DISERTASI
KOMBINASI METODE LAYER OF PROTECTION
ANALYSIS DAN FAULT TREE ANALYSIS
BERBASIS MODEL DINAMIKA PROSES PLANT :
STUDI KASUS PADA PROSES STEAM DRUM BOILER
Diajukan oleh :
Ronny Dwi Noriyati NRP. 07111460010021
Dosen Pembimbing :
Prof. Dr. Ir. Adi Soeprijanto, MT Dr. Ir. Ali Musyafa’, MSc
.
PROGRAM DOKTOR
DEPARTEMEN TEKNIK ELEKTRO FAKULTAS TEKNOLOGI ELEKTRO
INSTITUT TEKNOLOGI SEPULUH NOPEMBER SURABAYA
(Halaman ini sengaja dikosongkan)
(Halaman ini sengaja dikosongkan)
KOMBINASI METODE LAYER OF PROTECTION ANALYSIS DAN FAULT TREE ANALYSIS
BERBASIS MODEL DINAMIKA PROSES PLANT : STUDI KASUS PADA STEAM DRUM BOILER
Nama Mahasiswa : Ronny Dwi Noriyati
NRP : 07111460010021
Pembimbing : Prof. Dr. Ir. Adi Soeprijanto, MT Co-Pembimbing : Dr. Ir. Ali Musyafa, MSc
ABSTRAK
Banyak kejadian fatal di dunia industri disebabkan karena “Boiler explosion”. Potensi kejadian seperti ini masih sering terjadi hingga saat ini. Dampak dari kejadian tersebut akan sangat merugikan bagi industri itu sendiri, termasuk manusia, aset, dan lingkungan sekitarnya. Apabila kejadian itu terjadi maka diperlukan waktu cukup lama untuk bisa beroperasi kembali dan diperlukan biaya yang sangat besar.
Dalam disertasi ini diusulkan metode baru yang merupakan kombinasi dari dua metode, yaitu Layer of Protection Analysis (LOPA) dan Fault Tree Analysis (FTA) untuk menganalisis tingkat keandalan pada pengendalian proses Steam Drum Boiler, agar kriteria keandalan pada produksi saturated steam tetap bisa terjaga kualitasnya dengan berbasis pada model dinamika proses.
Dengan studi kasus pada Steam Drum Boiler, dimana steam yang dihasilkan dengan laju aliran 95,2 m3/h, pressure 36,5 kg/cm2, dan temperature 405oC, Steam yang dihasilkan adalah High Pressure Steam dan Low Pressure Steam. Untuk High
Pressure Steam dengan tekanan 35 kg/cm2 dan temperatur 400oC digunakan sebagai
penggerak turbin TP-6101 (8,5MW-5KV) dan TP-6102 (11,5 MV-5KV).
Sedangkan Low Pressure Steam, dengan pressure 10 kg/cm2 temperature
270oC , steam ini untuk keperluan Sulfuric Acid Plant digunakan pada steam heater untuk pencairan belerang dan steam jacket. Phosphoric Acid Plant Steam digunakan untuk steam heater, steam ejector dan evaporator. Kemudian steam juga digunakan pada Cement Retarder Plant untuk membantu proses filter purified gypsum dan
granulator Cement Retarder, Alluminium Fluoride Plant steam digunakan untuk
crystallizer dan washing cloth centrifuge SiO2, dan unit Ammonium Sulfide Plant Steam
digunakan untuk steam heater, steam ejector, dan evaporator di Pabrik III PT Petrokimia Gresik. Sehingga, keberadaan Steam Drum Boiler B-6203 sangat vital dan memerlukan sistem proteksi yang sangat dapat diandalkan, atau highly reliable.
Dengan demikian, untuk menganalisis kegagalan kualitas saturated steam yang diproduksi oleh Steam Drum Boiler tidak cukup hanya dilakukan melalui analisis layer
protection pada input, proses dan output Steam Drum Boiler. Namun, harus dilakukan
juga melalui analisis pada proses dinamika Steam Drum Boiler, dengan kombinasi metode LOPA dan FTA.
Pada pembahasan ini LOPA digunakan untuk menganalisis pada protection
layer input Steam Drum Boiler, protection layer pada proses Steam Drum Boiler, dan potection layer pada output Steam Drum Boiler. Dengan menggunakan HAZOP dan
P&ID akan didapatkan protection layer yang harus ditingkatkan.
Selanjutnya dilakukan Root Cause Analysis melalui analisis terhadap variabel proses Steam Drum Boiler dengan menggunakan metode FTA. Metode FTA yang digunakan pada disertasi ini adalah berbasis model dinamika proses menggunakan persamaan kesetimbangan massa dan kesetimbangan energi pada root causenya. Faktor yang paling berpengaruh terhadap kesetimbangan massa dan kesetimbangan energi ditinjau dari root cause nya adalah laju aliran masuk Steam Drum Boiler (Mass
Boiler Feed Water flow rate kg/s) dan laju aliran keluar Steam Drum Boiler (Mass Steam flow rate), pressure dan temperature Steam Drum Boiler. Faktor yang
berpengaruh terhadap kesetimbangan massa dan energy tersebut dibuat pemodelan dinamik proses Steam Drum Boiler yang hasil simulasinya dapat merepresentasikan berbagai macam respon dinamik.
Dengan kombinasi metode Layer of Protection Analysis (LOPA) dan metode
Fault Tree Analysis (FTA) diperoleh hasil bahwa variabel proses yang berpotensi
terjadi kegagalan fatality pada Steam Drum Boiler adalah pressure PI 6220. Diperlukan peningkatan sistem proteksi dari layer 2 ke tingkat yang lebih tinggi dengan voting
system. emergency shutdown, dan meningkatkan dari fungsi indikasi menjadi fungsi
kontrol dengan PIC- 6220 (Pressure Indicator Control) 35 - 45 bar pada proses Steam
Drum Boiler. Dan pada saat terjadi perubahan (gangguan) secara bersamaan proses
operasi Steam Drum Boiler tetap berjalan pada kondisi normal operasi tanpa harus melakukan Emergency Shut Down . Dengan ketentuan dari hasil simulasi pada kondisi kritis Steam Drum Boiler diperoleh batasan untuk tekanan pada Steam Drum Boiler 35 - 45 bar, level pada Steam Drum Boiler 0,501 - 0,576 m, Mass Boiler feed water
flowrate 14 - 18 kg/s dan mass steam flowrate 10 - 14 kg/s. Sehingga pada kondisi ini
5 Unit produksi yaitu Sulfuric Acid Plant, Phosphoric Acid Plant, Ammonium Sulfide
Plant, Cement Retarder Plant dan Alluminium Fluoride Plant dapat dipertahankan
tetap beroperasi dengan baik dan tidak perlu harus melakukan Emergency Shut Down untuk mematikan seluruh Unit Produksi yang ada. Dengan demikian, untuk menjaga
performance perusahaan pada kondisi yang diharapkan masih bisa dicapai.
Kata kunci : LOPA, FTA, HAZOP, Steam Drum Boiler, Dinamika Proses, Protection
Layer, Root Cause
COMBINATION OF LAYER OF PROTECTION ANALYSIS (LOPA) AND FAULT TREE ANALYSIS METHOD WITH THE
BASIS OF DYNAMIC PROCESS PLANT MODEL : CASE STUDY ON STEAM DRUM BOILER
Name : Ronny Dwi Noriyati
Student ID : 07111460010021
Supervisor : Prof. Dr. Ir. Adi Soeprijanto, MT Co-Supervisor : Dr. Ir. Ali Musyafa, MSc
ABSTRACT
Most of the fatal accident in industry are caused by boiler explosion. This kind of potential accident. The impact of the accident can give disadvantageous impact for the industry, which includes the human and environment surrounding. If the accident happens, the recovery time needed to make it able to be operated is quite long and also costly.
This dissertation proposes combination between two methods, which are Layer of Protection Analysis (LOPA) and Fault Tree Analysis (FTA) to analyse level of reliability in process control of Steam Drum Boiler, so that the quality of reliability criteria in saturated steam production can be maintained with the basis of dynamic process model.
The case study is taken on steam drum boiler, in which the steam is produced with the flow rate of 95.2 m3/h, pressure of 36.5 kg/cm2, and temperature of 405oC. While the high pressure steam with the pressure of 35 kg/cm2 and temperature of 400oC, is used as turbine driver of TP-6101 (8,5MW-5KV) and TP-6102 (11,5 MV- 5KV).
While for low pressure steam, with the pressure of 10 kg/cm2 and temperature of 270oC, is used in steam heater of Sulfuric Acid Plant for sulfur and steam jacket melting. Phosphoric Acid Plant Steam is used for steam heater, steam ejector, and evaporator. Steam is also used in Cement Retarder Plant for helping the process of filter purified gypsum and granulator cement retarder. Aluminium Fluoride Plant steam is used for crystallizer and washing cloth centrifuge SiO2. Ammonium Sulfide Plant Steam unit is used for steam heater, steam ejector, and evaporator in Plant III of PT. Petrokimia Gresik. Therefore, the existence of Steam Drum Boiler B-6203 is very vital and needs reliable or highly reliable protection system.
Therefore, analyzing the failure in the quality of saturated steam produced by Steam Drum Boiler cannot only be done by analyzing the function of protection layer
in input, process, and output of Steam Drum Boiler. Meanwhile, the analysis also has to be done in dynamic process of Steam Drum Boiler with the combination of LOPA and FTA method.
