DENGAN MENGGUNAKAN METODE MARKOV CHAIN
DI PT.CIPTA PERKASA OLEINDO - SIDOARJO
SKRIPSI
Diajukan Untuk Memenuhi Sebagai Persyaratan Dalam Memperoleh Gelar Sarjana Teknik
Jurusan Teknik Industri
\
Disusun Oleh :
PARAMITA WAHYU DEWANTI
NPM : 0932010020
JURUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN”
JAWA TIMUR
2012
Hak Cipta © milik UPN "Veteran" Jatim :
DENGAN MENGGUNAKAN METODE MARKOV CHAIN
DI PT.CIPTA PERKASA OLEINDO - SIDOARJO
SKRIPSI
\
Disusun Oleh :
PARAMITA WAHYU DEWANTI
0932010020
JURUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN”
JAWA TIMUR
2012
Hak Cipta © milik UPN "Veteran" Jatim :
SKRIPSI
PERENCANAAN PEMELIHARAAN
MESIN FILLING OTOMATIS
DENGAN MENGGUNAKAN METODE MARKOV CHAIN
DI PT.CIPTA PERKASA OLEINDO-SIDOARJO
Oleh :
PARAMITA WAHYU DEWANTI 0932010020
Telah disetujui untuk mengikuti Ujian Negara Lisan Gelombang III Tahun Ajaran 2012 – 2013
Mengetahui Dosen Pembimbing I
Dr. Ir. Minto Waluyo, MM NIP. 19611130 199003 1 001
Mengetahui Dosen Pembimbing II
Ir. Endang Pudji .W., MMT NIP. 19591228 198803 2 001
Mengetahui,
Ketua Jurusan Teknik Industri UPN “Veteran” Jawa Timur
Dr. Ir. Minto Waluyo, MM NIP. 19611130 199003 1 001
Hak Cipta © milik UPN "Veteran" Jatim :
MESIN FILLING OTOMATIS
DENGAN MENGGUNAKAN METODE MARKOV CHAIN
DI PT.CIPTA PERKASA OLEINDO-SIDOARJO
Disusun Oleh :
PARAMITA WAHYU DEWANTI 0932010020
Telah dipertahankan dihadapan dan diterima oleh Tim Penguji Skripsi Jurusan Teknik Industri Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur Pada Tanggal : 23 November 2012
Dosen Penguji : Dosen Pembimbing :
1. 1.
Ir. Tri Susilo, MM Dr. Ir. Minto Waluyo, MM
NIP. 19550708 198903 1 001 NIP. 19611130 199003 1 001
2. 2.
Ir. Sumiati, MT Ir. Endang Pudji . W., MMT
NIP. 19601213 199103 2 001 NIP. 19591228 198803 2 001
3.
Dr. Ir. Minto Waluyo, MM NIP. 19611130 199003 1 001
Mengetahui,
Dekan Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur
Ir. Sutiyono, MT NIP. 19600713 198703 1 001
Hak Cipta © milik UPN "Veteran" Jatim :
DENGAN MENGGUNAKAN METODE MARKOV CHAIN
DI PT.CIPTA PERKASA OLEINDO-SIDOARJO
SKRIPSI
Diajukan Sebagai Salah Satu Syarat
Untuk Memper oleh Gelar Sarjana Teknik
J ur usan Teknik Industri
Oleh :
PARAMITA WAHYU DEWANTI
0932010020
JURUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN”
JAWA TIMIUR
2012
Hak Cipta © milik UPN "Veteran" Jatim :
i Penyusun mengucapkan Alkhamdulillah, atas kehadirat Allah SWT yang
telah memberikan rakhmat dan karunia-Nya, sehingga penyusun dapat
menyelesaikan skripsi dengan judul “PERENCANAAN PEMELIHARAAN
MESIN FILLING OTOMATIS DENGAN MENGGUNAKAN METODE
MARKOV CHAIN DI PT. CIPTA PERKASA OLEINDO-SIDOARJO”.
Skripsi ini disusun sebagai salah satu syarat memperoleh gelar Sarjana
Teknik di Jurusan Teknik Industri, Fakultas Teknologi Industri, Universitas
Pembangunan Nasional “Veteran” Jawa Timur.
Penyusun menyadari bahwa skripsi ini tidaklah dapat tercipta tanpa adanya
bantuan dari berbagai pihak yang telah meluangkan waktu dan tenaga serta
ilmunya untuk memberikan bimbingan, masukan, dan dorongan yang tentunya
sangat memberikan motivasi dalam pelaksanaan dan penyelesaian skripsi ini.
Oleh karena itu, dalam kesempatan ini, penyusun sampaikan terima kasih yang
sebesar-besarnya kepada:
1. Allah SWT. beserta para Rasul, Nabi dan Malaikat-Nya.
2. Bapak Prof. Dr. Ir. Teguh Sudarto, MP., selaku Rektor Universitas
Pembangunan Nasional “Veteran” Jawa Timur.
3. Bapak Ir. Sutiyono, MT., selaku Dekan Fakultas Teknologi Industri.
4. Bapak Dr. Ir. Minto Waluyo, MM., selaku Kepala Jurusan Teknik Industri
sekaligus Dosen Wali penyusun dan Dosen Pembimbing I Skripsi.
5. Bapak Drs. Pailan, MPd., selaku Sekretaris Jurusan Teknik Industri.
6. Ibu Ir. Endang Pudji .W., MT., selaku Dosen Pembimbing II Skripsi.
7. Bapak Ir. Handoyo, MT., selaku Dosen Penguji Seminar I Skripsi.
Hak Cipta © milik UPN "Veteran" Jatim :
ii
10.Bapak Ir. Anang Fahrodji, MT, selaku Dosen Penguji Seminar II Skripsi.
11.Bapak Ir. Tri Susilo, MM, selaku Dosen Penguji Ujian Negara Lesan.
12.Ibu Ir. Sumiati, MT, selaku Dosen Penguji Ujian Negara Lesan.
13.Bapak Sumitro Gandadiredja, selaku Direktur Utama PT. Cipta Perkasa
Oleindo-Sidoarjo yang telah memberika kesempatan pada penyusun untuk
melaksanakan penelitian skripsi di PT. Cipta Perkasa Oleindo-Sidoarjo.
14.Bapak Bimo, selaku Manager HRD PT. Cipta Perkasa Oleindo-Sidoarjo
sekaligus pembimbing pabrik yang telah meluangkan waktu dan dengan sabar
memberikan penjelasan data-data yang diperlukan penyusun.
15.Seluruh Staf dan Karyawan PT. Cipta Perkasa Oleindo-Sidoarjo yang juga
membantu dalam pelaksanaan penelitian skripsi.
16.Keluarga, yaitu mama dan maz Andri, terima kasih atas do’a dan
dukungannya baik dalam moral maupun materi. Tidak lupa untuk Bapak,
terima kasih atas segalanya, semoga Bapak bahagia dan tenang di Surga.
17.Pengisi hatiku (Rizkhy Anthar Pulau,”yanda”), teman-teman terdekatku
(yaitu: Mira, Robby, Yoanda, Angga, Icha), partner skripsi (Desi),
teman-teman Asleb.Prosman (Dwi ”mbah”, Harly, Indra, Rita), terima kasih atas
saran, semangat dan do’a yang telah kalian berikan.
18.Semua yang telah membantu, yang tidak bisa penyusun sebut satu-persatu.
Penyusun menyadari bahwa dalam penyusunan skripsi ini masih jauh dari
apa yang diharapkan dan mungkin banyak terdapat kekurangan baik isi maupun
penyajiannya. Hal ini tidak lain karena keterbatasan ilmu dan kemampuan yang
Hak Cipta © milik UPN "Veteran" Jatim :
iii Akhir kata semoga penulisan skripsi ini dapat bermanfaat bagi
pengembangan ilmu pengetahauan dan bagi para pembaca.
