BAB I
PENDAHULUAN
1.1. Latar Belakang
Pasar yang kompetitif serta siklus hidup produk yang semakin pendek telah menjadi suatu ancaman bagi perusahaan saat ini. Agar perusahaan dapat bertahan, maka perlu adanya jaminan terhadap kualitas produk, pengurangan terhadap cost, serta penurunan ketidaksesuaian jadwal produksi agar produk dapat dihasilkan tepat waktu. Agar tujuan tersebut dapat tercapai, maka diperlukan pendekatan yang sistematis.
Tabel 1.1. Data Produk Cacat Per Proses Produk untuk Bulan Juli 2014 – Juni 2015
Bulan
Produk Cacat Per Proses Produksi Proses
Dan persentase produk cacat terhadap total produksi produk sanitary ware
untuk bulan Juli 2014 – Juni 2015 dapat dilihat pada Tabel 1.2.
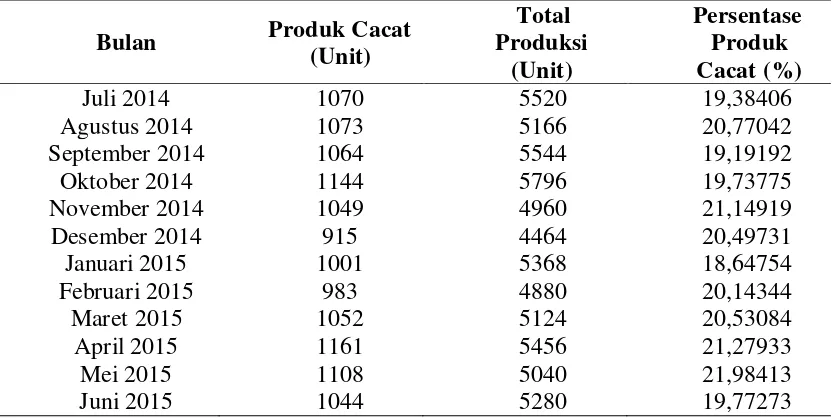
Tabel 1.2. Persentase Produk Cacat untuk Bulan Juli 2014 – Juni 2015
Bulan Produk Cacat (Unit)
September 2014 1064 5544 19,19192
Oktober 2014 1144 5796 19,73775
November 2014 1049 4960 21,14919
Desember 2014 915 4464 20,49731
Dari data yang diperoleh, dapat dilihat bahwa dalam proses produksi produk sanitary ware ini masih terjadi kecacatan yang cukup tinggi dimana secara keseluruhan produk cacat yang dihasilkan untuk setiap periode produksinya mencapai 20,26%. Angka yang relatif besar dimana jika permasalahan produk cacat ini dibiarkan terus-menerus maka perusahaan akan mengalami kerugian di dalam memasarkan produknya. Biaya yang dibutuhkan perusahaan untuk menjalankan produksinya semakin meningkat. Perusahaan menginginkan untuk dapat mengurangi tingkat kecacatan yang terjadi.
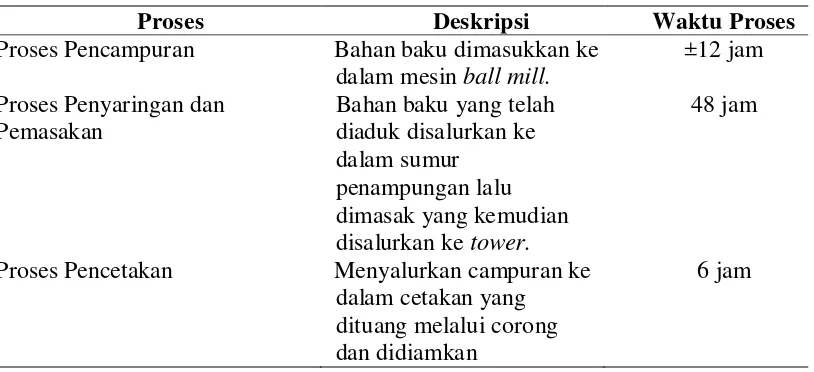
Munculnya potensi produk cacat yang tentunya berujung pada kerugian finansial, berpangkal dari banyaknya pekerjaan yang memakan waktu yang sangat lama. Masalah produksi yang dihadapi perusahaan adalah tidak terlaksananya proses produksi yang terstandarisasi oleh pekerja sehingga banyak pekerjaan yang dilakukan tanpa urutan yang tetap, tingkat prioritas yang kurang jelas, proses yang belum dibakukan dan konsep-konsep produksi yang belum efisien dan efektif. Proses produksi sendiri pada PT Prima Indah Saniton meliputi 8 proses utama dapat dilihat pada Tabel 1.3.