In this study, LOPA method is used for analyzing the protection analysis in input, process, and output of Steam Drum Boiler. By using HAZOP and P&ID, later it will obtain the protection layer that has to be improved
After that, Root Cause Analysis is done by analyzing process variable of Steam Drum Boiler by using FTA method. FTA method used in this study is based on dynamic process model using equation of mass and energy balance in the root cause. The most impactful factor to the mass and energy balance according to the root cause is inflow rate of Steam Drum Boiler (Mass Boiler Feed Water flow rate kg/s) and outflow rate of Steam Drum Boiler (Mass Steam flow rate), pressure, and temperature of Steam Drum Boiler. These impactful factors are made in dynamic process model of Steam Drum Boiler, in which the result can represent various dynamic responses.
By combining method of Layer of Protection Analysis (LOPA) and Fault Tree Analysis (FTA), it obtained result that process variable that is potentially has fatality of failure in Steam Drum Boiler is pressure PI 6220. An increase in protection system from layer 2 to higher level by voting system and emergency shutdown is needed, which can increase from indication function becomes control function with PIC-6220 (Pressure Indicator Control) 35 – 45 bar in Steam Drum Boiler process. When a change (disturbance) occurred at the same time, operation process of Steam Drum Boiler keeps working in normal operation condition without need to do Emergency Shut Down. With the condition obtained from simulation result in critical condition of Steam Drum Boiler, it obtained boundaries in pressure of 35 – 45 bar, level of 0.501 – 0.576 m, Mass Boiler feed water flow rate of 14 – 18 kg/s, and mass steam flow rate of 10 – 14 kg/s. Thus, in this condition, 5 production units which are Sulfuric Acid Plant, Phosphoric Acid Plant, Ammonium Sulfide Plant, Cement Retarder Plant, and Aluminium Fluoride Plant can be maintained to keep operating in a good condition and does not need Emergency Shut Down to turn off all the production units. Therefore, it can maintain the quality of company performance to be in the desired condition.
Keyword : LOPA, FTA, HAZOP, Steam Drum Boiler, Dynamic Process, Protection
Layer, Root Cause
KATA PENGANTAR
Puji syukur ke hadirat Allah SWT yang telah memberikan rahmat dan hidayah Nya sehingga penulis dapat menyelesaikan buku disertasi ini yang merupakan hasil penelitian yang telah penulis selesaikan selama menempuh studi program Doktor di Departemen Teknik Elektro, Fakultas Teknologi Elektro, Institut Teknologi Sepuluh Nopember, Surabaya.
Selama penyelesaian penulisan laporan disertasi ini penulis dibantu oleh berbagai pihak, maka pada kesempatan ini penulis ingin menyampaikan ucapan terimakasih yang tulus kepada :
1. Bapak Prof. Dr. Ir. Adi Soeprijanto, MT, bapak Dr. Ir. Ali Musyafa’, MSc, selaku Promotor dan co-Promotor, yang telah banyak sekali meluangkan waktunya dalam memberikan bimbingan, dorongan, perhatian, kesabaran, ide, arahan, koreksi dan motivasi dalam menyelesaikan Jurnal dan Disertasi.
2. Bapak Prof. Ir. Ontoseno Penangsang, MSc, Ph.D , bapak Dr. Ir. Margo Pujiantara, MT , dan Bapak Dr. Ir. Bambang Murtjahjanto, MSc, P.E sebagai tim penguji yang memberikan evaluasi, masukan dan saran untuk kesempurnaan penulisan buku Disertasi ini.
3. Manajemen Program Pasca Sarjana Teknik Elektro FTE – ITS, Dr. Ir. Wirawan, DEA. dan Dr. Rony Seto Wibowo, ST.,MT. beserta staf administrasi yang telah memberikan dukungan fasilitas dan administrasi.
4. Manajemen Institut Teknologi Sepuluh Nopember Surabaya, Fakultas Teknologi Industri dan Departemen Teknik Fisika yang telah memberikan kesempatan ijin belajar untuk menempuh studi program Doktor di Pascasarjana Fakultas Teknologi Elektro, Institut Teknologi Sepuluh Nopember Surabaya.
5. Bapak Dr. Ir. Totok Soehartanto, DEA , bapak Totok Ruki Bianto, ST MT, Ph.D, bapak Dr. Suyanto, ST, MT, bapak Andi Rahmadiansyah, ST, MT dan ibu Dr. Katherin Indriawati, ST, MT yang telah banyak
membantu dan memberikan saran serta masukan dalam penulisan disertasi ini.
6. Yang tercinta Ibu & bapak (alm) yang selalu berdoa demi keberhasilan & kesuksesan penulis dan yang tercinta suami & anakku atas segala pengertian, kesabaran, pengorbanan, kasih sayang, dorongan dan doa yang selalu diberikan kepada penulis.
7. Semua pihak yang telah mendukung dan membantu penulis selama menempuh studi S3 di Teknik Elektro Fakultas Teknologi Elektro ITS.
Surabaya, April 2018 Penulis,
Ronny Dwi Noriyati
DAFTAR ISI
Halaman
HALAMAN JUDUL i
PERNYATAAN KEASLIAN DISERTASI iii
LEMBAR PENGESAHAN DISERTASI v
ABSTRAK vii
ABSTRACT ix
KATA PENGANTAR xi
DAFTAR ISI xiii
DAFTAR GAMBAR xvii
DAFTAR TABEL xix
DAFTAR SINGKATAN xxi
DAFTAR NOTASI xxiii
BAB 1 PENDAHULUAN 1
1.1 Latar Belakang 1
1.2 Peta Jalan Penelitian 4
1.3 Perumusan Masalah dan Batasan Masalah 6
1.4 Tujuan dan Manfaat 7
1.5 Hipotesa 7
1.6 Kontribusi Penelitian 7
1.7 Originalitas Penelitian 8
BAB 2 KAJIAN PUSTAKA DAN DASAR TEORI 11
2.1 Metode Layer of Protection Analysis (LOPA) 11
2.2 Metode Fault Tree Analysis (FTA) 22
2.3 Reliability 26
2.4 Laju Kegagalan 26
2.5 Mean Time To Failure (MTTF) 27
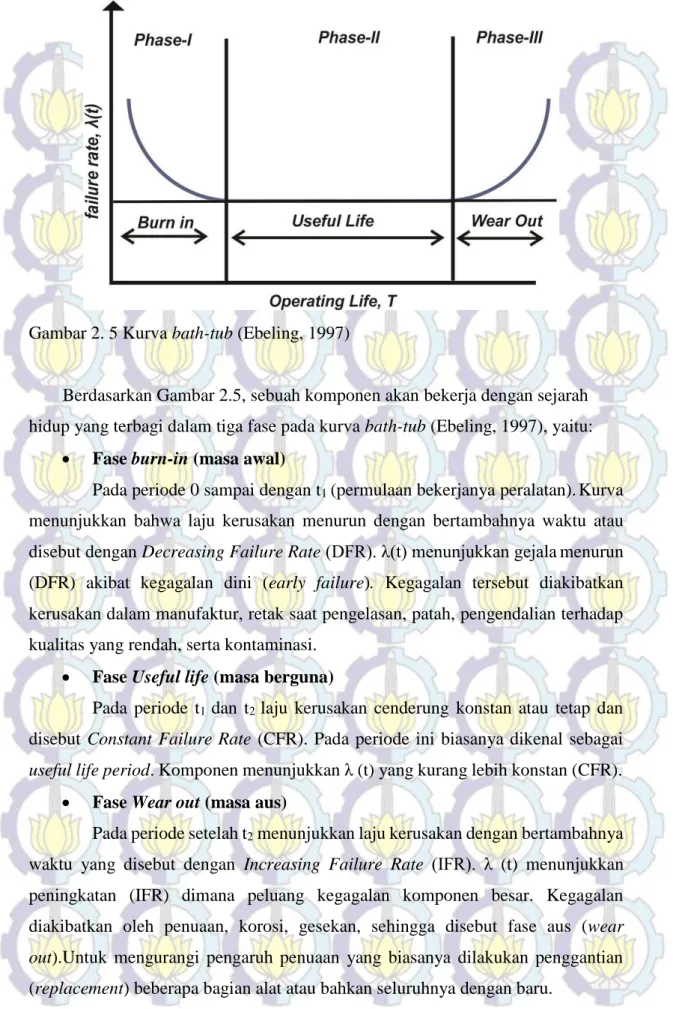
2.6 Karakteristik Kegagalan 27
2.7 Distribusi Data Waktu Kegagalan 29
2.8 Pemodelan Sistem Reliability 34
2.9 Boiler 37
2.10 Hazard and Operability (HAZOP) Study 38
2.11 Manajemen Risiko 42
2.12 Control Chart 44
2.13 Safety Integrity Level 45
2.14 Pemodelan Matematika pada Steam Drum Boiler 49
2.15 Sistem Kontrol 51
BAB 3 METODOLOGI PENELITIAN 55
3.1 Tahapan Penelitian 55
3.2 Pengumpulan Data 56
3.3 Pemilihan Dan Penjelasan Titik Studi (Node) 56
3.4 Penentuan Komponen Instrumentasi 56
3.5 Basic Proses Design Steam Drum Boiler 57
3.6 Identifikasi pada Input, Proses Output Steam Drum
Boiler 59
3.7 Identifikasi Hazard 60
3.8 Estimasi Cause dan Consequence 61
3.9 Penentuan Risk Ranking 61
3.10 Identifikasi Safeguard 64
3.11 Perhitungan SIL dengan Metode LOPA 65
3.12 Perhitungan SIL dengan Metode FTA 70
3.13 Kombinasi Metode LOPA dan FTA 71
3.14 Pemodelan Dinamik Steam Drum Boiler 71
BAB 4 HASIL DAN PEMBAHASAN 73
4.1 Steam Drum Boiler
xiv
4.2 Analisis Potensi Bahaya Pada Steam Drum Boiler 76
4.3 Analisis Risiko 79
4.4 Penentuan Kriteria Likelihood 79
4.5 Estimasi Consequence 80
4.6 Analisis Risk Matrix 81
4.7 Analisis Dengan Metode LOPA 83
4.8 Analisis Dengan Metode FTA 84
4.9 Pemodelan Dinamika Proses Plant 88
4.10 Pemodelan Matematika Plant 97
4.11 Root Cause Model Dinamik 109
4.12 Analisis Kombinasi pada Steam Drum Boiler Berbasis
Model Dinamika 111
BAB 5 KESIMPULAN DAN SARAN 119
5.1 Kesimpulan 119
5.2 Saran 121
DAFTAR PUSTAKA 123
LAMPIRAN
P&ID unit Boiler (B-6203) A
HAZOP Steam Drum Boiler B
Worksheed Layer of Protection Analysis C
Grafik Reliability Steam Drum Boiler D
Grafik Failure Rate Steam Drum Boiler E
Bio Data F
(Halaman ini sengaja dikosongkan)
DAFTAR GAMBAR
Gambar 1.1 Peta Jalan Penelitian
Halaman 5
Gambar 1.2 Originalitas Penelitian 8
Gambar 2.1 Konsep LOPA 12
Gambar 2.2 Lapisan Proteksi LOPA 13
Gambar 2.3 Alur Proses LOPA 17
Gambar 2.4 Skema Fault Tree Analysis 25
Gambar 2.5 Kurva Bath-Tub 28
Gambar 2.6 Waktu Kegagalan dan Perbaikan Komponen 29
Gambar 2.7 Distribusi Normal 29
Gambar 2.8 Distribusi Lognormal 31