Surabaya, 30 November 2012
Penyusun
Hak Cipta © milik UPN "Veteran" Jatim :
iv
KATA PENGANTAR ... i
DAFTAR ISI ... iv
DAFTAR TABEL ... ix
DAFTAR GAMBAR ... xii
DAFTAR LAMPIRAN ... xiii
ABSTRAKSI ... xiv
ABSTRACT ... xv
BAB I. PENDAHULUAN ... 1
1.1 Latar Belakang ... 1
1.2 Rumusan Masalah ... 2
1.3 Batasan Masalah ... 2
1.4 Asumsi-asumsi ... 3
1.5 Tujuan Penelitian ... 3
1.6 Manfaat Penelitian ... 4
1.7 Sistematika Penulisan ... 4
BAB II. TINJAUAN PUSTAKA ... 6
2.1 Pengertian Pemeliharaan ... 7
2.2 Tujuan Pemeliharaan ... 8
2.3 Jenis-jenis Pemeliharaan ... 9
2.4 Kegiatan Pemeliharaan ... 13
Hak Cipta © milik UPN "Veteran" Jatim :
v
2.7 Kebijakan Pemeliharaan ... 21
2.8 Konsep Keandalan ... 22
2.8.1 Fungsi Laju Kerusakan ... 23
2.8.2 Mean Time To Failure (MTTF) ... 24
2.8.3 Mean Time Between Failure (MTBF) ... 24
2.8.4 Distribusi Kerusakan ... 24
2.8.4.1 Distribusi Normal ... 24
2.8.4.2 Distribusi Eksponensial ... 25
2.8.4.3 Distribusi Weibull ... 26
2.8.4.4 Distribusi Lognormal ... 27
2.9 Klasifikasi Kondisi Kerusakan ... 28
2.10 Proses Markov Chain ... 29
2.10.1 Penaksiran Parameter Markov Chain ... 34
2.10.2 Kegunaan Probabilitas dan Keputusan Markov ... 35
2.10.3 Perhitungan Probabilitas untuk Masing-masing Mesin ... 38
2.10.3.1 Matrik Transisi Satu Langkah ... 39
2.10.3.2 Perencanaan Pemeliharaan Markov Chain ... 40
2.11 Analisa Biaya ... 43
2.11.1 Biaya Downtime ... 44
2.11.2 Biaya Kerusakan/ Biaya Perawatan Korektif ... 44
2.11.3 Biaya Penyelenggaraan Pemeliharaan Pencegahan ... 45
2.11.4 Biaya Rata-Rata Ekspektasi ... 45
Hak Cipta © milik UPN "Veteran" Jatim :
vi
BAB III. METODE PENELITIAN ... 53
3.1 Lokasi dan Waktu Penelitian ... 53
3.2 Identifikasi dan Definisi Operasional Variabel ... 53
3.2.1 Identifikasi Variabel ... 53
3.2.2 Definisi Operasional Variabel ... 54
3.3 Metode Pengumpulan Data ... 54
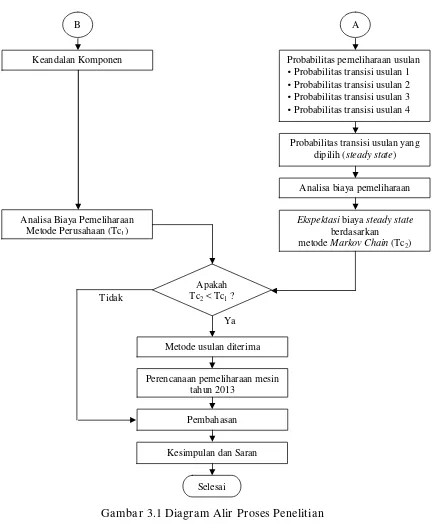
3.4 Langkah-langkah Penelitian ... 58
BAB IV. HASIL ANALISA DAN PEMBAHASAN ... 64
4.1 Pengumpulan Data ... 64
4.1.1 Data Jenis dan Jumlah Komponen pada Mesin Filling Otomatis ... 64
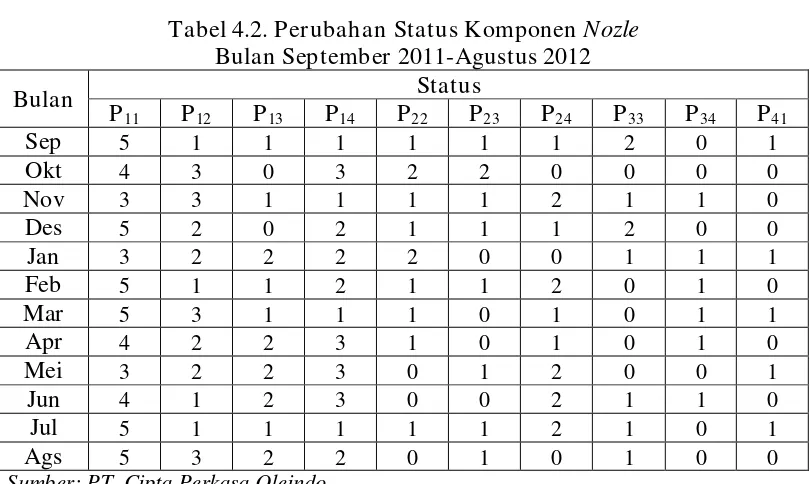
4.1.2 Data Komponen pada Mesin Filling Otomatis yang Mengalami Perubahan Status ... 64
4.1.3 Data Waktu Pemeliharaan Komponen pada Mesin Filling Otomatis ... 66
4.1.3.1 Data Waktu Pemeliharaan Corrective ... 66
4.1.3.2 Data Waktu Pemeliharaan Preventive ... 69
4.1.4 Data Biaya Pemeliharaan ... 69
4.1.4.1 Data Biaya Down Time ... 69
4.1.4.2 Data Biaya Preventive ... 69
Hak Cipta © milik UPN "Veteran" Jatim :
vii
4.2.1.1 Keandalan Komponen ... 70
4.2.1.2 Pemeliharaan Metode Perusahaan pada Komponen Nozle ... 71
4.2.1.3 Pemeliharaan Metode Perusahaan pada Komponen Scroll ... 75
4.2.1.4 Pemeliharaan Metode Perusahaan pada Komponen Head Capper ... 77
4.2.2 Pemeliharaan Usulan dengan Metode Markov Chain ... 79
4.2.2.1 Probabilitas Pemeliharaan Usulan Komponen Nozle ... 80
4.2.2.2 Probabilitas Pemeliharaan Usulan Komponen Scroll ... 87
4.2.2.3 Probabilitas Pemeliharaan Usulan Komponen Head Capper ... 88
4.2.3 Penghematan Biaya Pemeliharaan ... 89
4.2.4 Perencanaan Penjadwalan Pemeliharan Komponen Tahun 2013 ... 90
4.3 Pembahasan ... 91
BAB V. KESIMPULAN DAN SARAN ... 94
5.1 Kesimpulan ... 94
5.2 Saran ... 94
Hak Cipta © milik UPN "Veteran" Jatim :
viii LAMPIRAN
Hak Cipta © milik UPN "Veteran" Jatim :
xv Smoothness and success of the production process is determined by the condition of production machinery and support equipment. The performance of a system or installation of production will decline operate in conditions after a certain period. This causes the engine stalled or broken often sudden and ultimately disrupted production processes that result in failure to achieve production targets.
PT.Cipta Perkasa Oleindo-Sidoarjo engaged in the production of edible oils, has a problem in its Automatic Filling machine where damage often occurs due to less than optimal care. In addressing these issues the company needs to do an evaluation of engine maintenance activities, it is necessary for maintenance planning Automatic Filling machine, including control activities, repair and replacement of spare parts using the Markov Chain.
Markov Chain is a technique for estimating the cost of future maintenance to a minimum so that the Steady State based on the probability of the transition probability matrix in the past, which is then used to plan Automatic Filling machine maintenance in the future.
The results of the company is the maintenance cost of Rp. 54,819,529,- while the cost of maintenance after using the Markov Chain Rp. 38,519,061,-, resulting in a savings of Rp. 16,300,468,- or decreased by 29.73%. This proves that the method can provide a Markov Chain proposal Automatic Filling machine maintenance appropriate to the company because it can save the cost of maintenance. Preventive maintenance plan proposed Automatic Filling machine is preventative maintenance to component Nozle every 4 months, scroll every 2 months and components Head Capper done every 3 months.
Keywords: Target, Optimal, Maintenance Planning, Markov Chain Method, Maintenance Costs
Hak Cipta © milik UPN "Veteran" Jatim :
xiv Kelancaran dan keberhasilan proses produksi sangat ditentukan oleh kondisi mesin-mesin produksi dan peralatan pendukungnya. Kinerja suatu sistem atau instalasi produksi akan mengalami penurunan kondisi setelah beroprasi dalam jangka waktu tertentu. Hal ini menyebabkan mesin seringkali terhenti atau rusak tiba-tiba sehingga pada akhirnya proses produksi terganggu yang berakibat pada tidak tercapainya target produksi.
PT.Cipta Perkasa Oleindo-Sidoarjo yang bergerak dibidang produksi
minyak goreng, memiliki permasalahan pada mesin Filling Otomatis-nya dimana
kerusakan sering terjadi akibat pemeliharaan yang kurang optimal. Dalam mengatasi masalah tersebut perusahaan perlu melakukan evaluasi pada kegiatan pemeliharaan mesinnya, untuk itu dibutuhkan perencanaan pemeliharaan mesin
Filling Otomatis, meliputi kegiatan pengontrolan, perbaikan dan penggantian spare part dengan menggunakan metode Markov Chain.
Markov Chain merupakan suatu teknik untuk memperkirakan biaya
pemeliharaan di masa mendatang sehingga menjadi minimum berdasarkan
probabilitas Steady State dari matrik probabilitas transisi di masa sebelumnya
yang kemudian dipakai untuk merencanaan pemeliharaan mesin Filling Otomatis
di masa mendatang.
Hasil penelitian adalah pemeliharaan yang dilakukan perusahaan mengeluarkan biaya sebesar Rp. 54.819.529,- sedangkan biaya pemeliharaan
setelah menggunakan metode Markov Chain sebesar Rp. 38.519.061,-, sehingga
terjadi penghematan sebesar Rp. 16.300.468,- atau turun sebesar 29.73%. Hal ini
membuktikan bahwa Metode Markov Chain dapat memberikan usulan
pemeliharaan mesin Filling Otomatis yang tepat kepada perusahaan karena dapat
menghemat biaya pemeliharaan. Perencanaan pemeliharaan pencegahan mesin
Filling Otomatis yang diusulkan adalah pemeliharaan pencegahan terhadap
komponen Nozle setiap 4 bulan sekali, Scroll setiap 2 bulan sekali dan komponen
Head Capper dilakukan setiap 3 bulan sekali.
Kata Kunci : Target, Optimal, Perencanaan Pemeliharaan, Metode Markov Chain, Biaya Pemeliharaan
Hak Cipta © milik UPN "Veteran" Jatim :
BAB I
PENDAHULUAN
1.1 Latar Belakang
Kemajuan teknologi yang cepat di dunia industri mengakibatkan
kebutuhan akan tenaga kerja manusia mulai digeser untuk digantikan dengan
mesin atau peralatan produksi lainnya. Kelancaran dan keberhasilan proses
produksi sangat ditentukan oleh tersedianya bahan baku serta kondisi
mesin-mesin produksi dan peralatan pendukungnya. Kinerja suatu sistem atau instalasi
produksi akan mengalami penurunan kondisi setelah beroprasi dalam jangka
waktu tertentu. Hal ini menyebabkan mesin seringkali terhenti atau rusak tiba-tiba
sehingga pada akhirnya proses produksi terganggu yang berakibat pada tidak
tercapainya target produksi. Agar tercapainya target produksi, pemeliharaan
(Maintenance) pada mesin produksi memegang peranan penting.
