Informasi Dokumen
- Penulis:
- Budi Santoso
- Pengajar:
- Ir. Ukurta Tarigan, MT.
- Ir. Rosnani Ginting, MT.
- Ir. Sugiharto Pujangkoro, MM.
- Sekolah: Universitas Sumatera Utara
- Mata Pelajaran: Teknik Industri
- Topik: Perancangan Fasilitas Kerja yang Ergonomis Dengan Menggunakan Metode Fuzzy Quality Function Deployment (QFD) pada Industri Keripik Ubi
- Tipe: Tugas Sarjana
- Tahun: 2010
- Kota: Medan
Ringkasan Dokumen
I. PENDAHULUAN
Bagian ini membahas latar belakang permasalahan yang dihadapi oleh industri keripik ubi, khususnya UD. Tiga Bawang, yang belum menerapkan prinsip ergonomi dalam proses produksinya. Penelitian ini bertujuan untuk merancang fasilitas kerja yang ergonomis guna meningkatkan kenyamanan dan produktivitas kerja. Selain itu, dijelaskan juga perumusan masalah, tujuan, manfaat, batasan masalah, dan sistematika penulisan yang akan digunakan dalam penelitian ini.
1.1. Latar Belakang Permasalahan
Latar belakang menjelaskan pentingnya ergonomi dalam meningkatkan produktivitas kerja, terutama dalam industri keripik ubi. Dengan meningkatnya permintaan, perusahaan perlu mengoptimalkan sumber daya melalui desain fasilitas kerja yang memperhatikan kenyamanan operator. Hal ini penting untuk mengurangi keluhan fisik yang dialami oleh pekerja, yang dapat mempengaruhi kinerja mereka.
1.2. Perumusan Masalah
Perumusan masalah mencakup keluhan subjektif operator yang menyebabkan kelelahan dan kondisi suhu kerja yang tidak nyaman. Identifikasi masalah ini penting untuk merancang solusi yang ergonomis, yang diharapkan dapat meningkatkan kenyamanan dan produktivitas kerja di bagian penggorengan.
1.3. Tujuan Penelitian
Tujuan penelitian ini adalah untuk merancang fasilitas kerja yang sesuai dengan dimensi tubuh operator, serta mengidentifikasi pengaruh sarana kerja terhadap kelelahan. Penelitian ini bertujuan untuk meningkatkan efisiensi dan kenyamanan kerja, serta menentukan atribut dan karakteristik teknis dari fasilitas kerja yang diusulkan.
1.4. Manfaat Penelitian
Manfaat yang diharapkan dari penelitian ini adalah memberikan gambaran awal mengenai pengaruh sarana kerja terhadap kelelahan, serta menyediakan desain stasiun kerja yang sesuai untuk meningkatkan produktivitas. Penelitian ini juga diharapkan dapat memberikan informasi yang berguna bagi manajemen industri dalam mempertimbangkan penerapan hasil penelitian.
1.5. Batasan Masalah dan Asumsi
Pembatasan masalah diperlukan untuk fokus pada penelitian di UD. Tiga Bawang, dengan pengukuran produktivitas berdasarkan kuesioner Standard Nordic Body Map. Asumsi yang digunakan adalah bahwa pekerja berada dalam kondisi wajar dan telah terbiasa dengan pekerjaannya.
1.6. Sistematika Penulisan Tugas Akhir
Sistematika penulisan mencakup tujuh bab, dimulai dari pendahuluan, gambaran umum perusahaan, landasan teori, metodologi penelitian, pengumpulan dan pengolahan data, analisis pemecahan masalah, hingga kesimpulan dan saran. Struktur ini dirancang untuk memberikan alur yang jelas dalam penyampaian informasi.
II. GAMBARAN UMUM PERUSAHAAN
Bagian ini memberikan informasi mengenai sejarah, ruang lingkup usaha, organisasi dan manajemen, serta proses produksi di UD. Tiga Bawang. Penjelasan ini penting untuk memahami konteks di mana penelitian dilakukan dan bagaimana ergonomi dapat diterapkan dalam praktik.
