PERANCANGAN FASILITAS KERJA YANG ERGONOMIS DENGAN MENGGUNAKAN METODE QUALITY FUNCTION DEPLOYMENT
(QFD) PADA UD. M. IRFAN SHOES
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
MARWAN LUBIS NIM. 060403022
D E P A R T E M E N T E K N I K I N D U S T R I F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA M E D A N
KATA PENGANTAR
Tiada kata yang pertama-tama penulis ucapkan, selain puji syukur
Alhamdulillah kepada Allah SWT atas limpahan rahmat dan hidayah-Nya serta
segala nikmat-Nya terutama nikmat kesehatan dan kesempatan untuk berkarya,
sehingga penulis dapat menyelesaikan Tugas Sarjana ini. Tugas Sarjana
merupakan salah satu syarat akademis yang harus dipenuhi oleh mahasiswa
Teknik Industri untuk memperoleh gelar Sarjana Teknik.
Penulis melaksanakan Tugas Sarjana di UD. M. Irfan Shoes yang bergerak
di bidang pembuatan sepatu. Tugas Sarjana ini berjudul “Perancangan Fasilitas
Kerja Yang Ergonomis Dengan Menggunakan Metode Quality Function
Deployment Pada UD. M. Irfan Shoes.”
Penulis menyadari bahwa laporan Tugas Sarjana ini masih jauh dari
kesempurnaan, penulis selalu terbuka untuk saran dan kritik yang bersifat
membangun dari semua pihak untuk kesempurnaan tulisan ini ke depan.
UNIVERSITAS SUMATERA UTARA Medan, Desember 2010
UCAPAN TERIMAKASIH
Dalam penulisan Tugas Sarjana ini penulis telah mendapatkan bimbingan
dan dukungan dari berbagai pihak, baik berupa materil, spiritual, informasi
maupun administrasi. Oleh karena itu sudah selayaknya penulis mengucapkan
terima kasih kepada:
1. Ibu Ir. Rosnani Ginting, MT. selaku Ketua Departemen Teknik Industri
Universitas Sumatera Utara.
2. Bapak Aulia Ishak, S.T., M.T. selaku koordinator Tugas Akhir Departemen
Teknik Industri USU.
3. Ibu Ir. Rosnani Ginting, MT., selaku Dosen Pembimbing I dan Ibu Ir. Anizar,
M.Kes., selaku Dosen Pembimbing II dalam pelaksanaan Tugas Akhir yang
telah memberikan banyak pengajaran baru bagi penulis dan memberikan
motivasi yang sangat berharga.
4. Bapak Ir. Danci Sukatendel, selaku Kepala Laboratorium Tata Letak Pabrik
dan Pemindahan Bahan atas bimbingan, pengarahan, dan motivasi yang telah
diberikan yang sangat berharga kepada penulis.
5. Bapak Ir. Sugih Arto Pujangkoro, M.M, selaku dosen wali penulis, yang telah
memberikan arahan dan bimbingan selama penulis mengikuti perkuliahan.
6. Ibunda (Alm) tercinta dan Ayahanda tercinta serta saudara-saudara penulis
yang telah mendukung penulis dalam doa dan semangat.
7. Bapak Zul selaku pemilik UD. M. Irfan Shoes yang telah bersedia
8. Bang Mijo, Kak Dina, Kak Ani, Bang Ridho, Bang Nurmansyah, atas bantuan
dan tenaga yang telah diberikan dalam memperlancar penyelesaian Tugas
Sarjana ini.
9. Ayunda Sabrina, S.PdI, atas semangat, motivasi, serta kesabaran dan
pengertiannya menemani penulis dalam keadaan susah dan senang dalam
penyusunan Tugas Sarjana ini.
10. Sahabatku (Eko, Joko, Arif, Fandy, Zuhri) atas dukungan dan masukan yang
telah diberikan dalam penyusunan Tugas Sarjana ini.
11.Rekan seperjuangan di Laboratorium Tata Letak Pabrik dan Pemindahan
Bahan (Andi Veriko, Astrina Kaban, Hela, Damayanti, Viva, Suwandi, Elise,
Mastora, Andrico, Erwin) atas masukan yang membantu penulis dalam
menyalesaikan Tugas Sarjana ini.