Tabel 1.3. Proses Produksi Sanitary ware
Proses Deskripsi Waktu Proses
Proses Pencampuran Bahan baku dimasukkan ke dalam mesin ball mill.
±12 jam Proses Penyaringan dan
Pemasakan
Bahan baku yang telah diaduk disalurkan ke dalam sumur
penampungan lalu dimasak yang kemudian disalurkan ke tower.
48 jam
Proses Pencetakan Menyalurkan campuran ke dalam cetakan yang dituang melalui corong
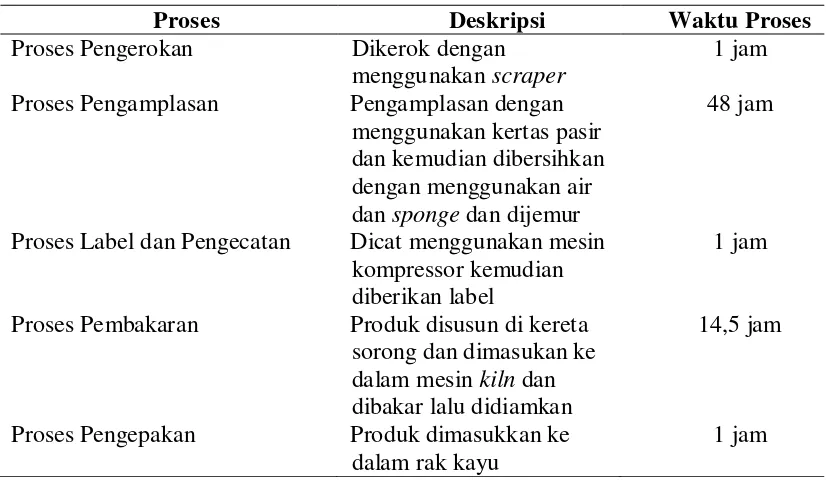
Tabel 1.3. Proses Produksi Sanitary ware (lanjutan)
Proses Deskripsi Waktu Proses
Proses Pengerokan Dikerok dengan menggunakan scraper
1 jam Proses Pengamplasan Pengamplasan dengan
menggunakan kertas pasir dan kemudian dibersihkan dengan menggunakan air dan sponge dan dijemur
48 jam
Proses Label dan Pengecatan Dicat menggunakan mesin kompressor kemudian diberikan label
1 jam
Proses Pembakaran Produk disusun di kereta sorong dan dimasukan ke dalam mesin kiln dan dibakar lalu didiamkan
14,5 jam
Proses Pengepakan Produk dimasukkan ke dalam rak kayu
1 jam Sumber data : PT. Prima Indah Saniton
Dari uraian diatas maka ditemukan permasalahan yang berkaitan lama proses produksi. Untuk menyelesaikan permasalahan waktu produksi tersebut, pendekatan yang dapat digunakan untuk memperbaiki proses produksi wastafel tersebut dengan metode Quality Function Deployment (QFD) dan Design for Manufacture (DFM). Pada tahap awal, metode yang akan digunakan adalah
manufaktur pada produk dan komponennya.1
1. Mengidentifikasi variabel yang mempengaruhi proses produksi dan produk Pendekatan menggunakan DFM dapat memberikan perbaikan rancangan produk ataupun konsep produksi dengan meminimumkan waktu, tenaga, dan biaya.
1.2. Perumusan Masalah
Berdasarkan latar belakang, masalah yang terjadi pada perusahaan adalah proses produksi yang memakan waktu yang lama yang mengakibatkan banyaknya kecacatan produk yang terjadi selama proses produksi, sehingga perlu dilakukan perbaikan proses di lantai produksi.
