KAJIAN APLIKASI RADIOGRAFI Ir 192 DAN Se 75 UNTUK INSPEKSI
PIPA KETEL UAP PEMBANGKIT LISTRIK PLTU BATU BARA
Soedardjo PUSAT TEKNOLOGI REAKTOR DAN KESELAMATAN NUKLIR BADAN TENAGA NUKLIR NASIONALABSTRAK
KAJIAN APLIKASI RADIOGRAFI Ir 192 DAN Se 75 UNTUK INSPEKSI PIPA KETEL UAP PEMBANGKIT LISTRIK PLTU BATU BARA. Telah dilakukan kajian aplikasiradiografi Ir 192 dan Se75, unstuk inspeksi pipa ketel uap industri PLTU batu bara. Kajian difokuskan kepada aspek penumbra, pemilihan pemakaian Ir 192 dan Se 75 oleh para jasa inspeksi dan keinginan pemilik industri, baik dari segi keselamatan, parameter ketebalan pipa, umur paro sumber radiasi, energi sumber radiasi, produktifitas pemakaian sumber radiasi di industri. Hasil kajian menunjukkan bahwa masalah penumbra sangat penting untuk diperhatikan, dari segi keselamatan pemakaian kedua sumber radiasi tersebut ada kelemahannya pada alat engkol dan kunci kamera Gamma. Dari segi parameter ketebalan pipa, Ir 192 dapat digunakan untuk ketebalan bahan dari 20 hingga 80 mm, produktifitas pemakaian kamera Gamma Ir 192 relatif jelek karena kemera Gamma Ir 192 relatif berat jika digunakan untuk inspeksi pipa yang tipis dengan elevasi geometri pipa yang cukup tinggi. Untuk sumber Se 75 dapat digunakan untuk ketebalan bahan dari 10 hingga 40 mm, umur paro Se 75 adalah 120 hari atau hampir dua kali umur paro Ir 192, produktifitas pemakaian kamera Gamma Se 75 yang relatif ringan adalah baik jika digunakan untuk inspeksi pipa yang tipis dengan elevasi geometri pipa yang cukup tinggi.
ABSTRACT
ASSESSMENT OF Ir 192 AND Se 75 RADIOGRAPHY APPLICATIONS ON INSPECTION OF COAL FIRED ELECTRICAL POWER BOILER PIPE. The assessment of Ir 192 and Se 75 radiography applications on inspection of coal fired electrical power industry boiler pipe has been carried out. The assessment are focused on unsharpness geometry aspect, the election Ir 192 and Se 75 source by inspection agency and industry owner especially from safety feature, pipe thickness parameter, radiation source half life, radiation source energy, industrial application productivity. The assessment result is the unsharpnenss geometry should be concerned, from the safety feature that both radiation sources have weakness link on crank cable and Gamma camera key lock. From pipe material tested thick nesses that Ir 192 is applicable from 20 up to 80 mm, the application Gamma camera of Ir 192 productivity if applied for thin pipe inspection with the high geometry elevation is bad due to Gamma camera Ir 192 is heavy. Radiation source Se 75 is possible for 10 up to 40 mm pipe material thickness, with half life about 120 days or almost double time of Ir 192 half life, the application Gamma camera of Se 75 productivity if applied for thin pipe inspection with the high geometry elevation is good due to Gamma camera Se 75 is light.
PENDAHULUAN
Akhirakhir ini penggunaan kamera Gamma dengan menggunakan sumber Ir (Iridium) 192 dan Se (Selenium) 75 bersaing ketat. Masingmasing industri pengguna dapat memilih alat yang mana menguntungkan atau berugikan. Untuk mengetahui keuntungan dan kerugian dalam pemilihan sumber radiasi Ir 192 atau Se 75, maka dilakukan suatu kajian aplikasi radiografi Ir 192 dan Se 75 untuk inspeksi pipa ketel uap pada industri PLTU batu bara.
Kajian ini bertujuan untuk mengetahui mengapa jasa inspeksi dan pemilik PLTU batubara akhirakhir ini memilih menggunakan sumber Se 75 daripada Ir 192. Untuk mengetahui penyebabnya, maka dilakukan pengkajian untung rugi penggunaan dua sumber tersebut.