Seiring berjalannya waktu dan lama operasi, mesin-mesin produksi akan
mengalami penurunan tingkat keandalan dan tingkat produktifitas, meskipun telah
dilakukan pemeliharaan berkala. Maka mesin-mesin produksi yang sudah tidak
efektif lagi untuk dioperasikan perlu dilakukan penggantian, baik komponen
maupun penggantian seluruhnya demi mencapai target produksi.
PT.Cipta Perkasa Oleindo-Sidoarjo yang bergerak dibidang produksi
minyak goreng, memiliki permasalahan pada mesin Filling Otomatis-nya.
Perusahaan sudah melakukan kegiatan pemeliharaan pada mesin tersebut, namun
ternyata masih sering terjadi kerusakan tiba-tiba pada mesin tersebut tepatnya
pada 3 komponen yaitu Nozle, Scroll dan Head Capper yang diluar perencanaan
Hak Cipta © milik UPN "Veteran" Jatim :
pemeliharaan, hal ini menyebabkan biaya pemeliharaannya besar (membengkak)
yaitu sebesar Rp. 54.819.529,- dan kerugian yang cukup besar bagi perusahaan,
bila konsumen kurang percaya pada PT.Cipta Perkasa Oleindo karena tidak
berproduksi akibat kerusakan mesin tidak menuntut kemungkinan akan pindah ke
produsen lain, untuk itu harus dijaga oleh manajemen supaya perusahaan tetap
eksis. Perusahaan perlu melakukan evaluasi pada kegiatan pemeliharaan
mesinnya, untuk itu dibutuhkan perencanaan pemeliharaan yang sesuai dengan
permasalahan di atas yaitu dengan melakukan perencanaan pemeliharaan mesin
Filling Otomatis, meliputi kegiatan pengontrolan, perbaikan dan penggantian
spare part (spare part mudah didapat).
Perencanaan kegiatan pemeliharaan yang sesuai dengan permasalahan
diatas dapat diselesaikan dengan metode Markov Chain dengan harapan proses
produksi dapat berjalan dengan lancar dan efisien.
1.2 Rumusan Masalah
Berdasarkan latar belakang tersebut diatas, masalah yang dihadapi
perusahaan sekarang ini dapat dirumuskan sebagai berikut:
”Bagaimana merencanakan pemeliharaan mesin Filling Otomatis
Sehingga dapat meminimumkan biaya pemeliharaan di PT.Cipta Perkasa
Oleindo-Sidoarjo?”
1.3 Batasan Masalah
Agar penulis dapat berjalan dengan baik sesuai dengan alurnya, maka
perlu diberikan batasan-batasan masalah sebagai berikut:
Hak Cipta © milik UPN "Veteran" Jatim :
1. Penelitian hanya dilakukan pada 3 komponen dari mesin Filling Otomatis,
yaitu:
a. Nozle
b. Scroll
c. Head Capper
2. Pengambilan data dalam periode 1 tahun, mulai 01 September 2011 sampai 31
Agustus 2012.
3. Hari kerja yang digunakan perusahaan dalam 1 tahun adalah 300 hari dan jika
terjadi kerusakan mesin, hari libur digunakan untuk melakukan perbaikan.
4. Perhitungan biaya didasarkan pada biaya downtime dan biaya preventif yang
terjadi pada saat dilakukan pemeliharaan mesin Filling Otomatis.
1.4 Asumsi-asumsi
Ada beberapa asumsi yang digunakan dalam penelitian untuk memecahkan
permasalahan pemeliharaan mesin Filling Otomatis, antara lain:
1. Komponen pengganti mesin Filling Otomatis tersedia pada saat dibutuhkan.
2. Pemeliharaan mesin Filling Otomatis dilakukan pada saat mesin keadaan
Breakdown dan proses produksi dapat dilanjutkan dengan mesin cadangan.
1.5 Tujuan Penelitian
Tujuan penelitian dalam penyusunan penelitian ini adalah membuat
perencanaan pemeliharaan mesin Filling Otomatis dengan metode Markov Chain
agar kerusakan sesuai dengan perencanaan, proses produksi berjalan lancar dan
biayanya minimum.
Hak Cipta © milik UPN "Veteran" Jatim :
1.6 Manfaat Penelitian
Manfaat penelitian ini diharapkan berguna untuk:
1. Merencanakan pemeliharaan mesin Filling Otomatis yang lebih sistematis dan
teratur untuk tahun-tahun berikutnya, sehingga proses produksi dapat berjalan
dengan lancar dan efisien.
2. Menambah wawasan tentang pentingnya Markov Chain dalam dunia Industri
serta menjadi bahan literatur bagi mahasiswa yang lain.
3. Memberikan usulan (manfaat khusus) kepada perusahaan.
1.7 Sistematika Penulisan
Pada dasarnya sistematika penulisan berisikan mengenai uraian yang akan
dibahas pada masing-masing bab, adapun sistematika penulisan dari tugas akhir
ini adalah sebagai berikut:
BAB I PENDAHULUAN
Bab ini berisi latar belakang penelitian, perumusan masalah,
batasan masalah yang diteliti, asumsi yang dipakai, tujuan
penelitian, manfaat penelitian serta sistematika penulisan.
BAB II TINJAUAN PUSTAKA
Bab ini berisi dasar-dasar teori yang digunakan untuk mengolah
dan menganalisa data-data yang diperoleh dari pelaksanaan
penelitian, yaitu teori mengenai penjadwalan dan pemeliharaan
mesin dengan menggunakan metode Markov Chain.
Hak Cipta © milik UPN "Veteran" Jatim :
BAB III METODE PENELITIAN
Bab ini berisi langkah-langkah dalam melakukan penelitian ini
yang dilakukan untuk mencapai tujuan dari penelitian atau
gambaran atau urutan kerja menyeluruh selama pelaksanaan
penelitian.
BAB IV HASIL ANALISA DAN PEMBAHASAN
Bab ini berisi pengolahan dari data yang telah dikmpulkan dan
melakukan analisa, langkah-langkah pemecahan masalah dan
metode analisis serta pembahasan penelitian.
BAB V KESIMPULAN DAN SARAN
Bab ini berisi kesimpulan dan saran dari analisis yang telah
dilakukan sehingga dapat memberikan suatu rekomendasi sebagai
masukan bagi perusahaan.
DAFTAR PUSTAKA
LAMPIRAN
Hak Cipta © milik UPN "Veteran" Jatim :
BAB II
TINJAUAN PUSTAKA
Pemeliharaan di suatu industri merupakan salah satu faktor yang penting
dalam mendukung suatu proses produksi yang mempunyai daya saing di pasaran.
Produk yang dibuat industri harus mempunyai hal-hal berikut:
• Kualitas baik
• Harga pantas
• Di produksi dan diserahkan ke konsumen dalam waktu yang cepat.
Oleh karena itu proses produksi harus didukung oleh peralatan yang siap
bekerja setiap saat dan handal. Untuk mencapai hal itu maka peralatan-peralatan
penunjang proses produksi ini harus selalu dilakukan pemeliharaan yang teratur
dan terencana. (AsyariDaryus, 2007, hal.1)
Secara skematik, program pemeliharaan di dalam suatu industri bisa dilihat
pada gambar 2.1.
INDUSTRI
Gambar 2.1. Peranan Program Pemeliharaan
sebagai Pendukung Aktivitas Produksi (AsyariDaryus, 2007)
Bahan Baku Aktivitas Proses Produksi Produk
Sistem Kesiapan Sarana Produksi (Peralatan/ Mesin)
PROGRAM PEMELIHARAAN
Input Output
Hak Cipta © milik UPN "Veteran" Jatim :
Pada saat ini, peralatan dan plant yang dioperasikan oleh industri-industri
cenderung semakin kompleks dan membutuhkan modal yang sangat besar baik
untuk investasi awal maupun untuk biaya operasional. Untuk itu, strategi dan
kebijaksanaan pemeliharaan sangat diperlukan agar semua peralatan yang
beroprasi di dalam sistem tidak sering mengalami kegagalan dalam
pengoperasiannya. Secara tradisional, pemeliharaan hanya sesuatu yang
dipandang yang hanya dipertimbangkan jika telah terjadi sesuatu yang salah pada
suatu sistem atau sesuatu yang salah akan segera terjadi. Apabila hal ini terjadi,
biasanya fungsi pemeliharaan yang ada tidak terorganisasi dan tidak sistematis.
Oleh karena itu, dalam bab ini akan dibahas mengenai pemeliharaan secara
luas dan teori yang mendukungnya.
2.1 Pengertian Pemeliharaan
Pemeliharaan adalah kegiatan pendukung utama yang bertujuan untuk
menjamin kelangsungan peranan (fungsional) suatu sistem produksi (peralatan,
mesin) sehingga pada saat dibutuhkan dapat dipakai sesuai kondisi yang
diharapkan. Hal ini dapat dicapai antara lain dengan melakukan perencanaan dan
penjadwalan tindakan perawatan dengan tetap memperhatikan fungsi
pendukungnya serta dengan memperhatikan kriteria minimasi ongkos
(jbptunikompp-gdl-listrahana-14997-5-bab2.t-a).
Sedangkan menurut Asyari Daryus, 2007, Hal.1. yang dimaksud dengan
pemeliharaan adalah suatu kombinasi dari berbagai tindakan yang dilakukan
untuk menjaga suatu barang, memperbaikinya sampai pada suatu kondisi yang
dapat diterimaantara suatu perusahaan berbeda dengan perusahaan lainnya.
Hak Cipta © milik UPN "Veteran" Jatim :
Pengertian lain mengenai pemeliharaan adalah suatu aktifitas yang
berkaitan dengan usaha mempertahankan peralatan/ sistem dalam kondisi layak
bekerja.
2.2 Tujuan Pemeliharaan
Tujuan dilakukannya pemeliharaan adalah:
1. Memungkinkan terjadinya mutu produk dan kepuasan pelanggan melalui
penyesuaian, pelayanan dan pengoperasian peralatan secara tepat.