12.Teman-teman Teknik Industri stambuk 2006, dan seluruh senior dan junior
yang mendukung dan memberi semangat kepada penulis.
13.Semua pihak yang telah banyak membantu dalam penyelesaian Tugas Sarjana
ini yang tidak dapat penulis sebutkan satu per satu,
Semoga segala amal baik mendapatkan pahala yang berlipat ganda dari Allah
SWT. Semoga Tugas Sarjana ini bermanfaat bagi kita semua.
Medan, Desember 2010
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
DAFTAR ISI ... vi
DAFTAR TABEL ... xiv
DAFTAR GAMBAR ... xix
DAFTAR LAMPIRAN ... xxiii
ABSTRAK ... xxiv
I PENDAHULUAN
1.1. Latar belakang Masalah ... I-1
1.2. Rumusan Masalah ... I-3
1.3. Tujuan Penelitian ... I-4
1.4. Batasan dan Asumsi Penelitian ... I-4
1.5. Manfaat Penelitian ... I-5
1.6. Sistematika Penulisan Tugas Akhir ... I-6
II GAMBARAN UMUM PERUSAHAAN
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.2. Ruang Lingkup Bidang Usaha ... II-2
2.3. Organisasi dan Manajemen ... II-2
2.3.1. Struktur Organisasi ... II-2
2.3.2. Uraian Tugas dan Tanggung Jawab ... II-3
2.3.3. Tenaga Kerja dan Jam Kerja ... II-5
2.3.4. Sistem Pengupahan dan Fasilitas ... II-5
2.4. Proses Produksi ... II-6
2.4.1. Bahan Baku ... II-6
2.4.2. Bahan Tambahan ... II-7
2.4.3. Bahan Penolong ... II-7
2.4.4. Uraian Proses Produksi... II-7
2.5. Mesin dan Peralatan ... II-11
III LANDASAN TEORI
3.1. Ergonomi ... III-1
3.2. Keluhan Muskuloskeletal ... III-2
3.2.1. Standard Nordic Questionnaire (SNQ) ... III-5
3.3. Postur Kerja ... III-7
3.3.1. RULA (Rapid Upper Limb Assesment) ... III-7
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.4.1. Tiga Prinsip Dalam Penggunaan Data Anthropometri ... III-14
3.4.2. Penggunaan Distribusi Normal dan Perhitungan
Persentil ... III-18
3.4.3. Alat Ukur Tubuh “Martin” Model YM-1 ... III-20
3.5. Peta Tangan Kiri Dan Tangan Kanan ... III-22
3.6. Pengukuran Waktu dengan Stop Watch ... III-24
3.7. QFD (Quality Function Deployment) ... III-26
3.8. Dasar-dasar Sampling ... III-30
3.8.1. Populasi ... III-30
3.8.2. Unit Sampel ... III-31
3.8.3. Teknik Penarikan Sampel ... III-31
3.8.4. Ukuran Sampel ... III-35
3.9. Pembuatan Kuesioner ... III-36
3.10. Uji Reliabilitas dan Uji Validitas... III-38
3.10.1. Uji Reliabilitas ... III-38
3.10.2. Uji Validitas ... III-39
IV METODOLOGI PENELITIAN
4.1. Lokasi dan Waktu Penelitian ... IV-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
4.3. Objek Penelitian ... IV-1
4.4. Kerangka Konsep ... IV-2
4.5. Identifikasi Variabel Penelitian ... IV-2
4.6. Populasi dan Sampel Penelitian... IV-3
4.6.1. Populasi ... IV-3
