dan EC.
HOQ berisi informasi-informasi penting lainnya seperti tingkat prioritas karakteristik, atribut-atribut data, serta standar minimal dari data. Langkah-langkah untuk membuat HOQ adalah sebagai berikut:
1. Mengidentifikasi keinginan konsumen ke dalam atribut-atribut produk. 2. Menentukan tingkat kepentingan relatif atribut (keinginan konsumen). 3. Membandingkan atribut dengan produk pesaing.
4. Membuat matriks karakteristik teknik.
5. Mengidentifikasi hubungan antara karakteristik teknik dan atribut produk. 6. Mengidentifikasi hubungan antar karakteristik teknik.
7. Menghitung tingkat tingkat kepentingan karakteristik teknik.
Sumber: Couhen, Lou. Quality Function Deployment
Gambar 3.1. Struktur House of Quality (HOQ)
Pada Gambar 3.1 dapat dilihat struktur dari House of Quality (HOQ) yang terdiri atas 6 bagian yaitu6
6
Couhen, Lou. Quality Function Deployment, (Addison-wesley Publishing Company: New York, 1995) p.12-14
:
1. Bagian A (Customer Needs and Benefit)
a. Mengumpulkan pendapat dari para konsumen melalui wawancara dan komplain yang diajukan oleh konsumen.
b. Menyusun hasil yang didapat menjadi beberapa kategori. c. Mengelompokkan kebutuhan dalam sebuah diagram afinitas. d. Menyusun kebutuhan dalam bagian customer needs.
2. Bagian B (Planning Matrix)
Bagian ini terdiri atas 3 informasi, yaitu:
a. Quantitative Market Data : menandakan hubungan yang penting dari keinginan dan kebutuhan konsumen serta tingkat kepuasan konsumen dengan organisasi dan tingkat kompetisinya
b. Strategic Goal Setting : untuk produk baru atau dalam bentuk pelayanan
c. Perhitungan peringkat berdasarkan keinginan dan kebutuhan konsumen
3. Bagian C (Technical Response) :
Bagian ini berisi tentang produk atau jasa yang dikembangkan, yang diutarakan dalam bahasa teknis perusahaan. Biasanya deskriptif teknis tersebut dikembangkan dari keinginan dan kebutuhan konsumen pada bagian A.
Technical Response disebut juga dengan Substitute Quality Characteristic
a. Spesifikasi teknis yang dapat diukur, b. Product Function,
c. Product Subsystem, d. Process Steps.
4. Bagian D (Relationship) :
Bagian ini berisi tentang penilaian dari tim pengembang terhadap kekuatan hubungan antara tiap elemen yang terdapat pada Technical Response dengan tiap keinginan dan kebutuhan konsumen, yang didasarkan dari nilai Impact, Relationship, dan Priority.
5. Bagian E (Technical Correlation) :
Bagian ini mengandung perkembangan taksiran tim dr hubungan antara
implementasi antara elemen-elemen yang ada dengan Technical Response.7
6. Bagian F (Technical Importance) :
Bagian ini mengandung 3 jenis informasi, yaitu :
a. Peringkat yang telah dihitung dari Technical Response, berdasarkan
peringkat keinginan dan kebutuhan konsumen dari Bagian B dan
hubungan dengan bagian D.
b. Informasi perbandingan Technical Performance.
c. Target dari Technical Response.
7
3.2.1 Perancangan Untuk Meminimalkan Biaya Bahan Dan Tenaga Kerja8
Bahan dan biaya tenaga kerja yang murah dapat ditentukan dengan beberapa
metode desain ramah biaya seperti Design for Manufacturing (DFM). Hasil studi
terdahulu menunjukkan bahwa 60 % dari total biaya siklus hidup produk ditentukan
pada tahap perancangan. Pada saat 80% dari rancangan telah diselesaikan, maka 80
% dari biaya produksi juga telah ditetapkan.
Gambar 3.2. Empat Fase QFD
Pada tahap kedua inilah dimana kebutuhan seperti biaya yang murah, biaya tenaga kerja yang lebih rendah maka digunakan untuk tools seperti DFM.
3.3 Kuesioner9
1. Subjek, yaitu individu atau lembaga yang melaksanakan penelitian.
Kuesioner merupakan sejumlah pertanyaan tertulis yang digunakan untuk memperoleh informasi dari responden dalam arti laporan tentang pribadinya, atau hal-hal yang diketahui.Tujuan pokok pembuatan kuesioner adalah untuk memperoleh informasi yang relevan dengan tujuan penelitian. Syarat utama pengisian kuesioner adalah pertanyaan yang jelas dan mengarah ke tujuan.
Empat komponen inti dari sebuah kuesioner, yaitu:
2. Ajakan, yaitu permohonan dari peneliti untuk turut serta mengisi secara aktif dan objektif pertayaan maupun pernyataan yang tersedia.
3. Petunjuk pengisian kuiioner, dimana petunjuk yang tersedia harus mudah dimengerti.
4. Pertanyaan maupun pernyataan beserta tempat pengisian jawaban, baik secara tertutup, semi tertutup, maupun terbuka.
Perancangan kuesioner yang baik perlu dipahami prinsip-prinsip yang terkait dengan cara penulisan pertanyaan (wording of questions), cara pengukuran yaitu mengkategorikan, membuat skala dan mengkodekan (catagorized, scaled
9
and coded) jawaban dari responden dan kerapian (general appearance) kuesioner
tersebut10
3.3.1 Defenisi Konsumen (Costumer)
.
11
Konsumen adalah orang atau kelompok yang menerima hasil produksi. Perkejaan tersebut bisa berkaian dengan barang maupun jasa. Di dalam suatu perusahaan, konsumen adalah penerima dari hasil proses yang dikerjakan oleh penyuplai. Setiap konsumen kemudian menjadi penyuplai untuk setiap langkah proses selanjutnya. Hingga akhirnya, hasil dari rangkaian ini adalah prdouk atau jasa yang dihasilkan pada konsumen eksternal.
Konsumen adalah penilai terakhir dari kualitas, nilai, dan harga dari produk atau jasa. Terdapat tiga jenis konsumen, yakni self-unit costumer, konsumen internal dan konsumen eksternal. Masing-masing individu adalah self-unit costumerbagi diri mereka sendiri. Pemeriksaan diri, perilaku disiplin, da
keingian untuk kesempurnaan selayknya menjadi tujuan hidupsetiap orang. Konsumen internal adala mereka yang mnerima hasil dari satu atau lebih proses didalamruang lingkup mereka. Konsumen eksternal menerima barang jadi atau layanan dari suatu badan usahan dalam leadaan utuh
10
3.4 Keabsahan Data12
12
ibid., h. 215-237
Keabsahan data (goodness of data) sebuah penelitian merupakan fondasi dari mutu hasil penelitian tersebut. Walaupun metode analisis tidak kalah penting peranannya dalam meyakinkan pihak-pihak terkait untuk dapat menerima hasil suatu penelitian dan menggunakannya daam pengambilan keputusan sesuai dengan keperluannya, keabsahan data selalu menjadi focus perhatian pertama pihak eksternal untuk menerima atau menolak hasil penelitian tersebut.
Pengujian keabsahan data mempunyai dua dimensi yaitu pengujian kesahihan atau validitas data (data validity testing) dan pengujian kehandalam atau reliabilias data (data reliability testing). Suatu penelitian yang bermutu haruslah didukung oleh kedua pengujian tersebut. Penelitian yang hanya didukung oleh pengujian validitas data saja atau pengujian reliabilitas data saja tidak mempunyai arti yang signifikan dalam meyakinkan pihak eksternal .
3.4.1 Validitas Data
3.4.1.1 Ragam Validitas Data
Validitas instrument terbagi atas dua tipe yaitu validitas internal (internal validity) dan validitas eksternal (external validity). Validitas internasl berkenaan
dengan derajat akurasi rancangan penelitian. Rancangan penelitian yang baik termasuk rancangan pengumpulan data akan dapat mengidentifikasi sumber data yang tepat dan alat/instrument pengumpulan data yang juga tepat. Validitas eksternal berkenaan dengan derajat akurasi hasil penelitian jika dilakukan generalisasi dan diterapkan pada populasi dari mana data penelitian diambil.
Validitas internal terbagi atas tiga bagian yaitu: 1. Validitas isi
Validitas isi merupakan validitas yang diestimasi lewat pengujian terhadpa isi tes dengan analisis rasional atau lewat professional judgement. Pertanyaan ang dicari jawabannya dalam validasi ini adalah sejauh mana item-item dalam tes mencakup keseluruhan kawasan isi objek yang hendak diukur atau sejauh mana isi tes mencerminkan ciri atribut yang hendak diukur. Validitas ini terbagi atas dua tipe yaitu:
a) Validitas muka
b) Validitas logik
Validitas logik disebut juga sebagai validitas sampling(sampling validity). Validitas tipe ini menunjuk pada sejauh mana isi tes merupakan representasi dari ciri-ciri atribut yang hendak diukur.
2. Validitas kriteria
Prosedur pendekatan validitas berdasar kriteria menghendaki tersedianya kriteria eksternal yang dapat dijadikan dasar pengujian skor tes. Suatu kriteria adalah variabel perilaku yang akan diprediksikan oleh sor tes atau berupa suatu ukura lain yang relevan. Prosedur validasi berdasarkan kriteria menghasilkan dua macam validitas, yaitu validitas prediktif dan validitas konkuren.