Gambar 2.9 Distribusi Weibull 32
Gambar 2.10 Distribusi Eksponensial 34
Gambar 2.11
Gambar 2.12
Gambar 2.13
Diagram Blok Keandalan n Buah Komponen dalam Konfigurasi Seri
Diagram Blok Keandalan n Buah Komponen dalam Konfigurasi Parallel
Diagram Blok Keandalan n Buah Komponen dalam
35
35
Konfigurasi Gabungan Seri - Parallel 37
Gambar 2.14 Tahapan Proses Manajemen Risiko 44
Gambar 2.15 Bentuk Dasar Control Chart 45
Gambar 2.16 Arsitektur SIF 1oo1 46
Gambar 2.17 Arsitektur SIF 1oo2 47
Gambar 2.18 Arsitektur SIF 1oo3 47
Gambar 2.19 Arsitektur SIF 2oo2 47
Gambar 2.20 Diagram Blok Feedback Control System 53
Gambar 3.1 Tahapan Penelitian 57
Gambar 3.2 Basic Process Input Steam Drum Boiler 60
Gambar 3.3 Basic Process Internal dan Output Steam Drum Boiler 60 Gambar 3.4 Proses Input - Internal – Output Steam Drum Boiler 61
Gambar 3.5 HAZOP to LOPA 67
Gambar 3.6 Kombinasi Metode LOPA dan FTA 73
Gambar 4.1 P&ID Steam Drum Boiler 77
Gambar 4.2 Grafik Control Chart x 79
Gambar 4.3 Grafik Control Chart x-s 80
Gambar 4.4 Diagram Blok Cascade Control System Steam Drum Boiler 87
Gambar 4.5 Diagram FTA Critical Alarm Steam Drum Boiler 87
Gambar 4.6 Diagram Additional Mitigation Steam Drum Boiler 88
Gambar 4.7 Diagram FTA kondisi Boiler Failed 89
Gambar 4.8 Nilai Densitas Water terhadap Perubahan Tekanan 92
Gambar 4.9 Nilai Densitas Steam terhadap Perubahan Tekanan 94
Gambar 4.10 Nilai Entalphy Water terhadap Perubahan Tekanam 95 Gambar 4.11 Nilai Entalphy Steam terhadap Perubahan Tekanan 97
Gambar 4.12 Nilai Temperature terhadap Perubahan Tekanan 98
Gambar 4.13 Pendekatan Geometri untuk Fungsi Level Air 102
Gambar 4.14 Blok Diagram Sistem Pengendalian Steam Drum Boiler 110
Gambar 4.15 Model Dinamik Proses Steam Drum Boiler 110
Gambar 4.16 Respon Dinamik Proses Steam Drum Boiler 111
Gambar 4.17 Diagram FTA Steam Drum Boiler 113
DAFTAR TABEL
Halaman
Tabel 2.1 HAZOP mengembangkan data untuk LOPA 18
Tabel 2.2 Tabel Standar untuk data LOPA 18
Tabel 2.3 Simbol pada Fault Tree Analysis (FTA) 24
Tabel 2.4 Operasi Hukum Aljabar Boolean 25
Tabel 2.5 Spesifikasi Boiler B-6203 38
Tabel 2.6 Tabel Consequences (AS/NZS 4360:2004) 41
Tabel 2.7 Tabel Likelihood (AS/NZS 4360:2004) 42
Tabel 2.8 Tabel Risk Matrix (AS/NZS 4360:2004) 42
Tabel 2.9 Tabel Risk Matrix Standar PT.Petrokimia Gresik 43
Tabel 2.10 Kriteria Penentuan Safety Itegrity Level (SIL) 49
Tabel 3.1 Kriteria Consequence PT. Petrokimia Gresik 64
Tabel 3.2 Kriteria Likelihood PT. Petrokimia Gresik 65
Tabel 3.3 Risk Ranking PT. Petrokimia Gresik 65
Tabel 3.4 Nilai PDFs untuk IPLs pada proses (CCPS, 2001) 69
Tabel 3.5 Target Mitigated Event Likelihood (TMEL) 71
Tabel 3.6 Kategori Safety Itegrity Level (SIL) 71
Tabel 4.1 Komponen Instrumen pada Steam Drum Boiler 77
Tabel 4.2 Analisis Cause dan Consequences pada Node
Steam Drum Boiler 78
Tabel 4.3 Guide Word dan Deviasi komponen Steam Drum Boiler 81 Tabel 4.4 Kriteria Likelihood pada Node Steam Drum Boiler 82 Tabel 4.5 Kriteria Consequences pada Node Steam Drum Boiler 83 Tabel 4.6 Risk Matrix Node Steam Drum Boiler Berdasarkan
Standar PT. Petrokimia Gresik 84
Tabel 4.7 Risk Matrix Node Steam Drum Boiler Berdasarkan
Standar AS/NZS 4360:2004 84
Tabel 4.8 Perhitungan Initiation Cause Likelihood (ICL) 86
Tabel 4.9 Hasil Perhitungan PFD berdasarkan Desain FTA Pada
Komponen BPCS 89
Tabel 4.10 Data Pemodelan Plant Berdasarkan Data Desain
Steam Drum Boiler 91
Tabel 4.11 Data Pemodelan Plant Berdasarkan Data Proses Plant 91 Tabel 4.12 Data Pemodelan Plant Berdasarkan Steam Table Kondisi
Saturasi 91
Tabel 4.13 Nilai Variabel yang Berubah Terhadap Tekanan 92
Tabel 4.14 Nilai massa Jenis (densitas) water terhadap perubahan
Tekanan 93
Tabel 4.15 Nilai massa Jenis (densitas) Steam terhadap perubahan
Tekanan 95
Tabel 4.16 Nilai Entalphy Water terhadap perubahan Tekanan 96 Tabel 4.17 Nilai Entalphy Steam terhadap perubahan Tekanan 98
Tabel 4.18 Nilai Temperature terhadap perubahan Tekanan 99
Tabel 4.19 Analisis Kombinasi pada Steam Drum Boiler melalui
Hasil Simulasi Level 115
Tabel 4.20 Analisis Kombinasi pada Steam Drum Boiler melalui
Tabel 4.21
Hasil Simulasi Pressure dan Level
Analisis Kombinasi pada Steam Drum Boiler melalui
116
Untuk Pressure dan Level 117
Tabel 4.22 Akumulasi Kombinasi Dengan Pemodelan Dinamik
Steam Drum Boiler 118
DAFTAR SINGKATAN
BFW : Boiler Feed Water
BPCS : Basic Process Control System
CFR : Constan Failure Rate
CL : Control Limit
DFR : Decreasing Failure Rate
FIC : Flow Indicator Controller
FT : Flow Transmiter
FTA : Fault Tree Analysis
G : Gain
FV : Flow Valve
HAZOP : Hazard and Operability
IEL : Intermediate Event Likehood
IFR : Increasing Failure Rate
IPL : Independent Protection Layer
IS : Interloc Switch
LAH : Level Alarm High
LAHH : Level Alarm High High
LAL : Level Alarm Low
LALL : Level Alarm Low Low
LCL : Lower Control Limit
LIC Level Indicator Controller
LOPA : Layer Protection Analysis LT : Level Transmitter
MSDS : Material Safety Data Sheet
MTBF : Mean Time Breakdown Failure
MTTF : Mean Time To Failure
MTTR : Mean Time To Repair
PFD : Probability Failure on Demand
PFD : Process Flow Diagram
PI : Pressure Indicator
P&ID : Piping &Intrument Diagram
PSV : Pressure Safety Valve PT : Pressure Transmitter RRF : Risk Reduction Factor SDB : Steam Drum Boiler
SIF : Safety Instrumented Function
SIL : Safety Integrity Level
TMEL : Tarfet Mitigated Event Likelihood
TTF : Time To Failure
TTR : Time To Repair
UCL : Upper Control Limit
DAFTAR NOTASI
λ : Laju Kegagalan
A : Luas permukaan air didalam Steam Drum Boiler
f : Banyaknya Kegagalan
f(t) : Cumulative Distribution Function
F(t) : Probability Density Function
H : Ketinggian air
R : Jari-jari Steam Drum Boiler
s : Standar Deviasi
Ti : Waktu untuk melakukan perbaikan
t : Waktu operasi
tcv : Time constant Control Valve
w : Lebar permukaan air di dalam Steam Drum Boiler
(Halaman ini sengaja dikosongkan)
BAB 1 PENDAHULUAN
1.1 Latar Belakang
Layer of Protection Analysis (LOPA) menjelaskan sebuah analisis proses hazard. Metode ini dimulai dengan data yang dikembangkan dari studi Hazard and Operability (HAZOP) dan laporan untuk setiap hazard yang diidentifikasi dengan
mendokumentasikan permulaan penyebab serta protection layer yang mencegah atau mengurangi hazard. Jumlah total reduksi risiko dapat ditentukan dan kebutuhan untuk pengurangan risiko lebih lanjut dapat dianalisis. LOPA sebagai salah satu tools yang sangat powerful menilai kinerja protection layer yang ada pada suatu sistem (frekuensi kecelakaan yang mungkin terjadi dan probabilitas kegagalan suatu protection layer) (Florence, et.al., 2006). Sebagai contoh Industri Proses Kimia (Chemical Process
Industry atau CPI) sangat peduli dengan bahaya (Hazard) yang ditimbulkan oleh reksi
kimia, hal ini dikarenakan risiko yang ditimbulkan oleh reaksi kimia tidak dapat dijelaskan hanya dari frekuensi terjadinya kegagalan safeguard yang ada. Sehingga diperlukan sebuah metode yang mampu untuk mengestimasi risiko yang ditimbulkan oleh reaksi kimia dan probabilitas terjadinya kegagalan yang diakibatkan oleh terjadinya reaksi kimia. LOPA merupakan salah satu metode yang dapat mengestimasi risiko yang ditimbulkan oleh reaksi kimia melalui kriteria yang didefinisikan sebelumnya, dan secara efektif dapat mengukur besarnya pengurangan risiko yang dinilai (Wei, Chunyang, Rogers, 2009).
