DAFTAR PUSTAKA
Couhen, Lou. 1995. Quality Function Deployment: How To Make QFD For You. USA: Addition Company.
Ginting, Rosnani. 2007. Perancangan Produk. Graha Ilmu: Yogyakarta.
Ghozali, Imam. 2002. Aplikasi Analisis Multivariat dengan Program SPSS.Semarang: Undip.
Nurmianto, Eko. 1998. Ergonomi Konsep Dasar dan Aplikasinya. GunaWidya: Jakarta.
Ronald, G. Day. 1993. Quality Function Deployment. USA. Sinulingga. Sukaria. 2011. Metode Penelitian. USU Press: Medan.
BAB III
LANDASAN TEORI
3.1 Proses Perancangan Produk1
1
Rosnani Ginting, Perancanga Produk. (Cet. I; Yogyakarta: Graha Ilmu, 2010), H. 1
Salah satu ciri aktivitas perancangan selalu dimulai dari akhir dan berakhir di awal. Artinya focus dari aktifitas perancangan adalah titik akhir (deskripsi produk). Salah satu karakteristik manusia adalah mereka selalu berusaha menciptakan sesuatu baik alat maupun bendalainya untuk membantu kehidupan mereka. Untuk mewujudkan benda tersebut diperlukan suatu rancangan atau desain. Dari hasil perancangan maka diketahui deskripsi rinci dari benda yang akan dibuat. Maka dari itu, kegiatan perancangan adalah hal yang penting dan mutlak untuk dialakukan sebelum proses produksi suatu benda dikerjakan.
3.1.1 Jenis Perancangan dan Perancangan Ulang
Kegiatan perancangan dapat diklasifikasikan ke dalam beragam cara yang berbeda. Hal ini dilakukan untuk mengindikasikan usaha-usaha yang harus dilakukan, sebuah pendekatan untuk mengklasifikasi proyek pengembangan seperti desain asli (original design), desain adaptif, atau desain varian.
Desain adaptif (sintesis) meliputi adaptasi sebuah system yang telah diketahui untuk merubah suatu pekerjaan atau mengembangkan subsistem yang signifikan dari kondisi produk sekarang (seperti brake antilok).Desain adaptif dapat dikembangkan, tetapi tidak membutuhkan struktur besar terhadap operasi pada sistem produknya.
Desain varian (atau modifikasi) meliputi variasi dari parameter (ukuran, geometri, bahan, kendali parameter, dan sebagainya) dari aspek yang terdapat dalam sebuah produk untuk mengembangakan produk baru dan lebih memperkuat produk.Jenis dari perancangan ini berfokus untuk memodifikasi kinerja subsistem tanpa mengubah konfigurasinya.
Perancangan ulang (redesign) merupakan hal yang kita artikan sebagai suatu kegiatan yang telah disebutkan di atas.Perancangan ulang tidak meliputi didalamnya modifikasi desain (desain varian).Perancangan ulang yang diterapkan kepada produk yang sudah ada dan dapat diterima untuk beberapa criteria dan dibutuhkan solusi baru.Solusi baru ini data dikembangkan melalui pendekatan-pendekatan di atas.Penentuan perancangan (design) atau perancangan ulang (redesign) sebenarnya sangat sulit untuk ditentukan.
3.2 Antropometri
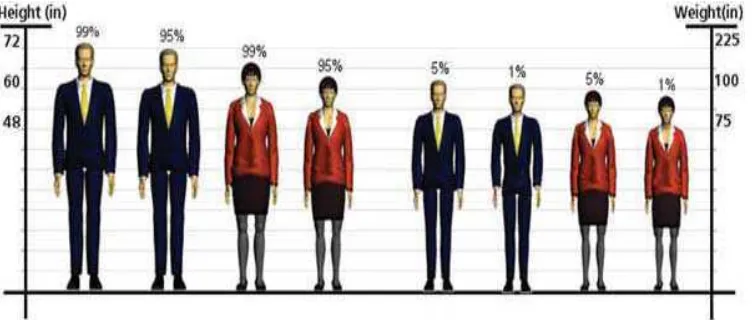
hanyalah untuk sebuah dimensi tertentu (misalnya tinggi duduk) yang biasanya mewakili pengukuran yang terkecil untuk desain produk dalam sebuah populasi. Sebaliknya, persentil 95 th untuk laki-laki dapat mewakili pengukuran dimensi terbesar untuk merancang suatu produk. Persentil 5 th sampai persentil 95 th adalah kisaran dari sekitar 90 % dari populasi. Untuk desain suatu produk dengan ukuran yang lebih besar dari populasi, kisaran dari persentil 1 th untuk perempuan sampai persentil 99 th untuk laki-laki bisa digunakan. Gambar 3.1. menunjukkan perbandingan dari persentil laki-laki dan perempuan (Openshaw, et al. 2006).
Sumber :Handbook Ergonomics and Design A Referensi Guide (Openshaw et al. 2006)
Gambar 3.1 Perbedaan Ukuran dengan Persentil Manusia
3.2.1 Dimensi Antropometri
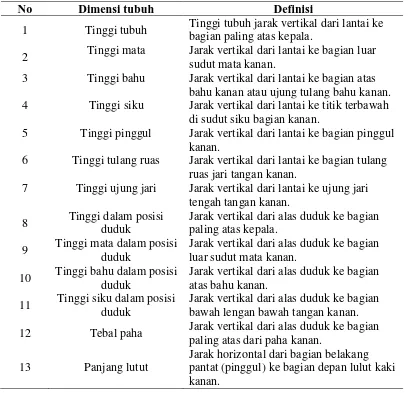
Dimensi antropometrimerupakan ukuran tubuh pada posisi tertentu. Data ini dapat dimanfaatkan guna menetapkan dimensi ukuran produk yang akan dirancang dan disesuaikan dengan dimensi tubuh manusia yang akan mengoperasikan atau menggunakannya. Data antropometri tubuh yang diukur menurut Hartono (2012) dalam panduan survei data antropometri dapat dilihat pada Tabel 3.1.
Tabel 3.1. Dimensi Tubuh
No Dimensi tubuh Definisi
1 Tinggi tubuh Tinggi tubuh jarak vertikal dari lantai ke bagian paling atas kepala.
2 Tinggi mata Jarak vertikal dari lantai ke bagian luar sudut mata kanan.
3 Tinggi bahu Jarak vertikal dari lantai ke bagian atas bahu kanan atau ujung tulang bahu kanan. 4 Tinggi siku Jarak vertikal dari lantai ke titik terbawah
di sudut siku bagian kanan.
5 Tinggi pinggul Jarak vertikal dari lantai ke bagian pinggul kanan.
6 Tinggi tulang ruas Jarak vertikal dari lantai ke bagian tulang ruas jari tangan kanan.
7 Tinggi ujung jari Jarak vertikal dari lantai ke ujung jari tengah tangan kanan.
8 Tinggi dalam posisi duduk
Jarak vertikal dari alas duduk ke bagian paling atas kepala.
9 Tinggi mata dalam posisi duduk
Jarak vertikal dari alas duduk ke bagian luar sudut mata kanan.
10 Tinggi bahu dalam posisi duduk
Jarak vertikal dari alas duduk ke bagian atas bahu kanan.
11 Tinggi siku dalam posisi duduk
Jarak vertikal dari alas duduk ke bagian bawah lengan bawah tangan kanan. 12 Tebal paha Jarak vertikal dari alas duduk ke bagian
paling atas dari paha kanan. 13 Panjang lutut
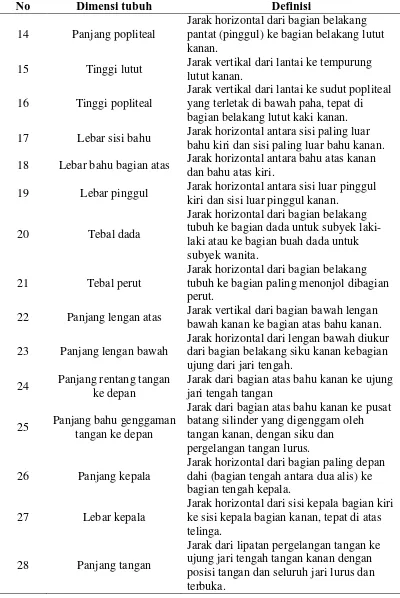
Tabel 3.1 Dimensi Tubuh (Lanjutan)
No Dimensi tubuh Definisi
14 Panjang popliteal
Jarak horizontal dari bagian belakang pantat (pinggul) ke bagian belakang lutut kanan.