3. Validitas kontruksi
3.4.1.1.1 Pengujian Validitas
Cara-cara yang umum digunakan untuk menguji validitas instrument ialah melalui:
1. Analisis korelasi 2. Analisis faktor 3. Multitrait
Analisis korelasi sangat sesuai digunakan untuk menguji validitas serempak dan prediktif (concurrent validity dan predictive validity) ataupun vaiditas konvergen dan diskriminan (convergent dan discriminant validity). Analisis korelasi dilakukan dengan menggunakan rumus korelasi product moment yang dikembangkan oleh pearson yaitu:
∑
∑
∑
Dimana, rXY =koefisien korelasi antara Y dan X
X = skor variabel independen X Y = skor variabel dependen Y
3.4.2 Reliabilitas
3.4.2.1Ragam Reliabilitas
Dua ukuran yang umum digunakan untuk mengetahui derajat reliabilitas atau kehandalan instrument pengumpulan data adalah stabilitas instrumen dan konsistensi internal instrument.
Stabilitas instrumen adalah suatu ukuran yang menunjukkan derajat kestabilan instrument terhadap data yang diperoleh dengan menggunakan instrument tersebut. Konsistensi internal instrumen memberikan indikasi homogenitas item dalam pengukuran dalam arti seberapa jauh instrumen tersebut menjadikan item-item yang diukur secara bersama-sama menjadi sebuah set dan secara independen menjadi bagian yang berarti terhadap keseluruhan.
3.4.2.1.1 Pengujian Reliabilitas Instrumen
Pengujian stabilitas instrumen terbagi menjadi dua macam yaitu test-retest reliability dan parallel-form reliability. Test-retest reliability adalah sebuah metode pengujian reliabilitas instrumen yang dilakukan dengan cara menggunakan instrumen tersebut kepada subjek yang sama secara berulang-ulang tetapi pada waktu yang berbeda. Parallel-form reliability sering juga disebut equivalent reliability adalah metode pengujian kestabilan instrumen dengan cara
3.4.2.1.2 Pengujian Konsistensi Internal Instrumen
Pengukuran konsistensi internal instrumen pengumpulan data dapat dilakukan dengan dua cara yaitu interitem consistency reliability dan split-half reliability. Interitem consistency reliability adalah sebuah tes konsistensi terhadap
jawaban responden mengenai semua item yang ditanyakan kepadanya. Tes ini mencoba menguji seberapa jauh responden memberikan jawaban yang independen terhadap masing-masing item yang ditanyakan.
Alat tes yang cukup popular untuk pengujian ini antara lain adalah reliabilitas spearman-brown, Flanagan, rulon, hoyt, dan formula K-R. Selain itu juga terdapat teknik pengujian lain yang sering dipakai yaitu koefisien alpha cronbach. Koefisien Alpha Cronbach digunakan untuk multi point scale items, makin dekat nilai koefisien Alpha Cronbach kepada angka 1 makin kuat konsistensi internal reliabilitas.
1. Formula Spearman Brown
Pengujian konsistensi instrument dengan menggunakan formula Spearman Browndisdasarkan pada metode split-half. Korelasi antara belahan pertama dan kedua dihitung dengan menggunakan rumus formula sebagai berikut:
hh hh r r r
+ =
1 2
11
Dimana, r11 = Koefisien reliabilitas
rhh = Koefisien korelasi product moment antara skor
2. Formula Rulon
Formula Rulon juga menggunakan analisis butir dalam menguji reliabilitas instrument. Formula ini, selain variabel varians total juga varians perbedaan skor belahan pertama dan belahan kedua digunakan untuk menghitung reliabilitas instrument yaitu sebagai berikut:
2
S = Varians perbedaan skor belahan
2
t
S = Varians skor total 1 = Bilangan konstan
3. Koefisien Alpha Cronbach
Berdasarkan ukuran reliabilitas, dimana instrumen menggunakan skor 0 dan 1 untuk setiap butir pertanyaan, koefisien Alpha Cronbachdigunakan untuk mengukur reliabilitas instrument yang pertanyaan-pertanyaannya menggunakan skor dalam rentangan tertentu misalnya antara 1 dan 5 atau antara 1 dan 10 dan sebagainya. Rumus yang digunakan dalam menghitung Alpha Cronbach adalah sebagai berikut:
Keterangan:
r11 = Koefisien reliabilitas
2
i
S = Varians skor tiap-tiap butir soal
2
t
S = Varians skor total
3.5 DFM (Design for Manufacturing)13
13
Corrado Poli, “Design for Manufacturing: A Structured Approach”, (Elsevier
Desain (sebagaimana proses desain) adalah rangkaian kegiatan dimana informasi yang diketahui ditambahkan pada objek yang dirancang, penyempurnaan (misalnya,dibuat lebih rinci), dimodifikasi, atau dibuat lebih jelas. Dengan kata lain, proses desain mengubah keadaan informasi yang ada tentang objek yang dirancang. Bila desain telah berhasil, jumlah informasi yang tersedia mengenai objek yang dirancang meningkat. Sebagai hasil desain, informasi menjadi lebih lengkap dan lebih rinci sampai akhirnya ada informasi yang cukup untuk melakukan proses manufaktur. Desain, oleh karena itu, adalah sebuah prosesyang mengubah informasi tentang bentuk atau benda yang dirancang,sedangkan manufaktur (yaitu, produksi) memodifikasi keadaan fisiknya.
Design for Manufacturing (DFM) adalah filosofi dan pola pikir di mana
input yang digunakan untuk proses manufaktur pada tahap awal desain untuk merancang bagian dan produk yang dapat diproduksi lebih mudah dan lebih ekonomis. Design for Manufacturing melibatkan setiap aspek dari proses desain di mana isu-isu yang terlibatdalam pembuatan objek yang dirancang dianggap eksplisit dengan maksud untuk mempengaruhi desain. Pertimbangan biaya perkakas atau waktudiperlukan, biaya pengolahan atau pengendalian, waktu perakitan atau biaya, perlindungan untuk manusiaselama manufaktur (misalnya, keselamatan pekerja atau kualitas kerja yang dibutuhkan),ketersediaan bahan atau peralatan, merupakan contoh dari aspek desain. Desain untuk manufaktur terjadi sepanjang proses desain.
14
1. Sketsa, gambar, spesifikasi dan alternatif-alternatifrancangan.
Perancangan untuk proses manufaktur merupakan salah satu dari pelaksanaan yang paling terintegrasi yang terlibat dalam pengembangan produk. DFM menggunakan informasi dari beberapa tipe, termasuk diantaranya :
2. Suatu pemahaman detail tentang proses produksi dan perakitan.
3. Perkiraan biaya manufaktur, volume produksi, dan waktu peluncuran produk. DFM membutuhkan peran serta yang sangat baik dari anggota tim pengembangan. Usaha-usaha DFM umumnya membutuhkan ahli-ahli insinyur manufaktur, akuntan biaya, dan personil produksi, di samping perancang-perancang produk. Perusahaan menggunakan pelatihan tim yang terstruktur untuk mendapatkan integrasi dan tukar pikiran yang dibutuhkan untuk DFM.
14
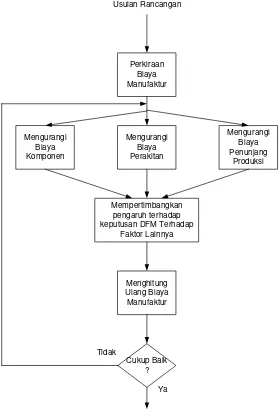
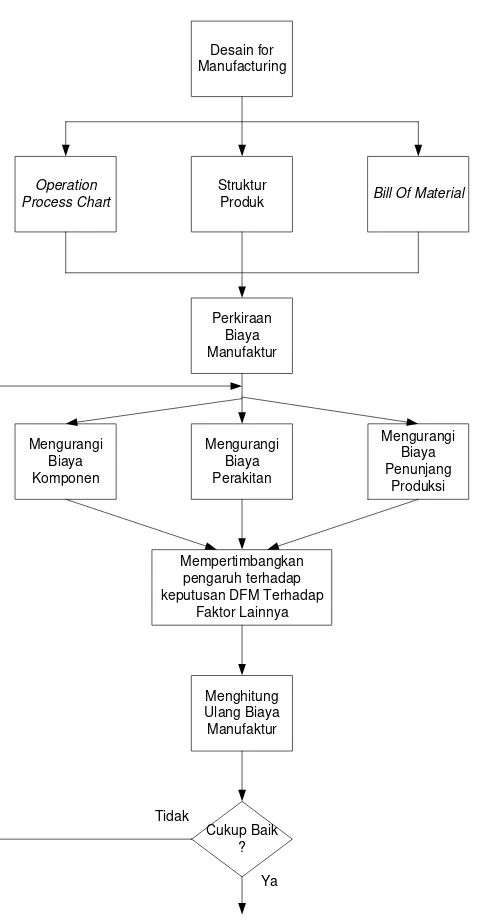
Spesifikasi produk difinalisasi, tim membuat pilihan (trade-off) di antara karakteristik kinerja yang diinginkan. Pengurangan berat akan meningkatkan biaya manufaktur. Metode DFM terdiri dari 5 langkah dan dapat dilakukan beberapa kali (iteratif) sampai tim mengganggap rancangan sudah cukup baik : 1. Memperkirakan biaya manufaktur.
2. Mengurangi biaya komponen. 3. Mengurangi biaya perakitan.
4. Mengurangi biaya pendukung produksi.
Perkiraan Biaya Manufaktur
Mengurangi Biaya Perakitan Mengurangi
Biaya Komponen
Mengurangi Biaya Penunjang
Produksi
Mempertimbangkan pengaruh terhadap keputusan DFM Terhadap
Faktor Lainnya
Menghitung Ulang Biaya Manufaktur
Cukup Baik ?