2. Memaksimalkan umur kegunaan dari sistem.
3. Menjaga agar sistem aman dan mencegah berkembangnya gangguan
keamanan.
4. Meminimalkan biaya produksi total yang secara langsung dapat dihubungkan
dengan service dan perbaikan.
5. Meminimalkan frekuensi dan kuatnya gangguan-gangguan terhadap proses
operasi.
6. Memaksimalkan kapasitas produksi dari sumber-sumber sistem yang ada.
7. Mencegah timbulnya kerusakan-kerusakan pada saat mesin sedang beroperasi.
8. Memelihara peralatan-peralatan dengan benar sehingga mesin atau peralatan
selalu berada pada kondisi tetap siap untuk operasi.
9. Menyiapkan personel, fasilitas dan metodenya agar mampu mengerjakan
tugas-tugas pemeliharaan.
Sedangkan menurut Peni .H. & Trisno .Y.P., 2008, hal. 30, tujuan
dilakukannya pemeliharaan adalah:
Hak Cipta © milik UPN "Veteran" Jatim :
1. Memperpanjang usia peralatan/ sistem
2. Meningkatkan kualitas pelayanan
3. Meningkatkan produktifitas
4. Memelihara aset
2.3 Jenis-jenis Pemeliharaan
Pemeliharaan dibagi menjadi beberapa jenis, diantaranya (
jbptunikompp-gdl-listrahana-14997-5-bab2.t-a):
1. Berdasakan Tingkat Pemeliharaan
Penentuan tingkat pemeliharaan pada dasarnya berpedoman pada lingkup/
bobot pekerjaan yang meliputi kerumitan, macam dukungan serta waktu yang
diperlukan untuk pelaksanaannya. Tiga tingkatan dalam pemeliharaan sistem,
yaitu:
a. Pemeliharaan Tingkat Ringan
Bersifat preventive yang dilaksanakan untuk mempertahankan sistem dalam
keadaan siap operasi dengan cara sistematis dan periodik memberikan
inspeksi, deteksi dan pencegahan awal. Kegiatannya antara lain menyiapkan
sistem servicing, perbaikan ringan.
b. Pemeliharaan Tingkat Sedang
Bersifat korektif, dilaksanakan untuk mengembalikan dan memulihkan
sistem dalam keadaan siap dengan memberikan perbaikan atas kerusakan
yang telah menyebabkan merosotnya tingkat keandalan. Kegiatannya
meliputi:
Hak Cipta © milik UPN "Veteran" Jatim :
• Pemeriksaan berkala/periodik bagi sistem.
• Inspeksi terbatas terhadap komponen sistem
• Perbaikan terbatas pada parts, assemblies, sub assemblies dan komponen.
• Modifikasi material seperti ditentukan sesuai dengan kemampuan
perbengkelan.
• Perbaikan dan pengetesan mesin.
• Pembuatan/produksi perlengkapan/parts.
• Test dan kalibrasi/pengukuran.
• Pencegahan dan pengendalian korosi.
c. Pemeliharaan Tingkat Berat
Bersifat restoratif dilaksanakan pada sistem yang memerlukan major
overhaul atau suatu pembangunan lengkap yang meliputi assembling,
membuat suku cadang, modifikasi, testing serta reklamasi sesuai
keperluannya. Pemeliharaan tingkat mencakup pulih balik, perbaikan yang
rumit yang memerlukan pembongkaran total, perbaikan, pemasangan
kembali, pengujian serta pencegahan dukungan peralatan serta fasilitas kerja
lengkap dan tingkat keahlian personil yang cukup tinggi serta waktu yang
relatif lama.
2. Berdasarkan Periode Pelaksanaannya
a. Pemeliharaan Terjadwal (Schedule Maintenance)
b. Pemeliharaan Tidak Terjadwal (Unschedule Maintenance)
Hak Cipta © milik UPN "Veteran" Jatim :
3. Berdasarkan Dukungan Dananya
a. Terprogram (Planned Maintenance)
Adalah pemeliharaan yang dilakukan secara terorganisasi dan sesuai dengan
rencana pemeliharaan yang telah dibuat sebelumnya. Pemeliharaan ini,
dibagi menjadi 2, yaitu:
•Preventive Maintenance, yaitu kegiatan pemeliharaan dan perawatan yang
dilakukan untuk mencegah timbulnya kerusakan-kerusakan yang tidak
terduga dan menemukan kondisi atau keadaan yang menyebabkan fasilitas
produksi mengalami kerusakan pada waktu digunakan dalam proses
produksi. Pemeliharaan preventif ada 2 macam, antara lain: 1) Running
Maintenance, yaitu Pemeliharaan yang dilakukan sementara mesin masih
dalam kondisi digunakan; dan 2) Shutdown Maintenance, yaitu
pemeliharaan yang hanya dilakukan bila mesin tersebut sengaja
dihentikan.
Gambar 2.2. Jenis-jenis Pemeliharaan (Peni .H. & Trisno .Y.P., 2008, Hal.2)
MAINTENANCE
PLANNED MAINTENANCE
PREVENTIVE
MAINTENANCE MAINTENANCE CORRECTIVE
BREAKDOWN MAINTENANCE
RUNNING
MAINTENANCE MAINTENANCE RUNNING Inspeksi, penyetelan,
pemberian oli, dll Penambahan beberapa
komponen sehubungan dengan inspeksi
Reparasi karena kerusakan
UNPLANNED MAINTENANCE
EMERGENCY MAINTENANCE
Trouble Shooting
Hak Cipta © milik UPN "Veteran" Jatim :
•Corrective Maintenance, yaitu kegiatan pemeliharaan yang dilakukan
setelah sistem mengalami kerusakan atau tidak berfungsi lagi dengan baik.
Kegiatan pemeliharaan ini, biasanya terjadi karena kegiatan pemeliharaan
pencegahan tidak dilakukan sama sekali. Secara sepintas, biaya
pemeliharaan perbaikan akan lebih kecil daripada mengadakan
pemeliharaan pencegahan. Hal ini benar selama kerusakan tidak terjadi
pada saat fasilitas/ peralatan produksi sedang dioperasikan, karena apabila
kerusakan terjadi saat operasi berlangsung maka selain biaya perbaikan
kerusakan, perlu juga diperhitungkan biaya penundaan produksi.
Kerusakan tersebut juga akan memberikan andil terhadap umur peralatan
dalam jangka waktu yang panjang. Oleh karena itu, pemeliharaan
pencegahan dianggap lebih menguntungkan daripada hanya melaksanakan
pemeliharaan perbaikan saja. Bentuk dari pemeliharaan korektif adalah
Breakdown Maintenance, yaitu pemeliharaan yang dilakukan saat mesin
benar-benar mati karena rusak, tetapi kerusakannya sudah diperkirakan
sebelumnya.
b. Tidak Terprogram (Unplanned Maintenance)
Pemeliharaan tak terprogram adalah bentuk pemeliharaan darurat yang
dapat didefinisikan sebagai pemeliharaan yang perlu segera dilakukan untuk
mencegah akibat yang lebih serius, seperti hilangnya waktu untuk
berproduksi, kerusakan besar pada peralatan dan biaya-biaya perbaikan
yang lebih mahal. Bentuk pemeliharaan yang tidak terprogram adalah
Emergency Maintenance, yaitu pemeliharaan yang bersifat perbaikan
terhadap kerusakan yang belum diperkirakan sebelumnya.
Hak Cipta © milik UPN "Veteran" Jatim :
4. Berdasarkan Tempat Pelaksanaan Pemeliharaan
Untuk melaksanakan kegiatan pemeliharaan diperlukan adanya suatu tempat
pemeliharaan yang disesuaikan dengan macam/beban kerja yang dihadapi yang
dilengkapi dengan peralatan-peralatan yang memenuhi persyaratan tertentu,
berharga mahal, sehingga pendayagunaannya perlu dilakukan secara efektif
dan efisien. Oleh karena itu untuk mencegah terjadinya duplikasi kemampuan,
maka peralatan disentralisasikan penempatannya di unit-unit pemeliharaan
sesuai tempat dan macam pemeliharaan yang dilakukan.
2.4 Kegiatan Pemeliharaan
Semua tugas atau kegiatan pemeliharaan dapat digolongkan ke dalam
salah satu dari lima tugas pokok berikut, antara lain
(papers.gunadarma.ac.id/index.php/industry/article/view/610/570):
a. Inspeksi
Kegiatan inspeksi meliputi kegiatan pengecekan atau pemeriksaan secara
berkala (routine schedule check) bangunan dan peralatan pabrik sesuai dengan
rencana serta kegiatan pengecekan atau pemeriksaan terhadap peralatan yang
mengalami kerusakan dan membuat laporan-laporan dari hasil pengecekan atau
pemeriksaan tersebut.
b. Kegiatan teknik
Kegiatan teknik meliputi kegiatan percobaan atas peralatan yang baru dibeli,
dan kegiatan-kegiatan pengembangan peralatan atau komponen peralatan yang
perlu diganti, serta melakukan penelitian-penelitian terhadap kemungkinan
pengembangan tersebut.
Hak Cipta © milik UPN "Veteran" Jatim :
c. Kegiatan produksi
Kegiatan produksi ini merupakan kegiatan pemeliharaan yang sebenarnya,
yaitu memperbaiki dan mereparasi mesin-mesin dan peralatan. Secara fisik,
melaksanakan pekerjaan yang disarankan atau diusulkan dalam kegiatan
inspeksi dan teknik, melaksanakan kegiatan servis dan pelumasan.
d. Pekerjaan administrasi
Pekerjaan administrasi ini merupakan kegiatan yang berhubungan dengan
pencatatan mengenai biaya-biaya yang terjadi dalam melakukan
pekerjaanpekerjaan pemeliharaan dan biayabiaya yang berhubungan dengan
kegiatan pemeliharaan, komponen atau spareparts yang dibutuhkan, progress
report tentang apa yang telah dikerjakan, waktu dilakukannya inspeksi dan
perbaikan, serta lamanya perbaikan tersebut.
e. Pemeliharaan bangunan
Kegiatan pemeliharaan bangunan merupakan kegiatan untuk menjaga agar
bangunan gedung tetap terpelihara dan terjamin kebersihannya.
