BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Sumatera Timberindo Industry didirikan pada tanggal 31 Agustus 2000.
Perusahaan ini merupakan rebranding dari PT. Wira Lanao Ltd. yang berdiri
pada tahun 1970. PT. Sumatera Timberindo Industry berlokasi di Jl. Batang Kuis
Km 2 Desa Buntu Bedimbar, Tanjung Morawa, Kabupaten Deli Serdang,
Sumatera Utara. PT. Sumatera Timberindo Industry bergerak di bidang
manufaktur kayu olahan yang memproduksi daun pintu.
2.2. Ruang Lingkup Bidang Usaha
PT. Sumatera Timberindo Industry merupakan perusahaan manufaktur kayu
olahan yang usahanya berfokus pada pembuatan daun pintu. Daun pintu yang
diproduksi terdiri dari solid door dan engineered door, dengan model dan jumlah
unit sesuai dengan permintaan yang diterima atau lingkungan manufaktur bersifat
make to order. Secara umum model produk yang sering diproduksi PT. Sumatera
Timberindo Industry antara lain model Butter, Dior, Richmond, Elizabeth,
Hamlet, Carolina, Oxford, Nogales, dsb. Dengan adanya departemen R&D di PT.
Sumatera Timberindo Industry, memungkinkan perusahaan untuk berinovasi
secara berkelanjutan sehingga dapat memunculkan lebih banyak variasi model
2.3. Daerah Pemasaran
Produk daun pintu yang diproduksi PT. Sumatera Timberindo Industry
dipasarkan baik di dalam maupaun di luar negeri. Negara tujuan ekspor PT.
Sumatera Timberindo Industry antara lain Malaysia, Singapura, Korea, India,
Australia, dan negara-negara di benua Eropa seperti Inggris, Irlandia, Belanda,
dan Belgia serta beberapa negara di Afrika. Untuk dalam negeri, daun pintu PT.
Sumatera Timberindo Industry dipasarkan ke Sumatera Utara, Riau, Aceh,
Sumatera Selatan, Pulau Jawa, dan Kalimantan.
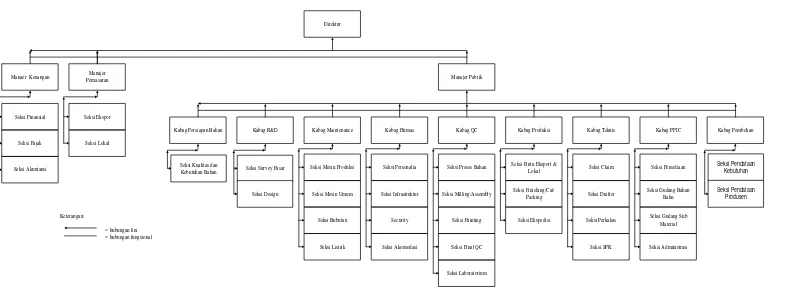
2.4. Organisasi dan Manajemen 2.4.1. Struktur Organisasi Perusahaan
PT. Sumatera Timberindo Industry menggunakan struktur organisasi lini
fungsional. Struktur organisasi yang berbentuk lini dapat dilihat pada pembagian
tugas, wewenang dan tanggung jawab dari pimpinan tertinggi kepada unit-unit
organisasi yang berada di bawahnya secara langsung vertikal ke bawah.
Sedangkan untuk yang berbentuk fungsional terjadi pada hubungan antara kepala
bagian, dimana kepala bagian yang satu tidak berhak memerintah kepala bagian
yang lainnya tetapi dalam melakukan pekerjaannya saling terhubung, artinya
bahwa pekerjaan yang satu berhubungan dengan pekerjaan yang lain. Struktur
Direktur
Manaer Keuangan Manajer
Pemasaran Manajer Pabrik
Kabag Persiapan Bahan Kabag R&D Kabag Maintenance Kabag Humas Kabag QC Kabag Produksi Kabag Teknis Kabag PPIC Kabag Pembelian
Seksi Mesin Produksi
Seksi Pintu Eksport & Lokal
Seksi Gudang Bahan Baku
Seksi Gudang Sub Material Seksi Kualitas dan
Kebutuhan Bahan
Seksi Pendataan Kebutuhan
Seksi Pendataan Produsen
Sumber : PT. Sumatera Timberindo Industry
2.4.2. Jumlah Tenaga Kerja & Jam Kerja
2.4.2.1.Jumlah Tenaga Kerja
Sumber daya manusia yang dimiliki oleh PT. Sumatera Timberindo
Industry dalam menjalankan kegiatan perusahaan terdiri atas tenaga kerja
langsung dan tenaga kerja tidak langsung yang merupakan tenaga kerja tetap, dan
karyawan kontrak.