15 Tinggi lutut Jarak vertikal dari lantai ke tempurung lutut kanan.
16 Tinggi popliteal
Jarak vertikal dari lantai ke sudut popliteal yang terletak di bawah paha, tepat di bagian belakang lutut kaki kanan. 17 Lebar sisi bahu Jarak horizontal antara sisi paling luar
bahu kiri dan sisi paling luar bahu kanan. 18 Lebar bahu bagian atas Jarak horizontal antara bahu atas kanan
dan bahu atas kiri.
19 Lebar pinggul Jarak horizontal antara sisi luar pinggul kiri dan sisi luar pinggul kanan.
20 Tebal dada
Jarak horizontal dari bagian belakang tubuh ke bagian dada untuk subyek laki-laki atau ke bagian buah dada untuk subyek wanita.
21 Tebal perut
Jarak horizontal dari bagian belakang tubuh ke bagian paling menonjol dibagian perut.
22 Panjang lengan atas Jarak vertikal dari bagian bawah lengan bawah kanan ke bagian atas bahu kanan. 23 Panjang lengan bawah
Jarak horizontal dari lengan bawah diukur dari bagian belakang siku kanan kebagian ujung dari jari tengah.
24 Panjang rentang tangan ke depan
Jarak dari bagian atas bahu kanan ke ujung jari tengah tangan
25 Panjang bahu genggaman tangan ke depan
Jarak dari bagian atas bahu kanan ke pusat batang silinder yang digenggam oleh tangan kanan, dengan siku dan pergelangan tangan lurus. 26 Panjang kepala
Jarak horizontal dari bagian paling depan dahi (bagian tengah antara dua alis) ke bagian tengah kepala.
27 Lebar kepala
Jarak horizontal dari sisi kepala bagian kiri ke sisi kepala bagian kanan, tepat di atas telinga.
28 Panjang tangan
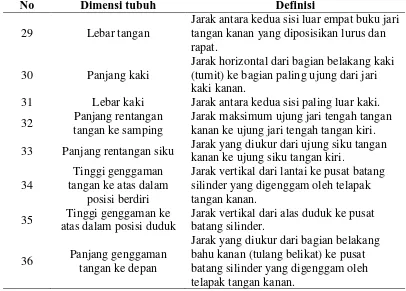
Tabel 3.1 Dimensi Tubuh (Lanjutan)
No Dimensi tubuh Definisi
29 Lebar tangan
Jarak antara kedua sisi luar empat buku jari tangan kanan yang diposisikan lurus dan rapat.
30 Panjang kaki
Jarak horizontal dari bagian belakang kaki (tumit) ke bagian paling ujung dari jari kaki kanan.
31 Lebar kaki Jarak antara kedua sisi paling luar kaki. 32 Panjang rentangan
tangan ke samping
Jarak maksimum ujung jari tengah tangan kanan ke ujung jari tengah tangan kiri. 33 Panjang rentangan siku Jarak yang diukur dari ujung siku tangan
kanan ke ujung siku tangan kiri. 34
Tinggi genggaman tangan ke atas dalam
posisi berdiri
Jarak vertikal dari lantai ke pusat batang silinder yang digenggam oleh telapak tangan kanan.
35 Tinggi genggaman ke atas dalam posisi duduk
Jarak vertikal dari alas duduk ke pusat batang silinder.
36 Panjang genggaman tangan ke depan
Jarak yang diukur dari bagian belakang bahu kanan (tulang belikat) ke pusat batang silinder yang digenggam oleh telapak tangan kanan.
3.3 QFD (Quality Function Deployment)2
QFD adalah suatu cara untuk meningkatkan kualitas barang atau jasa dengan memahami kebutuhan konsumen kemudian menghubungkannya dengan ketentuan teknis untuk menghasilkan suatu barang atau jasa pada setiap tahap pembuatan barang atau jasa yang dihasilkan. Fokus utama dari QFD adalah melibatkan pelanggan pada proses pengembangan produk sedini mungkin, yang mana kebutuhan dan keinginan mereka dijadikan sebagai titik awal (starting point) dari proses QFD. Oleh karena itu maka QFD disebut sebagai voice of
2
customer.Filosofi yang mendasarinya adalah bahwa pelanggan tidak selalu puas dengan suatu produk meskipun produk tersebut telah dihasilkan dengan sempurna.
The house ofquality adalah suatu kerangka kerja atas pendekatan dalam mendesain manajemen yang dikenal sebagai Quality Function Deployment (QFD).TheHouse of Quality memperlihatkan struktur untuk mendesain dan membentuk suatu siklus, dan bentuknya menyerupai sebuah rumah. Kunci dalam membangun HOQ adalah difokuskan kepada kebutuhan pelanggan, sehingga proses desain dan pengembangannya lebih sesuai dengan apa yang diinginkan oleh pelanggan daripada teknologi inovasi. Hal ini dimaksudkan untuk mendapatkan informasi yang lebih penting dari pelanggan.
3.3.1 Tahapan QFD
Menurut Yuniarto (2006) ada beberapa tahapn dalam membuat QFD, antara lain:
1. Fase I adalah mengumpulkan suara pelanggan (voice of customer), yaitu penentuan kebutuhan atribut yang diperoleh melalui kuesioner.
2. Fase II adalah menyusun rumah kualitas (house of quality), yang terdiri atas penentuan derajat kepentingan, evaluasi kinerja atribut terhadap pesaing, Nilai,target, rasio perbaikan, sales point, bobot, normalisasi bobot, parameter teknik,hubungan antara parameter teknik dengan kebutuhan konsumen, hubungan antar parameter teknik, nilai matriks interaksi dengan parameter teknik, prioritas dari setiap parameter teknik.
3.3.2 Manfaat QFD
Manfaat dari QFD adalah sebagai berikut:
1. Rancangan produk baru dapat dipusatkan pada kebutuhan pelanggan karena kebutuhan tersebut sudah lebih dulu dipahami.
2. Kegiatan menganalisa dapat lebih diutamakan dan dipusatkan pada kebutuhan pelanggan.
3. Dapat menganalisis kinerja produk perusahaan terhadap pesaing utama untuk memenuhi kebutuhan pelanggan
4. Dapat memfokuskan pada upaya rancangan sehingga akan mengurangi waktu untuk perubahan rancangan secara keseluruhan sehingga akan mengurangi waktu pemasaran produk baru
5. Dapat mendorong terselenggaranya tim kerja antardepartemen
6. Dapat menyediakan cara untuk membuat dokumentasi proses dan dasar yang kuat untuk pengambilan keputusan.
3.3.3 House of Quality (HOQ)3
3
Lou Cohen,Quality Function Deployment:How to Make QFD Work for You,(USA : Addison-Wesley Publishing Company, 1995),h :11-13
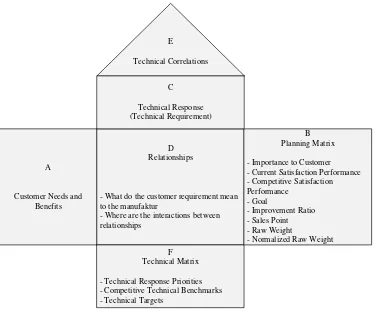
The house of quality memperlihatkan struktur untuk mendesain dan membentuk suatu siklus, dan bentuknya menyerupai sebuah rumah. Kunci dalam membangun HOQ adalah difokuskan kepada kebutuhan pelanggan, sehingga proses desain dan pengembangannya lebih sesuai dengan apa yang diinginkan oleh pelanggan daripada teknologi inovasi. Hal ini dimaksudkan untuk mendapatkan informasi yang lebih penting dari pelanggan. Adapun komponen penting dalam menyusun The house of quality dapat dilihat pada Gambar 3.2.
A
Customer Needs and Benefits
D Relationships
- What do the customer requirement mean to the manufaktur
- Where are the interactions between relationships - Competitive Satisfaction Performance
Sumber :Lou Cohen (1995)
Gambar 3.2.House of Quality
1. Customer need
Customer needberisi daftar semua kebutuhan dan harapan pelanggan yang biasanya ditentukan dengan penelitian secara kualitatif. Cara mengetahui suara pelanggan dapat dilakukan dengan wawancara langsung dengan pelanggan untuk mengetahui keinginan, harapan, keluhan, maupun saran pelanggan, dan dapat juga dilakukan dengan pembagian kuisioner.
2. Planning matrix
Planning matrixmerupakan matriks perencanaan produk yang berisikan data kuantitatif kebutuhan konsumen dan tujuan-tujuan performansi yang hendak dicapai.
3. Technical response
Technical responsemerupakan parameter teknik yang memberikan gambaran bagaimana cara tim pengembangan produk/jasa pelayanan dalam merespon kebutuhan dan keinginan konsumen. Suara konsumen yang bersifat kualitatif maupun kuantitatif harus diterjemahkan ke dalam suara pengembang (voice of developer).