Ya Tidak
Usulan Rancangan
Gambar 3.2 Metode DFM
Sumber: Ulrich, K. & Eppinger, S. (2000)
1. Memperkirakan Biaya Manufaktur
beberapa periode (biasanya dalam kuartal atau tahun) dengan jumlah unit produksi yang dihasilkan selama periode tersebut. Biaya manufaktur dari suatu produk yang terdiri dari tiga kategori:
a. Biaya-biaya komponen : Komponen-komponen dari suatu produk mencakup komponen standard komponen berdasarkan pesanan yang dibuat berdasarkan rancangan pembuat dari material mentah, seperti lembaran baja, biji plastic atau batangan aluminium. Komponen pesanan dibuat di pabrik sendiri, sementara yang lain dihasilkan oleh pemasok berdasarkan spesifikasi rancangan pembuat.
b. Biaya-biaya perakitan : barang-barang diskrit biasanya dirakit dari komponen-komponen. Proses perakitan hampir selalu mencakup biaya upah tenaga kerja dan juga mencakup biaya peralatan dan perlengkapan. c. Biaya-biaya overhead : Overhead merupakan kategori yang digunakan
Biaya Manufaktur
Komponen-komponen
Standar Custom
Proses
Bahan Baku Alat Bantu
Perakitan
Perlengkapan dan Alat
bantu
Tenaga Kerja
Overhead
Penunjang Alokasi tidak lansung
Gambar 3.3. Elemen-elemen Biaya Manufaktur
Sumber: Ulrich, K. & Eppinger, S. (2000)
2. Mengurangi Biaya Komponen
Produk diskrit yang sangat bersifat teknik, biayakomponen ysang dibeli akan menjadi elemen biaya yang paling berarti. Bagian inimenginformasikan beberapa strategi untuk meminimasi biaya-biaya tersebut.
a. Memahami Batasan-batasan Proses dan Dasar-dasar Biaya
dan dengan dasar biaya tertentu.
b. Merancang Ulang Komponen Untuk Mengurangi
Langkah-langkahPemrosesan
Kecermatan rancangan yang diusulkan akan mengarahkan pada usulanrancangan ulang yang dapat menghasilkan penyederhanaan proses produksi. Pengurangan jumlah langkah dalam proses pabrikasi umumnya memberikan hasilpengurangan biaya. Komponen aluminium mungkin tidak harus dicat, khususnya jika tidak dapat dilihat langsung oleh pengguna. Pada beberapa kasus, beberapa tahapmungkin untuk dikurangi melalui substitusi tahapan proses alternatif.
c. Pemilihan Skala Ekonomi Yang Sesuai Untuk Pemrosesan Komponen Biaya manufaktur untuk suatu produk biasanya turun bila volume produksi meningkat. Gejala ini merupakam skala ekonomi. Skala ekonomi untuk suatukomponen yang dibuat terjadi karena dua alasan berikut:
1) biaya tetap dibagi di antara lebih banyak unit, dan
2) biaya variabel menjadi lebih rendah karena perusahaan dapat
mempertimbangkan penggunaan proses- proses dan peralatan yang lebih luasdan efisien. Contoh untuk komponen plastik, biaya cetaknya lebih murah bilaproduk yang dihasilkan semakin banyak.
d. Standardisasi Komponen-komponen dan Proses-proses
akan berkurang.
3. Mengurangi Biaya Perakitan
Perancangan untuk perakitan (Design For Assembly / DFA) kadang dinyatakan sebagai bagian DFM yang melibatkan minimasi biaya perakitan. Fokus perhatian pada biaya perakitan akan memberikan manfaat tidak langsung yang kuat.
4. Mempertimbangkan Pengaruh Keputusan DFM Pada Faktor Lainnya
Minimasi biaya manufaktur tidak hanya merupakan sasaran prosespengembangan produk. Keberhasilan produk secara ekonomis juga tergantung darikualitas produk, berkurangnya waktu pengenalan, dan biaya
pengembangan produksi. Keberhasilan ekonomis suatu
proyekdikompromikan dalam rangka memaksimumkan keberhasilan a. Pengaruh DFM Pada Waktu Pengembangan
Waktu pengembangan dapat menjadi sangat berharga. Karena alasan inilah,keputusan DFM harus dievaluasi untuk melihat pengaruhnya pada waktupengembangan, seperti pengaruhnya juga pada biaya manufaktur b. Pengaruh DFM Pada Biaya Pengembangan
Biaya pengembangan sangat simetris dengan waktu pengembangan. Perhatian yang sama mengenai keterkaitan antara kerumitan dan waktupengembangan digunakan untuk biaya pengembangan.
c. Pengaruh DFM Pada Kualitas Produk
tindakan untukmengurangi biaya manufaktur juga akan memperbaiki kualitas produk. Sebagaicontoh, produk baru manifold akan dapat mereduksi biaya, reduksi berat, danperbaikan kinerja mesin.
d. Pengaruh DFM Pada Faktor-faktor Eksternal
Keputusan perancangan mungkin memiliki implikasi melebihi tanggungjawab suatu tim pengembangan tunggal. Batasan ekonomis, implikasi inimungkin dipandang sebagai masalah eksternal. Dua masalah eksternal adalahkomponen yang digunakan kembali dan biaya daur hidup.
3.6 Teknik Pembuatan Peta15
Peta pada umumnya digunakan untuk menganalisis kegiatan yang telah ada, kegiatan yang bertahap, atau aktivitas kerja lainnya yang bertujuan untuk melakukan perbaikan. Asumsi mendasar adalah dengan mengevaluasi situasi kerja secara terperinci, dan membuat pengawasan kritis, perbaikan dapat ditemukan lebih menyeluruh dibandingkan hanya dengan menggunakan pemeriksaan secara maskroskopik (dengan mata biasa). Perbaikan yang mungkin mencakup pengurangan waktu siklus dan biaya, menghilangkan langkah yang tidak diperlukan, mengurangi tanda-tanda bahaya, dan memperbaiki kualitas produk. Peta dapat juga digunakan untuk menunjukkan usulan untuk cara baru dari penyelesaian operasi yang sama, atau untuk merancang operasi baru yang belum pernah diimplementasikan sebelumnya.
Teknik pembuatan peta yang telah dikembangkan selama beberapa tahun ini dengan keilmuan teknik industri. Kategori dari peta dan diagram tersebut antara lain:
1. Operation Charts (Peta Operasi) 2. Process Charts (Peta Proses) 3. Flow Diagrams (Diagram Alir) 4. Activity Charts (Peta Aktivitas)
Teknik menyajikan gambaran dan simbolik yang mengartikan situasi kerja untuk pemahaman yang lebih baik secara terperinci. Perbedaannya terletak pada tingkat rincian dan bagaimana situasi kerja digambarkan. Kategori terdapat variasi format dan simbol tergantung pada subjek dari analisis, sebagai contoh, tujuan dari analisis adalah untuk penelitian material atau untuk pekerja manusia.
3.6.1 Operation Chart (Peta Operasi)
Peta operasi adalah gambaran dan representasi simbolik dari operasi (kegiatan) yang dilakukan untuk menghasilkan sebuah produk. Ada dua tipe kegiatan dalam peta operasi, yaitu:
1. Kegiatan pemrosesan dan perakitan 2. Kegiatan inspeksi atau pemeriksaan
operasi hanya menggunakan dua simbol (operasi dan inspeksi). Simbol yang digunakan pada Peta Operasi dapat dilihat pada Tabel 3.1
Tabel 3.1. Simbol yang Digunakan dalam Peta Operasi Simbol Huruf Deskripsi
O
Kegiatan Pemrosesan (Operasi) atau Perakitan. Kegiatan pemrosesan terdiri dari perubahan bentuk,
atribut, atau permukaan material atau komponen kerja. Kegiatan perakitan merupakan
penggabungan dua part atau lebih untuk menyusun sebuah rakitan
I
Kegiatan pemeriksaan. Pemeriksa memeriksa bahan, komponen kerja, atau perakitan untuk kualitas dan kuantitas.
Sumber : Mikell P. Groover (2007)
Bagian atas dari tiap bagian dimulai dengan material atau part yang dibeli, dan langkah-langkah ditunjukkan dengan simbol dan penjelasan singkat. Waktu penyelesaian kegiatan (misalnya waktu standar) terkadang tercakup di dalamnya.Penyelesaian komponen dapat dilihat apabila telah dilakukan perakitan ke bagian kanan. Kolom paling kanan biasanya menunjukkan komponen/part basis atau utama dari perakitan. Komponen tersebut merupakan komponen tempat penggabungan komponen lainnya.
operasi. Pendekatan sistematis dapat dilakukan dengan menggunakan beberapa pertanyaan. Pertanyaan tersebut dapat dilihat dalam Tabel 3.2.
Tabel 3.2. Daftar Pertanyaan yang Digunakan untuk Menganalisis Peta Operasi
Pertanyaaan yang Berkaitan dengan Material atau Bahan
1. Apa alternatif material yang dapat dimulai lebih dahulu? (misalnya apakah plastik atau logam?)
2. Apakah perubahan rancangan memungkinkan part dibeli sesuai standar item yang tersedia?
3. Apakah bisa beberapa fungsi komponen dilkombinasikan menjadi satu komponen melalui perubahan rancangan?
4. Keputusan membuat atau membeli; Apakah part tersebut sebaiknya diproduksi di pabrik sendiri atau dibeli dari pemasok luar?
3.7. Pengukuran Waktu16
1. Menentukan waktu dan perencanaan kerja
Pengukuran waktu digunakan untuk mendapatkan waktu yang diperlukan oleh operator yang terlatih dan memenuhi kualifikasi untuk bekerja dalam keadaan normal menyelesaikan tugas tertentu. Pengukuran waktu digunakan untuk mengukur pekerjaan. Pengukuran waktu menghasilkan waktu ketika seorang operator cocok dengan pekerjaan dan terlatih dalam metode yang spesifik dalam bekerja apakah bekerja dalam keadaan normal atau standar. Waktu yang dihasilkan dinamakan waktu standar dari operasi.