2.1. Sejarah Perusahaan
UD. Tiga Bawang dimulai sebagai usaha kecil yang berkembang seiring dengan meningkatnya permintaan keripik ubi. Sejarah perusahaan ini menunjukkan perjalanan dari penggunaan peralatan sederhana hingga menjadi industri yang lebih terorganisir dan mampu memproduksi dalam jumlah besar.
2.2. Ruang Lingkup Bidang Usaha
Ruang lingkup usaha UD. Tiga Bawang meliputi produksi keripik ubi dengan berbagai variasi rasa. Sistem produksi yang diterapkan adalah make to order, yang memungkinkan perusahaan untuk memenuhi pesanan pelanggan dengan efisien.
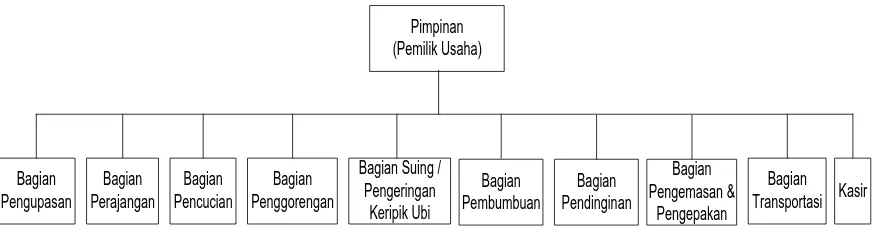
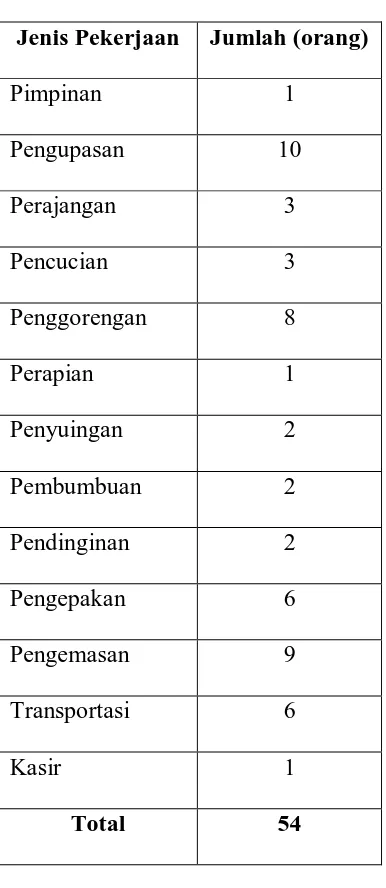
2.3. Organisasi dan Manajemen
Struktur organisasi perusahaan dibagi menjadi beberapa bagian yang memiliki tugas dan tanggung jawab yang jelas. Pembagian tugas ini penting untuk memastikan efisiensi operasional dan memudahkan koordinasi antar bagian dalam proses produksi.
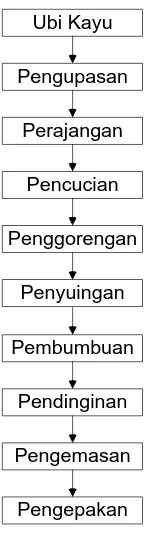
2.4. Proses Produksi
Proses produksi keripik ubi di UD. Tiga Bawang melibatkan beberapa tahapan dari pengupasan, perajangan, pencucian, penggorengan, hingga pengemasan. Setiap tahap memiliki peranan penting dalam menghasilkan produk akhir yang berkualitas.
III. LANDASAN TEORI
Bagian ini menyajikan teori-teori yang mendasari analisis pemecahan masalah dalam penelitian ini, termasuk konsep ergonomi dan antropometri. Pemahaman teori ini sangat penting untuk merancang fasilitas kerja yang sesuai dengan kebutuhan operator.
3.1. Ergonomi
Ergonomi adalah ilmu yang mempelajari interaksi antara manusia dan elemen-elemen dalam sistem kerja. Fokus utama ergonomi adalah untuk meningkatkan kenyamanan dan efisiensi kerja dengan merancang sistem yang sesuai dengan kemampuan dan batasan manusia.