4.6.2. Sampel ... IV-3
4.7. Teknik Sampling yang Digunakan ... IV-3
4.8. Sumber Data ... IV-4
4.9. Instrumen Penelitian ... IV-4
4.10. Metode Pengumpulan Data ... IV-5
4.11. Prosedur Penelitian ... IV-6
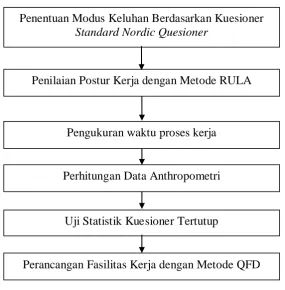
4.12. Pengolahan Data ... IV-7
4.12.1. Penentuan Modus Keluhan Berdasarkan Kuisioner
SNQ ... IV-8
4.12.2. Penilaian Postur Kerja dengan Metode RULA ... IV-10
4.12.3. Pengukuran Waktu Proses Kerja... IV-10
4.12.4. Pengukuran Data Anthropometri ... IV-11
4.12.5. Uji Statistik Kuesioner Tertutup ... IV-12
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
4.11. Analisis Pemecahan Masalah ... IV-13
4.12. Kesimpulan dan Saran ... IV-15
V PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data ... V-1
5.1.1. Data Keluhan Musculoskeletal ... V-1
5.1.2. Data Postur Kerja Operator Bagian Perakitan ... V-3
5.1.3. Data Waktu Operasi Aktual Proses Perakitan ... V-7
5.1.4. Data Dimensi Tubuh Operator ... V-11
5.1.5. Data Kuisioner ... V-11
5.1.5.1. Pengumpulan Data Kuesioner Terbuka ... V-11
5.1.5.2. Pengumpulan Data Kuesioner Tertutup ... V-14
5.2. Pengolahan Data ... V-17
5.2.1. Penentuan Modus Keluhan Berdasarkan Kuisioner
SNQ ... V-17
5.2.1.1. Perhitungan Persentase Keluhan Bagian Tubuh V-17
5.2.1.2. Penentuan Modus Kuisioner SNQ ... V-18
5.2.2. Penilaian Postur Kerja dengan Metode RULA ... V-18
5.2.2.1. Pemberian Skor Postur ... V-18
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2.2.3. Konfirmasi Level Tindakan ... V-22
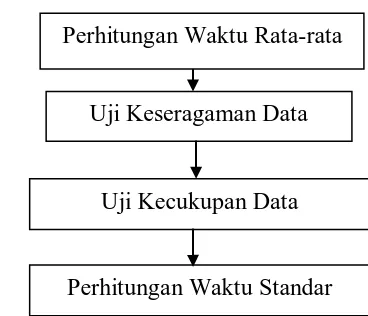
5.2.3. Pengukuran Waktu Proses Kerja... V-23
5.2.3.1. Perhitungan Waktu Rata-Rata ... V-23
5.2.3.2. Uji Keseragaman Data ... V-23
5.2.3.3. Uji Kecukupan Data ... V-25
5.2.3.4. Perhitungan Waktu Standar ... V-26
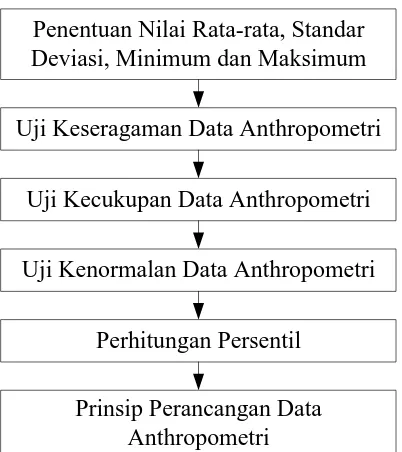
5.2.4. Perhitungan Data Anthropometri ... V-30
5.2.4.1. Penentuan Nilai Rata-rata, Standar Deviasi,
Minimum dan Maksimum ... V-30
5.2.4.2. Uji Keseragaman Data Anthropometri ... V-32
5.2.4.3. Uji Kenormalan Data Anthropometri ... V-34
5.2.4.4. Perhitungan Persentil ... V-41
5.2.4.5. Prinsip Perancangan Data Anthropometri ... V-42
5.2.5. Uji Statistik Kuesioner Tertutup ... V-48
5.2.5.1. Penentuan Hipotesis Awal, Taraf Signifikansi,
dan Wilayah Kritis ... V-48
5.2.5.2. Perhitungan Nilai r ... V-48
5.2.5.3. Pembuatan Kesimpulan ... V-50
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
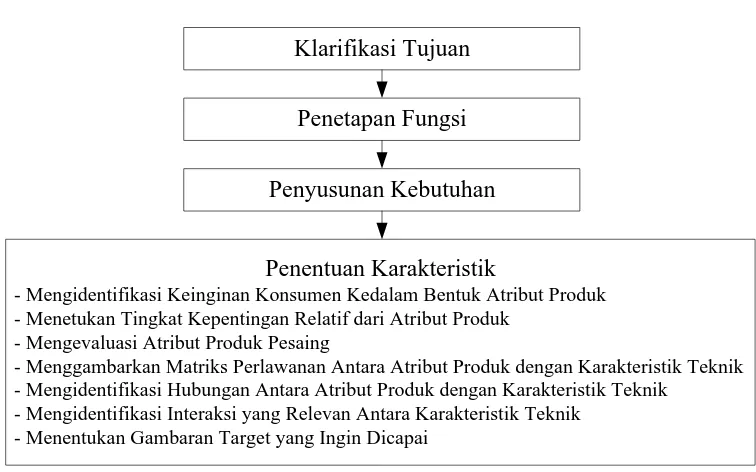
5.2.6.1. Klarifikasi Tujuan ... V-57
5.2.6.2. Penetapan Fungsi ... V-65
5.2.6.3. Penyusunan Kebutuhan ... V-72