Kajian difokuskan kepada pemilihan pemakaian Ir 192 dan Se 75 oleh para jasa inspeksi dan keinginan pemilik industri, baik dari segi keselamatan pemakaian sumber Ir 192 dan Se 75, parameter ketebalan pipa, keuntungan secara ekonomis yang berkaitan dengan umur paro sumber radiasi, energi sumber radiasi, produktifitas pemakaian sumber radiasi di industri serta perhitungan jarak sumber ke film (SFD, Source to Film
Distance) yang digunakan untuk menguji pipa tersebut.
TEORI, BAHAN DAN METODE
Bayangan yang terbentuk dalam film radiografi akan diperbesar dan membentuk penumbra (Unsharpness geometry, Ug). Besarnya penumbra ini dipengaruhi oleh dimensi sumber radiasi, tebal bahan, dan besarnya SFD (Source to Film Distance) atau jarak tataletak sumber radiasi Ir 192 atau Se 75 ke film yang digunakan untuk pengujian. Dalam standar ASME besarnya penumbra maksimum untuk tebal tertentu dari benda yang akan diuji telah ditetapkan, seperti ditunjukkan pada Tabel 1 [1]. Tabel 1. Hubungan tebal bahan dengan penumbra Tebal bahan (in) Penumbra maksimum (in) t < 2 0.020 2 ≤ t ≤ 3 0.030 3 < t ≤ 4 0.040 t > 4 0.070 Sumber radiasi yang dipilih pada kajian ini merupakan parameter jenis dan tebal material yang berkaitan dengan kemampuan atau daya tembus dari energi dan jenis sumber radiasi Ir 192 dan Se 75. Penghitungan SFD dengan tujuan agar gambar radiografi yang dihasilkan cukup tajam yang bergantung pada besarnya penumbra (Ug, unsharpness) maksimum yang
diijinkan. Nilai SFD minimum, jika harga penumbra maksimum dan kondisi film menempel pada bahan yang akan diradiasi telah ditetapkannya dapat ditentukan dengan persamaan:
SFDminimum = [(t x d)/ Ugmaksimum] + t (1)
dengan
SFDminimum = jarak sumber ke film minimum (mm),
t = tebal material (mm),
Ugmaksimum = penumbra maksimum (mm),
d = dimensi sumber (mm)
Persamaan (2) menunjukkan semakin besar aktifitas sumber yang digunakan maka waktu penyinaran semakin cepat. Waktu penyinaran (Wp) dapat dihitung dengan rumus sebagai berikut:
Wp = [ SFDaktual / SFDgrafik] 2 x A (2)
dengan SFDaktual = SFD yang digunakan, SFDgrafik = SFD standard exposure chart, A = harga aktifitas (Ci) x waktu penyinaran (menit) pada SFDgrafik. Untuk tebal material dengan korelasi penggunaan sumber radioaktif untuk Ir 192 dan Se 75, dapat dilihat pada Tabel 2. Tabel 2. Rentang daerah kerja sumbersumber radiasi [2]
Sumber Waktu paro Rentang daerah kerja
pada tebal baja (mm)
Rentang tenaga radiasi gamma
Co 60 5 tahun 50 140 1,17 MeV – 1,33 MeV
Ir 192 74 hari 20 80 206 Ke – 612 KeV
Se 75 120 hari 10 40 97 – 401 KeV
Yb 169 32 hari 5 20 63 – 308 KeV
Tm 170 129 hari 2 20 52 – 84 KeV
Gd 153 242 hari 2 20 41 – 103 KeV
BAHAN DAN METODA
Teknik penyinaran yang digunakan pada penelitian ini adalah single wall viewing (Single Wall Single Image, SWSI). Peralatan yang digunakan pada penelitian ini antara
lain monitor personil (Film badge / TLD badge, dosimeter saku), surveimeter , tanda tanda radiasi, tali kuning, kamera Gamma dan sumber Ir 192 (22,1 Ci, focal spot efektif 3 mm adalah diameter dari sumber Ir 192), kamera Gamma Se 75 (16 Ci, Ci, focal spot efektif 2 mm adalah diameter dari sumber Se 75), kabel krank atau kabel engkol, kabel pengarah sumber, sigmat, penetrameter, fasilitas ruang gelap. Bahan yang digunakan dalam penelitian ini antara lain film radiografi (AGFA D7 250 mm x 100 mm), larutan developer, stop bath, fixer dan air, benda uji (specimen) Perhitungan nilai SFD minimum didasarkan pada harga Ug maksimum yang ada pada referensi [1]. Benda uji yang digunakan adalah lasan dengan tebal dari capping ke root sekitar 13 mm. Berdasarkan referensi [1], maka nilai Ug maksimum untuk ketebalan
itu adalah 0,5 mm. Dengan memasukkan hargaharga yang ada maka nilai SFD minimum dapat dihitung berdasarkan rumus (1) dan didapat sebesar 91 mm. Untuk itu pada penelitian ini akan digunakan SFD dengan variasi 100mm, 150mm, dan 200mm.