4. Relationship
5. Technical corelation
Technical correlation menggambarkan hubungan yang terjadi antar respon teknis yang dapat dibedakan menjadi korelasi positif sangat kuat, positif cukup kuat, negatif sangat kuat serta tidak ada hubuungannya.
6. Technical matrix
Technical Matrix berisi informasi berupa prioritas dari aspek teknis produk serta target teknis yang direncanakan berdasarkan competitive benchmark untuk tujuan pengembangan kualitas produk.
3.4 Pembuatan Kuesioner4
1. Berdasarkan cara menjawab
Kuesioner merupakan sejumlah pertanyaan tertulis yang digunakan untuk memperoleh informasi dari responden dalam arti laporan tentang pribadinya, atau hal-hal yang ia ketahui. Pada penelitian, penggunaan kuesioner merupakan hal yang sangat pokok dalam pengmpulan data. Tujuan pokok pembuatan kuesioner adalah untuk memperoleh informasi yang relevann dengan tujuan dengan cara mengisi pertanyaan yang diajukan oleh peneliti terhadap responden yang dipilih. Syarat pengisian kuesioner adalah pertanyaan harus jelas dan mengarah ketujuan penelitian.
Kuesioner dapat dibedakan berdasarkan :
a. Kuesioner terbuka, yang memberikan kesempatan kepada responden untuk menjawab dengan kalimatnya sendiri tanpa dibatasi oleh apapun.
4
b. Kuesioner tertutup, yang telah disediakan jawabannya sehingga responden hanya tinggal memilih sesuai pilihan yang ada.
2. Berdasarkan jawaban yang diberikan
a. Kuesioner langsung, yaitu responden menjawab tentang dirinya atau memberikan informasi mengenai perihal pribadi.
b. Kuesioner tidak langsung, yaitu jika responden memberikan respon tentang perihal orang lain.
3. Berdasarkan bentuknya
a. Kuesioner pilihan ganda, yaitu sama seperti kuesioner tertutup, dimana terdapat pilihan jawaban.
b. Kuesioner isian, yaitu sama seperti kuesioner terbuka, berbentuk essay. c. Check List, yaitu sebah daftar dimana responden tinggal
membubuhkantanda Check List pada klom yang sesuai.
d. Rating Scale, yaitu pernyataan diikuti oleh kolom-kolom yang menunjukkan tingkatan-tingkatan, misalnya, mulai dari sangat setuju hingga sangat tidak setuju.
3.5 Validitas Data5
Validitas data ialah suatu ukuran yang mengacu kepada derajat kesesuaian antara data yang dikumpulkan dan data sebenarnya dalam sumber data. Data yang valid akan diperoleh apabila instrumen pengumpulan data juga valid.
5
Oleh karena itu, untuk menguji validitas data maka pengujian dilakukan terhadap instrumen pengumpulan data.
Validitas instrumen atas dua tipe yaitu validitas internal dan validitas eksternal. Validitas internal berkenaan dengan derajat keakurasian rancangan penelitian. Rancangan penelitian yang baik termasuk rancangan pengumpulan data akan dapat mengidentifikasi sumber data yang tepat dan alat/instrumen pengumpulan data yang juga tepat. Validitas eksternal berkenaan dengan derajat akurasi hasil penelitian jika dilakukan generalisasi dan diterapkan pada populasi dari mana data penelitian diambil.
Cara yang umum digunakan untuk menguji validitas instrumen ialah melalui analisis korelasi (correlational analysis). Analisis korelasi dilaksanakan dengan menggunakan rumus Korelasi Product Moment yang dikembangkan oleh Pearson, yaitu sebagai berikut :
. . . (pers 1)
Dimana, rxy = Koefisien korelasi antara X dan Y
xi = Skor variabel independen X
yi = Skor variabel independen Y
3.6 Reliabilitas6
6Ibid
., h. 230-243
Dua ukuran yang umum digunakan untuk mengetahui derajat reliabilitas atau kehandalan instrumen pengumpulan data, yaitu stabilitas instrumen dan konsistensi internal instrumen. Stabilitas instrumen adalah suatu ukuran yang menunjukkan derajat kestabilan instrumen terhadap data yang diperoleh dengan menggunakan instrumen tersebut. Stabilitas instrumen dikatakan cukup baik jika instrumen tersebut digunakan dalam pengukuran variabel yang sama dalam waktu yang berbeda dan memberikan hasil yang sama. Konsistensi internal instrumen memberikan indikasi homogenitas item dalam pengukuran dalam arti seberapa jauh instrumen tersebut menjadikan item-item yang diukur secara bersama-sama menjadi sebuah set dan secara independen menjadi bagian yang berarti terhadap keseluruhan.
Pengujian reliabilitas pada umumnya dikenakan untuk pengujian stabilitas instrumen dan konsistensi internal instrumen. Pengujian terhadap kedua karakteristik dari instrumen tersebut dapat dilakukan dengan beberapa metode. Pengujian stabilitas instrumen terdapat dua macam uji yaitu test-retest reliability dan parallel-form reliability. Pengukuran konsistensi internal instrumen pengumpulan data dapat dilaksanakan dengan dua cara yaitu interitem consistency reliability dan split-half reliability. Alat test yang sering digunakan dalam pengujian konsistensi internal instrumen ialah Koefisien Alpha Cronbach. Koefisien Alpha Cronbach digunakan untuk mengukur reliabilitas instrumen yang pertanyaannya menggunakan skor dalam rentangan tertentu.
r11 = Reliabilitas instrumen (koefisien Alpha Cronbach)
k = Jumlah butir pertanyaan dalam instrumen b
2
σ = Jumlah varians butir-butir pertanyaan
t 2
σ = Varians total
Koefisien Alpha Cronbach dihitung dengan menggunakan langkah-langkah sebagai berikut:
1. Menghitung varians butir-butir pertanyaan (σx2) dan jumlah varians butir.
( )
2. Menghitung varians total.
BAB IV
METODOLOGI PENELITIAN
4.1 Lokasi dan Waktu Penelitian
Penelitian ini dilakukan di pabrik PT. Bakrie Sumatera Plantation unit pengolahan karet mentah. Yang berada di Bunut, kota Kisaran kabupaten Batubara provinsi Sumatera Utara. Waktu pelaksanaan penelitian adalah selama 5 bulan dari bulan September 2015- januari 2016.
4.2 Jenis Penelitian.
Penelitian ini termasuk penelitian deskriptif7
1. Variabel Independen
. Karena mendeskripsikan secara sistematik, faktual, dan akurat tentang fakta-fakta dan sifat-sifat suatu objek. Jenis penelitian deskriptif yang dimaksud adalah penelitian survei. Penelitian ini disebut penelitian survei karena dalam penelitian ini dilakukan pengumpulan data dan informasi secara langsung dari operator yang
menggunakan alat.
4.3 Objek Penelitian
Objek penelitian yang diamati adalah alat pemotong skim rubber yang digunakan operator untuk memotong gumpalan skim yang telah mengendap di dalam bak koagulasi
4.4 Variabel Penelitian
Variabel-variabel yang terdapat dalam penelitian ini adalah:
Variabel independen adalah variabel yang mempengaruhi variabel dependen (variabel terikat) baik secara positif maupun negatif. Variabel
independen dijadikan objek utama dalam penelitian dan menjadi penentu dalam rangka perbaikan kondisi kerja. Variabel independen yang digunakan pada penelitian ini yaitu antropometri operator, keluhan rasa sakit yang di rasakan operator dan spesifikasi dari alat pemotong skim.
7
2. Variabel Dependen
Variabel dependen adalah variabel-variabel atau faktor-faktor yang berpengaruh terhadap variabel independen. Variabel dependen yang digunakan pada penelitian ini yakni desain alat pemotong skim yang baru.
4.5 Instrumen Penelitian
Instrumen yang digunakan dalam penelitian ini adalah:
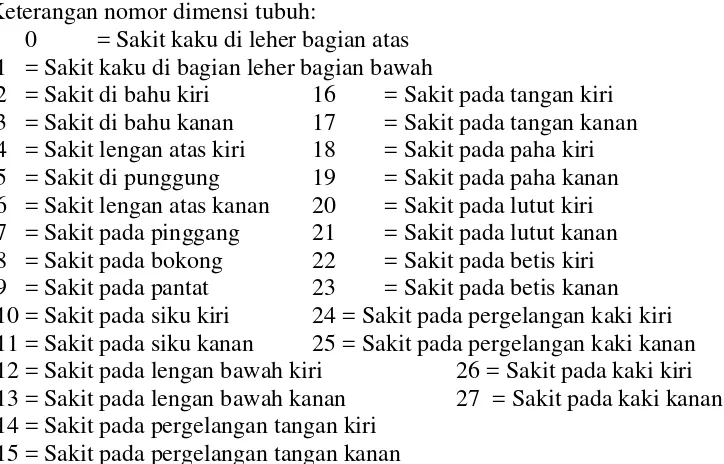
Gambar 4.1 Standard Nordic Questionnaire (SNQ)
Penilaian berdasarkan kuesioner SNQ untuk pembobotan masing-masing kategori berikut :
Tidak sakit : bobot 1 Agak sakit : bobot 2 Sakit : bobot 3 Sangat sakit : bobot 4
Kategori yang dirasakan saat bekerja adalah sebagai berikut:
1. Tidak sakit, artinya bahwa pekerja tidak terasa nyeri sedikitpun pada bagian tubuh karena kontraksi otot yang terjadi berjalan normal.