LOPA kurang memadai jika digunakan untuk mengestimasi suatu risiko yang proses terjadinya dampak mempunyai ketergantungan dengan kejadian-kejadian sebelumnya (konsekuensi sebagai fungsi dari kejadian-kejadian sebelumnya), sebagai akibat adanya variabel (biasanya dijadikan sebagai guide words) yang menyebabkan timbulnya cause consequence pada setiap layer proteksi (Clementina R, et al, 2013).
LOPA adalah metode semi kuantitatif dengan struktur proteksi merupakan analisis lapisan perlindungan terhadap risiko secara komprehensif dan dengan menggunakan tingkatan kategori sebagai pendekatan parameter untuk menentukan
pengurangan risiko (risk reduction) sehingga sesuai dengan kriteria yang dapat diterima (Center for Chemical Process Safety, 2001). Pendekatan dilakukan dengan mengevaluasi skenario terburuk dimana semua lapisan pelindung gagal ketika terjadi suatu kegagalan. Metode ini efektif untuk menganalisis level safety sebuah sistem (Gabriella L, et al, 2015, Robert W. Johnson, 2010), akan tetapi metode ini karena masih bersifat semi kuantitatif maka tidak dapat menjelaskan cause consequence perubahan protection layer yang lebih rendah ke yang lebih tinggi (Delmar Trey Marrisson, at al, 2011). Supaya hasilnya lebih akurat memungkinkan metode LOPA untuk bisa dikembangkan lagi (Allan G King, 2009). Untuk pengembangan lebih lanjut dari metode LOPA diperlukan suatu metode yang dapat menjelaskan root cause
analysis kegagalan sebuah protection layer, metode yang lazim dipergunakan untuk
analisis kegagalan adalah Fault Tree Analysis (FTA).
FTA merupakan salah satu metode yang cukup akurat untuk menelusuri hubungan sebab akibat sebuah kejadian. Sehingga FTA jika digabungkan dengan LOPA, akan dapat menjadi sebuah Hybrid Tools yang sangat powerful (Rothschild, Marc, 2004). Sehingga kombinasi metode LOPA dan FTA dapat menganalisis
reliability (keandalan) pada pengendalian proses Steam Drum Boiler agar kriteria
keandalan pada produksi steam tetap bisa terjaga kualitasnya.
Aplikasi penggunaan metode FTA sesuai dengan aplikasi teori safety untuk level pada sebuah Boiler dengan mempertimbangkan data historis, dan mengedepankan faktor non-manusia seperti kegagalan peralatan dan cacat desain (Jian Zhao B. En, 1992, Yu-bin Ai, et al, 2014). Dengan demikian, dapat ditemukan penyebab hubungan antar faktor penyebab terjadinya kecelakaan atau kegagalan. Risiko yang ditimbulkan memiliki dampak yang signifikan terhadap kinerja suatu proses termasuk dalam hal waktu dan kualitas proses. Dengan menggunakan metode FTA, risiko yang terjadi dapat diprediksi sehingga langkah-langkah perbaikan bisa diambil (M. Angeline Swarna, et al, 2014).
Untuk mengetahui root cause secara kuantitatif level safety sebuah sistem digunakan FTA berbasiskan model dinamik dari sistem dalam bentuk Transfer
Function (fungsi yang mentransfer input menjadi output). Dengan merubah-rubah
range input akan dapat diketahui stabilitas system (melalui respon dinamik), sehingga keakuratan kombinasi metode FTA dan metode LOPA untuk menghitung level safety secara kuantitatif dapat dilakukan melalui root cause (akar penyebab) kegagalan proses karena output plant tidak sesuai dengan set point, sehingga dapat dengan akurat teridentifikasi berkat penggunaan simulasi berbasiskan model dinamik proses.
Untuk meningkatkan keakuratan dalam menganalisis kegagalan sebuah protection
layer, pada disertasi ini dikembangkan metode kombinasi LOPA dan FTA berbasiskan
model. Dalam hal ini Basic Design dari plant (layer pertama) yang akan dimodelkan dan disimulasikan dengan cara mengubah-ubah input (analogi dengan causes) pada range operasionalnya dan mengamati respon dinamiknya (consequences nya), sampai pada nilai berapa output plant ini dapat menyebabkan kegagalan produk. Untuk menjaga stabilitas output plant yang tidak menyebabkan kegagalan produk, diperlukan analisa kinerja protection layer berikutnya yaitu Basic Process Control System (BPCS) melalui simulasi (Rachid Quache, Ali AJ Adham, 2016, Angeline, M. Swarna, et al, 2014). Dari hasil simulasi ini dapat diketahui limit operasi yang menyebabkan alarm
system (protection layer ketiga) bekerja. Rangkaian proses per protection layer mulai
dari layer satu sampai layer ke tiga, merupakan rangkaian cause concequence (sebab akibat) yang dapat disusun menjadi sebuah root causes analysis seperti FTA
Sebagai langkah awal telah dilakukan oleh peneliti, penelitian dengan plant pada Boiler B-6203 (Noriyati et al, 2015) dengan melakukan penilaian risiko dan menganalisis safety di Boler B 6203 PT Petrokimia Gresik. Dengan melakukan HAZOP pada Boiler dengan beberapa node pada Boiler antara lain pada Economizer,
Steam Drum, Burner dan Superheater. Disamping itu peneliti juga telah melakukan
penelitian HAZOP pada furnace (Noriyati et al, 2015). Hasil yang didapatkan ternyata salah satu komponen dengan risiko yang tinggi pada Boiler terjadi pada Steam Drum
Boiler. Hal ini diperkuat dengan penelitian yang telah dilakukan sebelumya pada plant Boiler (Yu-bin Ai et al, 2014), gangguan produksi dan cedera yang terjadi karena
kekurangan level air pada Steam Drum Boiler yang disebabkan karena human error akan berakibat fatal.
/
Penelitian dalam disertasi ini diambil sebagai studi kasus proses pada Steam
Drum Boiler. Dimana Steam Drum Boiler merupakan salah satu komponen Boiler yang
paling kritis (Noriyati et al, 2015). Metode yang digunakan adalah kombinasi Layer of
Protection Analysis (LOPA) dan Fault Tree Analysis (FTA). Hal ini dimaksudkan
untuk menganalisis kinerja sistem pengendalian proses Steam Drum Boiler, agar produksi steam (saturated steam) yang diproduksi oleh Steam Drum Boiler tetap bisa beroperasi. High Pressure Steam dengan tekanan 35 kg/cm2 dan temperatur 400oC yang digunakan untuk penggerak turbin TP 6101 (8,5MW-5KV) dan TP-6102 (11,5 MV-5KV). Sedangkan Low Pressure Steam, dengan tekanan 10 kg/cm2 temperatur 270oC, steam ini untuk keperluan proses produksi Unit Asam Sulfat. Unit Asam Fosfat digunakan untuk steam heater, steam ejector dan evaporator. Kemudian steam juga digunakan pada Unit Gypsum untuk membantu proses filter purified gypsum dan
granulator CR, Sedangkan Unit AlF3 untuk crystallizer dan washing cloth centrifuge
SiO2, dan unit ZA II untuk steam heater, steam ejector, dan evaporator di Pabrik III PT Petrokimia Gresik. Sehingga, keberadaan Steam Drum Broiler B-6203 sangat vital dan memerlukan sistem proteksi yang sangat dapat diandalkan, atau highly reliable.
Dengan demikian, untuk menganalisis kegagalan kualitas saturated steam yang diproduksi oleh Steam Drum Boiler tidak cukup hanya dilakukan melalui analisis fungsi lapisan proteksi pada input, lapisan proteksi pada proses dan lapisan proteksi pada output Steam Drum Boiler. Hal ini dikarenakan, lapisan proteksi ini bekerja
independent dan tidak terintegrasi satu sama lain, sehingga pada desertasi ini dilakukan
integrasi dengan menggunakan kombinasi metode LOPA dan FTA berbasis model dinamika proses plant.