Metode perbandingan pada makalah ini, difokuskan ke masalah berat alat, kemacetan pengoperasian alat dan pemilihan alat yang sebanding dengan tepat pipa yang diinspeksi. Uji radiografi yang dievaluasi pada makalah ini dilakukan berdasarkan standar ASME 5, dengan menggunakan sumber Se 75 dengan aktivitas 16 Curie dengan waktu 5 menit, dan Ir 192 dengan aktivitas 22,1 Curie, dengan waktu penyinaran 19,5 detik. Wall tube yang diteliti pada makalah ini adalah pipapipa yang terpasang diantara bagian steam drum dan cross tubes serta merupakan komponen yang penting dari suatu ketel uap. Dengan diketahuinya kondisi struktur bahan dan penyebab kerusakan dari wall
tube, maka dapat dilakukan usahausaha pencegahan maupun penanggulangan
terhadap adanya kerusakan [3 6].
Metode pengujian dengan cara menempelkan film Agfa D4 pada pipa ketel uap yang telah di shutdown dan mengalami pendinginan sekitar sebulan agar suhunya tidak lebih dari 40 °C, sehingga operator yang melakukan pengujian dapat bekerja dengan enak dan selamat. Sumber radiasi diletakkan sedemikian rupa, sehingga diperoleh penumbra yang sempit atau kecil agar sensitifitas gambar yang dihasilkan tampak baik untuk dianalisis. Pengujian dilakukan sepanjang pipa ketel uap, dari level 0 meter hingga 66,1 meter, dengan jarak sekitar 5 meter atau jarak tertentu untuk tempat kritis, seperti pipa lengung atau titik las sambungan pipa.
Film yang telah disinari, harus diproses atau dicuci agar gambar laten yang terdapat pada film tersebut dapat terlihat oleh mata dengan menggunakan alat viewer. Proses pencucian sangat penting, karena kesalahan pada proses ini akan membuat film
tersebut tak berguna lagi. Sebelum proses dimulai, larutanlarutan dengan konsentrasi yang sesuai harus dipersiapkan sesuai dengan rekomendasi dari pabrik.