2. Agak sakit, artinya bahwa pekerja mulai terasa nyeri, namun rasa nyeri yang timbul tidak membuat pekerja jenuh atau cepat lelah.
3. Sakit artinya bahwa pekerja merasakan nyeri yang cukup hebat dan keadaan ini membuat pekerja mulai jenuh dan cepat lelah.
4. Sangat sakit artinya bahwa pekerja merasakan nyeri yang sangat luar biasa disertai dengan ketegangan (kontraksi otot yang sangat hebat) sehingga membuat pekerja merasakan jenuh dan kelelahan yang cukup besar.
Keterangan nomor dimensi tubuh:
0 = Sakit kaku di leher bagian atas 1 = Sakit kaku di bagian leher bagian bawah
2 = Sakit di bahu kiri 16 = Sakit pada tangan kiri 11 = Sakit pada siku kanan 25 = Sakit pada pergelangan kaki kanan 12 = Sakit pada lengan bawah kiri 26 = Sakit pada kaki kiri 13 = Sakit pada lengan bawah kanan 27 = Sakit pada kaki kanan 14 = Sakit pada pergelangan tangan kiri
2. Kuesioner Pendahuluan8
Kuesioner pendahuluan berguna untuk mendapatkan permasalahan awal terhadap pemakaian alat pemotong skim. Teknik sampling yang digunakan adalah total sampling dimana seluruh populasi dijadikan sampel.
3. Kuesioner tertutup9
Kuesioner Tertutup berisi tingkat kepentingan terhadap atribut produk. Penilaian pada kuesioner tertutup menggunakan skala Likert, yakni untuk melihat tingkat kesetujuan (degree of agreeness) dari responden terhadap suatu pertanyaan yang diisi oleh operator PT. BSP. Teknik sampling yang digunakan adalah total sampling dimana seluruh populasi dijadikan sampel. 4. Kuesioner karakteristik teknis10
Kuesioner karakteristik teknis dan hubungannya digunakan untuk mengumpulkan karakteristik teknis dari produk alat pemotong skim dan hubungan dari setiap karakteristik teknis untuk menghasilkan produk alat pemotong skim, yang diisi pihak perusahaan.
5. Kuesioner Part Kritis11
Kuesioner Part kritis diberikan kepada pihak pabrik yang memiliki pengetahuan mengenai bagian atribut yang secara khusus mempengaruhi kualitas maupun kuantitas produk sehingga layak dipilih untuk menentukan bobot hubungan antar variabel.
4.6 Kerangka Konseptual
8
Sukaria Sinulingga, 2013. Metodologi Penelitian. Medan: USU Press
9
Sukaria Sinulingga, op.cit., h. 181
10
Lou Cohen,Quality Function Deployment:How to Make QFD Work for You, (USA: Addison-Wesley Publishing Company, 1995)., h. 123
11
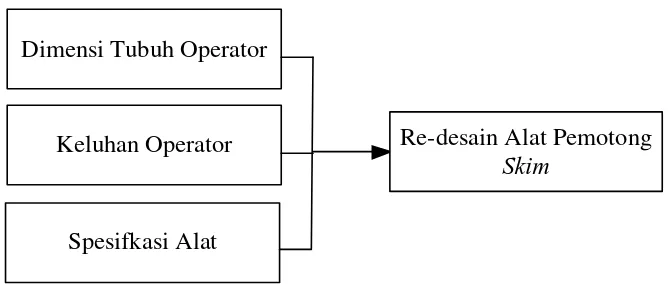
Kerangka konseptual dalam penelitian ini adalah kelelahan otot yang dirasakan operator pemotong skim di stasiun block skim rubber PT. Bakrie Sumatera Plantation. Disebabkan oleh desain dari alat pemotong skim yang tidak sesuai dengan dimensi operator di area bak kougulasi.
Gambar kerangka konseptual dalam penelitian ini dapat dilihat pada Gambar 4.2.
Dimensi Tubuh Operator
Keluhan Operator
Spesifkasi Alat
Re-desain Alat Pemotong Skim
Gambar 4.2 Kerangka Konseptual Penelitian
Tabel 4.1 Keterangan Variabel Kerangka Konseptual
No Variabel Keterangan
1 Dimensi tubuh operator
Ketidak sesuaian antara ukurang alat dengan dimensi tubuh operator, sehingga perlu di sesuaikan
2 Keluhan Operator Rasa sakit yang dirasakan operator setelah menggunakan alat
4 Re-desain alat pemotong skim
Desain alat baru yang memberikan kenyamanan bagi operator
4.7 Metode Pengumpulan Data
4.7.1 Data Primer
Data primer yang dibutuhkan dalam penelitian ini dapat dikumpulkan dengan cara sebagai berikut:
1. Kuesioner
Kuesioner yang digunakan adalah
Standard Nordic Qustionare (SNQ). adalah tools yang digunakan untuk mengidentifikasi keluhan yang dirasakan operator pemotong skim. Pada kuesioner SNQ terdapat 28 dimensi tubuh yang ditanyakan. Kuesioner dibagikan kepada 8 operator pemotong skim di PT. BSP untuk mengetahui keluhan yang dirasakan oleh operator.
2. Observasi (pengamatan)
Pengumpulan data ini dilakukan dengan pengamatan secara langsung terhadap subjek penelitian di lapangan terutama pada operator. Alat yang digunakan dalam pengumpulan data secara observasi ini adalah pengukuran dimensi tubuh.
3. Wawancara
Wawancara yang dilakukan kepada pihak perusahaan untuk mendapatkan data karakteristik teknik .
4.7.2 Data Sekunder
Pengumpulan file record perusahaan sebagai data pelengkap yaitu data Gambaran umum persahaan.
4.7.3 Ukuran dan Teknik Sampling
Ukuran sampel pada setiap jenis kuesioner yaitu sebagai berikut: 1. Kuesioner Pendahuluan
Kuesioner ini berbentuk SNQ yang akan disebarkan kepada operator. Kuesioner ini digunakan untuk mengetahui keluhan yang dirasakan operator selama menggunakan alat. Teknik sampling yang digunakan adalah total sampling dimana seluruh populasi dijadikan sampel.
2. Kuesioner Tebuka
Kuesioner ini berisi delapan (8) pertanyaan yang diberikan kepada operator pemotong skim, untuk mengetahui keinginan dan harapan operator akan produk baru yang akan dirancang. Teknik sampling yang digunakan adalah total sampling dimana seluruh operator pemotong skim dijadikan sampel 3. Kuesioner Tertutup
Kuesioner tertutup berisi delapan (8) pertanyaan yang diberikan kepada operator pemotong skim untuk mengetahui tingkat kepentingan dari atribut yang di berikan kepada responden. Teknik sampling yang digunakan adalah total sampling dimana seluruh operator pemotong skim dijadikan sampel
Tahap ini, data yang diperoleh selama pengamatan diolah sesuai dengan teknik analisis data yang digunakan.
1. Standard Nordic Qustionaere (SNQ) untuk menentukan bagian tubuh yang mengalami risiko kelelahan otot. Tabulasi keluhan konsumen terhadap penggunaan produk pemotong skim.
2. Penentuan tingkat kepentingan konsumen dari setiap atribut. Hasil kuesioner tertutup didapatkan modus tingkat kepentingan dari atribut pemotong skim. 3. Penetuan Karakteristik teknis. Karakteristik teknis diperoleh dari kuesioner
yang diberikan kepada pihak pabrik . Setelah karakteristik teknis ditentukan, selanjutnya adalah melihat hubungannya
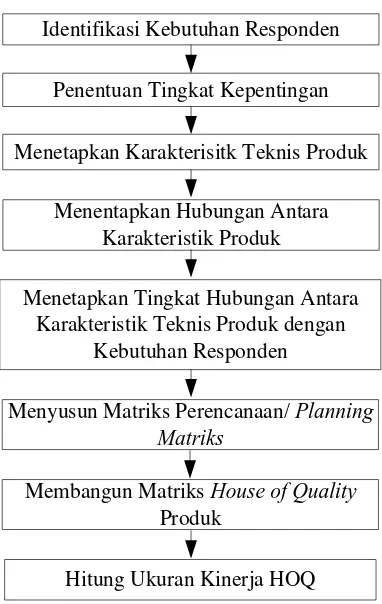
5. Pembuatan House of Quality
Matrix HoQ dibuat berdasarkan hasil kuesioner dan wawancara. Dari house of quality akan didapat tingkat kepentingan tertinggi. House of Quality digunakan untuk mendapatkan karakteristik teknis. Pengolahan data QFD Fase I dapat dilihat pada Gambar 4.3.