Pengukuran waktu memiliki tujuan sebagai berikut:
2. Menentukan standar biaya dan penentuan biaya awal
3. Memperkirakan biaya dari produksi sebelum memproduksi produk tersebut.
16
4. Menentukan efektivitas mesin, jumlah mesin dari satu operator, dan keseimbangan dari lintasan produksi baik secara manual ataupun melalui conveyor
5. Menentukan waktu standar yang digunakan sebagai standar pembayaran antara karyawan langsung dan karyawan tidak langsung
6. Menentukan waktu standar yang digunakan sebagai dasar kontrol gaji karyawan.
17
Keputusan memiliki tingkat kepercayaan dan tingkat ketelitian yang digunakan untuk menentukan jumlah pengamatan yang diperlukan. Tingkat kepercayaan 95% dan tingkat ketelitian ±5% digunakan dalam pengukuran waktu. Pernyataan tersebut berarti kesempatan total 95 dari 100 dimana rata-rata dari sampel dari elemen tidak mengalami kesalahan lebih dari ±5% dari waktu sebenarnya.
3.7.1 Tahapan Penentuan Waktu Normal18
Tahapan dalam menentukan waktu normal, harus diperhitungkan rating performance. Pekerja/operator bekerja secara wajar rating factor (rf) = 1, artinya
waktu siklus rata-rata sudah normal. Operator bekerja yang terlampau lambat (bekerja dibawah normal), maka rating factor (rf) < 1, dan sebaliknya apabila operator bekerja terlalu cepat (bekerja diatas normal), maka rating factor (rf) > 1. Penentuan operator bekerja secara wajar atau tidak, maka selama melakukan pengamatan dan pengukuran waktu kerja, pengukur harus benar-benar memperhatikan kewajaran kerja yang ditunjukkan oleh operator. Kewajaran kerja seorang operator dapat dinilai oleh pengukur dengan suatu standar nilai yang dibuat berdasarkan konsep tentang bekerja wajar. Kemudahan pemilihan konsep wajar, seorang pengukur dapat mempelajari bagaimana seorang operator dianggap berpengalaman bekerja tanpa usaha-usaha yang berlebihan sepanjang hari kerja, menguasai cara kerja yang ditetapkan dan menunjukkan kesungguhan dalam menjalankan pekerjaannya. Konsep kewajaran ini dikemukakan oleh ILO (International Labour Organization).
18
BAB IV
METODOLOGI PENELITIAN
4.1 Tempat dan Waktu Penelitian
Penelitian ini dilakukan diPT Prima Indah Saniton yang bergerak di bidang manufaktur produk sanitasi. Perusahaan ini berlokasi di Jl. Kebun Lada, Gang Purwodadi, Binjai.
4.2 Jenis Penelitian
Penelitian tugas sarjana ini adalah penelitian terapan (applied research) karena penelitian ini bertujuan untuk memecahkan permasalahan nyata di perusahaan. Berdasarkan metodenya, penelitian ini berjenis penelitian analisis kerja dan aktivitas. Penelitian ini berupaya untuk menyelidiki secara terperinci aktivitas atau pekerjaan agar mendapat rekomendasi untuk perbaikan sehingga didapat efisiensi.
4.3 Objek Penelitian
4.4 Variabel Penelitian
Variabel-variabel yang terdapat dalam penelitian ini adalah:
1. Variabel Independen, merupakan variabel bebas yang mempengaruhi variabel dependen baik secara positif maupun secara negatif. Variabel independen dalam penelitian ini adalah
a. Klasifikasi material yaitu atribut yang berkenaan dengan bahan baku yang digunakan dan memiliki pengaruh terhadap produk wastafel .
b. Klasifikasiproses yaitu atribut yang berkenaan dengan proses pengerjaan produk yang memiliki pengaruh terhadap produk wastafel.
2. Variabel Dependenmerupakan variabel yang nilainya dipengaruhi oleh nilai variabel lainnya.Variabel dependen dalam penelitian ini adalah
a. Karakteristik produk yaitu keseluruhan atribut yang menggambarkan produk kloset.
b. Karakterisitik teknis yaitu karakteristik-karakteristik yang memenuhi persyaratan produk.
c. Perbaikan proses produksi
4.5 Kerangka Konseptual Penelitian
Kriteria klasifikasi material a. Jenis tanah/bahan baku b. Keplastisan tanah c. Komposisi d. Kepadatan
Kriteria klasifikasi proses a. Pengeringan
b. Pembakaran c. Lama pembakaran. d. Lama pengeringan
Karakteristik Produk
Karakteristik Teknis
Rancangan Perbaikan Proses
Gambar 4.1. Kerangka Konseptual Penelitian
4.6 Definisi Operasional
Variabel operasional yang digunakan dalam penelitian dapat dilihat pada Tabel 4.1.
Tabel 4.1. Definisi Variabel Operasional
No Variabel Defenisi Alat Ukur
1 Karakteristik produk
Karakteristik produk didefinisikan sebagai atribut-atribut dari produk yang berhubungan dengan produk
a. Observasi b. Kuesioner c. Wawancara d. Studi Literatur
2 Karakteristik Teknis
Karakteristik teknis produk
didefinisikan sebagai respon teknis yang harus dilakukan oleh
perusahaan berdasarkan atribut-atribut dari produk
a. Kuesioner b. Wawancara
3 Perbaikan proses produksi
Perbaikan proses produksi yaitu suatu usaha yang dilakukan untuk memperbaiki mutu produk dan memperbaiki kulitas proses
a. Operation Chart b. QFD
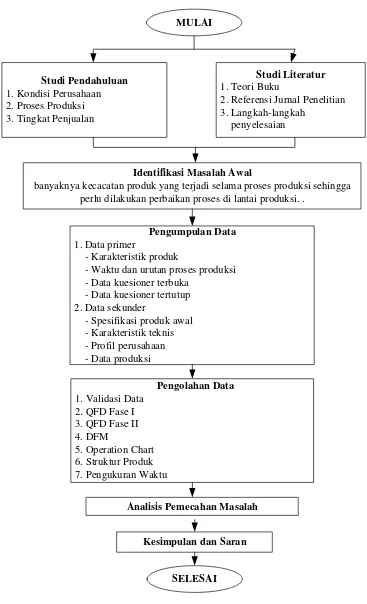
4.7 Rancangan Penelitian
Penelitian dilaksanakan dengan mengikuti langkah-langkah sebagai berikut:
1. Studi pendahuluan untuk mengetahui kondisi perusahaan seperti proses produksi, produk dihasilkan serta informasi pendukung yang diperlukan untuk membantu penelitian.
2. Pengumpulan terhadap data yang diperlukan.
Data yang dikumpulkan terbagi atas dua jenis yaitu:
a. Data primer berupa data yang diperoleh dengan melakukan pengamatan lansung ke perusahaan.
b. Data sekunder berupa data yang diperoleh melalui pihak perusahaan dan karyawan dengan teknik wawancara.
3. Pengolahan data primer dan sekunder yang telah dikumpulkan.
4. Analisis terhadap hasil pengolahan data.
5. Kesimpulan dan diberikan saran untuk penelitian
MULAI
Studi Pendahuluan 1. Kondisi Perusahaan 2. Proses Produksi 3. Tingkat Penjualan
Studi Literatur 1. Teori Buku
2. Referensi Jurnal Penelitian 3. Langkah-langkah
penyelesaian
Identifikasi Masalah Awal
banyaknya kecacatan produk yang terjadi selama proses produksi sehingga perlu dilakukan perbaikan proses di lantai produksi. .
Pengumpulan Data 1. Data primer
- Karakteristik produk
- Waktu dan urutan proses produksi - Data kuesioner terbuka
- Data kuesioner tertutup 2. Data sekunder
- Spesifikasi produk awal - Karakteristik teknis - Profil perusahaan - Data produksi
Pengolahan Data 1. Validasi Data
2. QFD Fase I 3. QFD Fase II 4. DFM
5. Operation Chart 6. Struktur Produk 7. Pengukuran Waktu
Analisis Pemecahan Masalah
Kesimpulan dan Saran
SELESAI
4.8 Pengumpulan Data 4.8.1 Sumber Data
Data yang dikumpulkan dapat diuraikan sebagai berikut : a. Data primer
Data primer dikumpulkan dengan cara pengamatan atau pengukuran langsung, yaitu:
1. Data kuesioner terbuka
2. Data kuesioner tertutup
3. Karakteristik teknis
4. Part Kritis
5. Pengukuran waktu
6. Operation Chart
7. Struktur Produk
b. Data sekunder
Data sekunder diperoleh dengan cara wawancara dengan bagian produksi dan data dokumentasi perusahaan, antara lain:
1. Urutan proses produksiuntuk produk wastafel.
3. Gambaran perusahaan meliputi struktur organisasi, pembagian kerja setiap karyawan, ruang lingkup bidang usaha, lokasi perusahaan, dan data lainnya.
4. Data produksi meliputi jumlah produk dan jumlah produk cacat.
5. Biaya Produksidalam proses manufaktur dengan alat bantu berupa Bill of Material.
4.8.2 Metode Pengumpulan Data
Pada penelitian ini, teknik pengumpulan data yang digunakan adalah sebagai berikut:
1. Observasi
Observasi merupakan kegiatan pengamatan secara langsung di lapangan mengenai proses pembuatan produk wastafel., pengukuran waktu, operation chart, struktur produk
2. Wawancara
Wawancara merupakan kegiatan tanya jawab dengan pihak manajemen dan operator perusahaan saat penelitian berlangsung. Wawancara berisi tentang hal-hal yang berhubungan dengan objek penelitian, karakteristik teknis dan part kritis.
Teknik untuk mendapatkan data primer yang dibutuhkan berkaitan dengan penelitian PT. dengan menyebarkan kuesioner terbuka,dan kuesioner tertutup 4. Dokumentasi
Dokumentasi bertujuan untuk mengumpulkan data sekunder yang terdapat diperusahaan dan berhubungan dengan objek penelitian.