Tenaga kerja langsung meliputi semua tenaga kerja yang berhubungan
dengan proses produksi perusahaan, sedangkan tenaga kerja tidak langsung tidak
berhubungan langsung dengan proses produksi perusahaan. Sementara karyawan
kontrak adalah tenaga kerja yang digunakan sesuai dengan kontrak yang telah
disepakati, karyawan kontrak tidak lagi bekerja apabila kontraknya habis kecuali
menyepakati kontrak baru dengan perusahaan. Jumlah tenaga kerja tetap yang
dimiliki oleh PT. Sumatera Timberindo Industry mencapai 43 orang dan
karyawan kontrak mencapai 537 orang.
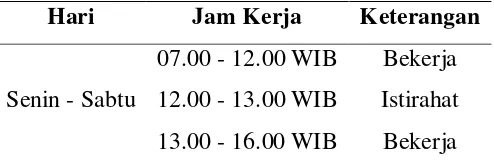
2.4.2.2.Jam Kerja
Jam kerja yang ditetapkan oleh PT. Sumatera Timberindo Industry adalah
8 jam, untuk lebih jelasnya dapat dilihat pada Tabel 2.1.
Tabel 2.1. Jam Kerja PT. Sumatera Timberindo Industry
Hari Jam Kerja Keterangan
Senin - Sabtu
07.00 - 12.00 WIB Bekerja
12.00 - 13.00 WIB Istirahat
13.00 - 16.00 WIB Bekerja
2.4.3. Proses Pengupahan & Fasilitas Lainnya
Proses pengupahan pada PT. Sumatera Timberindo Industry dilakukan
secara bulanan.
Adapun jenis upah yang diberikan adalah sebagai berikut:
1. Upah bulanan
Diberikan kepada tenaga kerja pada hari kelima setiap bulan sesuai dengan
jabatan dan jenis pekerjaannya masing-masing.
2. Upah lembur
Upah lembur diberikan kepada tenaga kerja yang melebihi jam kerja dinas.
Pembayaran upah lembur akan dibayar apabila kerja dilakukan atas izin
perusahaan dan dibuktikan dengan catatan kehadiran.
Pemberian upah ini disesuaikan dengan peraturan pemerintah dan
peraturan perusahaan yaitu sesuai dengan kebijaksanaan tentang Upah Minimum
Regional (UMR) yang telah ditetapkan oleh pemerintah.
2.5. Proses Produksi
2.5.1. Bahan yang Digunakan
Bahan-bahan yang digunakan dalam proses produksi dapat dikelompokkan
atas bahan baku, bahan penolong dan bahan tambahan.
1. Bahan Baku
Bahan baku adalah bahan-bahan utama yang digunakan untuk membuat
produk. PT. Sumatera Timberindo Industry menggunakan 3 tipe kayu yaitu
digunakan beragam antara lain kayu merbau, bangkirai, meranti, pinus, oak,
mahogany, kapur, dan rosewood.
2. Bahan Penolong
Bahan penolong adalah bahan-bahan yang dibutuhkan untuk memperlancar
proses produksi. Bahan penolong tidak tampak pada hasil akhir produk.
Bahan penolong yang digunakan oleh PT. Sumatera Timberindo Industry
dalam proses produksi adalah kertas pasir untuk menghaluskan permukaan
kayu agar mutu produk lebih baik.
3. Bahan Tambahan
Bahan tambahan adalah bahan yang ditambahkan pada proses pengolahan
untuk melengkapi dan memperbaiki mutu dari produk yang dihasilkan.