1.2 Peta Jalan Penelitian
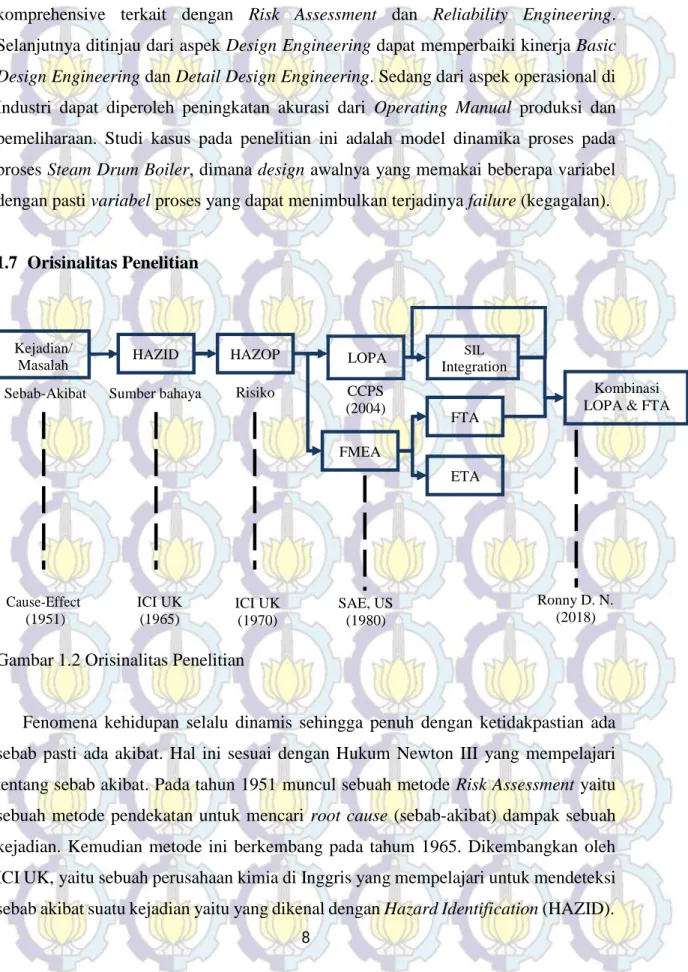
Roadmap atau peta jalan penelitian secara keseluruhan yang dilakukan oleh peneliti
seperti yang ditunjukkan pada Gambar 1.1 dalam bentuk diagram tulang ikan (fishbone
diagram).
Gambar 1.1 Peta Jalan Penelitian
Metode LOPA yang merupakan metode semi kuantitatif dengan struktur proteksi untuk menganalisis dan menilai risiko yang umumnya merupakan multi penyebab sedangkan metode FTA merupakan metode kuantitatip untuk mencari akar penyebab suatu kegagalan proses. Dengan mengkombinasikan LOPA dan FTA berbasis model dinamika proses plant diperoleh bahwa kegagalan proses dengan multi penyebab yang didapatkan dari HAZOP dan LOPA maka dapat dipersempit menjadi satu penyebab utama dengan menggunakan FTA. Berdasarkan simulasi dinamika proses plant dan dengan menggunakan hukum kesetimbangan panas dan kesetimbangan massa maka pada saat terjadi kondisi dinamis terjadi perubahan atau gangguan pada input, proses dan output secara bersamaan maka dapat dapat diketahui variable utama proses yang berperan terhadap kegagalan suatu proses.
1.3 Perumusan Masalah dan Batasan Masalah
Sistem kontrol merupakan hal penting dalam dunia industri. Proses produksi dituntut kestabilannya dan setiap perubahan dapat direspon secara cepat dan real time. Dalam sistem kontrol otomatis, kesalahan dapat terjadi namun koreksi variable- variabel kontrolnya dapat dilakukan secara otomatis. Teknologi instrumentasi tak hanya menangani permasalahan sistem proses, namun pada saat ini teknologi instrumentasi juga berperan penting dalam sistem pengaman (safety). Sistem instrumenntasi yang khusus menangani hal ini dinamakan SIS (Safety Instrumented
System). SIS dirancang terpisah dari sistem yang mengontrol suatu proses (BPCS atau Basic Process control System). Alasan pemisahan kedua sistem ini adalah untuk
mengatasi kegagalan SIS ketika BPCS bermasalah.
Secara umum sistem pengamanan proses terbagi menjadi beberapa tahap (safety
layer) dengan SIS merupakan salah satu dari layer tersebut. Tahap pertama, adalah
BPCS itu sendiri. BPCS diberi kemampuan untuk menjaga agar kondisi proses tetap berada didaerah aman, yaitu di daerah proses set point. Ketika kondisi ini terlampui, maka sistem aliran proses akan aktif. Kondisi ini biasa disebut high condition. Sistem pengamanan kedua, adalah Emergency Shut Down System (ESD System), System ini memiliki kemampuan untuk memberhentikan proses meskipun sedang dikendalikan BPCS. Jika sistem ESD tidak mampu menanggulangi permasalahan, maka layer ketiga akan berperan. Layer ketiga adalah pengamanan secara mekanik, yaitu melalui
Pressure Safety Valve (PSV). PSV adalah valve yang dirancang khusus untuk sistem
pengamanan proses. PSV berperan sebagai instrument yang dapat mengurangi tekanan ketika proses berada dalam kondisi bahaya. Karena jika tekanan didalam proses tidak direduksi maka akan berpotensi terjadi ledakan.
Berdasarkan hal tersebut, maka permasalahan dalam disertasi ini adalah disebabkan oleh karena protection layer dan pengendali proses yang tersedia belum memadai pada berbagai perubahan dinamika proses yang terjadi. Plant yang digunakan dalam penelitian ini adalah Steam Drum Boiler sebagai studi kasusnya.
1.4 Tujuan dan Manfaat
Tujuan dari penelitian ini adalah mengkombinasikan metode LOPA (Layer Of
Protection Analysis) dan FTA (Fault Tree Analysis) untuk menganalisis tingkat
keandalan pada pengendalian proses berbasis model dinamika plant, agar kriteria keandalan pada proses produksi tetap berjalan. Dengan studi kasus proses pada Steam
Drum Boiler.
Manfaat dari penelitian ini, dengan metode LOPA bisa diketahui pada layer keberapa terjadi kegagalan akan tetapi root cause kegagalan proses tidak dapat diketahui dengan pasti. Sedangkan FTA adalah metode untuk mencari root cause kegagalan pada proses dan dengan Pemodelan Dinamika Proses akan dapat ditentukan variabel dan parameter proses yang berpotensi menyebabkan suatu kegagalan (fatality) dapat terjadi
1.5 Hipotesa
Dalam proses, Steam Drum Boiler yang merupakan jantung dari proses dinamika pada sistem Boiler memiliki beberapa tingkat proteksi. Namun proteksi tersebut baru mencapai layer 2 dari konfigurasi LOPA yang berakibat tidak ada jaminan pada sistem proteksi yang terintegrasi yang dapat diandalkan pada proses Steam Drum Boiler. Maka diperlukan pembuktian bahwa Boiler tersebut sangat dapat diandalkan. Hipotesa awal menunjukkan bahwa apakah sistem proteksi terpasang yang ada dapat mengendalikan semua gejala (fenomena) penyimpangan yang dapat terjadi pada dinamika proses plant Steam Drum Boiler. Apabila tidak, maka dibutuhkan upaya perbaikan sistem proteksi dan keandalan pada proses Steam Drum Boiler agar tetap dapat beroperasi.
1.6 Kontribusi Penelitian
Penelitian pada disertasi ini dapat memberikan kontribusi ilmiah secara spesifik yang dirumuskan sebagai berikut ::
Dari aspek Risk Assessment dengan kombinasi metode LOPA dan FTA berbasis model dinamika proses plant, dapat dikembangkan suatu metode yang lebih
Kejadian/ Masalah
Sebab-Akibat Sumber bahaya Risiko CCPS (2004) Cause-Effect (1951) ICI UK (1965) ICI UK (1970) SAE, US (1980) ETA FMEA FTA Kombinasi LOPA & FTA HAZOP
HAZID
Ronny D. N. (2018)
komprehensive terkait dengan Risk Assessment dan Reliability Engineering. Selanjutnya ditinjau dari aspek Design Engineering dapat memperbaiki kinerja Basic
Design Engineering dan Detail Design Engineering. Sedang dari aspek operasional di
Industri dapat diperoleh peningkatan akurasi dari Operating Manual produksi dan pemeliharaan. Studi kasus pada penelitian ini adalah model dinamika proses pada proses Steam Drum Boiler, dimana design awalnya yang memakai beberapa variabel dengan pasti variabel proses yang dapat menimbulkan terjadinya failure (kegagalan).
1.7 Orisinalitas Penelitian
LOPA
SIL
Integration
Gambar 1.2 Orisinalitas Penelitian
Fenomena kehidupan selalu dinamis sehingga penuh dengan ketidakpastian ada sebab pasti ada akibat. Hal ini sesuai dengan Hukum Newton III yang mempelajari tentang sebab akibat. Pada tahun 1951 muncul sebuah metode Risk Assessment yaitu sebuah metode pendekatan untuk mencari root cause (sebab-akibat) dampak sebuah kejadian. Kemudian metode ini berkembang pada tahum 1965. Dikembangkan oleh ICI UK, yaitu sebuah perusahaan kimia di Inggris yang mempelajari untuk mendeteksi sebab akibat suatu kejadian yaitu yang dikenal dengan Hazard Identification (HAZID).