1.3. Tujuan Penelitian
Tujuan umum yang akan dicapai dalam penelitian ini adalah untuk merancang usulan perbaikan proses produksi yang dapat meminimumkan biaya, waktu dan tenaga pada proses perancangan produk dengan menggunakan metode QFD dan DFM.
Tujuan khusus yang akan dicapai dalam penelitian tugas akhir ini adalah:
2. Mengidentifikasi criticalpart proses dengan menggunakan QFD
3. Mengidentifikasi penyebab masalah pada critical part dengan menggunakan peta operasi
4. Menemukan usulan untuk perbaikan proses dengan pendekatan DFM
1
1.4. Manfaat Penelitian
Manfaat yang hendak dicapai dalam penelitian tugas akhir ini adalah: 1. Manfaat bagi Mahasiswa
Mahasiswa dapat mengaplikasikan teori yang diperoleh selama kuliah di lapangan kerja dan menambah pengalaman terhadap dunia kerja serta menambah ketrampilan dalam menganalisis dan memecahkan permasalahan nyata yang ada dilapangan.
2. Manfaat bagi Perusahaan
Perusahaan dapat memperoleh masukkan untuk perbaikan dan pengembangan perusahaan dalam berbagai aspek, terutama dibidang pengurutan kerja.
1. Manfaat bagi Departemen Teknik Industri USU
Departemen dapat membangun hubungan kerjasama antara perusahaan dengan Departemen Teknik Industri USU, serta mempererat hubungan hubungan yang telah ada.
1.5. Batasan dan Asumsi
Batasan yang digunakan dalam penelitian ini adalah:
1. Produk yang dijadikan fokus adalah wastafel yang diproduksi oleh PT Prima Indah Saniton.
2. Perbaikan proses hanya dilakukan untuk produk wastafel yang diproduksi oleh PT Prima Indah Saniton
Asumsi-asumsi yang digunakan dalam penelitian ini adalah:
1. Fasilitas yang digunakan untuk proses produksi bekerja secara baik tanpa adanya gangguan.
2. Hubungan antar karakteristik yang diamati memiliki hubungan korelasi yang positif.
3. Operator dianggap telah menguasai pekerjaannya dalam proses produksi produk.
1.6. Sistematika Penulisan Tugas Akhir
Sistematika yang digunakan dalam penulisan tugas sarjana ini sebagai berikut :
Bab I Pendahuluan, menguraikan latar belakang permasalahan yang mendasari penelitian dilakukan, rumusan permasalahan, tujuan penelitian, manfaat penelitian, batasan dan asumsi yang digunakan dalam penelitian, dan sistematika penulisan tugas sarjana.
Bab II Gambaran umum perusahaan, menguraikan tentang sejarah perusahaan, ruang lingkup bidang usaha, stuktur organisasi perusahaan, sistem pengupahan dan fasilitas yang digunakan, proses produksi produk wastafel, serta mesin dan peralatan yang digunakan dalam proses produksi.
Bab IV Metodologi Penelitian, menguraikan tahap-tahap yang dilakukan dalam penelitian yaitu persiapan penelitian meliputi penentuan lokasi penelitian, jenis penelitian, objek penelitian, kerangka konseptual, defenisi operasional, identifikasi variabel penelitian, instrumen pengumpulan, populasi, teknik
sampling, sumber data, metode pengolahan data, blok diagram prosedur penelitian, pengolahan data, analisis pemecahan masalah sampai kesimpulan dan saran.
Bab V, yaitu Pengumpulan dan Pengolahan Data, memuat data-data yang dikumpulkan peneliti yang berhubungan dengan pemecahan permasalahan penelitian, baik data primer maupun data sekunder, serta bagaimana data-data tersebut diolah untuk memperoleh hasil yang menjadi dasar pemecahan permasalahan tersebut.
Bab VI Analisis Pemecahan Masalah, yang memaparkan analisis terhadap hasil dari pengolahan data dan hasil pemecahan permasalahan penelitian.