2.5 Perencanaan Pemeliharaan
Pemeliharaan merupakan hal yang sangat mahal bagi semua industri.
Untuk menghindari kerusakan yang serius dari mesin/ peralatan yang dimiliki,
maka perlu dilakukan usaha untuk merencanakan pemeliharaan yang sistematis
dan terorganisir. Usaha-usaha untuk perencanaan pemeliharaan yang harus
diperhatikan adalah (Rizka Toyiba, 2012):
Hak Cipta © milik UPN "Veteran" Jatim :
a. Perencanaan Kerja
Dalam merencanakan pekerjaan-pekerjaan yang akan dikerjakan harus
diketahui dengan benar dan jelas apa-apa saja yang perlu diperhatikan, misalnya:
1. Jenis pekerjaan yang akan dilaksanakan meliputi pemeliharaan, reparasi, atau
pembuatan. Dijelaskan juga jenis mesin beserta cara kerjanya, komponen
mesin, penaksiran dari umur mesin, dan lain-lain. Informasi ini harus dibuat
sejelas mungkin, bila perlu dibuat sketsanya supaya tidak terjadi salah
pengertian.
2. Cara perawatan mesin dan waktunya. Cara perawatan harus disesuaikan
dengan kontruksi mesin supaya mempermudah membongkar pasang mesin.
Biasanya setiap perusahaan mempunyai pedoman untuk memperbaiki mesin.
Hal ini perlu diketahui supaya perbaikan mesin dapat dilakukan dengan
semestinya. Proses perbaikan harus dilakukan selangkah demi selangkah
supaya mesin dapat berfungsi dengan baik sesuai rencana. Dengan
memperhitungkan hal di atas, maka waktu penyelesaian pekerjaan dapat
diperkirakan sehingga dapat disesuaikandengan jadwal kerja.
3. Tenaga kerja, peralatan, dan material. Pengaturan jumlah pekerja penting
diperhatikan karena akan menentukan seberapa banyak tenaga kerja yang
diperlukan beserta tingkat keahliannya sehingga dapat dihindari kekurangan
atau kelebihan tenaga kerja. Perbaikan mesin harus dilakukan oleh orang-orang
yang professional mengingat biaya pengadaan mesin tidak murah serta perlu
penanganan khusus.
Pekerjaan membongkar, membersihkan, mengganti, memperbaiki, memasang,
dan menyetel harus jelas prosedurnya supaya dapat ditentukan pula jenis-jenis
Hak Cipta © milik UPN "Veteran" Jatim :
alat yang diperlukan. Hal ini penting supaya dapat dihindari penggunaan
peralatan yang tidak perlu dan berlebihan.
Pada proses perbaikan mesin atau sejenisnya seringkali diperlukan juga suku
cadang. Ketersediaan suku cadang di gudang harus diperhatikan supaya proses
kerja tidak terhambat hanya karena tidak tersedianya suku cadang yang
diperlukan.
4. Sasaran Produksi. Tercapainya sasaran produksi menjadi tanggung jawab
semua unsur perusahaan meliputi bagian perencanaan, produksi, pemasaran,
keuangan, dan perawatan. Sehingga untuk mencapai sasaran tersebut setiap
pihak yang berkaitan harus saling mendukung dan bekerja optimal karena
semua resiko yang dihadapi harus di tanggung bersama.
5. Program kerja harian dan laporan mengenai penugasan, macam serta lokasinya.
Pada dasarnya mencakup uraian kerja yang dilaksanakan, siapa orang yang
akan melaksanakan, taksiran ongkos, lokasi, dan jumlah kerusakan
perlengkapan yang akan diperbaiki, taksiran waktu penyelesaian, tanggal mulai
dan selesai serta keterangan-keterangan lainnya.
b. Penjadwalan Kerja
Setelah prosedur-prosedur dari rencana kerja sudah disusun oleh setiap
seksi maka langkah selanjutnya adalah menyesuaikan rencana kerja tersebut
dengan pihak-pihak yang berkepentingan. Penyesuaian kerja ini dapat dituangkan
dalam jadwal kerja. Penjadwalan kerja ini penting dibuat supaya tidak terjadi
benturan kerja dan dapat disesuaikan waktu pengerjaannya. Terkadang dalam
bekerja, suatu seksi tidak dapat bekerja sendiri tetapi butuh bantuan dari seksi
Hak Cipta © milik UPN "Veteran" Jatim :
lain, maka dengan adanya penjadwalan kerja dapat dibuat
pertimbangan-pertimbangan.
Penjadwalan kerja ini dapat disusun harian, mingguan, bulanan atau
tahunan disesuaikan dengan kebutuhan. Namun, adapula pekerja yang bersifat
darurat karena adanya gejala kerusakan berat sehingga harus segera diperbaiki.
Hal tersebut harus dipertimbangkan secara khusus terutama bila menyangkut
industri dengan proses kontinyu dimana produksi harus dihentikan apabila salah
satu mesin harus diperbaiki.
Dalam membuat jadwal pemeliharaan perlu juga dijelaskan dan
disebutkan:
1. Mesin atau alat yang harus dikerjakan
2. Lokasi perbaikan
3. Jenis pekerjaan yang harus dilakukan
4. Kapan pekerjaan harus dimulai
5. Waktu yang diperlukan dan kapan pekerjaan diselesaikan
6. Tenaga kerja yang diperlukan dan penanggungjawabnya
7. Material, perkakas serta biaya yang harus disediakan
Kebanyakan orang akan setuju bahwa pemakaian teknik pemeliharaan
terencaana yang tepat mengurangi keadaan darurat dan waktu menganggur
mesin-mesin, dan sementara kedua alasan ini merupakan prinsip utama penerapan
pemeliharaan-pencegahan terencana. Keuntungan-keuntungan tersebut antara lain
(Fahma Ilma, 2012):
1. Pengurangan Pemeliharaan Darurat
2. Pengurangan Waktu Menganggur
Hak Cipta © milik UPN "Veteran" Jatim :
3. Menaikkan Ketersediaan (Availability) Untuk Produksi
Hal ini erat hubungannya dengan pengurangan waktu manganggur pada suatu
mesin atau pelayanan. Tetapi jika mesin tersebut merupakan salah satu mesin
produksi lini-aliran (flowline), maka jika sebuah mesin rusak, dapat
mengakibatkan terhentinya seluruh proses atau lini produksi.
4. Meningkatkan Penggunaan Tenaga Kerja untuk Pemeliharaan dan Produksi
Karyawan berjaga (standby) untuk pemeliharaan darurat tidak lagi diperlukan
dan dapat digunakan secara lebih efektif untuk melaksanakan tugas-tugas
pemeliharaan produktif terencana. Operator mesin tidak lagi menganggur
sebagaimana terjadi ketika mesin mereka tiba-tiba rusak.
5. Memperpanjang Waktu Antara Overhaul
Peningkatan standart pemeliharaan dengan memperhatikan secara teratur
pemberian pelumasan, penyetelan dan penggantian komponen yang rusak
sebelum menyebabkan rusaknya bagian lain yang mahal memperpanjang umur
mesin.
6. Meningkatkan Effesiensi Mesin
Effesiensi mesin harus diperiksa dan dijaga pada standart yang bisa diterima
dan ditentukan sebelumnya, keluaraan mesin ditambah dan persentase bahan
sisa terbuang dikurangi.
7. Memberikan Pengendalian Anggaran Dan Biaya Yang Bisa Diandalkan
8. Memberikan Informasi Untuk Pertimbangan Penggantian Mesin
Ketika jelas bahwa suatu mesin telah berada di atas batas reparasi ekonomis,
tibalah waktunya untuk mempertimbangkan penggantiannya.
Hak Cipta © milik UPN "Veteran" Jatim :
Tetapi apabila masalah pemeliharaan dan perbaikan jika tidak ditangani
dengan baik akan menimbulkan banyak kerugian, antara lain
(Peni.H.&Trisno.Y.P, 2008, Hal.9):
1. Rugi waktu karena pekerjaan yang tertunda (akibat kerusakan peralatan atau
sarana lainnya)
2. Produktifitas turun
3. Efisiensi turun
4. Menambah biaya operasional, dan sebagainya.
2.6 Masalah Efisiensi dalam Pemeliharaan
Di dalam melaksanakan kegiatan pemeliharaan terdapat dua persoalan
yang di hadapi oleh suatu perusahaan pabrik yaitu persoalan teknis dan persoalan
ekonomis. Adapun yang merupakan persoalan teknis dalam hal ini adalah
persoalan yang menyangkut usaha- usaha untuk menghilangkan kemungkinan-
kemungkinan timbulnya kemacetan yang di sebabkan karena kondisi fasilitas atau
peralatan produksi yang tidak baik. Dalam persoalan teknis ini yang perlu di
perhatikan adalah:
1. Tindakan-tindakan apa yang harus dilakukan untuk memelihara/ merawat
peralatan yang ada, dan untuk memperbaiki/ mereparasi mesin-mesin atau
peralatan yang rusak.
2. Alat-alat atau komponen-komponen apa yang dibutuhkan dan harus disediakan
agar tindakan-tindakan pada bagian pertama diatas dapat di lakukan.