Adapun bahan tambahan yang digunakan dalam proses produksi adalah:
a. Tepung Dempul, digunakan untuk menutupi sambungan kayu agar
produk yang terbentuk terlihat menyatu. Tepung dempul biasanya
dicampur dengan air sebelum digunakan.
b. Lem Syntheco, digunakan sebagai perekat antara komponen profil daun
pintu untuk penyambung rail, mullion dan stile dengan menggunakan
dowel.
c. Pengaman Siku, digunakan untuk melindungi produk dari goresan pada
sisi luar saat pengiriman
d. Label, digunakan untuk menampilkan spesifikasi produk yang akan
dikirim.
2.5.2. Uraian Proses
Proses produksi daun pintu di PT. Sumatera Timberindo Industry dapat
dilihat dari salah satu tipe daun pintu yaitu tipe Butter yang memberikan
gambaran terhadap proses produksu tipe daun pintu lainnya. Gambar contoh daun
pintu butter dapat dilihat pada Gambar 2.2.
ST ST
TR
BR MDF
MR
MDF
Sumber : PT. Sumatera Timberindo Industry
Gambar 2.2. Daun Pintu Tipe Butter
Keterangan untuk setiap komponen-komponen daun pintu tersebut adalah
sebagaiberikut:
1. Style (ST) merupakan bingkai paling luar dari sebuah pintu sebelah kiri dan
beralur yang sudah dibor pada kedua ujungnya sebagai tempat pasak yang
disebut dowell.
2. Top Rail (TR) merupakan komponen yang berada dibagian atas daun pintu
dan digabungkan dengan komponen ST, Panel, dan M . TR beralur pada salah
satu sisinya dan pada kedua ujungnya.
3. Medium Rail (MR) merupakan komponen yang digabungkan dengan
komponen ST dan Panel. Terdapat 3 unit MR pada daun pintu jenis ini. MR
beralur pada kedua sisi dan ujungnya.
4. Bottom Rail (BR) merupakan komponen yang berada pada bagian bawah
pintu dan digabungkan dengan komponen ST, Panel dan M. BR beralur pada
salah satu sisinya dan kedua ujungnya.
5. MDF Panel adalah lembaran kayu berbentuk segi empat yang telah diberi
profil bentuk sudut, dimana terdapat 8 unit panel pada daun pintu jenis ini.
Daun pintu yang diproduksi oleh PT. Sumatera Timberindo Industry
terdiri dari solid door dan engineered door. Solid door adalah daun pintu yang
diproduksi dengan menggunakan jenis kayu yang seragam dimana setiap
komponen berasal dari satu potongan kayu. Enginereed door adalah daun pintu
yang komponennya berasal dari beberapa jenis kayu dengan sifat yang sama yang
disatukan dengan cara dilem, disisip, dan dilapis sehinggga membentuk
komponen daun pintu. Hal ini dimaksudkan untuk pemanfaaatan bahan baku yang
1. Penyortiran
Penyortiran bertujuan untuk batangan kayu yang digunakna dalam produksi
sesuai dengan spesifikasi yang telah ditetapkan.
2. Finger Jointing (penyatuan material inti)
Finger Jointing adalah proses penyatuan dua bagian kayu dengan
menggunakan lem untuk membentuk komponen pintu bagian inti atau tengah
yang masih sederhana.
3. Pengetaman kasar
Pengetaman kasar dilakukan dengan menggunakan mesin planner untuk
menghaluskan permukaan yang kasar dan kotor. Balok kayu hasil
pengetaman awal ini kemudian dibawa ke bagian pemotongan.
4. Laminating Material Inti
Proses laminating atau penyatuan beberapa material inti dengan
menggunakan lem untuk membentuk part tengah pintu yang nantinya akan
dilapisi dengan veneer board.
5. Pengetaman Inti
Pengetaman Inti bertujuan untuk memperkecil hasil akhir part tengah pintu
dengan pengurangan kurang lebih 0,1 mm.