Identifikasi Kebutuhan Responden
Penentuan Tingkat Kepentingan
Menetapkan Karakterisitk Teknis Produk
Menetapkan Tingkat Hubungan Antara Karakteristik Teknis Produk dengan
Kebutuhan Responden
Menyusun Matriks Perencanaan/ Planning Matriks
Menentapkan Hubungan Antara Karakteristik Produk
Membangun Matriks House of Quality
Produk
Hitung Ukuran Kinerja HOQ
Sumber: Lou Couhen (1997)
Menetapkan karakteristik teknik produk
Menetapkan part kritis
Menetapkan Tingkat Hubungan Antara Karakteristik Teknis Produk dengan Part
kritis
Menyusun Matriks Perencanaan/ Planning Matriks
Menentapkan Hubungan Antara Part kritis
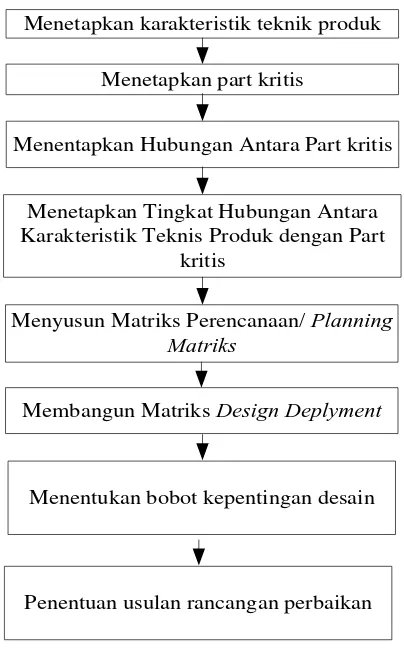
Membangun Matriks Design Deplyment
Menentukan bobot kepentingan desain
Penentuan usulan rancangan perbaikan
Sumber: Ronald G Day (1993)
Gambar 4.4 Diagram Alir Pembangunan House of Quality QFD fase II
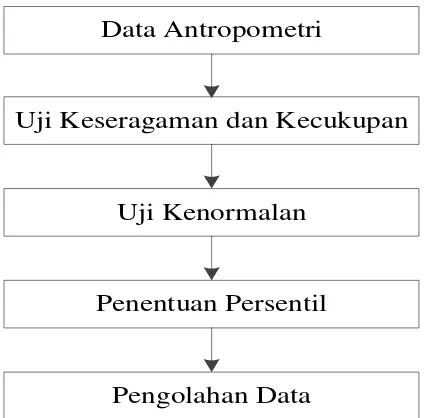
7. Pengolahan dengan Antropometri
Uji Kenormalan
Penentuan Persentil
Pengolahan Data
Uji Keseragaman dan Kecukupan Data Antropometri
Gambar 4.5 Diagram Alir Pengolahan Antropometri
4.9 Analisis Pemecahan Masalah
Analisis dan pemecahan masalah yang dilakukan adalah sebagai berikut: 1. Analisis kondisi kerja aktual dengan cara meganalisis hasil SNQ,
menganalisis karakteristik teknik menggunakan kuesioner QFD.
2. Analisis kondisi kerja setelah perbaikan dengan memberi usulan alat bantu berdasarkan antropometri.
4.10 Kesimpulan dan Saran
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1 Pengumpulan Data
5.1.1 Data Standard Nordic Questionaire (SNQ)
Op. Nomor Dimensi Tubuh
Hasil Grafik rekapitulasi data SNQ dapat dilihat pada Gambar 5.1.
Gambar 5.1 Grafik Rekapitulasi Data SNQ
Keterangan persentase kategori sakit dan sangat sakit untuk masing-masing pekerja dapat dilihat pada Tabel 5.2.
Tabel 5.2 Keterangan Rekapitulasi Data SNQ
Bagian Tubuh Sakit Operator Sangat
Sakit
Operator
Leher bagian atas 37,5% 3,5,8
Bahu kiri 37,5% 3,5,8 62,5% 1,2,4,6,7
Bahu kanan 25% 3,8 75% 1,2,4,5,6,7
Lengan atas kiri 37,5% 2,4,7 62,5%
Lengan atas kanan 25% 3,7 75% 1,2,4,5,6,8
Pinggang 50% 3,4,5, 50% 1,2,7,8
Siku kiri 25% 3,5
Tangan Kiri 100% 1,2,3,4,5,6,7,8,
BAB VI
ANALISIS DAN PEMBAHASAN HASIL
6.1 Analisis Keluhan Operator
Persentase yang diperoleh dari hasil penyebaran kuisioner SNQ untuk keluhan sakit dan sangat sakit dapat dilihat pada Gambar 6.1.
Gambar 6.1 Persentase Data Kuisioner SNQ
6.2 Analisis Data Kuesioner
Pengumpulan data untuk alat pemotong skim memiliki dua alat ukur yaitu kuesioner terbuka dan kuesioner tertutup. Variabel kuesioner terbuka berisi 8 pertanyaan tentang desain alat pemotong skim. Responden diminta mengisi kuesioner dengan memberi jawaban yang diinginkan. Rekapitulasi nilai hasil jawaban responden dapat dilihat pada Tabel 6.1.
Tabel 6.1 Modus Atribut Terpilih Kuesioner Terbuka
No. Pertanyaan Atribut Terpilih
1. Keluhan yang dirasakan setelah
menggunakan alat saat ini Pegal
2. Apa kekurangan dari alat saat ini Sering Berkarat
3. Bahan utama pisau yang diinginkan Baja
4. Bahan gagang yang diinginkan Kayu
5. Bentuk pisau yang di inginkan Tidak lurus
6 Warna alat yang diinginkan Hitam
7 Fungsi tambahan yang diiginkan Sarung Pisau 8 Alasan apakah perlu dilakukan perancangan
ulang alat Perlu
Tabel 6.2 Rekapitulasi Kuesioner Tertutup
Responden PERTANYAAN
P1 P2 P3 P4 P5 P6 P7 P8
Untuk pengujian validitas dan reabilitas kuesinoner tertutup dapat dilihat pada Tabel 6.3 dan Tabel 6.4.
Tabel 6.3 Hasil Uji Validitas Kuesioner Tertutup
Variabel r Hitung r Tabel N Keterangan
1 0.6940 0.632 8 Valid
Tabel 6.4 Hasil Uji Reabilitas Kuesioner Tertutup
6.3 Analisis Metode Quality Function Deployment (QFD)
6.3.1 Analisis Metode Quality Function Deployment (QFD) Fase I
Tingkat kepentingan atribut alat pemotong skim ditunjukkan dengan nilai net sales, importance weight dan relative weight. Nilai net sales diperoleh dari pihak pabrik, sedangakan nilai importance weight dan relative weight diperoleh dari kuesioner tertutup yang disebar kepada 8 responden.
Tingkat kepentingan atribut alat pemotong skim ditunjukkan dengan nilai net sales, importance weight dan relatife weight, Ketiga nilai tersebut dapat dilihat pada Tabel 6.5.
Tabel 6.5 Nilai Net Sales, Importance Weight dan Relative Weight
Customer Requirement Sales
Point
Important Weight
Relative Weight
Bahan utama pisau adalah logan anti karat 1,5 64 17.158 Rangka utama pisau pemotong skim terbuat dari Kayu 1 32 8.579
Bentuk Mata pisaucembung 1,2 45 12.064
Alat pemotongskim dilengkapi alas genggaman 1,2 0 0.000
Alat pemotong skim berarna hitam 1 45 12.064
Rangka pemotong skim berbentuk silinder 1,2 52 13.941
Memiliki fungsi tambahan pengait 1,5 75 20.107
Sambungan pisau dengan rangka dapat dilepas 1,2 60 16.086
Variabel dengan nilai relative weight, important weight dan net sales tertinggi adalah alat pengait untuk menggeser skim kepinggir bak kougulasi yang merupakan salah satu variabel penting untuk meningkatkan kinerja perusahaan.