5. Studi literatur
Studi literatur merupakan suatu kegiatan untuk mempelajari buku-buku yang berkaitan dengan Quality Function Deployment dan Design for Manfacturing.
4.8.3 Instrumen Penelitian
1. Kuesioner Kuesioner19
Atribut pertanyaan yang akan ditanyakan kepada responden dalam hal ini adalah pekerja bagian produksi berdasarkan literatur menurut Karl T Ulrich dalam buku Product Design. Dalam literatur disebutkan kriteria yang mempengaruhi merupakan suatu bentuk instrument pengumpulan data dalam format pertanyaan tertulis yang dilengkai dengan kolom dimana responden akan menuliskan jawaban atas pertanyaan yang diarahkan kepadanya.. Tujuan pokok pembuatan kuesioner adalah untuk memperoleh informasi yang relevan dengan tujuan penelitian. Syarat utama pengisian kuesioner adalah pertanyaan yang jelas dan mengarah ke tujuan.
19
produk seperti material dan segala hal yang berkaitan dengan proses produksi (proses). Berdasarkan kriteria pada literatur, maka menurut R. A. Razak (1981) dalam buku industri keramik atribut yang masuk dalam klasifikasi tersebut adalah Kriteria yang termasuk dalam klasifikasi material adalah:
a. Jenis tanah/bahan baku untuk kegiatan produksi.
b. Keelastisan tanah pada kegiatan produksi.
c. Komposisi yang digunakan untuk kegiatan produksi.
d. Kepadatan yang digunakan untuk kegiatan produksi.
Kriteria yang termasuk dalam klasifikasi proses adalah: a. Pengeringan yang dilakukan pada kegiatan produksi.
b. Pembakaran yang digunakan pada kegiatan produksi.
c. Lama pembakaran yang digunakan pada kegiatan produksi.
d. Lama pengeringan yang digunakan pada produk.
2. Stopwatch
Stopwatch digunakan dalam pengukuran waktu produksi
Populasi adalah keseluruhan dari objek yang akan diteliti. Dalam penelitian ini, objek yang menjadi populasi adalah karyawan PT Prima Indah Saniton yang berhubungan dengan kegiatan produksi yaitu sejumlah 65 orang. Sampel adalah bagian dari populasi yang akan diteliti. Untuk penyebaran kuesioner terbuka teknik sampling yang digunakan adalahdengan menggunakan non-probability sampling, yaitu dengan menggunakan judgemental sampling
yaknidipilih berdasarkan pemahaman responden terhadap produk yang diteliti. Jumlah sampel yang proporsional untuk kuesioner terbuka adalah sebanyak 30 respoden.
Untuk penyebaran kuesioner tertutup teknik sampling yang digunakan adalahdengan menggunakan non-probability sampling, yaitu dengan menggunakan judgemental sampling . Menurut tabel yang telah dibuat oleh Isaac dan Michael (Sukaria Sinulingga, 2011) jumlah sampel yang proporsional untuk kuesioner tertutup dengan jumlah populasi yang berjumlah 65 responden dengan tingkat ketelitian 95% adalah sebanyak 55 responden. Ukuran sampel untuk kuesioner karakteristik teknis yang dipilih adalah 1 responden. Responden yang dipilih berasal dari pabrik yaitu orang yang ahli terhadap proses produksi wastafel. (Lou Cohen, 1995)
4.9 Pengolahan Data
Data yang diperoleh dari kuesioner akan diuji validitas dan reliabilitas data. Validitas data ialah suatu ukuran yang mengacu kepada derajat kesesuaian antara data yang dikumpulkan dan data sebenarnya dalam sumber data
Dimana, r = koefisien korelasi antara X dan Y X = skor variabel independen X Y = skor variabel independen Y
Reliabilitas sebuah alat ukur berkenaan dengan derajat konsistensi dan stabilitas data yang dihasilkan dari proses pengumpulan data dengan menggunakan instrumen tersebut
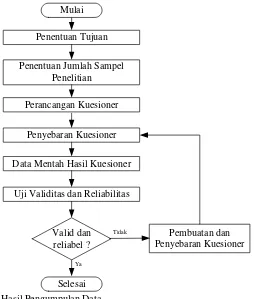
Penentuan Tujuan
Uji Validitas dan Reliabilitas Penentuan Jumlah Sampel
Penelitian
Valid dan reliabel ?
Pembuatan dan Penyebaran Kuesioner Mulai
Tidak
Perancangan Kuesioner
Penyebaran Kuesioner
Data Mentah Hasil Kuesioner
Selesai
Ya
Sumber: Hasil Pengumpulan Data
Gambar 4.3. Langkah-langkah Penyebaran Kuesioner
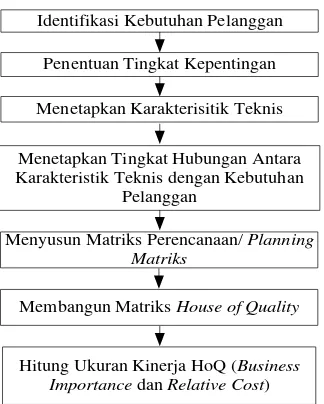
2. Membuat Matrix House of Quality
House of Quality digunakan untuk mendapatkan karakteristik pelayanan
Identifikasi Kebutuhan Pelanggan
Penentuan Tingkat Kepentingan
Menetapkan Karakterisitik Teknis
Menetapkan Tingkat Hubungan Antara Karakteristik Teknis dengan Kebutuhan
Pelanggan
Menyusun Matriks Perencanaan/ Planning Matriks
Membangun Matriks House of Quality
Hitung Ukuran Kinerja HoQ (Business Importance dan Relative Cost)
Sumber: Lou Cohen (1995)
Gambar 4.4. Diagram Alir QFD
Prosedur penggunaan matriks HoQ adalah :
a. Diidentifikasi keinginan responden (customer needs)
Keinginan responden (Customer needs) pada House of Quality berisi daftar struktur keinginan konsumen terhadap produk atau jasa yang direncanakan b. Diidentifikasi tingkat kepentingan(customer importance)
Tingkat kepentingan konsumen (costumer importance) adalah tempat untuk merekam seberapa penting setiap kebutuhan atau keuntungan terhadap konsumen. Penentuan tingkat kepentingan kepentingan menggunakan aturan 5 skala sebagai berikut :
4 = Penting untuk konsumen
5 = Sangat penting untuk konsumen
c. Menentukan karakteristik teknis produk (Tehnical Response)
Voice of Costumer (VOC) mempunyai komponen secara kualitatif dan
kuantitatif (komponen yang dimaksud adalh keinginan konsumen) yang kemudian diterjemahkan dari suara pelanggan menjadi voice of developer (keinginan perusahaan). Pergantian karakteristik kualitas ini akan dihubungkan dalam matriks dan data kuantitatif akan menjadi target serta benchmark perusahaan.
d. Menetapkan hubungan antar karakteristik teknis
Hubungan dalam bagian House of Quality biasa disebut hubungan antar karakteristik teknis. Hubungan antar karakteristik teknis menjadi atap pada house of quality. Hubungan ini menggambarkan hubungan antara karaktertistik kualitas. Simbol-simbol yang digunakan untuk menggambarkan tingkat hubungan masing-masing variabel sebagai berikut yakni sebagai berikut :
V : tingkat hubungan positif kuat : 4 √ : tingkat hubungan positif sedang : 3
x : tingkat hubungan negatif sedang : 2 o : tingkat hubungan negatif kuat : 1
Hubungan antar karakteristik teknis terhadap keinginan konsumen dapat digambarkan pada QFD. Ide yang brilian pada QFD adalah menggunakan matriks untuk mempelajari setiap hubungan.
f. Menentukan Kinerja Kepuasan Pesaing (Competetive Satisfaction Performance)
Tim pengembang harus dapat memahamai kompetisi. Kalimat memahami kompetisi terdengar sederhana, tetapi banyak tim pengembang tidak mempelajari pesaing lainnya dengan seksama. Penilaian kinerja kepuasan pesaing dapat dlihat dari tujuan dan rasio perbaikan, sales point, raw weight, dan normalized weight.
1. Tujuan dan rasio perbaikan
Tujuan pada perencanaan matriks mengidentifikasi pemikiran tim mengenai level konsumen yang diinginkan untuk membantu memenuhi semua keinginan konsumen. Rasio perbaikan adalah salah satu tujuan tingkat kepentingan konsumen dan kemudian menentukan strategi dari tujuan.
Rasio Perbaikan = Goal (tujuan)
2. Sales Point (titik penjualan)
Sales point berisi informasi karaktristik kemampuan untuk menjual produk
atau jasa berdasarkan bagaimana setiap keinginan konsumen. Nilai sales point adalah sebagai berikut :
1.2 = Titik jual Menengah 1.5 = Titik jual Tinggi 3. Raw Weight (Bobot data)
Raw weight berisi sekumpulan nilai dari data dan pembuatan keputusan
pada matriks perencanaan. Raw weight adalah model kepentingan secara keseluruhan terhadap tim pengembang dan kebutuhan pelanggan.