HASIL DAN PEMBAHASAN
Kualitas hasil pengujian dengan sumber radiasi Ir 192 Pada exposure chart digunakan SFD sebesar 620 mm. Dengan mengacu pada grafik tersebut maka harga A (Aktifitas kali waktu ) untuk ketebalan benda uji sebesar 13 mm didapat sebesar 69 Ci–menit. Nilai tersebut diperlukan untuk menghasilkan nilai kehitaman sebesar 2 sesuai persyaratan ASME V [1]. Dengan menggunakan SFD sebesar 100 mm, 150 mm, dan 200 mm, maka dapat dihitung Wp untuk masingmasing SFD. Untuk SFD sebesar 100 mm, maka: Wp = [100/620]2 x 69 Cimenit = 1,795 Ci menit /22,1 Cimenit x 60 detik = 4,873 detik Untuk SFD sebesar 150 mm, maka: Wp = [150/620]2 x 69 Cimenit = 4,039 Ci menit /22,1 Cimenit x 60 detik = 10,97 detik Untuk SFD sebesar 200 mm, maka: Wp = [200/620]2 x 69 Cimenit = 7,18 Ci menit /22,1 Cimenit x 60 detik = 19,5 detik Dengan menggunakan rumus (1), maka untuk nilai SFD sebesar 100 mm, akan terbentuk nilai Ug sebesar adalah 0,45 mm. Untuk nilai SFD 150 mm, maka nilai Ug yang terbentuk adalah 0,28 mm. Sedangkan pada penggunaan nilai SFD sebesar 200 mm maka akan terbentuk Ug sebesar 0,21 mm. Dari hasil perhitungan tersebut terlihat jelas bahwa semakin besar SFD yang digunakan akan menghasilkan Ug yang semakin kecil yang berarti pula film yang dihasilkan lebih tajam. Kendala penggunaan kamera Gamma Se 75 adalah biasanya digunakan untuk material yang tipis, sedang kamera Gamma Ir 192 dapat digunakan untuk material yang tebal. Hal ini disebabkan untuk mendapatkan gambar yang baik, yang berkaitan dengan penumbra Ug atau unsharpness geometry dan penetrasi sumber radiasi tergantung pada besar masingmasing energinya. Dalam hal ini penumbra juga merupakan fungsi dari tebal bahan. Sumber radiasi yang akan digunakan dipilih berdasarkan kepada jenis dan tebal material yang akan diperiksa. Hal ini disebabkan karena kemampuan atau daya tembus dari masingmasing sumber berbeda, yang tergantung kepada energi dan jenis radiasi yang dipancarkan.Kondisi penampang lintang wall tube ketel uap saat dilakukan pemotongan, seperti pada Gambar 1 menggunakan Sumber radiasi Ir 192. Wall tube setebal 12 mm tersebut mengalami korosi untuk kasus ketel uap PLTU Suralaya. Pada Gambar 2 adalah
wall tube setebal 12 mm yang rusak akibat kemacetat mekanisasi peralatan sootblower di PLTU ASAMASAM yang menggunakan sumber radiasi Se 75. Gambar 1. Kerusakan wall tube pada bagian dalam yang berupa lapisan oksida di iradiasi dengan Ir 192. Gambar 2. Wall tube PLTU ASAMASAM di radiografi dengan Se 75. Hasil uji radiografi diperlihatkan pada Gambar 1. Pengujian radiografi dilakukan untuk mengetahui kondisi bagian dalam dari pipa. Indikasi cacat porositas yang ditemukan pada pengujian dye penetrant diperdalam dengan uji radiografi untuk mengetahui ukuran/dimensi cacat tersebut. Dari hasil uji radiografi diketahui bahwa cacat porositas yang perlu dianalisis adalah pada bagian paling atas sesuai dengan tanda panah pada Gambar 3 dan Gambar 4, karena hanya cacat ini yang terdeteksi di film radiografi.
Gambar 3. Uji radiografi dengan menggunakan kamera Gamma Ir 192 porositas
Dari Gambar 3, terlihat bagian yang terkorosi kurang jelas terlihat, karena sumber Ir 192 dengan aktivitas kecil sekitar 22,1 Curie, dengan waktu penyinaran sekitar 19,5 detik, dan menggunakan film jenis AGFA D7 ukuran 250 mm x 100 mm yang mempunyai sensitivitas dan kerapatan pixel bahan film lebih tinggi dibanding film jenis D4. Pengujian ini menggunakan aktivitas yang rendah, karena keterbatasan dana untuk pembelian sumber radioaktif Ir 192, sehingga terpaksa memanfaatkan aktivitas radiasi yang oleh sebagaian industri digolongkan kepada sumber radiasi golongan limbah radioaktif.