Selain dua persoalan tersebut, adapun persoalan ekonomis yang
menyangkut bagaimana usaha yang harus dilakukan supaya kegiatan
Hak Cipta © milik UPN "Veteran" Jatim :
pemeliharaan yang dibutuhkan secara teknis dapat efisien, dengan memperhatikan
besar biaya yang terjadi dan tentunya alternatif tindakan yang dipilih untuk
dilaksanakan adalah yang menguntungkan perusahaan. Didalam hal tersebut perlu
diadakan analisis perbandingan biaya antar masing-masing alternatif. Adapun
biaya-biaya yang terdapat dalam kegiatan pemeliharaan adalah biaya-biaya
pengecekan, dan penyetelan, biaya service, biaya penyesuaian dan biaya
perbaikan. Perbandingan biaya yang diperlukan antara lain untuk menentukan:
1. Apakah sebaiknya dilakukan preventive maintenance ataukah corrective
maintenance saja. Dalam hal ini biaya- biaya yang perlu diperbandingkan
adalah :
a. Jumlah biaya-biaya perbaikan yang di perlukan akibat kerusakan yang
terjadi karena tidak adanya preventive maintenance, dengan jumlah biaya-
biaya pemeliharaan dan perbaikan yang diperlukan akibat keruskan yang
terjadi walaupun telah diadakan preventive maintenance.
b. Jumlah biaya-biaya pemeliharaan dan perbaikan yang kan dilakukan
terhadap suatu peralatan dengan harga peralatan tersebut.
c. Jumlah biaya-biaya pemeliharaan dan perbaikan yang di butuhkan oleh
suatu peralatan dengan jumlah kerugian yang akan dihadapi apabila
peralatan tersebut rusak dalam operasi produksi.
2. Apakah sebaiknya peralatan yang rusak diperbaiki di dalam perusahaan atau di
luar perusahaan. Biaya-biaya yang diperbandingkan dalam hal ini adalah
jumlah biaya yang akan dikeluarkan untuk memperbaiki peralatan tersebut di
bengkel perusahaan sendiri dengan jumlah biaya perbaikan tersebut di bengkel
Hak Cipta © milik UPN "Veteran" Jatim :
perusahaan lain, disamping perbandingan kualitas dan lamanya waktu yang
dibutuhkan untuk pengerjaannya.
3. Apakah sebaiknya peralatan yang rusak diperbaiki atau diganti. Biaya-biaya
yang perlu diperbandingkan yaitu jumlah biaya perbaikan dengan harga pasar
atau nilai dari peralatan tesebut dan jumlah biaya perbaikandengan harga
peralatan yang sama dipasar.
Dengan adanya keterangan diatas dapatlah kita ketauhi bahwa walaupun
secara teknis preventive maintenance penting dan perlu dilakukan untuk
menjamin kelancaran bekerjanya suatu mesin, Akan tetapi secara ekonomis belum
tentu selamanya preventive maintenance yang terbaik dan perlu diadakan untuk
setiap mesin. Disamping ditinjau dari faktor-faktor biayanya, harus pula dilihat
apakah mesin itu merupakan “strategis point” atau “critical unit” dalam proses
produksi atau tidak. Jika mesin termasuk dalam kriteria tersebut maka sebaiknya
diadakan preventive maintenance untuk mesin tersebut (Fahma Ilma, 2012).
2.7 Kebijakan Pemeliharaan
Secara alamiah tidak ada barang yang dibuat manusia tidak akan rusak,
tetapi usia kegunaanya dapat diperpanjang dengan melakukan perbaikan berkala
dengan melakukan suatu aktifitas yang dikenal dengan pemeliharaan.
Penentuan kebijaksanaan pemeliharaan diperlukan untuk menyusun suatu
rencana yang akan diterapkan dalam sistem produksi yang telah berlangsung.
Apabila terabaikan, hal ini berakibat terganggunya proses produksi yang
berdampak penurunan jumlah barang yang akan diproduksi. Kebijaksanaan ini
ditetapkan sendiri untuk masing-masing perusahaan. Adakalanya perusahaan
Hak Cipta © milik UPN "Veteran" Jatim :
mengabaikan jadwal rencana pemeliharaan yang didasarkan pada analisa
matematis guna meminimumkan waktu kerusakan dan memberikan cara terbaik
untuk beroperasi (Fahma Ilma, 2012).
2.8 Konsep Keandalan
Pemeliharaan komponen atau peralatan tidak bisa lepas dari pembahasan
mengenai keandalan, karena keandalan merupakan salah satu ukuran keberhasilan
sistem pemeliharaan. Keandalan adalah probabilitas suatu komponen atau sistem
akan beroperasi dengan baik sesuai dengan fungsi yang ditetapkan dalam jangka
waktu tertentu ketika digunakan dalam kondisi operasional tertentu (Dwi
Priyanta, 2000, Modul 3 Hal.11). Terdapat beberapa hal yang perlu diperhatikan,
yaitu:
1. Probabilitas, dimana nilai reliability adalah berada diantara 0 dan1.
2. Kemampuan yang diharapkan, dimana harus digambarkan secara terang atau
jelas, untuk setiap unit terdapat suatu standar untuk menentukan apa yang
dimaksud dengan kemampuan yang diharapkan.
3. Tujuan yang diinginkan, yang mana harus menggambarkan kegunaan peralatan
secara spesifik, dikarenakan terdapat beberapa tingkatan dalam memproduksi
suatu barang konsumen.
4. Waktu, merupakan parameter yang penting untuk melakukan penilaian
kemungkinan suksesnya suatu sistem.
5. Kondisi Lingkungan, dimana mempengaruhi umur dari sistem atau peralatan
seperti suhu, kelembaban dan kecepatan gerak. Hal ini menjelaskan bagaimana
Hak Cipta © milik UPN "Veteran" Jatim :
perlakuan yang diterima sistem dapat memberikan tingkat keandalan yang
berbeda dalam kondisi operasionalnya.
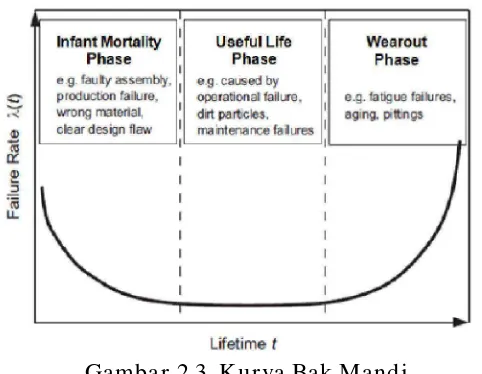
2.8.1 Fungsi Laju Kerusakan
Laju Kerusakan suatu peralatan pada waktu t adalah probabilitas dimana
peralatan mengalami kerusakan pada interval waktu yang ditetapkan. Pola dasar
dari fungsi laju kerusakan adalah kurva bak mandi (Bathtub Curve).
Kegagalan awal sebuah mesin terjadi pada masa infant mortality, yang
disebabkan kemungkinan oleh kesalahan pemasangan, kegagalan produksi,
pemilihan material yang tidak tepat. Kegagalan berikutnya terjadi pada masa
useful life, yang disebabkan oleh kegagalan operasional, pembebanan berlebih
(overloading), kegagalan perawatan. Kegagalan pada masa wearout terjadi karena
proses penuaan (aging), korosi, fatigue. (Gutomo, Susilo.A.W.,Ismoyo.H., 2012,
Jurnal, Hal.49).
Kegagalan komponen disebabkan oleh kesalahan perancangan, kesalahan
dalam manufaktur, kesalahan operasi, kesalahan pemeliharaan, dan pengaruh Gambar 2.3. Kurva Bak Mandi
(Gutomo, Susilo.A.W.,Ismoyo.H., 2012, Jurnal, Hal.49)
Hak Cipta © milik UPN "Veteran" Jatim :
lingkungan. Komponen mesin dikatakan gagal, apabila komponen menunjukkan
gejala adanya perubahan ukuran, bentuk, maupun sifat-sifat bahan, yang
menyebabkan tidak dapat melakukan fungsinya lagi dengan baik.
2.8.2 Mean Time To Failure (MTTF)
MTTF adalah lamanya pemakaian komponen sampai dicapai kegagalan.
MTTF ini untuk item-item yang tidak dapat direparasi, seperti komponen (Peni
.H. & Trisno .Y.P., 2008, Hal.67).
2.8.3 Mean Time Between Failure (MTBF)
MTBF adalah lamanya pemakaian suatu sistem sampai dicapai
kegagalan. MTBF digunakan untuk item yang dapat diperbaiki, seperti instrumen
dan sistem (Peni .H. & Trisno .Y.P., 2008, Hal.67).
2.8.4 Distribusi Kerusakan
2.8.4.1Distribusi Normal
Probabilitas kerusakan alat atau komponen naik sesuai dengan
bertambahnya umur komponen tersebut. Distribusi normal mempunyai dua
parameter yaitu rata-rata dan standar deviasi (Dwi Priyanta, 2000, Modul 3
Hal.21).
• Fungsi kepadatan kerusakan:
2 2 (t )
2
1 e
2
f(t)
− −µ
σ
= σ π
µ = Rata-rata dari distribusi
Hak Cipta © milik UPN "Veteran" Jatim :
σ = Standar deviasi distribusi
• Fungsi keandalan:
2 2 ( t ) 2
t
1 e dt
2 R(t) −µ ∞ − σ = σ π
∫
• Fungsi laju kerusakan:
2 2 2 2 ( t ) / 2
( t ) / 2
t e e dt r(t) − −µ σ ∞ − −µ σ =
∫
• Fungsi distribusi kumulatif:
2 2 (t ) t 2 1 e 2 F(t) − −µ σ −∞ = σ π
∫
• MTTF: µ2.8.4.2Distribusi Eksponensial
Distribusi eksponensial mempunyai laju kerusakan yang konstan, tidak
tergantung pada waktu dengan artian tidak tergantung pada umur alat tersebut.
Distribusi eksponensial memiliki satu parameter yaitu β (Dwi Priyanta, 2000,
Modul 3 Hal.24).