12
12
Lou Cohen,Quality Function Deployment:How to Make QFD Work for You,(USA : Addison-Wesley Publishing Company, 1995),hal : 94.
produsen sebagai ahli. Tingkat kesulitan dan perkiraan biaya karakteristik teknis dapat dilihat pada Gambar 6.2.
B
Gambar 6.2.Ukuran Kinerja QFD Fase I
Hasil menunjukkan bahwa karakteristik teknis yang terpenting adalah proses pembubutan dengan tingkat kesulitan 5, derajat kepentingan 44%, dan perkiraan biaya 26%.
6.3.2 Analisis Metode Quality Function Deployment (QFD) Fase II
Gambar 6.3 Ukuran Kinerja QFD Fase II
Tingkat kesulitan, derajat kepentingan dan perkiraan biaya tertinggi adalah tingkat kekerasan dengan tingkat kesulitan5, derajat kepentingan 30%, perkiraan biaya 26%.
6.4 Analisis Perancangan Fasilitas Kerja
Berdasarkan perbandingan antara dimensi alat yang lama dengan data antropometri operator, menunjukkan perlua adanya perbaikan pada fasilitas kerja karena tidak sesuai dengan antropometri operator sebenarnya. Rancangan fasilitas yang sesuai dengan operator akan memeberikan kenyamanan dalam menggunakan alat pemotong skim. Setelah dilakukan perancangan didapat spesifikasi alat pemotong skim baru yang dapat dilihat pada Tabel 6.6.
No Atribut Kategori Terpilih
1 Bahan Utama Baja dan kayu
2 Dimensi Alat 190cm x 10cm x 3cm
3 Warna Alat Hitam
4 Spesifikasi Tambahan 1 Alat pengait
.Gambar 6.4AlatPemotongskim2D
BAB VII
KESIMPULAN DAN SARAN
7.1 Kesimpulan
Hasil pengolahan data dan analisis pembahasan memberikan beberapa kesimpulan sebagai berikut :
1. Keluhan “Sangat Sakit” yang dialami pekerja sebesar 75% yaitu terletak pada bahu kanan.
2. Karakteristik teknis produk yang dibutuhkan untuk memenuhi kebutuhan pekerja adalah Bahan Baku, Proses Pencetakan, Proses Pembubutan, mekanisme sambungan dan proses pengecatan.
3. Berdasarkan Tingkat kesulitan, derajat kepentingan, dan perkiraan biaya, karakteristik teknis quality function deployment fase 1 yang tertinggi adalah proses pembubutan sedangkan untuk karakteristik teknis quality function deployment fase II yang tertinggi adalah Tingkat kekerasan.
4. Berdasarkan antropometri tubuh yang digunakan untuk perancangan alat pemotong skim yaitu diameter genggaman persentil 5% dengan rekomendasi dimensinya 3,2 cm dan tinggi bahu berdir 95% dengan rekomendasi dimensinya 147,8 cm.
7.2 Saran
Adapun saran yang diberikan dari hasil penelitian ini adalah sebagai berikut :
1. Pihak perusahaan perlu memperhatikan fasilitas kerja usulan yang dirancang untuk mengurangi keluhan otot pada pekerja dan dapat meningkatkan produktivitas pekerja.
BAB I
PENDAHULUAN
1.1 Latar Belakang Masalah
Desain alat kerja yang tidak ergonomis akan menimbulkan dampak negatif bagi penggunanya, dampak negatif itu dapat terjadi dalam jangka waktu pendek maupun panjang. Dampak negatif yang dirasakan adalah rasa sakit dan kelelahan bagi yang menggunakannya. Sehingga perancangan ulang suatu produk sangat penting untuk meminimisasi rasa sakit akibat desain alat yang tidak ergonomis. (Sritomo Wignjosoebroto, 2003).
Quality Function Develoyment (QFD) adalah suatu cara untuk meningkatkan kualitas barang atau jasa dengan memahami kebutuhan konsumen, kemudian menghubungkannya dengan karakteristik teknis untuk menghasilkan suatu barang atau jasa pada setiap tahap pembuatan barang atau jasa yang dihasilkan (Rosnani, 2010).
PT. Bakrie Sumatera Plantation (PT. BSP) merupakan perusahaan yang menghasilkan bahan setengah jadi berupa lateks, crumb rubber dan blok skim rubber. Blok Skim Rubber (BSR) merupakan salah satu produk andalah di PT. BSP, karena bahan bakunya berasal dari limbah yang bernilai ekonomis rendah tetapi setelah diolah memiliki kualitas produk yang tinggi.
lateks didalam bak kougulasi digumpalkan dengan cara menambahkan larutan H2SO4 sehingga cairan limbah lateks berubah menjadi padat. Hasil dari proses
pencampuran limbah lateks dan larutan H2SO4 yang sudah padat dan mengeras di
dalam permukaan bak kougulasi disebut skim.
Gambar 1.1 Skim Dalam Proses Pemotongan
Gambar 1.2 Proses Penggeseran Dan Pegangkatan Skim Keluar Bak
Proses pemotongan skim di bak koagulasi dilakukan secara manual mengunakan alat potong selama 4 jam. Alat potong yang digunakan hanya berupa parang yang bagian gagangnya disambungkan ke batang bambu lalu direkatkan menggunakan karet ban. Alat pemotongan skim rubber dapat dilihat pada Gambar 1.3.
Wawancara dengan operator serta hasil pengamatan diketahui adanya keluhan rasa sakit dibagian lengan, bahu serta pinggang setelah menggunakan alat pemotong skim. Keluhan rasa sakit ini diindikasikan karena desain alat yang tidak sesuai dengan antropometri operator. Sehingga perlu dilakukan perancangan ulang alat untuk meminimalisir resiko kelelahan otot.
Keluhan kelelahan otot pada pekerja akibat fasilitas kerja yang tidak ergonomis ditujukkan oleh penelitian Dwi Nisa Widhawati dkk (2015) di rumah sakit Muji Rahayu Surabaya, Indonesia. yaitu pengaruh pengguna alat medis pasien terhadap risiko dan keluhan Musculoskeletal Disorders (MSDS) bagi perawat Rumah Sakit Muji Rahayu, terdapat perbedaan yang signifikan antara penilaian postur tubuh sebelum dan setelah menggunakan alat penaganan medis, hal ini disebabkan perbedaan jenis kelamin sehingga menyebabkan Musculoskeletal Disorders (MSDS).
Penelitian selanjutnya ditunjukkan oleh Kemal Lale dan Orhan Korhan (2015) di negara Turki, banyak karyawan mengeluhkan ketidaknyamanan saat menggunakan komputer kantor. Sehingga menyebabkan kerugian produktivitas dan biaya medis. Sebuah kuisioner dibagikan kepada 42 karyawan yang bekerja menggunakan komputer selama 6 jam per hari. Hasil quisioner menunjukkan ketidaknyamanan terdapat pada bahu, leher, punggung dan daerah pergelagan tangan. Sehingga hasil uji membuktikan desain dari komputer kantor tersebut menyebabkan tekanan pada masing – masing otot bagian tubuh.
mempermudah proses pemotongan. Desain alat pemotong skim dirancang dengan menggunakan metode Quality Function Develoyment (QFD) yang disesuaikan dengan antropometri operator pemotong skim.
1.2 Rumusan Masalah
Rumusan masalah pada penelitian ini adalah operator mengeluhkan rasa sakit dan tidak nyaman selama menggunakan alat pemotong skim rubber karena tidak sesuai dengan dimensi tubuh operator.
1.3 Tujuan Penelitian
Tujuan umum dari penelitian ini adalah mendapatkan rancangan baru alat pemotong skim rubber yang sesuai dengan dimensi tubuh operator. Agar mengurangi kelelahan otot pada saat digunakan.
Tujuan khusus dari penelitian ini adalah sebagai berikut:
1. Menentukan dimensi tubuh yang ergonomis pada rancangan alat pemotong skim rubber menggunakan antropometri.
2. Menentukan tingkat kesulitan karakteristik teknik alat pemotong skim rubber menggunakan Quality Function Deployment (QFD)
1.4 Asumsi dan Batasan Masalah
2. Instrumen yang digunakan dalam penelitian ini berada pada kondisi baik dan sesuai standar.
3. Prosedur cara kerja tidak mengalami perubahan selama penelitian berlangsung.
Batasan-batasan pada penelitian ini adalah: 1. Penelitian berfokus pada stasiun blok skim rubber.
2. Operator yang diteliti adalah operator pemotong skim di area bak koagulasi. 3. Produk yang dirancang ualang adalah berupa alat pemotong skim rubber. 4. Langkah-langkah pengolahan data menggunakan metode QFD dan
antropometri.