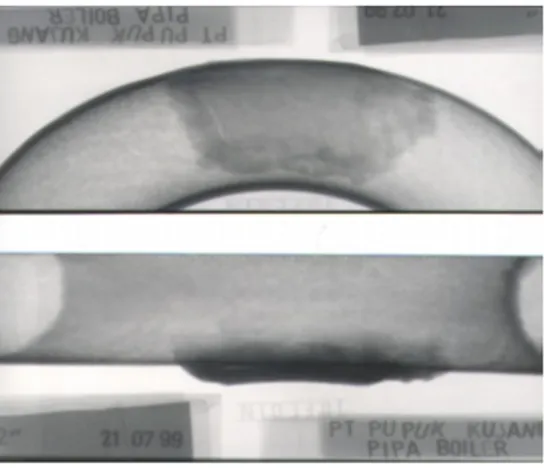
Gambar yang tidak jelas dapat disebabkan karena aktivitas yang relatif kecil dari sumber radiasi Ir 129 yang digunakan untuk pengujian saat itu, pengaturan SFD yang kurang tepat, kualitas film yang sudah kadaluarsa. Film hasil radiografi dikatakan mempunyai kualitas yang baik bila film tersebut dapat mendeteksi cacat yang dimensinya tertentu sesuai dengan yang diinginkan. Pemilihan film radiografi ditentukan oleh sensitivitas gambar yang diharapkan. Dalam teknik radiografi diharapkan bahwa film yang dihasilkan mempunyai sensitivitas yang cukup tinggi. Bila diinginkan agar cacat yang halus terekam pada film maka film dengan kontras tinggi harus dipilih. Penggunaan sumber radiasi Ir 192 pada ketel uap Pupuk Kujang setebal 10 mm, seperti terlihat pada Gambar 4 dan 5. Gambar 4. Pipa U ketel uap Pupuk Kujang, menggunakan sumber radiasi Ir 192. Dimensi cacat porositas pada bagian permukaan luar pipa adalah 2 mm dan berdasarkan Standar ASME Section VIII Appendix 4, bahwa batas yang diizinkan untuk pipa dengan ketebalan dibawah 3/8 in (0,32 in) adalah 3,175 mm, sehingga cacat masih dalam batas toleransi atau masih diizinkan.
Gambar 5. Uji radiografi Pipa U, ketel uap Pupuk Kujang dengan menggunakan Ir 192
Keuntungan dan kerugian pemakaian sumber Radiasi Ir 192 dan Se 75
Pemakaian kamera Gamma yang berat seperti untuk sumber Ir 192 yang menggunakan shielding Depleted Uranium (DU) sekitar 25 kg, akan menghambat transportasi atau pemindahan alat. Sehingga perolehan titik pengujian radiografi memerlukan waktu relatif lama, atau akan menghabiskan uang yang banyak, karena produktifitas penyelesaian pekerjaan lebih lama dibanding jika menggunakan kamera Gamma yang relatif lebih ringan.
Beberapa industri menginginkan pemakaian kamera Gamma yang lebih ringan seperti Se 75, yang beratnya sekitar 15 kg , sehingga pengujian dalam sehari dapat dilakukan pada banyak titik pengujian. Untuk pengujian pipa ketel uap PLTU batu bara Suralaya Unit II menggunakan kamera Gamma Ir 192 jika digunakan prinsip full
radiography for lethal services yang dipersyaratkan oleh ASME IX, maka akan
memerlukan waktu sekitar 30 hari. Biaya yang akan dikeluarkan oleh PLTU Suralaya unit II dengan tidak beroperasi dalam sehari, adalah sekitar 1 (satu) Milyard pada tahun 2000. Pada pipa boiler PLTU Suralaya Unit II yang tingginya dari titik dasar tungku pembakaran batu bara atau dari level 0 mm hingga 66,1 meter, maka akan sangat berat jika digunakan kamera Gamma Ir 192 yang beratnya 25 kg. Hal tersebut akan lebih menguntungkan jika menggunakan kamera Gamma Se 75 yang lebih ringan. Perbedaan berat yang cukup besar tadi dikarenakan kamera Gamma untuk Ir 192 biasanya dirancang untuk maksimum sekitar 120 Ci dan kamera Gamma untuk Se 75 dirancang untuk maksimum 80 Ci. Khusus untuk kamera Gamma Se 75, berat depleted
uranium untuk bahan penahan radiasi 7,7 kg, sehingga berat kameranya sendiri hanya sekitar 7,3 kg. Penggunaan sumber Se 75 akhirakhir ini digemari oleh jasa inspeksi dan pemilik industri dibandingkan sumber radiasi Ir 192, terutama untuk inspeksi bahan baja yang ketebalannya sekitar 5 hingga 30 mm. Se 75 mempunyai spektrum paparan Gamma yang lebih halus dan sensitif dibanding dengan sumber radiasi Gamma Ir 192. Karena umur paro Se 75 hampir 2 (dua) kali lipat umur paro Ir 192, maka penggunaan sumber Se 75, sangat disenangi untuk digunakan pada industri lepas pantai (off shore), karena tidak perlu berkalikali ke darat untuk mengganti sumber radiasi yang cepat habis dan dengan harga yang relatif mahal.