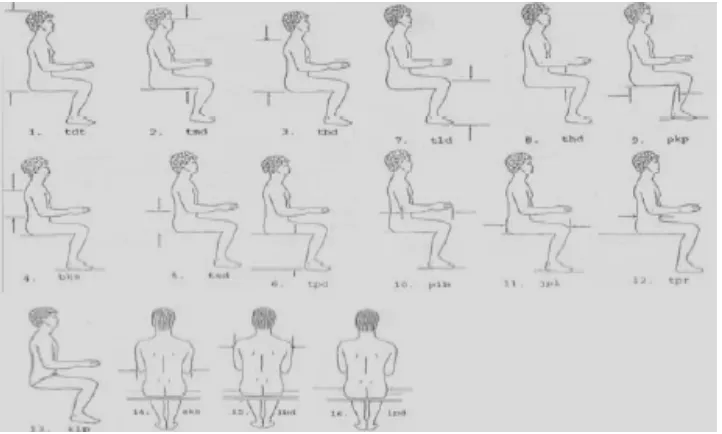
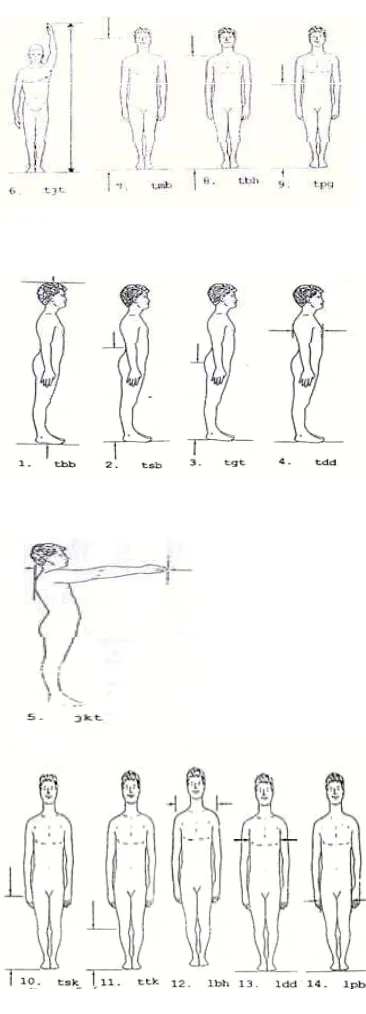
3.2. Anthropometri
Anthropometri merupakan studi tentang ukuran dan proporsi tubuh manusia. Data antropometri penting dalam perancangan fasilitas kerja, karena dapat digunakan untuk memastikan bahwa peralatan dan ruang kerja sesuai dengan dimensi tubuh pengguna.
3.3. Keluhan Muskuloskeletal
Keluhan muskuloskeletal adalah masalah kesehatan yang sering dialami oleh pekerja akibat desain tempat kerja yang tidak ergonomis. Penelitian ini bertujuan untuk mengidentifikasi faktor penyebab keluhan tersebut dan merancang solusi yang dapat mengurangi risiko.
IV. METODOLOGI PENELITIAN
Metodologi penelitian menjelaskan langkah-langkah yang diambil dalam penelitian ini, mulai dari pengumpulan data hingga analisis dan evaluasi perbaikan fasilitas kerja. Metode yang digunakan penting untuk memastikan bahwa hasil penelitian valid dan dapat diimplementasikan.
4.1. Lokasi dan Waktu Penelitian
Penelitian dilakukan di UD. Tiga Bawang selama satu minggu pada bulan November 2009. Pemilihan lokasi ini penting karena perusahaan ini adalah tempat di mana masalah ergonomi yang dihadapi dapat diobservasi secara langsung.
4.2. Populasi dan Sampel Penelitian
Populasi penelitian adalah seluruh operator di UD. Tiga Bawang, dengan sampel yang diambil dari bagian penggorengan. Pemilihan sampel ini bertujuan untuk mendapatkan data yang representatif mengenai keluhan yang dialami operator.
4.3. Teknik Sampling yang Digunakan
Teknik sampling yang digunakan adalah purposive sampling, di mana sampel diambil berdasarkan kriteria tertentu yang relevan dengan penelitian. Hal ini memastikan bahwa data yang diperoleh berkualitas dan sesuai dengan tujuan penelitian.