1.5 Manfaat Penelitian
Manfaat yang dapat diperoleh dari penelitian, antara lain: 1. Manfaat bagi mahasiswa
Meningkatkan kompetensi mahasiswa mengobservasi, menganalisis dan evaluasi terhadap suatu permasalahan dengan menggunakan displin ilmu, khususnya ilmu teknik industri di dalam perusahaan dan membandingkannya dengan teori yang ada.
2. Manfaat bagi perusahaan
3. Bagi Departemen Teknik Industri USU
Menjalin hubungan kerjasama antara perusahaan dengan Departemen Teknik Industri, Fakultas Teknik, USU.
1.6 Sistematika Penulisan Tugas Sarjana
Sistematika yang digunakan dalam penulisan laporan hasil penelitian ini adalah sebagai berikut :
Bab I pendahuluan, menguraikan latar belakang permasalahan yang mendasari penelitian dilakukan. Rumusan masalah yang merupakan permasalahan pokok yang akan dicari solusinya. Tujuan penelitian yang menjelaskan tujuan penelitian secara umum dan secara khusus. Batasan dan asumsi yang digunakan dalam penelitian. Batasan dan asumsi ini digunakan untuk menghindari supaya cakupan penelitian tidak meluas, dengan demikian inti pokok permasalahan penelitian dapat dicari. Manfaat dilakukannya penelitian serta sistematika penulisan tugas akhir dijelaskan dalam bab ini.
Bab II Gambaran umum perusahaan berisi mengenai sejarah perusahaan, kegiatan operasional perusahaan, visi misi perusahaan, struktur organisasi, deskripsi tugas dan tanggung jawab karyawan PT. Bakrie Sumatera Plantation jumlah tenaga kerja dan jam kerja perusahaan.
Bab IV Metodologi Penelitian, menguraikan tahap-tahap yang dilakukan dalam penelitian yaitu persiapan penelitian meliputi penentuan lokasi penelitian, rancangan penelitian, objek penelitian, kerangka konseptual, variabel penelitian, instrumen pengumpulan, pengumpulan data, pengolahan data, analisis pemecahan masalah sampai kesimpulan dan sara.
Pada Bab V Pengumpulan dan pengolahan data berisi data primer dan sekunder yang diperoleh dari penelitian serta pengolahan data yang membantu dalam pemecahan masalah. Data primer terdiri dari data hasil Standard Nordic Quistionaire (SNQ), pengukuran dimensi tubuh tenaga kerja, pengumpulan data kuesioner, yang kemudian diolah validitas dan realibilitas data, dikategorikan atribut, serta dikembangkan matriks house of quality. Data sekunder didapat dari hasil wawancara dan dokumentasi perusahaan.
Pada Bab VI Analisis pemecahan masalah memuat analisis dan pembahasan hasil dari pengolahan data kuesioner, analisis atribut, dan analisis matriks house of quality.
ABSTRAK
PT. Bakrie Sumatera Plantation Rubber Factory merupakan perusahaan penghasil bahan setengah jadi berupa Blok Skim Rubber (BSR). BSR merupakan karet bongkah berasal dari cairan limbah lateks yang digumpalkan dengan cara mencampurkan larutan H2SO4 sehingga menjadi padat. Hasil dari proses
pencampuranya cairan limbah pencucian lateks dan larutan H2SO4 yang telah
mengeras dipermukaan bak kougulasi disebut skim. Proses pembongkaran skim di bak koagulasi dilakukan mengunakan alat potong yang dikerjakan selama 3-4 jam, alat pemotong yang digunakan hanya berupa parang yang bagian gagangnya disambungkan ke batang bambu lalu direkatkan menggunakan karet ban. Berdasarkan Wawancara dengan operator serta hasil pengamatan diketahui adanya keluhan rasa sakit dibagian lengan, bahu serta pinggang setelah menggunakan alat pemotong skim. Keluhan rasa sakit ini dapat diindikasikan karena desain alat pemotong skim sebelunya yang tidak sesuai dengan antropometri operator. Berdasarkan rekapitulasi quisioner SNQ diketahui sebanyak 100% pekerja merasakan sakit pada tangan kiri, sedangkan pada bahu kanan sebanyak 75% pekerja merasakan sangat sakit. Selanjutnya dilakukanperancangan ulang fasilitas kerja alat pemotong skim dengan menggunakan metode quality function deployment (QFD) untuk mengetahui karateristik teknis dari perbaikan peroduk sebelumnya. Fasilitas kerja yang dirancang dibuat berdasarkan antropometri operator dengan persentil 5% untuk diameter genggaman tangan dan presentil 95% untuk tinggi bahu berdiri.
V-1
Re-Design Alat Pemotong Skim Dengan Menggunakan Metode
Quality Function Deployment (Qfd) Dan Antropometri
Di PT. Bakrie Sumatera Plantation
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
oleh
MUHAMMAD REZKY EFFENDY HASIBUAN
100403091
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
RE-DESIGN ALAT PEMOTONG SKIM DENGAN
MENGGUNAKAN METODE QUALITY FUNCTION
DEPLOYMENT (QFD) DAN ANTROPOMETRI DI PT. BAKRIE
SUMATERA PLANTATION
DRAFT TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
oleh
Muhammad Rezky Effendy Hasibuan
100403091
Disetujui oleh
Dosen Pembimbing I Dosen Pembimbing II
(Ir. Anizar, M.Kes) ( Ikhsan Siregar, ST, M,Eng)
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Puji dan syukur penulis panjatkan kehadirat Tuhan Yang Maha Kuasa atas berkat dan rahmat-Nya yang dilimpahkan kepada penulis sehingga dapat menyelesaikan Tugas Sarjana ini dengan baik.
Penulisan Tugas Sarjana ini adalah bertujuan untuk memenuhi salah satu syarat akademis dalam menyelesaikan studi di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara. Tugas Sarjana ini juga merupakan sarana bagi penulis untuk melakukan penelitian terhadap permasalahan nyata yang ada di perusahaan. Tugas Sarjana ini berjudul “Re-design alat pemotong skim dengan Menggunakan Metode Quality Function Deployment (QFD) dan Antropometri di PT. Bakrie Sumatera Plantation”.
Penulis mengharapkan kritik dan saran yang membangun dari pembaca untuk melengkapi Tugas Sarjana ini. Akhir kata, penulis berharap agar Tugas Sarjana ini bermanfaat bagi semua pihak yang memerlukannya.
Medan, Desember 2015
UCAPAN TERIMA KASIH
Tugas Sarjana yang ditulis ini telah mendapatkan bimbingan dan dukungan dari berbagai pihak. Maka pada kesempatan ini dengan hati yang tulus penulis mengucapkan terima kasih kepada :
1. Allah SWT yang telah menciptakan dunia serta memberikan kesempatan bagi penulis untuk hidup didalamnya sehingga dapat menyelesaikan Tugas Sarjana ini.
2. Ibu Ir. Khawarita Siregar, MT. selaku Ketua Departemen Teknik Industri Universitas Sumatera Utara.
3. Ibu Ir. Anizar, M.kes, selaku Dosen Pembimbing I yang bersedia meluangkan waktu, serta tenaga juga pikiran selama pembutan Tugas Sarjana ini.
4. Bapak Ikhsan Siregar, ST, M.Eng, selaku Dosen Pembimbing II yang telah bersedia meluangkan waktu serta memberikan masukan selama pembutan Tugas Sarjana ini.
5. Bang Zulfikar selaku pembimbing lapangan yang telah memberikan bantuan selama penulis melakukan penelitian.
7. Seluruh dosen Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara yang telah memberikan pengajaran selama perkuliahan sebagai bekal untuk penulisan Tugas Sarjana ini.
8. Sahabat terbaik penulis selama mengikuti perkuliahan di Departemen Teknik Industri USU, Chandra , Andri, Dimas, Zul, Fuad, Utomo, Aziz, Bovi, Irfan, Kharis, Syahreza, Liyana, dan bg Azan.
9. Semua teman angkatan 2010 (TITEN) serta abang kakak senior dan junior di Departemen Teknik Industri USU yang telah memberikan banyak masukan kepada penulis.
10. Bang Nurmansyah, Bang Mijo, Kak Dina, Kak Ani, dan Bang Ridho atas bantuan dan tenaga yang telah diberikan dalam memperlancar penyelesaian Tugas Sarjana ini.