6. Laminating MDF
Laminating adalah proses pelapisan kayu dengan menggunakan jenis kayu
lain, yaitu MDF (veneer board) dan pelapisan ini menggunakan lem perekat.
Sebelum dihaluskan, komponen-komponen yang lebarnya kurang dari
spesifikasi yang ditetapkan akan didempul terlebih dahulu. Penghalusan
dilakukan dengan menggunakan mesin sanding.
8. Profilling Components
Profilling adalah pembuatan profil dari komponen-komponen daun pintu
dengan menggunakan mesin shaper. Komponen-komponen tersebut
kemudian dibor dengan menggunakan mesin bor one head bor, two heads
bor, dan six heads bor. Pada stasiun ini dilakukan beberapa proses pembuatan
komponen pintu, yaitu sebagai berikut:
a. Pembuatan komponen Stile
b. Pembuatan komponen Middle Stile
c. Pembuatan komponen Top Rail
d. Pembuatan Middle Rail
e. Pembuatan Bottom Rail
f. Pembuatan Glazing Bar
g. Pembuatan Glazing Bead
h. Pembuatan MDF panel
9. Perakitan
Perakitan dimulai dari penyatuan komponen-komponen secara manual setelah
itu daun pintu yang dirakit di-press dengan menggunakan mesin door press
10. Finishing
Finishing merupakan proses revisi dengan melakukan penyisipan,
pembersihan/penghalusan secara manual dengan menggunakan kertas pasir
dilanjutkan dengan pembersihan debu dengan menggunakan kompresor.
11. Pengepakan
Pengepakan dimulai dengan pemberian label dan karton pengaman siku pada
daun pintu kemudian pembungkusan dengan plastik (wrapping) lalu
disatukan sebanyak 20 pintu dalam satu bundelan dengan menggunakan
kawat baja.
2.6. Pengendalian Kualitas Pintu
Pengendalian kualitas adalah sebuah cara penyelesaian masalah yang
digunakan untuk memonitor, mengendalikan, menganalisa, mengelola serta
memperbaiki kualitas produk dan proses dengan menggunakan metode-metode
yang mengarah pada kualitas (Dale, 1998). Pengendalian kualitas yang dilakukan
di PT. Sumatera Timberindo Industry masih realtif sederhana, yaitu dengan
melakukan inspeksi tanpa adanya pengukuran yang lebih spesifik terhadap part
yang sedang diproses. Teknik pengendalian kualitas yang digunakan di PT.
Sumatera Timberindo Industry adalah inspeksi hasil dari setiap stasiun dan
inspeksi untuk hasil produk akhir dengan pengambilan sampel secara random.
Dengan menggunakan teknik pengendalian kualitas ini masih banyak ditemukan
mengadakan analisa terhadap penyebab terjadinya kecacatan dan menemukan
solusi perbaikannya.
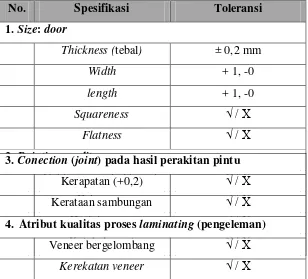
PT. Sumatera Timberindo Industry memiliki standar kualitas sendiri untuk
pintu yang mereka hasilkan dan standar ini mengikuti standar yang diinginkan
oleh pelanggan tetap mereka. Adapun standar kualitas pintu yang dimiliki
perusahaan dapat dilihat pada Tabel 2.2.
Tabel 2.2. Standar Kualitas Produk Pintu PT. STI
Sumber : PT. Sumatera Timberindo Industry
BAB III
LANDASAN TEORI
No. Spesifikasi Toleransi
1. Size: door
Thickness (tebal) ± 0,2 mm
Width + 1, -0
length + 1, -0
Squareness √ / X
Flatness √ / X
2. Paintingquality
Cat berwarna kulit jeruk √ / X
Kekasaran √ / X
Ketipisan cat √ / X
Ketebalan cat √ / X
3. Conection (joint) pada hasil perakitan pintu
Kerapatan (+0,2) √ / X
Kerataan sambungan √ / X
4. Atribut kualitas proses laminating (pengeleman)
Veneer bergelombang √ / X