Dengan alasan bahwa sumber radiasi Ir 192 mempunyai focal spot 3 mm dan sumber radiasi Se 75 mempunyai focal spot hanya 2 mm, maka banyak yang memilih menggunakan sumber Se 75, karena dengan focal spot yang relatif kecil, akan dihasilkan gambar yang lebih bagus, sensitif dan mudah dianalisis, serta dapat mendeteksi cacat yang relatif lebih akurat, jika dibandingkan dengan menggunakan sumber Ir 192.
Aspek keselamatan penggunaan Sumber radiasi Ir 192 dan Se 75.
Kedua kamera Gamma tersebut dalam pemakaian di lapangan sering mengalami kemacetan, antara lain pada bagian kunci kamera Gamma dan alat engkol untuk mengeluarkan sumber radiasi.
Khusus untuk wall tube yang digunakan pada dinding ketel uap PLTU batubara baik di PLTU Suralaya dan PLTU AsamAsam Kalimantan SelatanTengah, kerusakan yang sering terjadi adalah porositas karena berinteraksi dengan uap air panas yang bersuhu 1100 °C. Wall tube juga sering mengalami penipisan, karena proses pembersihan kerak dengan menggunakan mesin yang disebut pembersih jelaga hasil pembakaran batubara (sootblower), yang macet mekanisasinya, sehingga pembersihan yang setempat mengakibatkan pipa cepat menipis.
Aspek Keselamatan
Aspek keselamatan yang perlu dikemukakan adalah untuk pemakaian sumber radiasi Se 75. Sumber radiasi tersebut mudah menguap (volatile) pada suhu sekitar 800°C. Jika terjadi kecelakaan, misalnya sumber radiasi terlepas dari kendali dan jatuh pada tungku batubara yang suhunya lebih dari 1100 °C, maka sumber radiasi Se 75 tersebut akan menguap dan mencemari lingkungan.
Sumber radiasi Se 75, dengan wadahnya yang terbuat dari Vanadium dan Titanium, mudah terkorosi, sehingga sering menyebabkan kemacetan saat kamera
Gamma Se 75 digunakan. Dengan alasan sumber Se 75 mudah terkorosi, maka beberapa negara ada yang menolak menggunakan sumber Se 75 tersebut.
Kerugian pemakaian Se 75, yaitu banyak dilakukan pengelasan di sanasini untuk membuat wadah penahan radiasi dari sumber radiasi Se 75. Sifat suatu titik las lasan merupakan titik kritis kegagalan suatu komponen akibat heterogenitas bahan las dan bahan yang di las, maka pemakaian sumber Se 75 yang relatif banyak menggunakan titik las pada wadah penahan radiasinya dibandingkan dengan wadah penahan radiasi Ir 192, maka sebagian jasa inspeksi masih memilih menggunakan sumber Ir 192 dari aspek keselamatnnya.
KESIMPULAN
Dari penelitian yang telah dilakukan dapat disimpulkan bahwa bila diinginkan untuk mendapatkan panjang film efektif sepanjang x mm, maka SFD yang harus digunakan adalah sekitar 2 x mm. Disamping itu juga dapat disimpulkan bahwa penambahan waktu penyinaran untuk SFD yang berbeda, dengan prosentase yang sama terhadap hasil perhitungan waktu penyinaran, tidak akan menghasilkan kehitaman yang sama.