5.2.6.4. Penentuan Karakteristik... V-75
VI ANALISIS DAN PEMECAHAN MASALAH
6.1. Analisis Tingkat Keluhan Musculoskeletal ... VI-1
6.2. Analisis Postur Kerja Aktual ... VI-2
6.3. Analisis Data Anthropometri... VI-5
6.4. Analisis Metode Perancangan QFD ... VI-6
6.5. Hasil Akhir Rancangan Fasilitas Kerja ... VI-11
6.6. Perbandingan Fasilitas Kerja Aktual Dengan Fasilitas Kerja
Usulan ... VI-14
6.7. Perbandingan Metode Kerja Aktual Dengan Metode Kerja
Usulan ... VI-15
6.8. Perbandingan Elemen Gerakan Aktual Dengan Elemen Gerakan
Usulan ... VI-17
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
6.10. Perbandingan Postur Kerja Aktual Dengan Postur Kerja
Usulan ... VI-25
6.11. Analisis Ergonomi Terhadap Fasilitas Kerja Usulan ... VI-27
6.12. Peta Tangan Kiri dan Tangan Kanan Metode Kerja Usulan ... VI-28
6.13. Estimasi Biaya Perancangan ... VI-31
VII KESIMPULAN DAN SARAN
7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-4
DAFTAR TABEL
TABEL HALAMAN
2.1. Mesin dan Peralatan Produksi ... II-11
3.1. Skor Lengan Atas RULA ... III-9
3.2. Skor Lengan Bawah RULA ... III-9
3.3 Skor Pergelangan Tangan RULA ... III-10
3.4. Skor Leher RULA ... III-11
3.5. Skor Punggung RULA ... III-11
3.6. Skor Kaki RULA ... III-12
3.7. Kategori Tindakan RULA ... III-12
3.8. Macam Persentil dan Cara Perhitungan dalam Distribusi Normal .. III-19
3.9. Pembagian Elemen Gerakan ... III-23
5.1. Data Hasil Rekapitulasi Bobot Standard Nordic Questionnaire ... V-2
5.2. Postur Kerja Aktual Proses Perakitan ... V-4
5.3. Hasil Pengukuran Data Waktu Proses ... V-10
5.4. Dimensi Tubuh Operator pada UD. M. Irfan Shoes ... V-11
5.5. Rekapitulai Kuesioner Terbuka Kursi Kerja ... V-12
5.6. Rekapitulai Kuesioner Terbuka Penjepit Benda Kerja ... V-13
5.7. Rekapitulai Kuesioner Tertutup Untuk Tingkat Kepentingan
Atribut Kursi Kerja ... V-14
5.8. Rekapitulai Kuesioner Tertutup Untuk Tingkat Kepuasan
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.9. Rekapitulai Kuesioner Tertutup Untuk Tingkat Kepentingan
Atribut Penjepit Benda Kerja ... V-15
5.10. Rekapitulai Kuesioner Tertutup Untuk Tingkat Kepuasan Atribut
Penjepit Benda Kerja ... V-16
5.11. Penentuan Skor Elemen Kerja Mengambil Pooring ... V-19
5.12. Perhitungan Grup A Gerakan Mengambil Pooring ... V-20
5.13. Perhitungan Grup B Gerakan Mengambil Pooring ... V-21
5.14. Perhitungan Total Gerakan Mengambil Pooring ... V-21
5.15. Level Tindakan RULA Gerakan Mengambil Pooring ... V-22
5.16. Rekapitulasi Penilaian Postur Kerja untuk Masing-masing
Elemen Gerakan ... V-22
5.17. Rating Factor Operator ... V-27