• Fungsi kemungkinan kumulatif:
F( ) = 1 − e λ
• Fungsi kemungkinan kepadatan:
( ) = λe λ
Dengan ketentuan: t > 0
Hak Cipta © milik UPN "Veteran" Jatim :
λ = Rata-rata nilai kedatangan kerusakan.
• Fungsi laju kerusakan:
r(t) = λ
Dimana untuk t > 0
α = Parameter skala dengan α > 0
β = Parameter bentuk dengan β > 0
• Fungsi keandalan: R( ) = e λ
• MTTF:
1
λ
2.8.4.3Distribusi Weibull
Distribusi weibull dapat memenuhi beberapa periode kerusakan yang
terjadi, yaitu: periode awal, periode normal dan periode pengausan. Periode
tersebut tergantung dari nilai parameter bentuk fungsi distribusi weibull.
Distribusi weibull mempunyai laju kerusakan menurun untuk β < 1, laju
kerusakan konstan untuk β = 1 dan laju kerusakan naik untuk β > 1.
• Fungsi kepadatan kerusakan:
f(t) =
β = shape parameter, β > 0
= scale parameter, > 0
= shape parameter, < first time to failure
Hak Cipta © milik UPN "Veteran" Jatim :
• Fungsi distribusi kumulatif:
( ) = 1 −
• Fungsi keandalan:
( ) =
• Fungsi laju kerusakan:
r(t) =
η η
• MTTF:
+ ηΓ 1 + 1
β
dimana Γ= ∫ y e dy
Γ = fungsi gamma
2.8.4.4Distribusi Lognormal
Time to Failure, dari suatu komponen dikatakan memiliki distribusi
lognormal bola y = ln T mengikuti distribusi normal dengan rata-rata dan
varians . (Dwi Priyanta, 2000, Modul 3 Hal.24).
• Fungsi kepadatan probabilitas:
f(t) =
′√
′
′
• Fungsi distribusi kumulatif:
F(t) = ∫
√ −
( )
Jika z = (ln t - μ )/σ dan dz = dt/σt, maka: F(t) =
√ ∫ −
( )
Hak Cipta © milik UPN "Veteran" Jatim :
• Fungsi Keandalan:
R(t) = ∫
′√
′
′
∞
• MTTF:
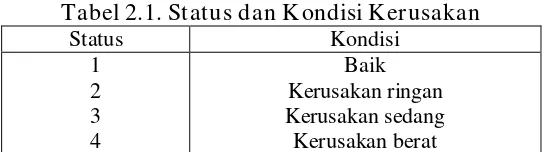
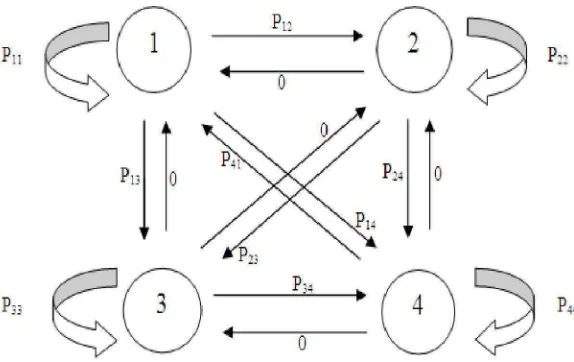
2.9 Klasifikasi Kondisi Kerusakan
Menghitung nilai probabilitas transisi dari suatu proses Markov Chain,
perlu dilakukan pengelompokkan sistem mesin sesuai dengan kondisi
kerusakannya. Kondisi disini adalah tingkat kesiapan mesin saat dilakukan
pemeliharaan periodik terhadap mesin tersebut, dimana untuk menentukan ini
sistem diperiksa secara berkala. Kondisi mesin dapat digolongkan menjadi 4 yaitu
(M.Hartono & llyas.M, 2002, Jurnal, Hal.175):
1. Kondisi baik
Suatu mesin dikatakan dalam kondisi baik apabila mesin tersebut dapat
digunakan untuk operasi dengan ketentuan-ketentuan yang telah disetujui
(baik). Pemeliharaan pencegahan dan pemeriksaan rutin dilakukan supaya
mesin dapat beroperasi dengan baik. Kondisi semacam ini disebut sebagai
status 1.
2. Kondisi kerusakan ringan
Suatu mesin dikatakan dalam kondisi kerusakan ringan apabila mesin tersebut
dapat beroperasi dengan baik, tetapi kadang-kadang terjadi kerusakan kecil.
Kerusakan yang ditimbulkan relatif ringan dengan biaya perbaikan yang
relative kecil. Kondisi ini disebut sebagai status 2.
Hak Cipta © milik UPN "Veteran" Jatim :
3. Kondisi kerusakan sedang
Suatu mesin dikatakan dalam kondisi kerusakan sedang apabila mesin tersebut
dapat beroperasi tetapi dalam keadaan yang mengkhawatirkan. Selanjutnya
kondisi ini disebut sebagai status 3.
4. Kondisi kerusakan berat
Suatu mesin dikatakan dalam kondisi kerusakan berat apabila mesin tersebut
tidak dapat digunakan untuk beroperasi sehingga proses produksi terhenti.
Waktu untuk perbaikan relatif lama dengan biaya perbaikan yang relatif besar
kadang juga diikuti dengan penggantian komponen (overhaul). Selanjutnya
kondisi semacam ini disebut status 4.
Tabel 2.1. Status dan Kondisi Kerusakan
Status Kondisi
1 2 3 4
Baik Kerusakan ringan Kerusakan sedang Kerusakan berat
Sumber : M.Hartono & llyas.M, 2002, Jurnal, Hal.178
2.10 Proses Markov Chain
Sebelum kita membahas metode untuk menentukan kemungkinan transisi
akan diuraikan dulu tentang pengertian dasar rantai markov (Markov Chain) dan
proses stokastik, karena metode Markov Chain merupakan kejadian khusus dari
proses stokastik.
Menurut Enny Ariyani, 2010, Hal.185, model Rantai Markov
dikembangkan oleh seorang ahli Rusia A.A. Markov pada tahun 1906. Penerapan
Markov Chain mula-mula adalah pada ilmu-ilmu pengetahuan phisik dan
meteorologi. Teknik ini mula-mula digunakan untuk menganalisa dan
memperkirakan perilaku partikel-partikel gas dalam suatu wadah (container)
Hak Cipta © milik UPN "Veteran" Jatim :
tertutup serta meramalkan keadaan cuaca. Dalam analisis markov yang dihasilkan
adalah suatu informasi probabilistik yang dapat digunakan untuk membantu
pembuatan keputusan, jadi analisis ini bukan suatu teknik optimisasi melainkan
suatu teknik deskriptif. Analisis Markov merupakan suatu bentuk khusus dari
model probabilistik yang lebih umum yang dikenal sebagai proses Stokastik
(Stochastic process).
Rantai Markov (Markov Chain) adalah suatu teknik matematika yang
biasa digunakan untuk melakukan pembuatan modeling bermacam-macam sistem
dan proses bisnis. Teknik ini dapat digunakan untuk memperkirakan
perubahan-perubahan di waktu yang akan datang dalam variable-variabel dinamis atas dasar
perubahan-perubahan variable dinamis tersebut di masa lalu (Ariyani Enny, 2010,
hal.185).
Rantai Markov telah banyak diterapkan untuk menganalisa tentang
perpindahan merk (Brand Switching) dalam pemasaran, perhitungan rekening,
pemeliharaan mesin, antrian, perubahan harga pasar saham, dan administrasi
rumah sakit. Namun, yang akan dibahas disini mengenai korelasi antara metode
Markov Chain dengan pemeliharaan mesin.
Proses stokastik {X(t) : t ε T} adalah suatu himpunan variabel
acak/random {X(t)} yang tertentu dalam suatu ruang sampel yang sudah
diketahui, dimana t merupakan parameter waktu (indeks) dari sekumpulan
data/suatu himpunan (T) yang telah diketahui. Seringkali T merupakan suatu
kelompok bilangan non negatif dan X(t) menyatakan karakteristik yang dapat
diukur dari sesuatu pada waktu t. Karena X(t) adalah variabel random maka tidak
dapat diketahui dengan pasti pada status manakah suatu proses akan berada pada
Hak Cipta © milik UPN "Veteran" Jatim :
waktu t, bila t menunjukkan saat terjadinya status diwaktu yang akan datang.
Dimana t = 0,1,2,…
Proses stokastik dapat dibedakan menjadi dua yaitu proses bebas dan
proses Markov. Dalam masalah ini hanya akan dibahas yang berkaitan dengan
proses Markov, yang mempunyai ruang status terbatas dan himpunan parameter
waktu T yang diskrit terbatas (M.Hartono & llyas.M, 2002, Jurnal, Hal.176).
Dengan kata lain dapat diungkapkan bahwa proses Markov apabila
diketahui proses saat ini, maka masa depan proses tidak tergantung pada proses
masa lalunya, tetapi hanya tergantung pada status proses saat ini Suatu proses
stokastik dikatakan sebagai proses Markov Chain apabila perkembangannya dapat
disebut sebagai deretan peralihan-peralihan diantara nilai-nilai tertentu yang
disebut sebagai status probabilitas yang mempunyai sifat bahwa bila diketahui
proses berada pada status tertentu, maka kemungkinan berkembangnya proses
dimasa yang akan datang hanya tergantung pada status saat ini dan tidak
tergantung dari cara-cara bagaimana proses itu mencapai status tersebut
(M.Hartono & llyas.M, 2002, Jurnal, Hal.176).
Proses stokastik {Xt}0 dikatakan mempunyai sifat Markovian jika
P{Xt+1=j| X0 = k0, X1 = k1, ..., Xt - 1 = kt - 1, Xt = i}= P{Xt + 1 = j| Xt = i} untuk t = 0,
1, 2,…. dan setiap urutan i, j, k0, k1, ...., kt-1.
Dengan kata lain, sifat Markovian ini menyatakan bahwa probabilitas
bersyarat dari “kejadian” mendatang, dengan “kejadian” masa lampau dan state
saat ini Xt = i, adalah independen terhadap kejadian di waktu lalu dan hanya
tergantung pada state saat ini.