HAZID merupakan sebuah metode untuk meng identifikasi bahaya potensial dengan temuan berupa bahaya yang berpotensi menjadi penyebab atau cause. Dari pendekatan empiris terdapat 3 hal penyebabnya yaitu: internal, eksternal dan alam. Apabila penyebab internal tinggi, maka studi dapat dilanjutkan dengan studi yang dikembangkan oleh ICI UK pada tahun 1970 yang dikenal dengan study HAZOP. Tujuan dari studi HAZOP adalah menentukan level dari risiko. Seiring dengan perkembangan teknologi pada tahun 1980 muncul metode LOPA yang merupakan metode semi kuantitatif dengan struktur proteksi untuk menganalisis dan menilai proteksi risiko yang umumnya merupalan multi penyebab, sedang metode FMEA merupakan metode untuk mencari jumlah kejadian tertinggi (Top Event) yang merupakan fokus parameter kegagalan sistem, subsistem atau komponen. Metode ini merupakan tolok ukur untuk menemukan akar penyebab permasalahan (root cause
analysis) dengan pendekatan lebih terukur yaitu metode Fault Tree Analysis ( FTA)
dan Event Tree Analysis (ETA). FTA merupakan metode kuantitatif untuk mencari root
cause (akar penyebab) suatu kegagalan proses. Tingkat akurasi semi kuantitatif pada
system proteksi LOPA masih dibatasi dengan konsep layer (lapisan) demi layer (lapisan) mulai dari protection layer (lapisan proteksi) kesatu sampai protection layer (lapisan proteksi) ke empat, sebagai sistem proteksi proses, hal ini disebabkan pada proses HAZOP sebelumnya hanya berdasarkan resiko proses dengan pendekatan kualitatif , dari pendekatan metode FTA dapat diperoleh root cause (akar penyebab) permasalahan dengan hasil kuantitatif. Pilihan kombinasi merupakan usaha penulis membuktikan bahwa sistem proteksi pada metode LOPA akan meningkat secara signifikan jika proteksi terarah secara akurat pada akar penyebab permasalahan.
Orisinalitas dari penelitian ini ditunjukkan oleh penulis bahwa penelitian yang dilakukan pada tahun 2018, yang berbasis kombinasi LOPA dan FTA, belum pernah ditemukan di jurnal atau penelitian sebelumnya. Kegagalan proses dengan multi penyebab yang diperoleh dari HAZOP dapat dipersempit menjadi satu penyebab utama, sehingga kompleksitas multi penyebab menjadi lebih akurat jika diketemukannya menjadi single penyebab. Sepanjang diaplikasikannya beberapa metode dimulai dari metode individual seperti HAZID, HAZOP, LOPA dan FTA
belum terdapat peningkatan akurasi sebagaimana hasil penelitian yang telah penulis lakukan, dengan demikian kontribusi penelitian ini dapat menjadi referensi untuk meningkatkan tingkat proteksi yang lebih akurat, aman serta terintegrasi. Dengan berdasarkan simulasi dinamika proses plant dan dengan menggunakan hukum kesetimbangan panas dan kesetimbangan massa maka pada saat terjadi kondisi dinamis terjadi perubahan atau gangguan pada input, proses dan output secara bersamaan maka dapat dapat diketahui variabel utama proses yang berperan terhadap kegagalan suatu proses dapat terjadi.
BAB 2
KAJIAN PUSTAKA DAN DASAR TEORI
2.1 Metode Layer of Protection Analysis (LOPA)
Layer of Protection Analysis (LOPA) adalah tools yang dikembangkan
oleh American Institute of Chemical Engineers (CCPS, 2001) untuk menilai kecukupan proteksi dalam rangka memitigasi resiko pada proses (Yu-bin Ai, et al., 2014). LOPA memperkenalkan konsep safety baru yang dikaitkan dengan sistem pengendalian melalui kombinasi lapisan proteksi tradisional dengan Safety
Instrument System (SIS) yang merupakan tools baru untuk menghitung Safety Instrument Level (SIL).LOPA merupakan teknik semi-kuantitatif untuk
mengestimasi Probability Failure on Demand (PFD) yang dibutuhkan oleh sebuah
Safety Instrument Function (SIF). Hal ini dikarenakan LOPA menggunakan
bilangan dan estimasi resiko yang dilakukan secara numerik dan tidak sedetail (rigorous) metode Fault Tree Analysis (FTA). LOPA biasanya diterapkan setelah analisis bahaya (Hazard) secara kualitatif (misal HAZOP) dan sebelum analisa bahaya (Hazard) secara kuantitatif (misal FTA) (Jean Braband, et.al, 2009). LOPA digunakan untuk mengidentifikasi multiple Independent Protection Layer (IPL) yang digunakan untuk memitigasi potensi bahaya. IPL adalah devices, system atau aksi yang mampu mencegah terjadinya konsekuensi (dari suatu skenario) yang tidak diinginkan, Masing-masing IPL adalah independen satu terhadap lainnya, sehingga jika terjadi kegagalan suatu IPL tidak akan berdampak pada IPL lainnya (Jean Braband, etal, 2009).
Gambar 2.1, menunjukkan reduksi dari suatu kejadian awal (konsekuensi) yang dilakukan oleh setiap IPL. Lebar anak panah menunjukkan konsekuensi yang semakin kecil setiap melewati IPL,juga menunjukkan model pohon kejadian (event
tree) berupa keberhasilan atau kegagalan IPL dalam mereduksi efek dari suatu
kejadian. LOPA menunjukkan alur reduksi suatu kejadian melalui pohon kejadian (event tree), dimulai dari kejadian paling buruk yang direpresentasikan oleh tebalnya anak panah.
Gambar 2.1 Konsep LOPA (Anton A. F. 2002)
Telah banyak pertanyaan berapa IPL yang diperlukan dan berapa kuat IPL dalam mereduksi suatu kejadian. LOPA menjawab 3 pertanyaan dasar : 1. Apakah cukup aman? 2. Berapa banyak IPL yang dibutuhkan? 3. Seberapa besar reduksi resiko yang dapat dilakukan oleh setiap IPL? Setiap plant mempunyai multiple lapisan proteksi seperti ditunjukkan pada Gambar 2.2. Setiap lapisan proteksi mempunyai kemampuan level proteksi sendiri-sendiri. Lapisan pelindung LOPA digambarkan dalam bentuk “union” dimana suatu sistem atau proses mempunyai beberapa lapisan pelindung. Penentuan lapisan pelindung dari suatu sistem atau proses disesuaikan berdasarkan beberapa kriteria tingkat risiko yang dapat diterima. Kriteria tersebut terdiri dari frekuensi : fatality, kebakaran, konsekuensi dan jumlah IPL dari jenis konsekuensi yang mungkin terjadi. Sistem proteksi LOPA pada terdiri dari beberapa lapisan pelindung antara lain :
• Process Design
• Basic Process Control System • Critical Alarm
• Safety Instrumented Funtion (SIF) • Physical Protection (Relief Devices) • Past-release Physical Protection • Plant Emergency Response • Community Emergency Response
Gambar 2.2 Lapisan proteksi (Angela E. Summers, 2002)
Karakteristik lapisan pelindung dapat dikelompokkan sebagai IPL dalam metode LOPA. Penjelasan dari gambar 2.2 dapat ditumjukkan sebagai berikut (CCPS 2001)
1. Process Design
Design yang dibuat oleh proses license yang meliputi Process Flow Diagram (PFD), material balance. heat balance dan plant layout.
2. Basic Proses Control System (BPCS)
Basic Proses Control System (BPCS) merupakan level perlindungan
pertama selama operasi normal. BPCS di design untuk menjaga proses berada pada area selamat. Dalam hal ini tertuang dalam Process & Instrument
Diagram (P&ID)
3. Critical Alarm
Sistem ini merupakan level perlindungan kedua selama operasi normal dan harus diaktifkan oleh BPCS. Dalam hal ini berupa Interlock
System Diagram yang menyangkut proses operasi dalam kondisi tertentu
yang berfungsi untuk mengamankan kondisi operasi agar tidak terjadi fatality.
4. Safety Instrumented Function (SIF)
SIF adalah kombinasi sensor, logic solver, dan final element dengan tingkat integritas keselamatan spesifik yang mendeteksi keadaan diluar batas dan membawa proses berada pada fungsi yang aman. SIF merupakan fungsi
independent dari BPCS.
5. Physical Protection (Relief Devices)
Merupakan sistem proteksi yang secara independent dapat mengamankan proses operasi dalam kondisi tertentu untuk menghindari
accident yang fatal (fatality accident)
6. Past-release Physical Protection (Dikes, Blast Walls, etc)
Suatu fasilitas pengaman pasif yang dapat memberikan perlindungan tingkat tinggi atau terakhir untuk bisa menyelamatkan peralatan dan manusia.
7. Plant Emergency Response
Upaya pengamanan apabila terjadi emergensi pada plant agar tidak terjadi korban terhadap manusia di lingkungan plant. Dengan menyediakan fasilitas evakuasi, pamadam kebakaran dan sistem pemadaman secara manual.
8. Community Emergency Response
Evakuasi terhadap komunitas disekitar plant dan penyediaan tempat perlindungan secara aman.
LOPA dapat digunakan untuk menganalisis efektifitas IPL. Efek yang dihasilkan dari kombinasi lapisan proteksi, selanjutnya dibandingkan dengan kriteria risiko yang ditimbulkannya apakah masih ditoleransi atau tidak, setelah
manusia melakukan respon terhadap kejadian tersebut dengan menggunakan
safeguard yang ada.