V. PENGUMPULAN DAN PENGOLAHAN DATA
Bagian ini menjelaskan proses pengumpulan data primer dan sekunder yang dilakukan dalam penelitian, serta metode pengolahan data yang digunakan untuk menganalisis hasil. Pengumpulan data yang sistematis sangat penting untuk validitas penelitian.
5.1. Pengumpulan Data
Data dikumpulkan melalui kuesioner yang disebarkan kepada operator untuk mengidentifikasi keluhan fisik yang dialami. Metode ini memungkinkan peneliti untuk mendapatkan informasi langsung dari sumbernya.
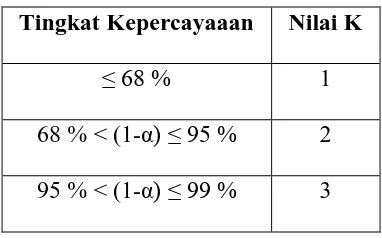
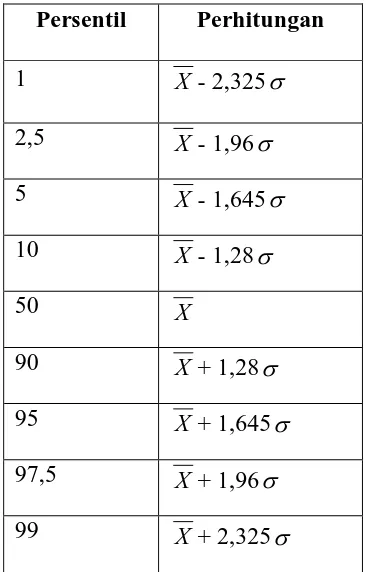
5.2. Pengolahan Data
Data yang diperoleh dari kuesioner diolah menggunakan metode statistik untuk menganalisis keluhan yang dialami oleh operator. Pengolahan data ini penting untuk mendapatkan gambaran yang jelas mengenai masalah yang ada.
5.3. Analisis dan Evaluasi Perbaikan Fasilitas Kerja
Analisis dilakukan untuk mengevaluasi desain fasilitas kerja yang ada dan mengidentifikasi area yang perlu diperbaiki. Hasil analisis ini digunakan sebagai dasar untuk merancang fasilitas kerja yang lebih ergonomis.
VI. ANALISIS PEMECAHAN MASALAH
Analisis pemecahan masalah mencakup evaluasi data yang telah dikumpulkan dan diolah, serta penentuan solusi yang tepat untuk meningkatkan kondisi kerja. Bagian ini penting untuk memastikan bahwa rekomendasi yang diberikan berdasarkan bukti yang kuat.
6.1. Analisis Kuesioner
Analisis kuesioner dilakukan untuk mengidentifikasi tingkat keluhan yang dialami oleh operator. Data yang diperoleh digunakan untuk menentukan prioritas perbaikan yang perlu dilakukan.
6.2. Analisis Data Fuzzy QFD
Metode Fuzzy Quality Function Deployment (QFD) digunakan untuk menentukan karakteristik produk yang diinginkan berdasarkan kebutuhan pengguna. Metode ini membantu dalam merancang fasilitas kerja yang sesuai dengan harapan operator.
VII. KESIMPULAN DAN SARAN
Bagian ini menyajikan kesimpulan yang diambil dari hasil penelitian serta saran untuk implementasi perbaikan fasilitas kerja yang ergonomis. Kesimpulan dan saran ini penting untuk memberikan arahan bagi perusahaan dalam meningkatkan kondisi kerja.
7.1. Kesimpulan
Kesimpulan menyatakan bahwa penerapan prinsip ergonomi dalam desain fasilitas kerja dapat meningkatkan kenyamanan dan produktivitas operator di UD. Tiga Bawang. Rancangan yang diusulkan diharapkan dapat mengurangi keluhan fisik yang dialami.
7.2. Saran
Saran diberikan untuk implementasi desain fasilitas kerja yang lebih ergonomis dan pelatihan bagi operator mengenai pentingnya ergonomi dalam meningkatkan kinerja. Selain itu, disarankan agar perusahaan terus melakukan evaluasi terhadap kondisi kerja secara berkala.