Peralatan Ir 192 lebih menguntungkan untuk digunakan pada pipapipa yang tebal dan peralatan Se 75 untuk pipapipa yang tipis. Untuk kamera Gamma Ir 192 adalah baik untuk material dengan ketebalan dari 20 hingga 80 mm dan untuk kamera Gamma Se 75 adalah 10 mm hingga 40 mm. Kerugian pemakaian dari kamera Gamma Ir 192 adalah beratnya sekitar 25 kg, sedang kamera Gamma Se 75 lebih ringan dan beratnya sekitar 15 kg. Keduaduanya mempunyai kendala berupa kemacetan saat mengeluarkan sumber dari dalam kameranya. Dari aspek keselamatan, sumber Se 75 mudah menguap pada suhu tinggi, mudah terkorosi, masih banyak menggunakan sambungan las. Masalah yang terjadi di ketel uap PLTU batubara, dengan susunan pipa yang relatif tinggi sekitar 66,1 meter mengakibatkan pengangkutan kamera Ir 192 yang relatif berat sekitar 25 kg akan menyulitkan kerja para operator radiografi sehingga para operator tersebut lebih senang menggunakan peralatan yang relatif ringan seperti Se 75 dengan berat sekitar 15 kg. Dengan kamera Gamma yang ringan, akan lebih cepat digunakan untuk menguji beberapa titik uji, sehingga akan dapat menekan dana yang dibutuhkan.
DAFTAR PUSTAKA
1.
ANONYMOUS, ASME Boiler and Pressure Vessel Committee, ASME Boiler andPressure Vessel Section V Nondestructive Examination, The American Society of
Mechanical Engineers, New York, 1983.
2.
MARK G SHILTON et al. Advanced, SecondGeneration Selenium75 GammaRadiography Sources, IAEA Technology QSA, B329, Harwell, Didcot Oxon, OX11
0RA, UK, Paper presented at the 15th World Conference on NonDestructive Testing, Rome, Italy, 1521 October 2000, Revised and amended AUgust 2003.
3.
M. NATSIR, dkk, Analisis keutuhan struktur bahan superheater PLTU Suralaya, Prosiding Presentasi Ilmiah Teknologi Keselamatan Nuklir VI, P2TKN – BATAN, ISSN 14100533,Serpong 29 Maret 2001.4.
M. NATSIR, dkk, Analisis kerusakan wall tube boiler, Prosiding Presentasi Ilmiah Teknologi Keselamatan Nuklir VII, P2TKN – BATAN, ISSN 14100533,Serpong 14 Pebruari 2002.5.
M. NATSIR, dkk, Analisis kerusakan pipa boiler industri, Prosiding Presentasi Ilmiah Teknologi Keselamatan Nuklir V, P2TKN – BATAN, ISSN 14100533, Serpong 28 Juni 2000.6.
SOEDARDJO dkk, Laporan terbatas tentang Inspeksi Predictive MaintenanceEconomizer dan Superheater PLTU ASAMASAM UNIT I, Mei 2003, tidak untuk
diterbitkan.
7.
SOEDARDJO, Analisis Kemacetan Komponen Lingkaran Pengunci kamera GammaCo 60 Model 680 Amersham, TechOps, Prosiding Presentasi Ilmiah Keselamatan
Radiasi dan Lingkungan VII, Jakarta, halaman 4, ISSN 0854 408524 –25 Agustus1999.
DISKUSI DAN TANYA JAWAB
Penanya: Warodi ( PT Indah Kiat Pulp & Paper Serang Mill ) Pertanyaan:a.
Denger Mill Crack tebal 30 cm apa dapat dideteksi dengan alat tersebut? Jawaban: a.Dapat. Penanya: Bagiyono ( Pusdiklat BATAN ) Saran:Korelasi Tabel 1, tebal bahan satuannya tertulis mm seharusnya inch, Penumbra maksimum tertulis m seharusnya cm. Mohon di cek lagi ke ASME V arti ke II.