Kriteria toleransi risiko berbeda-beda pada setiap proses plant, tergantung pada Sumber Daya Manusia (SDM), budaya dan kebijaksanaan terhadap lingkungan. Secara umum, apakah kriteria risiko dinyatakan secara kualitatif atau secara kuantitatif atau gabungan dari keduanya. Kriteria kualitatif dinyatakan dalam bentuk kalimat : mungkin (probable), sering (frequent), sepertinya (unlikely), dll, untuk mendeskripsikan kemungkinan (likelihood) suatu kejadian (event). Untuk mendeskripsikan konsekuensi dari suatu kejadian digunakan kata minor, major,
catastrophic, dll. Untuk menjamin konsistensi penggunaan kriteria ini, sering
digunakan bilangan kuantitatif seperti “ sekali setiap 5 tahun”. Kriteria kuantitatif dinyatakan dalam nilai numerik untuk mendeskripsikan kemungkinan (likelihood) suatu kejadian dan tingkat keparahan (severity) kejadian tersebut. CCPS (Yu-bin Ai, et al, 2014) memberikan petunjuk dan referensi bagaimana menetapkan dan mengembangkan Risk Criteria. Kriteria kuantitatif yang paling umum digunakan, dikombinasi dengan analisis semi kuantitatif seperti LOPA (Lassen, C.A, 2008). Untuk menjamin diterapkannya Risk Criteria, maka harus dapat diterangkan bagaimana suatu kriteria diterapkan pada setiap tahapan di dalam suatu unit proses. Tujuan diterapkannya Risk Criteria adalah untuk mereduksi resiko sampai dibawah
Risk Criteria, jika tidak dapat direduksi, maka deviasi yang terjadi harus dapat
dibenarkan dan disetujui oleh pihak manajemen. Risk Criteria harus dinyatakan secara jelas dan mudah difahami oleh orang yang ditugaskan untuk melakukan penilaian (assessment) aktivitas beresiko. Petugas ini harus ditraining untuk dapat mengevaluasi frekwensi dan tingkat keparahan suatu resiko, dan tahu bagaimana
Risk Criteria digunakan untuk menetapkan persyaratan apa saja untuk dapat
mereduksi resiko (Lassen, C.A, 2008).
Setiap perusahaan yang menggunakan LOPA, akan membuat prosedur spesifik sesuai dengan kebutuhannya. Prosedur LOPA harus mencakup tabel untuk menginisiasi kemungkinan-kemungkinan penyebab suatu kejadian dan Probability
Failure on Demand (PFD) untuk berbagai macam tipe Independent Protection Layer (IPL) (Tawfeic, S.R, 2014). Perusahaan harus menetapkan Risk Criterion Tolerance sebelumnya, jika tidak dilakukan maka perusahaan akan membuat
keputusan berbasis risiko. Prosedur LOPA harus mempunyai aturan (rules) yang jelas untuk mengevaluasi kualitas pengamanan (safeguard) pada suatu IPL. Macam-macam aturan (rules) ini tersedia pada CCPS LOPA Books (Yu-bin Ai, et al. 2014), dimana aturan ini mencakup persyaratan untuk efektifitas, independensi dan akuntabilitas. Perusahaan harus menetapkan kebutuhan minimum untuk komposisi team LOPA dan training untuk fasilitator LOPA. Team harus terdiri dari berbagai kalangan :
• Operator dengan pengalaman mengoperaikan proses dibawah pertimbangan
• Insinyur dengan pengalaman dibidang proses • Manajemen manufaktur
• Insinyur pengendalian proses
• Operator instrument atau elektrik dengan pengalaman di proses dibawah pertimbangan
• Spesialis Risk Analysis (LOPA)
LOPA didasarkan pada penilaian skenario single event-consequence. Skenario terdiri dari sesuatu yang mengawali penyebab awal (initiating cause) dan konsekuensinya (kejadian awal). Ada sejumlah (multiple) penyebab awal yang dapat menghasilkan konsekuensi sama, dan semua penyebab awal ini harus digunakan untuk mengembangkan skenario untuk penilaian berikutnya. LOPA merupakan suatu metodologi rasional yang cepat dan efektif untuk menganalisa IPL dalam menurunkan level bahaya dari suatu insiden tertentu (Anton A. F, 2002). LOPA lazim diterapkan setelah analisis bahaya secara kualitatif dilakukan, sebelum analisis secara kuantitatif dilaporkan seperti FTA. LOPA memggunakan asumsi dan pendekatan sederhana, karena LOPA bukanlah tool untuk analisis bahaya yang detail atau untuk sistem yang kompleks. LOPA sangat efektif untuk pendekatan secara umum terhadap risiko dan peluang yang terkait untuk memitigasi risiko tersebut, sehingga LOPA merupakan metode yang konservatif. Alur proses dengan LOPA ditunjukkan pada Gambar 2.3.
Gambar 2.3 Alur proses LOPA (Yu-bin Ai, et al. 2014)
Proses LOPA terdiri dari 6 langkah (Yu-bin Ai, et al. 2014) yaitu yang meliputi :
2.1.1 Identifikasi konsekuensi terhadap skenario
Langkah pertama diawali dengan adanya dokumen referensi seperti : laporan inspeksi, dokumen analisis hazard, dll. Konsekuensi dari kejadian awal seringkali teridentifikasi lebih awal melalui analisis hazard secara kualitatif, misalnya melalui HAZOP. Tabel 2.1. menunjukkan bentuk hubungan antara data yang dibutuhkan LOPA dan data yang dikembangkan selama HAZOP studi.
Tabel 2.1 HAZOP mengembangkan data untuk LOPA (Anton A. F, 2002)
LOPA required information HAZOP developed information
Initial event Consequence
Security level Consequence severity
Initiating cause Cause
Initiating likelihood Cause frequency
Protection layers Existing safeguards
Required additional mitigation Recommended new safeguard
Kejadian awal, masing-masing diklasifikasikan tingkat keparahannya, misal : seberapa banyak manusia yang terdampak, seberapa luas area terdampak, berapa besar biaya ekonomi yang ditimbulkan dari kejadian ini (Marszal, E.M, et.al, 2002)
LOPA dibentuk dengan menggunakan tabel standar untuk entry data seperti ditunjukkan pada Tabel 2.2, kejadian awal dimasukkan ke kolom 1 dan tingkat keparahan dimasukkan dalam kolom 2.
Tabel 2.2 Tabel Standar untuk data LOPA
2.1.2 Pilih sebuah skenario terjadinya kecelakaan
Skenario pada waktu yang tepat sangat penting diterapkan pada LOPA. Skenario sekurang-kurangnya terdiri dari 2 elemen yaitu pasangan sebab (cause) dan akibat (consequence) (Yu-bin Ai, et al. 2014). Pada langkah ini, team LOPA akan membuat serangkaian kejadian, mencakup penyebab awal (initiating cause) dan error IPL yang terkait dengan kejadian yang tidak diinginkan. Dimungkinkan ada sejumlah skenario yang mengarah ke salah satu kasus, sehingga kemungkinan dapat mereduksi sejumlah skenario yang diperlukan untuk analisis.
2.1.3 Identifikasi penyebab awal dari suatu skenario dan frekuensi penyebab awal (kejadian per tahun)
Pada LOPA, setiap skenario mempunyai satu penyebab awal yang dievaluasi untuk setiap kejadian yang bisa menimbulkan bahaya (Ronald J, 2014). CCPS mendefinisikan 3 kelompok penyebab (cause) yang berbeda :
• External event (gempa bumi, tornado, sabotase, terorisme, dll)
• Equipment failure (kesalahan komponen, korosi, akibat pemakaian, dll) • Human failure (kesalahan pengoperasian, kesalahan perawatan, dll) Kejadian awal akan menimbulkan konsekuensi jika semua safeguard gagal berfungsi, sehingga penting untuk melakukan review dan verifikasi semua penyebab dari skenario yang dikembangkan sebagai cara untuk validasi penyebab awal timbulnya konsekuensi. Penyebab awal yang salah atau tidak sesuai harus dibuang dan diganti dengan penyebab awal yang valid (Yu-bin Ai, et al. 2014).. Penyebab awal yang valid selanjutnya dimasukkan ke kolom 3 Tabel 2.2.
Frekuensi timbulnya bahaya dapat diestimasi dengan melalui historical data. Sejumlah data sumber-sumber failure rate tersedia di (Lassen, C.A, 2008 ;Yu-bin Ai, et al. 2014; Habib Josef B, 2014).
Tipe-tipe kemungkinan penyebab awal (initiating cause likelihoods) dan
Probability Failure on Demand (PFD) dari IPL diberikan (Clifton A, Erricson,
1999, Dowell, 2015, CCPS, 2001).
LOPA mengasumsikan bahwa failure rate adalah konstan, dimana hal ini tidak selalu benar dikarenakan failure rate peralatan, tergantung pada usia pakainya (life
time nya). Untuk LOPA asumsi ini sudah cukup, hal ini dikarenakan LOPA hanya
membutuhkan besaran pendekatan, dan data failure rate dapat didekati ke nilai terdekat dari seluruh besaran. Sehingga dalam kasus yang lebih kompleks disarankan untuk menggunakan FTA
2.1.4 Identifikasi Independent Protection Layer (IPL) dan estimasi
Probability Failure on Demand(PFD) dari setiap IPL
Safeguard adalah setiap device atau sistem atau aksi untuk menginterupsi
rantai konsekuensi dari suatu penyebab awal.
Dalam mengidentifikasi safeguard diperlukan 2 (dua) hal :
• Apakah cukup efektif untuk mencegah terjadinya suatu konsekuensi • Apakah independen dari penyebab awal dan dari lapisan proteksi lainnya?
Jika kedua pertanyaan diatas dipenuhi, maka IPL yang dipilih mempunyai
safeguard yang berkualitas. Seorang analis harus mengevaluasi design IPL agar
mempunyai PFD yang sesuai dengan skenario. PFD kemudian dimasukkan ke dalam kolom 5 sampai kolom 7 di Table 2.2
2.1.5 Estimasi resiko dari suatu skenario secara matematika melalui kombinasi konsekuensi, penyebab suatu kejadian dan data IPL.