Hak Cipta © milik UPN "Veteran" Jatim :
Proses stokastik {Xt} (t = 0, 1, ...) adalah rantai Markov jika sifat tersebut
mempunyai sifat Markovian.
Probabilitas bersyarat P{Xt + 1= j | Xt = i} untuk rantai Markov disebut
probabilitas transisi (satu langkah) . Jika untuk setiap i dan j, P{Xt - 1= j | Xt = 1} =
P{X1 = j | X0 = i} untuk semua t = 1, 2,… , maka disebut probabilitas transisi (satu
langkah) dikatakan stasioner. Oleh karena itu, probabilitas transisi stasioner
menyiratkan bahwa probabilitas transisi tidak berubah seiring dengan waktu.
Keberadaan probabilitas transisi stasioner (satu langkah) juga menyiratkan bahwa
untuk tiap i, j, dan n (n = 0, 1, 2, ...), P{Xt + n = j | Xt = i} = P{Xn = j | X0 = i} untuk
semua t = 0, 1, .... Probabilitas bersyarat ini disebut probabilitas transisi
n-langkah.
Untuk menyederhanakan notasi penulisan dengan probabilitas transisi
stasioner, misalkan
Pij + 1 = P{Xt + 1 = j| Xt = i}
Pij(n) = P{Xt + n = j| Xt = i}
Oleh karena itu, probabilitas transisi n-langkah Pij(n) hanyalah merupakan
probabilitas bersyarat sehingga sistem akan berada pada state j tepat setelah n
langkah (satuan waktu), jika state tersebut bermula pada state i pada waktu t
kapan pun. Ketika n = 1, perhatikan bahwa Pij(n) = Pij (untuk n = 0, Pij(n)adalah
hanya jika P{X0 = j | X0 = i} dan itu adalah 1 ketika i = j dan 0 ketika i ≠ j.
Oleh karena Pij(n) adalah probabilitas bersyarat, probabilitas tersebut harus
nonnegatif, dan oleh karena prosesnya harus membuat perubahan ke state lain
maka probabilitas tersebut harus memenuhi sifat
Pij(n) > 0, untuk semua i dan j; dan n = 0,1,2,...
Hak Cipta © milik UPN "Veteran" Jatim :
dan
M
∑ Pij(n) = 1 untuk semua i, n = 0, 1, 2, .... j=0
Cara mudah untuk menunjukkan semua probabilitas transisi n-langkah adalah
dalam bentuk matrik.
untuk n = 0, 1, 2, ...
atau, ekuivalen dengan matriks transisi n-langkah
State 0 1 ... M
= ) ( ) ( 1 ) ( 0 ) ( 1 ) ( 11 ) ( 10 ) ( ) ( 01 ) ( 00 ) ( ... ... ... ... ... ... ... ... 1 0 n MM n M n M n M n n n oM n n n P P P P P P P P P M P
Perhatikan bahwa probabilitas transisi pada baris dan kolom tertentu adalah untuk
transisi dari state baris ke state kolom. Ketika n = 1, kita buang superscript n dan
menyebutnya hanya matrik transisi.
Untuk setiap rantai Markov ergodik irreducible, lim ij(n)
n→∞P ada dan
independen terhadap i. Lebih lanjut lagi, lim ij(n)
n→∞P = πj > 0, dimana πj memenuhi
persamaan steady state berikut
M
πj = ∑ πiPij, untuk j = 0, 1, ..., M i=0
M
∑ πj = 1 j=0
atau dapat ditunjukkan dalam bentuk matrik,
State 0 1 ... M
0 1 . . M
P00(n)
P10(n)
. . PM0(n)
P01(n)
P11(n)
. . PM1(n)
... ... ... ... ...
P0M(n)
P1M(n)
. . PMM(n)
P(n) =
Hak Cipta © milik UPN "Veteran" Jatim :
[
]
= MM M M M M MM P P P
P P P P P P ... ... ... ... ... ... ... ... ... 2 1 1 11 10 0 01 00 1 0 1 0 π π π π π π
π0 = π0P00 + π1P01 + ... + πMPM1
π1 = π0P01 + π1P11 + ... + πMPM2
... = ... + ... + ... + ...
πM = π0P0M + π1P1M + ... + πMPMM
1 = π0 + π1 + ... + πM
2.10.1 Penaksiran Parameter Markov Chain
Proses Markov berwaktu diskrit dan berstatus diskit yaitu jika X
merupakan proses acak yang menggambarkan suatu persamaan, maka populasi
dari X dapat digambarkan sebagai suatu nilai yang memenuhi persamaan tersebut.
Jika populasi dari S dari suatu proses acak X dapat di hitung (contoh S =
{1,2,3,….}) atau dengan kata lain sebuah proses markov dengan populasi diskrit (dapat di hitung) yang berada pada suati discrete state (position) dan di izinkan untuk berubah state pada time discrete (waktu tertentu yang tidak bersambungan)
. Proses Markov berwaktu diskrit dan berstatus diskrit terbatasX (t), t : 0,1,
2,3,..., ditentukan hukum probabilitas secara lengkap oleh parameter Pr' j,( ij =
1,2,...,N) yang disebut sebagai probabilitas transisi homogen satu langkah.
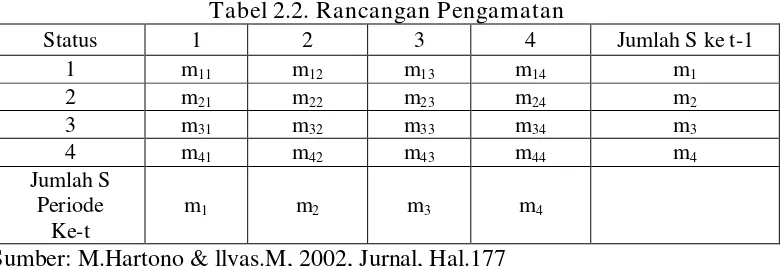
Sebagai persoalan utama yang dihadapi apabila hendak menggunakan proses
Markov sebagai model suatu sistem adalah menentukan taksiran
parameter-parameter tersebut dari data yang diperoleh dari sejumlah pengamatan.
Hak Cipta © milik UPN "Veteran" Jatim :
Tabel 2.2. Rancangan Pengamatan
Status 1 2 3 4 Jumlah S ke t-1
1 m11 m12 m13 m14 m1
2 m21 m22 m23 m24 m2
3 m31 m32 m33 m34 m3
4 m41 m42 m43 m44 m4
Jumlah S Periode
Ke-t
m1 m2 m3 m4
Sumber: M.Hartono & llyas.M, 2002, Jurnal, Hal.177
Dari tabel tersebut probabilitas dapat diketahui dengan rumus;
*
i ij ij
m
m
P
=
dimana :
Pij : probabilitas
mij : keadaan sistem pada status- j
mi* : banyaknya jumlah sistem Pada status- j
(M.Hartono & llyas.M, 2002, Jurnal, Hal.177)
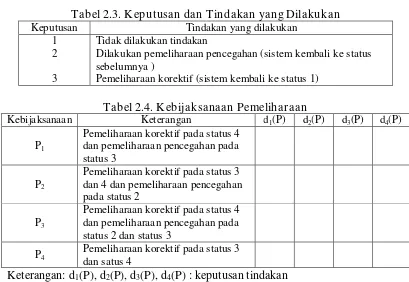
2.10.2 Kegunaan Probabilitas dan Keputusan Markov
Didalam operasinya suatu item akan mengalami beberapa kemungkinan
transisi status, yang berubah dari satu status ke status yang lain. Bila dikatakan
bahwa dalam selang yang cukup pendek terdapat empat kemungkinan status,
maka untuk mengubah kondisi status yang dialami dilakukan beberapa tindakan
yang sesuai kondisi status. Misal jika perbaikan item baru dilakukan setelah item
tersebut mengalami kerusakan berat (status 4), dengan kata lain untuk status 1, 2,
dan 3 tetap dibiarkan saja. Tetapi seandainya kebijaksanaan itu dirubah dimana
pemeliharaan dilakukan apabila item berada pada status 2, 3, dan 4 sehingga
menjadi status 1. Keputusan-keputusan yang diambil dalam menentukan
pemeliharaan dapat dituliskan sebagai berikut:
Hak Cipta © milik UPN "Veteran" Jatim :
Tabel 2.3. Keputusan dan Tindakan yang Dilakukan
Keputusan Tindakan yang dilakukan
1 2
3
Tidak dilakukan tindakan
Dilakukan pemeliharaan pencegahan (sistem kembali ke status sebelumnya )
Pemeliharaan korektif (sistem kembali ke status 1)
Tabel 2.4. Kebijaksanaan Pemeliharaan
Kebijaksanaan Keterangan d1(P) d2(P) d3(P) d4(P)
P1
Pemeliharaan korektif pada status 4 dan pemeliharaan pencegahan pada status 3
P2
Pemeliharaan korektif pada status 3 dan 4 dan pemeliharaan pencegahan pada status 2
P3
Pemeliharaan korektif pada status 4 dan pemeliharaan pencegahan pada status 2 dan status 3
P4 Pemeliharaan korektif pada status 3
dan satus 4
Keterangan: d1(P), d2(P), d3(P), d4(P) : keputusan tindakan
Dimana P1, P2, P3, dan P4 adalah usulan pemeliharaan yang didapat dari
perubahan pada matrik awal sesuai dengan tindakan yang dilakukan.
Jika suatu item berada pada status kerusakan ringan dan kerusakan sedang,
maka item tersebut tidak akan mengalami transisi ke status baik, dengan kata lain
bahwa suatu item yang berada pada status kerusakan ringan dan kerusakan sedang
akan tetap berada pada status kerusakan ringan dan kerusakan sedang atau hanya
akan beralih ke status kerasakan berat.