Raw Weight = (important to costumer) x (Improvemnt ratio) x (sales
point)
4. Normalized Weight (Bobot Normal)
Normalized raw weight berisi nilai raw weight yang diskalakan dari range
0 – 1 atau diekspresikan sebagai presentase Normalized Raw Weight = Raw Weight
g. Perhitungan Bobot Kepentingan (Importance Weight)
Bobot kepentingan menunjukkan total tingkat kepentingan responden terhadap suatu atribut proses perakitan yang dihitung dengan rumus:
Importance Weight = CIi x Rij
Keterangan: CI = Customer Importance
Rij = Hubungan antara CR dengan karakteristik teknis
h. Perhitungan bobot kepentingan relatif (relative weight)
Bobot kepentingan menunjukkan total tingkat kepentingan responden terhadap suatu atribut dihitung dengan rumus:
Relative Weight = Importance Weight atribut
i. Membangun matriks house of quality (HoQ)
Matriks HoQ sering disebut dengan istilah rumah kendali mutu. Ukuran kinerja dari HoQ diperoleh berdasarkan tiga aspek yaitu tingkat kesulitan, tingkat kepentingan dan perkiraan biaya. Perhitungan ketiga aspek tersebut dapat dilihat seperti di bawah ini:
a. Penentuan tingkat kesulitan
Tingkat kesulitan ditentukan dari hubungan karakteristik teknis. Perhitungan dibuat dengan mengartikan semua bobot nilai hubungan kemudian membagi bobot dari tiap-tiap karaktertistik teknik dengan jumlah bobot tadi. Tingkat kesulitan diberikan berdasarkan rentang persentase yang diperoleh. Tingkat kesulitan dihitung dengan rumusan :
Tingkat Kesulitan =
b. Penentuan derajat kepentingan
Nilai derajat kepentingan dihitung dengan menghitung terlebih dahulu total bobot untuk masing-masing hubungan antara atribut produk dengan karakteristik teknis. Derajat kepentingan dihitung dengan rumusan :
% 100 x Atribut dengan
Teknis tik
Karakteris Bobot
Total
Atribut dengan
Teknis tik
Karakteris Tiap
Bobot =
c. Perkiraan biaya
Bobot Tiap Karakteristik
Total Bobot Karakteristik X
Dasar dalam penentuan nilai perkiraan biaya adalah faktor tingkat kesulitan. Kedua variabel ini memiliki hubungan yakni : semakin sulit suatu karakteristik teknik dibuat, akan semakin tinggi pula biaya yang dibutuhkan. Perkiraan biaya dinyatakan dalam persentase dan dipengaruhi berbagai pertimbangan dari si perancang sendiri. Perkiraan biaya dihitung dengan rumusan :
Perkiraan biaya = 100%
Kesulitan Tingkat
Total
Atribut Kesulitan
Tingkat ×
Karakteristik teknis yang diperoleh dari QFD Fase I dijadikan sebagai input untuk melaksanakan pengolahan pada QFD Fase II. Karakteristik teknis prioritas ditentukan dengan menentukan rangking berdasarkan bobot yang terbesar dari tingkat kesulitan, derajat kepentingan dan perkiraan biaya. Diagram alir pembangunan QFD Fase II dapat dilihat pada Gambar 3.5.
Indetifikasi Part Kritis
Memilih Part Kritis yang Paling Prioritas
Memperbaiki part kritis untuk memperbaiki nilai produk
Sumber: Ronald G Day (1995) dan A.S. Khangura and S.K Ghandi (2012)
Gambar 4.5. Diagram Alir Pembangunan QFD Fase II
Mengidentifikasi part-part yang berpengaruh terhadap karakteristik teknis pada QFD fase I untuk mementukan nilai kinerja yang paling prioritas
b. Memilih part kritis yang paling prioritas
Part kritis yang memiliki nilai kinerja paling tinggi dipilih untuk dianalis. c. Memperbaiki Part kritis untuk memperbaiki nilai produk
Memperbaiki part kritis dengan mengganti atribut yang tidak sesuai dengan keinginan pelanggan sehingga nantinya nilai jual produk semakin meningkat
3. Perbaikan penyebab part kritis dengan perbaikan peta operasi
Perbaikan operation chart dalam proses produksiwastafelharus memperhatikan aspek pemrosesan dengan menggunakan analisis 5W dan 1H yaitu what, who, where, when, why dan how.
Pemilihan Part Kritis yang akan diperbaiki
Perbaikan dengan metode 5W + 1H
Perbaikan Proses dengan DFM
Gambar 4.6. Diagram Alir Perbaikan hasil QFD Fase II
Pertanyaan pertama ialah untuk mengetahui masalah apa yang terjadi pada proses produksi yang dilaksanakan, sehingga metode kerja pada saat proses produksi wastafel perlu dilaksanakan perbaikan.
2. Why
Dari hasil pertanyaan pertama (what) dapat diketahui terdapat beberapa masalah. Maka selanjutnya adalah pertanyaan mengenai alasan mengapa masalah tersebut harus diperbaiki dan dilakukan perbaikan pada proses produksi.
3. Who
Pertanyaan selanjutnya ialah mengenai siapa saja yang berkaitan dengan masalah tersebut dan perbaikan yang harus dilakukan.
4. Where
Perbaikan dapat dilaksanakan pada lantai produksi terdiri dari penggabungan kegiatan dan perubahan metode pekerjaan. Pertanyaan berikutnya ialah dimana masalah terjadi dan dimana harus dilakukan perbaikan.
5. How
Perbaikan dapat dilaksanakan dengan menyesuaikan proses yang ada. Pada Pertanyaan kelima ialah mengenai bagaimana perbaikan dilaksanakan dengan memperbaiki metode kerja proses produksi.
Perbaikan dapat dilaksanakan setelah terlebih dahulu mendapatkan data yang akurat dan telah menjawab 5 pertanyaan sebelumnya (what, why, who, wher edan how). Setelah data analisis lengkap, maka hasil analisis dijadikan
penentu kapan perbaikan dapat dilaksanakan. Pertanyaan terakhir adalah kapan perbaikan diterapkan.
Analisis terhadap proses dengan menggunakan 5W dan 1H untuk membuat perbaikan peta operasi dapat menjelaskan beberapa sumber atau penyebab masalah pada proses produksi. Sumber atau penyebab masalah tersebut kemudian diperbaiki dengan cara memperbaiki metode kerja dan membuat urutan pengerjaan yang standar pada proses produksi.
4. Pengolahan dengan Metode DFM
Pengolahan dengan Metode DFM. Input dari metode ini adalah :
a. Suatu pemahaman detail tentangproses produksi dan perakitan. Metode yang digunakan adalah pengukuran waktu. Alat yang digunakan berupa Operation Chart.
b. Perkiraan biaya manufaktur, volume produksi, dan waktu peluncuran produk. Alat yang digunakan adalah Bill of Material.
Perkiraan Biaya Manufaktur
Mengurangi Biaya Perakitan Mengurangi
Biaya Komponen
Mengurangi Biaya Penunjang
Produksi
Mempertimbangkan pengaruh terhadap keputusan DFM Terhadap
Faktor Lainnya
Menghitung Ulang Biaya Manufaktur
Cukup Baik ? Desain for Manufacturing
Struktur Produk
Operation
Process Chart Bill Of Material
Ya Tidak
Sumber: Karl T. Ulrich and Steven D. Eppinger (2000)
Gambar 4.7. Langkah-langkah DFM
4.10 Analisis Pemecahan Masalah
produksi dengan menggunakan metode Design for Manufacturingsehingga menghasilkan proses produksi yang lebih efisien.
4.11 Kesimpulan dan Saran
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data
5.1.1. Pembuatan dan Penyebaran Kuesioner
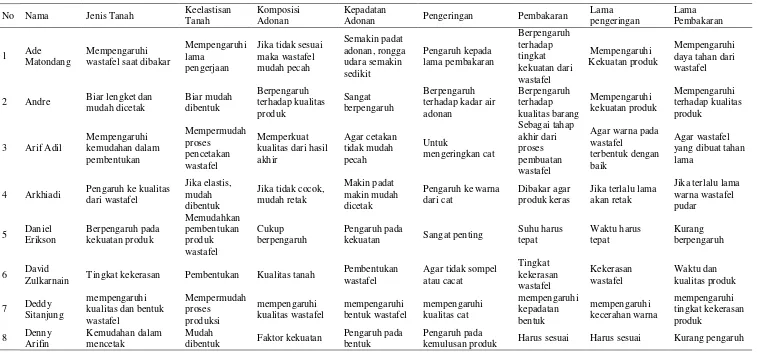
Kuesioner dibagikan dalam 2 tahapan, tahap pertama merupakan kuesioner terbuka. Kuesioner ini dibagikan kepada 30 responden dan berisi pertanyaan tentang penilaian pekerja terhadap proses produksi.
Hasil dari jawaban responden yang tertuang pada kuesioner pendahuluan ini didapatkan beberapa modus yang menjadi pendukung atribut pertanyaan pada kuesioner tahap kedua, yaitu kuesioner tertutup.