Hasil dari LOPA adalah sebuah risiko yang terukur dari skenario, dari kemungkinan dan dari konsekuensi. Estimasi ini dapat dianggap sebagai
Intermediate Event Likelihood yaitu kemungkinan dari sebuah konsekeunsi yang
dapat direduksi oleh IPL. Team LOPA menghitung kemungkinan melalui perkalian antara Initiating Cause likelihood (kolom 4, Table 2,2) dengan PFD dari IPL (kolom 5 sampai kolom 7) dan hasil perkaliannya dimasukkan ke kolom 8. Rumusnya ditunjukkan pada persamaan (2.1).
𝑓𝑐 = 𝑓𝐼 𝑥 ∏𝐽 𝑃𝐹𝐷
𝑖𝑗 (2.1)
𝑖 𝑖 𝑗=1
Keterangan :
fic : frekuensi dari konsekeunsi untuk kejadian awal ke-i fiI : frekuensi untuk kejadian awal ke-i
PFDij : Probability Failure on Demand dari IPL ke-j, yang
memproteksi terhadap konsekuensi C untuk kejadian awal ke-i
Intermediate Event Likelihood mempunyai satuan kejadian per tahun, hasil ini
kemudian dibandingkan dengan Mitigated Even Likelihood di kolom 10. Masing- masing skenario secara individual penting untuk dievaluasi, karena IPL yang berbeda dapat diterapkan untuk skenario yang berbeda, bahkan jika kedua skenario menghasilkan konsekuensi yang sama.
Jika Intermediate Event Likelihood kurang dari Mitigated Even Likelihood, kemudian team memasukkan deskripsi Safety Instrumented System (SIS) ke kolom 9 bahwa nilai PFD ini adalah Safety Integrity Level (SIL) nya. Untuk mencapai nilai
Intermediate Event Likelihood kurang dari Mitigated Even Likelihood, team akan
melanjutkan proses meningkatkan jumlah lapisan proteksi dan melakukan perhitungan ulang nilai PFD nya (Marszal, E.M, 2002)
2.1.6 Evaluasi Risiko
Team LOPA melakukan evaluasi estimasi risiko dan memberikan rekomendasi yang dapat diimplementasikan. Team harus mendorong pengembangan sebanyak mungkin rekomendasi agar team project memilih opsi terbaik dari sisi implementasi dan biaya.
Analisa cost-benefit sering dilakukan untuk membandingkan dengan opsi yang ditawarkan, ini merupakan pelengkap pendekatan penilaian resiko dasar. Beberapa metode evaluasi resiko menurut (Yu-bin.2014) adalah :
• Risk matrix
• Numerical criteria method (maximum tolerable risk per scenario) • Number of IPL credits
• Expert judgement
Penilaian opsi yang dipilih harus dilakukan dengan mempertimbangkan terhadap aksi yang diperlukan dimasa datang, aksi ini mungkin berupa penambahan IPL atau perubahan yang mendasar agar proses lebih aman (safer).
Tujuan utama dari LOPA adalah untuk mengetahui apakah sistem proteksi yang ada dapat mengatasi kegagalan yang mungkin terjadi. Berikut merupakan langkah-langkah dalam metode LOPA diantaranya (CCPS, 2001):
1. Mengidentifikasi setiap konsekuensi
2. Mengidentifikasi skenario kecelakaan dan penyebab yang berkaitan dengan konsekuensi.
3. Mengidentifikasi kejadian awal dari skenario dan menaksir frekuensi kejadian awal
4. Mengidentifikasi lapisan pelindung untuk setiap konsekuensi dan menaksir
Probability Failure on Demand (PFD) dari setiap lapisan pelindung
5. Mengkombinasikan frekuensi kejadian awal dengan Probability Failure
on Demand (PFD) untuk setiap Independent Protection Layers (IPL) untuk
menaksir frekuensi dari konsekuensi yang dapat dikurangi untuk setiap kejadian
6. Menggambarkan konsekuensi dan frekuensi terjadinya konsekuensi untuk mendapatkan nilai risiko (risk)
7. Mengevaluasi risiko yang dapat diterima.
2.2 Metode Fault Tree Analysis (FTA)
Fault Tree Analysis (FTA) merupakan metode teknik yang digunakan
untuk mengidentifikasi risiko yang berperan terhadap terjadinya kegagalan. Metode ini dilakukan dengan pendekatan secara top-down yang diawali dengan asumsi kegagalan dari kejadian puncak (Top event) kemudian dirinci sebab-sebab suatu
Top Event sampai pada suatu kegagalan dasar (root cause) (Clifton A, Ericson II,
1999). Metode ini juga merupakan metode yang efektif untuk menemukan inti permasalahan karena memastikan bahwa suatu kejadian yang tidak diinginkan atau kerugian yang ditimbulkan tidak berasal pada satu titik kegagalan. Fault Tree
Analysis mengidentifikasi hubungan antara faktor penyebab dan ditampilkan dalam
bentuk “Fault Tree” yang melibatkan gerbang logika sederhana. Gerbang logika menggambarkan kondisi yang memicu terjadinya kegagalan, baik kondisi tunggal maupun sekumpulan dari berbagai kondisi (Vesely, 1981; Marszal E.M, 2002). Bentuk dari Fault Tree Analysis (FTA) meliputi gerbang logika yaitu gerbang AND dan gerbang OR. Setiap kegagalan yang terjadi dapat digambarkan ke dalam suatu bentuk pohon analisis kegagalan dengan mentransfer atau memindahkan komponen kegagalan ke dalam bentuk simbol (Logic Transfer Component) dan Fault Tree
Analysis (Clifton A, Ericson II, 2002).
FTA menggunakan simbol-simbol yang menjelaskan hubungan logika pada kejadian dan kegagalan yang terjadi. Selain itu juga digunakan gerbang logika yang menghubungkan kejadian awal sehingga didapatkan top event sebagai
hasilnya, baik secara kualitatif maupun kuantitatif. Gerbang logika yang banyak digunakan adalah gerbang logika AND dan OR . Penggunaan gerbang logika AND secara kualitatif menyatakan bahwa nilai output akan bernilai true bila semua input bernilai true. Sedangkan penggunaan gerbang logika AND secara kuantitatif yaitu
output akan didapatkan dengan mengalikan kemungkinan (probability) yang terjadi
dan mengasumsikan bahwa input kejadian bersifat independen. Hal tersebut berbeda dengan gerbang logika OR dimana penggunaan gerbang logika OR secara kualitatif berarti bahwa output akan bernilai true apabila terdapat satu atau lebih
input yang bernilai true. Sedangkan secara kuantitatif output didapatkan dengan
menambahkan kemungkinan (probability) yang terjadi (Marszal E.M, 2002). Pada
Fault Tree Analysis (FTA) digunakan simbol untuk mempermudah
merepresentasikan penyebab dan akibat antar kejadian seperti terlihat pada Table 2,3. Gate AND digunakan untuk menyatakan kejadian outputakan terjadi jika dan hanya jika semua kejadian input terjadi. Gate OR digunakan umtuk menyatakan kejadian outputakan terjadi jika salah satu kejadian input atau lebih yang terjadi.Basic Event digunakan untuk menyatakan awal terjadinya kegagalan. Simbol ini merupakan simbol awal dalam desain FTA. Undesired Event digunakan untuk menyatakan kejadian yang tidak dikehendaki dan Inhibit Gate digunakan untuk suatu keadaan yang menerapkan kondisi atau pembatasan dengan urutan yang harus dipenuhi sehingga keluaran dapat dihasilkan.
Tabel 2.3 Simbol pada Fault Tree Analysis (FTA)
Penyusunan Fault Tree dilakukan dengan tahapan sebagai berikut : 1. Ditentukan kejadian atau kondisi yang tidak diinginkan sebagai kejadian
puncak
2. Menganalisis penyebab terjadinya kejadian puncak secara mundur dengan menggunakan gerbang logika, seperti terlihat pada Gambar 2.4
Gambar 2.4 Skema Fault Tree Analysis (Marszal, 2002)
Tabel 2.4 Operasi Hukum Aljabar Boolean.
Didalam menyelesaikan Analisis Fault Tree dilakukan tahapan sebagai berikut : 1. Mengubah logika Fault Tree menjadi persamaan Boolean
25
Aturan Operasi
Komunikatif A+B = B+A A*B = B*A
Asosiatif A+B+C = (A+B)+C = A+(B+C)
A*B*C = (A*B)*C = A+*(B*C)
Distributif A*(B+C) = (A*B)+(A*C)
Idempotent A+A= A A*A= A
Himpunan Nol A+0= A A*0= 0
Himpunan Universal A+1= 1 A*1= A
∫
2. Menyederhanakan (mereduksi) persamaan Boolean menjadi bentuk sederhana,dengan aturan seperti dalam Tabel 2.4
2.3 Reliability
Reliability dari suatu komponen atau sistem adalah probabilitas untuk
tidak mengalami kegagalan atau dapat melaksanakan fungsinya selama periode waktu t atau lebih. Fungsi reliability terhadap waktu (Ebeling, 1997), dapat dinyatakan sebagai berikut:
Dimana :
R(t) = – F (t) = ∞ 𝑓(𝑡)𝑑𝑡
0 (2.2)
R(t) : Reliability Function
F(t) : Cumulative Distribution Function (CDF) f(t) : Probability Density Function (PDF)
2.4 Laju Kegagalan
Laju kegagalan (Failure rate) adalah banyaknya kegagalan persatuan waktu. Laju kegagalan ini dapat dinyatakan sebagai perbandingan antara banyaknya kegagalan yang terjadi selama selang waktu tertentu dengan total waktu operasi komponen atau sistem. Laju kegagalan (Ebeling, 1997), dapat dinyatakan dalam bentuk persamaan (2.4) :
λ = 𝑓 𝑇 (2.3) λ(t) = 𝑓(𝑡) 𝑅(𝑡) (2.4) Dimana : λ : Laju kegagalan
f : Banyaknya kegagalan selama jangka waktu operasi T : Total waktu operasi