Kepada semua pihak yang telah banyak membantu dalam menyelesaian laporan ini dan tidak dapat penulis sebutkan satu per satu, penulis mengucapkan terima kasih. Semoga laporan ini bermanfaat bagi kita semua
Medan, Desember 2015
ABSTRAK
PT. Bakrie Sumatera Plantation Rubber Factory merupakan perusahaan penghasil bahan setengah jadi berupa Blok Skim Rubber (BSR). BSR merupakan karet bongkah berasal dari cairan limbah lateks yang digumpalkan dengan cara mencampurkan larutan H2SO4 sehingga menjadi padat. Hasil dari proses
pencampuranya cairan limbah pencucian lateks dan larutan H2SO4 yang telah
mengeras dipermukaan bak kougulasi disebut skim. Proses pembongkaran skim di bak koagulasi dilakukan mengunakan alat potong yang dikerjakan selama 3-4 jam, alat pemotong yang digunakan hanya berupa parang yang bagian gagangnya disambungkan ke batang bambu lalu direkatkan menggunakan karet ban. Berdasarkan Wawancara dengan operator serta hasil pengamatan diketahui adanya keluhan rasa sakit dibagian lengan, bahu serta pinggang setelah menggunakan alat pemotong skim. Keluhan rasa sakit ini dapat diindikasikan karena desain alat pemotong skim sebelunya yang tidak sesuai dengan antropometri operator. Berdasarkan rekapitulasi quisioner SNQ diketahui sebanyak 100% pekerja merasakan sakit pada tangan kiri, sedangkan pada bahu kanan sebanyak 75% pekerja merasakan sangat sakit. Selanjutnya dilakukanperancangan ulang fasilitas kerja alat pemotong skim dengan menggunakan metode quality function deployment (QFD) untuk mengetahui karateristik teknis dari perbaikan peroduk sebelumnya. Fasilitas kerja yang dirancang dibuat berdasarkan antropometri operator dengan persentil 5% untuk diameter genggaman tangan dan presentil 95% untuk tinggi bahu berdiri.
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
ABSTRAK ... viii
DAFTAR ISI ... ix
DAFTAR TABEL ... xv
DAFTAR GAMBAR ... xvii
DAFTAR LAMPIRAN ... xx
I PENDAHULUAN ... I-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
II GAMBARAN UMUM PERUSAHAAN ... II-1
2.1 Sejarah Perusahaan ... II-1 2.2 Lokasi Pabrik... II-2 2.3 Struktur Organisasi ... II-3 2.4 Jam Kerja... II-4 2.5 Sistem Pengupahan Dan Fasilitas ... II-5 2.6 Ruang Lingkup Bidang Usaha ... II-5 2.7 Block Skim Rubber ... II-6 2.8 Proses Pengolan di BSR... II-7 2.9 Handling Finish Good ... II-10 2.10 Spesifikasi Mesin Stasiun Block Skim Rubber ... II-10
III LANDASAN TEORI ... III-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
3.3.3 House of Quality (HoQ)... III-8 3.4 Pembuatan Kuesioner ... III-11 3.5 Validitas Data ... III-12 3.6 Reliabilitas ... III-13
IV METODOLOGI PENELITIAN ... IV-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
5.1 Pengumpulan Data ... V-1 5.1.1 Data Hasil Standard Nordic Questionnaire (SNQ) ... V-1 5.1.2 Kuesioner Terbuka ... V-4 5.1.3 Kuesioner Tertutup ... V-4 5.1.4 Reekapitulasi Kuesione Tertutup ... V-6 5.2 Pengolahan Data ... V-6 5.2.1 Uji Validitas dan Reliabilitas ... V-6 5.2.1.1 Uji Validitas Data ... V-7 5.2.1.2 Uji Reliabilitas Data ... V-9 5.2.2 Membangun Matriks Quality Function Deployment
(QFD) ... V-13 5.2.2.1 Matiks Quality Function Deployment Fase I ... V-13 5.2.2.1.1 Penentuan Kebutuhan Pelanggan/ Customer Requerment ... V-13 5.2.2.1.2 Menentukan Tingkat Kepentingan/
Customer Importance (CI) ... V-14 5.2.2.1.3 Penentuan Karakteristik Teknis
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.2.1.4 Menetapkan Hubungan Antara
Karakteristik Teknis ... V-16 5.2.2.1.5 Menetapkan Tingkat Hubungan
Antara Karakteristik Teknis Produk
Dengan Keinginan Pekerja ... V-17 5.2.2.1.6 Menyusun Matriks Perencanaan
(Planning Matriks) ... V-18 5.2.2.1.7 Membangun Matriks House of
Quality (HoQ) Perancangan Alat
Pemotong Skim ... V-21 5.2.2.2 Quality Function Deployment Fase II ... V-25
5.2.2.2.1 Menetapkan Karakteristik Teknis
Prioritas Berdasarkan QFD Fase I ... V-25 5.2.2.2.2 Penentuan Part Kritis Produk ... V-25 5.2.2.2.3 Menetapkan Hubungan Antara Part
Kritis... V-26 5.2.2.2.4 Menetapkan Tingkat Hubungan Antara
Karakteristik Teknis Produk Dengan
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.2.2.5 Membangun Matriks House of
Quality (HoQ) QFD Fase II ... V-27 5.2.3 Perancangan Ulang Alat Pemotong Skim ... V-30 5.2.3.1 Data Dimensi Tubuh Pekerja ... V-31 5.2.3.2 Perhitungan Rata-rata, Standar Deviasi,
Nilai Maksimum dan Minimum ... V-32 5.2.3.3 Uji Keseragaman Data ... V-33 5.2.3.4 Uji Kecukupan Data ... V-36 5.2.3.5 Uji Kenormalan Data ... V-37 5.2.3.6 Penerapan Data Antropometri ... V-38 5.2.3.7 Penetapan Data Antropometri dengan Prinsip
Ekstrim ... V-40
VI ANALISIS DAN PEMBAHASAN HASIL... VI-1
6.1 Analisis Keluhan Operator ... VI-1 6.2 Analisis Data Kuesioner ... VI-2 6.3 Analisis Metode Quality Function Deployment (QFD) ... VI-4
6.3.1 Analisis Metode Quality Function Deployment (QFD)
DAFTAR ISI (Lanjutan)
BAB HALAMAN
6.3.2 Analisis Metode Quality Function Deployment (QFD)
Fase II ... VI-6 6.4 Analisis Perancangan Fasilitas Kerja ... VI-7
VII KESIMPULAN DAN SARAN ... VII-1
7.1 Kesimpulan... VII-1 7.2 Saran ... VII-2
DAFTAR PUSTAKA
DAFTAR TABEL
TABEL HALAMAN
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.16 Kategori Tingkat Kesulitan ... V-21 5.17 Karakteristik Teknis Alat Pemotong Skim ... V-25 5.18 Part Kritis Alat Pemotong Skim ... V-25 5.19 Dimensi Tubuh Pekerja pada PT. Bakrie Sumatera Plantation ... V-31 5.20 Hasil Pengukuran Nilai Rata-rata, Standar Deviasi, Nilai
Maksimum, dan Nilai Minimum Alat Pemotong Skim ... V-33 5.21 Uji Keseragaman Data Antropometri Alat Pemotong Skim ... V-34 5.22 Uji Kecukupan Data ... V-37 5.23 Dimensi Diameter Genggaman Tangan (DGT) ... V-38 5.24 Dimensi Tinggi Bahu Berdiri (TBB) ... V-39 5.25 Perhitungan Persentil Seluruh Dimensi Tubuh Operator
DAFTAR GAMBAR
GAMBAR HALAMAN
1.1 Skim Dalam Proses Penggumpalan ... I-2 1.2 Proses Pembongkaran ... I-2 1.3 Alat Pemotong Skim Saat Ini ... I-3 3.1 Perbedaan Ukuran dengan Persentil Manusia ... III-3 3.2 House of Quality ... III-9 4.1 Standard Nordic Questionnaire (SNQ) ... IV-3 4.2 Kerangka Konseptual Penelitian ... IV-6 4.3 Diagram AlirPembangunan House of Quality Fase I ... IV-10 4.4 Diagram Alir Pembangunan House of Quality QFD faseII ... IV-11 4.5 Diagram Alir Pengolahan Antropometri ... IV-11 5.1 Garafik Rekapitulasi Persentase Data SNQ ... V-4 5.2 Hubungan Antar Karakteristik Teknis Alat Pemotonvg Skim ... V-17 5.3 Matriks Antara CR Dengan Karakteristik Teknis Alat Pemotong Skim V-18 5.4 Penentuan Tingkat Kesulitan, Derajat Kepentingan dan Perkiraan
Biaya QFD Fase I ... V-23 5.5 QFD Alat Pemotong Skim Fase I ... V-24 5.6 Hubungan Antar Part Kritis Alat Pemotong Skim ... V-26 5.7 Hubungan Antara Karakteristik Teknis dan Part Kritis Perancangan
DAFTAR GAMBAR (Lanjutan)
GAMBAR HALAMAN
5.8 Penentuan Tingkat Kesulitan, Derajat Kepentingan dan Perkiraan