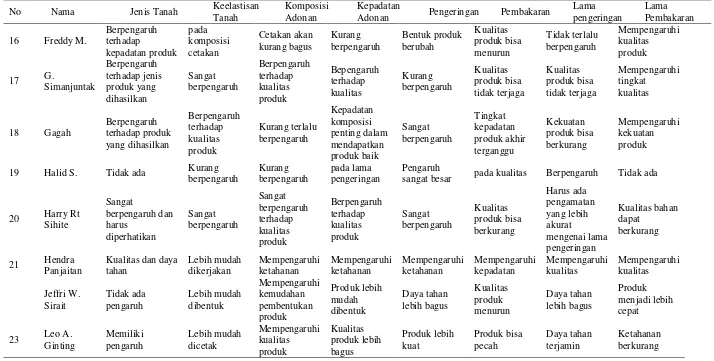
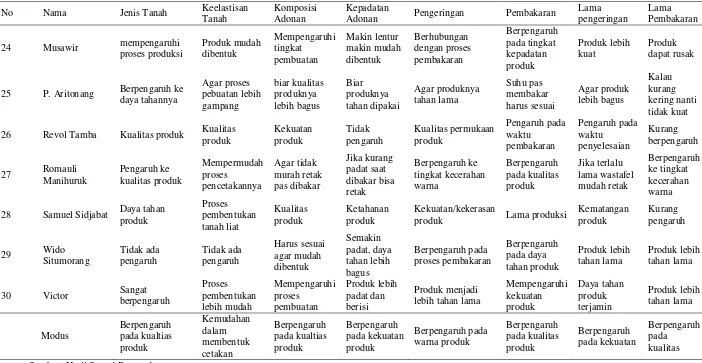
Adapun rekapitulasi kuesioner terbuka ditunjukkan pada Tabel 5.1
5.1.2. Rekapitulasi Kuesioner Terbuka
Tabel 5.1. Rekapitulasi Kuesioner Terbuka No Nama Jenis Tanah Keelastisan
Tanah
Komposisi Adonan
Kepadatan
Adonan Pengeringan Pembakaran
Lama wastafel saat dibakar
Mempengaruhi lama
pengerjaan
Jika tidak sesuai maka wastafel mudah pecah
Semakin padat adonan, rongga udara semakin sedikit
Pengaruh kepada lama pembakaran
Berpengaruh terhadap tingkat kekuatan dari wastafel
Mempengaruhi Kekuatan produk
Mempengaruhi daya tahan dari wastafel
2 Andre Biar lengket dan mudah dicetak
Biar mudah dibentuk
Berpengaruh terhadap kualitas produk
Sangat berpengaruh
Berpengaruh terhadap kadar air adonan
Berpengaruh terhadap kualitas barang
Mempengaruhi kekuatan produk
Mempengaruhi terhadap kualitas produk
3 Arif Adil
Mempengaruhi kemudahan dalam pembentukan kualitas dari hasil akhir
Agar cetakan tidak mudah pecah
Untuk
mengeringkan cat
Sebagai tahap akhir dari proses pembuatan wastafel
Agar warna pada wastafel
terbentuk dengan baik
Agar wastafel yang dibuat tahan lama
4 Arkhiadi Pengaruh ke kualitas dari wastafel
Jika elastis, mudah dibentuk
Jika tidak cocok, mudah retak
Makin padat makin mudah dicetak
Pengaruh ke warna dari cat
Dibakar agar produk keras
Jika terlalu lama akan retak
Jika terlalu lama warna wastafel pudar
5 Daniel Erikson
Berpengaruh pada kekuatan produk
Memudahkan
Pengaruh pada
kekuatan Sangat penting
Suhu harus tepat
Waktu harus tepat
Kurang berpengaruh
6 David
Zulkarnain Tingkat kekerasan Pembentukan Kualitas tanah
Pembentukan wastafel
Agar tidak sompel atau cacat
Tingkat kualitas produk 7 Deddy
Sitanjung
mempengaruhi kualitas dan bentuk wastafel
Mempermudah proses
produksi
mempengaruhi kualitas wastafel
mempengaruhi bentuk wastafel
mempengaruhi kualitas cat
mempengaruhi kepadatan bentuk
mempengaruhi kecerahan warna
mempengaruhi tingkat kekerasan produk
8 Denny Arifin
Kemudahan dalam mencetak
Mudah
dibentuk Faktor kekuatan
Pengaruh pada bentuk
Pengaruh pada
Tabel 5.1. Rekapitulasi Kuesioner Terbuka No Nama Jenis Tanah Keelastisan Tanah Komposisi
Adonan
Kepadatan
Adonan Pengeringan Pembakaran
Lama
Pengaruh ke kualitasnya
Jika tidak elastis pas dibakar suka retak
Jika komposisi salah, wastafel mudah pecah
Jika kurang padat, pas dibakar bisa pecah
Pengaruh ke warna catnya
Jika terlalu panas wastafel retak
Berpengaruh ke lama pengerjaannya
Pengaruh ke lama pengerjaannya
10 Erafson Lubis
Berpengaruh terhadap kekuatan wastafel
Mempermudah proses pencetakan
Agar wastafel yang dibuat kuat
makin padat makin kuat wastafel yang dibuat
Pengaruh pada cat
Dibakar untuk mempertahankan bentuk wastafel
Makin cerah warna terhadap tingkat kepadatan adonan
Berpengaruh terhadap tingkat presisi produk yang dihasilkan
Berpengaruh terhadap produk yang dihasilkan
Berpengaruh terhadap kualitas produk
Berpengaruh terhadap produk akhir terhadap daya tahan produk
12 Fahreza Simanjuntak
Berpengaruh terhadap kepadatan cetakan
Berpengaruh terhadap tingkat kualitas wastafel
Berpengaruh terhadap kualitas produk
Sangat berpengaruh
Berpengaruh terhadap kadar air adonan
Berpengaruh terhadap kualitas barang
Mempengaruhi kekuatan produk
Menpengaruhi terhadap kualitas produk
13 Fakhrur Rozi
Berpengaruh terhadap kualitas produk
Kurang berpengaruh
Berpengaruh terhadap wastafel yang dihasilkan
Kepadatan yang kuat sangat perlu diperhatikan kekuatan produk
14 Firman
Berpengaruh terhadap tingkat kepadatan cetakan
Berpengaruh terhadap kualitas produk
Kurang berpengaruh
Berpengaruh pada kualitas cetakan
Berpengaruh pada kualitas produk pada kualitas produk
15 Freddy D Nwt S
Berpengaruh pada kualitas produk
Berpengaruh terhadap kekuatan produk yang akan dihasilkan
Cetakan yang dihasilkan dapat tidak sesuai dengan yang diinginkan
Berpengaruh pada kualitas produk
Berpengaruh terhadap bentuk produk
Sangat berpengaruh
Sangat berpengaruh
Tabel 5.1. Rekapitulasi Kuesioner Terbuka No Nama Jenis Tanah Keelastisan
Tanah
Komposisi Adonan
Kepadatan
Adonan Pengeringan Pembakaran
Lama
kepadatan produk pada komposisi cetakan
Cetakan akan kurang bagus
Kurang berpengaruh
Bentuk produk berubah
Kualitas produk bisa menurun
Tidak terlalu berpengaruh terhadap jenis produk yang dihasilkan
Sangat berpengaruh
Berpengaruh terhadap produk bisa tidak terjaga
Kualitas produk bisa tidak terjaga
Mempengaruhi tingkat kualitas
18 Gagah
Berpengaruh terhadap produk yang dihasilkan
Berpengaruh terhadap kualitas produk
Kurang terlalu berpengaruh
Kepadatan komposisi penting dalam mendapatkan produk baik
Sangat berpengaruh
Tingkat kepadatan produk akhir terganggu
Kekuatan produk bisa berkurang
sangat besar pada kualitas Berpengaruh Tidak ada
20 Harry Rt Sihite
Sangat
berpengaruh dan harus produk bisa berkurang
Harus ada pengamatan yang lebih akurat
mengenai lama pengeringan
Kualitas bahan dapat
berkurang
21 Hendra Panjaitan
Kualitas dan daya tahan
Lebih mudah dikerjakan
Lebih mudah dibentuk
Mempengaruhi kemudahan pembentukan produk
Produk lebih mudah dibentuk
Daya tahan lebih bagus
Kualitas produk menurun
Daya tahan lebih bagus
Produk menjadi lebih cepat
23 Leo A. Ginting
Memiliki pengaruh
Lebih mudah dicetak
Mempengaruhi kualitas produk
Kualitas produk lebih bagus
Produk lebih kuat
Produk bisa pecah
Daya tahan terjamin
Tabel 5.1. Rekapitulasi Kuesioner Terbuka No Nama Jenis Tanah Keelastisan
Tanah
Komposisi Adonan
Kepadatan
Adonan Pengeringan Pembakaran
Lama pengeringan
Lama Pembakaran 24 Musawir mempengaruhi
proses produksi
Produk mudah dibentuk
Mempengaruhi tingkat pembuatan
Makin lentur makin mudah dibentuk
Berhubungan dengan proses pembakaran
Berpengaruh pada tingkat kepadatan produk
Produk lebih kuat
Produk dapat rusak
25 P. Aritonang Berpengaruh ke daya tahannya
Agar proses pebuatan lebih gampang
biar kualitas produknya lebih bagus
Biar produknya tahan dipakai
Agar produknya tahan lama
Suhu pas membakar harus sesuai
Agar produk lebih bagus
Kalau kurang kering nanti tidak kuat 26 Revol Tamba Kualitas produk Kualitas
produk
Kekuatan produk
Tidak pengaruh
Kualitas permukaan produk
Pengaruh pada waktu
pembakaran
Pengaruh pada waktu
Pengaruh ke kualitas produk
Mempermudah proses
pencetakannya
Agar tidak murah retak pas dibakar
Jika kurang padat saat dibakar bisa retak
Berpengaruh ke tingkat kecerahan warna
Berpengaruh pada kualitas produk
Jika terlalu lama wastafel mudah retak
Berpengaruh ke tingkat kecerahan warna 28 Samuel Sidjabat Daya tahan
produk
Proses pembentukan tanah liat
Kualitas produk
Ketahanan produk
Kekuatan/kekerasan
produk Lama produksi
Kematangan
Harus sesuai agar mudah dibentuk
Semakin padat, daya tahan lebih bagus
Berpengaruh pada proses pembakaran
Berpengaruh pada daya tahan produk
Produk lebih tahan lama
Produk lebih tahan lama
30 Victor Sangat berpengaruh
Proses pembentukan lebih mudah
Mempengaruhi proses
pembuatan
Produk lebih padat dan berisi
Produk menjadi lebih tahan lama
Mempengaruhi kekuatan produk
Daya tahan produk terjamin
Produk lebih tahan lama
Modus
Berpengaruh pada kualtias produk pada kualtias produk
Berpengaruh pada kekuatan produk
Berpengaruh pada warna produk
Berpengaruh pada kualitas produk
Berpengaruh pada kekuatan
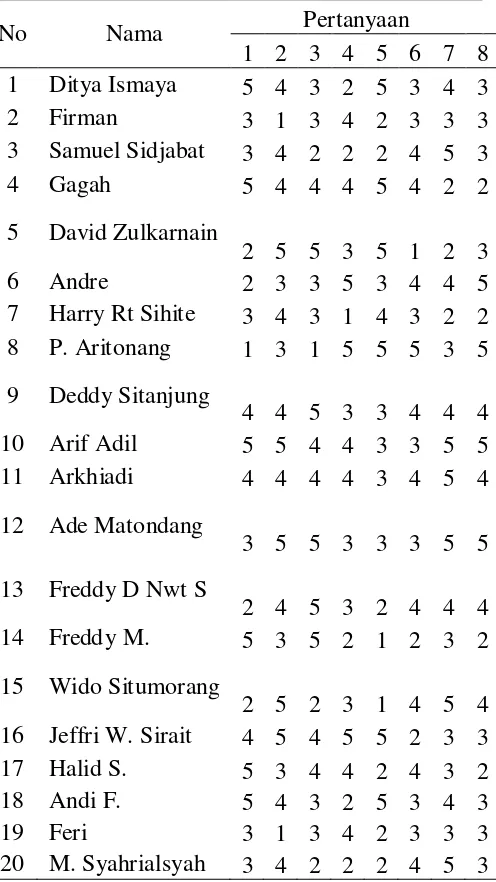
5.1.2. Rekapitulasi Kuesioner Tertutup
Hasil dari jawaban responden yang tertuang pada kuesioner terbuka didapatkan beberapa modus yang menjadi butir pertanyaan pada kuesioner tahap kedua, yaitu kuesioner tertutup. Responden pada kuesioner tertutup ini berjumlah 55 orang yang didapatkan berdasarkan metode judgemental sampling.
Adapun rekapitulasi kuesioner tertutup ditunjukan pada Tabel 5.2.
Tabel 5.2. Rekapitulasi Kuesioner Tertutup
No Nama Pertanyaan
1 2 3 4 5 6 7 8 1 Ditya Ismaya 5 4 3 2 5 3 4 3
2 Firman 3 1 3 4 2 3 3 3
3 Samuel Sidjabat 3 4 2 2 2 4 5 3
4 Gagah 5 4 4 4 5 4 2 2
5 David Zulkarnain
2 5 5 3 5 1 2 3
6 Andre 2 3 3 5 3 4 4 5
7 Harry Rt Sihite 3 4 3 1 4 3 2 2 8 P. Aritonang 1 3 1 5 5 5 3 5 9 Deddy Sitanjung
4 4 5 3 3 4 4 4 10 Arif Adil 5 5 4 4 3 3 5 5
11 Arkhiadi 4 4 4 4 3 4 5 4
12 Ade Matondang
3 5 5 3 3 3 5 5 13 Freddy D Nwt S
2 4 5 3 2 4 4 4 14 Freddy M. 5 3 5 2 1 2 3 2 15 Wido Situmorang
2 5 2 3 1 4 5 4 16 Jeffri W. Sirait 4 5 4 5 5 2 3 3
17 Halid S. 5 3 4 4 2 4 3 2
18 Andi F. 5 4 3 2 5 3 4 3
19 Feri 3 1 3 4 2 3 3 3
Tabel 5.2. Rekapitulasi Kuesioner Tertutup (Lanjutan)
No Nama Pertanyaan
1 2 3 4 5 6 7 8 21 Hendra Harotono 1 2 3 3 2 2 5 3 22 Ahmad I. Nasution 4 3 4 3 3 2 4 4
23 Atman J. 3 4 5 5 3 4 4 5
24 Alfian 4 5 5 4 3 1 5 4
25 Viktor Hutapea 4 2 5 5 4 4 5 3 26 Ricky Siregar 5 3 5 5 5 4 3 4
27 Firman 3 3 4 3 4 3 3 4
28 Erafson Lubis 1 3 2 3 3 1 4 1 29 Hendry Adhitya 5 5 5 4 4 3 4 5 30 Heru Hardianto 2 4 5 5 4 5 2 4 31 Dede Ginting 5 5 4 4 3 5 4 2 32 Josua Tarigan 4 3 5 3 3 3 5 5 33 Yogi Pratama 4 5 5 3 3 4 5 5 34 Simon P Simorangkir 4 5 5 5 5 3 5 5 35 Hendra Panjaitan 5 5 5 3 5 5 4 4 36 Daniel Erikson 4 3 3 5 5 5 4 3
37 Musawir 3 5 5 3 5 5 4 4
38 Leo A. Ginting 4 5 3 4 5 5 3 4 39 Fakhrur Rozi 4 3 1 4 3 5 5 3
40 Novransyah 3 5 4 3 2 3 4 4
41 Agus S. Siregar 1 1 1 2 3 5 3 2
42 Faizin 2 2 3 1 2 5 1 5
43 Erwin Lubis 2 5 4 5 5 4 3 4
44 Roy M S 5 4 4 3 5 4 5 5
45 Rofik B 3 4 4 5 3 3 4 3
46 Kurnia Lestari 1 5 3 2 2 4 4 2 47 Adanan Purba 5 3 4 3 2 4 5 5
48 Ahmad Arie 3 4 5 4 5 5 4 5
49 Denny Arifin 5 4 4 5 5 4 3 4 50 Adi Ginting 1 2 2 3 2 4 3 3 51 Fahreza Simanjuntak 4 4 5 4 4 5 4 4 52 Romauli Manihuruk 2 5 5 4 3 5 5 5 53 Revol Tamba 5 2 4 4 4 5 4 4 54 G. Simanjuntak 1 4 4 2 3 3 4 1 55 Azis Matondang 4 5 4 5 4 5 5 5
5.1.3 Proses Produksi Produk WastafelChampion
Proses produksi produk wastafelChampionpada PT. Prima Indah Saniton dapat dilihat pada Tabel 5.3
Tabel 5.3 Proses Produksi Produk WastafelChampion Stasiun
Kerja
No
Elemen Kerja Kegiatan
(I)
Pencampuran Bahan
1 Memasukkan tanah kalimantan, tanah
thailand, tanah kaulin, sodium feldspar, pasir kuarsa, batu kasar dan air ke dalam mesin Ballmill
2 Pengadukan bahan dengan mesin Ballmill (II)
Penyaringan dan
Pemasakan
3
Melakukan penyaringan campuran dengan mesin saring getar
4 Melakukan pemasakan campuran (III)
Pencetakan
5 Menggabungkan cetakan atas dengan cetakan bawah
6 Mengunci cetakan
7 Memasang corong pada cetakan
8 Menutup lubang bagian belakang cetakan 9 Menuangkan bahan ke cetakan
10 Pengerasan bahan yang telah dicetak 11 Pembukaan sumbat cetakan untuk
mengeluarkan bahan yang berlebih
12 Pendiaman Cetakan
13 Pembongkaran Cetakan
14 Pendiaman produk hasil cetakan (IV)
Pengerokan
15
Pemeriksaan hasil cetakan
16 Melakukan pengerokan hasil cetakan (V)
Pengamplasan
17
Pengamplasan permukaan cetakan 18 Membersihkan hasil cetakan dengan air
19 Penjemuran produk
(VI)
Pengecatan
20
Penempelan label produk
Tabel 5.3 Proses Produksi Produk Wastafel Champion (Lanjutan) Stasiun
Kerja
No
Elemen Kerja Kegiatan
(VII)
Pembakaran
22
Pembakaran dengan suhu 0-300ºC 23 Pembakaran dengan suhu 300-600ºC 24 Pembakaran dengan suhu 600-1000ºC 25 Pembakaran dengan suhu 1000-1100ºC 26 Pembakaran dengan suhu 1100-1180ºC 27 Pendinginan produk dalam mesin (VIII)
Finishing
28
Pengepakan kloset jongkok
Sumber: Hasil Pengumpulan Data
5.1.4 Pengukuran Waktu 5.1.4.1 Penentuan Rating Factor
Tabel 5.4. Perhitungan Nilai Rating Factor Operator Stasiun ke-3
Faktor Kelas Lambang Penyesuaian
Keterampilan
Kondisi Kerja
Ideal
Tabel 5.5. Perhitungan Nilai Rating FactorOperator 3
No. Rating Factor Lambang Nilai
1. Keterampilan (Skill) Good +0,03
2. Usaha (Effort) Good +0,05
3. Kondisi Kerja (Condition) Average +0,00
Tabel 5.6. Perhitungan Nilai Rating FactorOperator 4
No. Rating Factor Lambang Nilai
1. Keterampilan (Skill) Excellent +0,11
2. Usaha (Effort) Good +0,05
3. Kondisi Kerja (Condition) Average +0,00
4. Konsistensi (Consistency) Excellent +0,03
Jumlah +0,19
Tabel 5.7. Perhitungan Nilai Rating FactorOperator 5
No. Rating Factor Lambang Nilai
1. Keterampilan (Skill) Excellent +0,08
2. Usaha (Effort) Good +0,05
3. Kondisi Kerja (Condition) Average +0,00
4. Konsistensi (Consistency) Good +0,01
Jumlah +0,14
Tabel 5.8. Perhitungan Nilai Rating FactorOperator 6
No. Rating Factor Lambang Nilai
1. Keterampilan (Skill) Excellent +0,11
2. Usaha (Effort) Excellent +0,10
3. Kondisi Kerja (Condition) Average +0,00
4. Konsistensi (Consistency) Excellent +0,03
Jumlah +0,24
Tabel 5.9. Perhitungan Nilai Rating FactorOperator 8
No. Rating Factor Lambang Nilai
1. Keterampilan (Skill) Excellent +0,11
2. Usaha (Effort) Good +0,05
3. Kondisi Kerja (Condition) Average +0,00
4. Konsistensi (Consistency) Good +0,01
Jumlah +0,17
Sumber: Hasil Pengumpulan Data
5.1.4.2 Pengukuran Waktu Proses Tiap Stasiun Kerja