5.18. Allowance Operator ... V-29
5.19. Hasil Perhitungan X,σ, Xmin dan Xmax pada Dimensi
Anthropometri ... V-31
5.20. Hasil Perhitungan Uji Keseragaman Data Anthropometri ... V-33
5.21. Hasil Perhitungan Uji Kolmogorof-Smirnov pada Dimensi
Tinggi Bahu Duduk ... V-36
5.22. Hasil Perhitungan Uji Kolmogorof-Smirnov pada Dimensi
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.23. Hasil Perhitungan Uji Kolmogorof-Smirnov pada Dimensi
Tinggi Popliteal ... V-37
5.24. Hasil Perhitungan Uji Kolmogorof-Smirnov pada Dimensi
Pantat Politeal ... V-37
5.25. Hasil Perhitungan Uji Kolmogorof-Smirnov pada Dimensi
Lebar Panggul ... V-38
5.26. Hasil Perhitungan Uji Kolmogorof-Smirnov pada Lebar Bahu ... V-38
5.27. Hasil Perhitungan Uji Kolmogorof-Smirnov pada Lebar Telapak
Tangan ... V-39
5.28. Hasil Perhitungan Uji Kolmogorof-Smirnov pada Diameter
Genggaman Tangan ... V-39
5.29. Hasil Uji Kolmogorov-Smirnov Test ... V-40
5.30. Perhitungan Persentil ke-5, 50, dan 95 untuk Seluruh Dimensi
Anthropometri ... V-42
5.31. Rekapitulasi untuk Atribut “Bentuk Alas Kursi Kerja” ... V-49
5.32. Hasil Perhitungan Uji Validitas untuk Tingkat Kepentingan Atribut
Produk Kursi Kerja... V-50
5.33. Hasil Perhitungan Uji Validitas untuk Tingkat Kepentingan Atribut
Produk Penjepit Benda Kerja ... V-51
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.35 Pengelompokan Item Berdasarkan No. Item ganjil dan No. Item
Genap ... V-53
5.36. Skor Jawaban untuk setiap Item/Pertanyaan ... V-55
5.37. Pengelompokan Item Berdasarkan No. Item ganjil dan No. Item
Genap ... V-55
5.38. Spesifikasi Produk Kursi Kerja ... V-75
5.39. Spesifikasi Produk Penjepit Benda Kerja ... V-75
5.40. Modus Atribut Kursi Kerja ... V-77
5.41. Modus Atribut Penjepit Benda Kerja ... V-78
5.42. Evaluasi Harapan Konsumen Produk Kursi Kerja ... V-78
5.43. Evaluasi Harapan Konsumen Produk Penjepit Benda Kerja ... V-79
6.1. Persentase Keluhan Rasa Sakit ... VI-1
6.2. Analisis Penilaian Level Tindakan RULA ... VI-2
6.3. Analisis Penyebab Postur Kerja Yang Tidak Ergonomis ... VI-3
6.4. Dimensi Fasilitas Kursi Kerja Yang Akan Dirancang ... VI-5
6.5. Dimensi Fasilitas Penjepit Benda Kerja Yang Akan Dirancang ... VI-6
6.6. Perbandingan Fasilitas Kerja Aktual Dengan Fasilitas Keraja
Usulan ... VI-14
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
6.8. Perbandingan Elemen Gerakan Aktual Dengan Elemen Gerakan
Usulan ... VI-17
6.9. Penentuan Skor Elemen Gerakan Menarik Upper Usulan ... VI-21
6.10. Perhitungan Grup A Gerakan Menarik Upper Usulan ... VI-22
6.11. Perhitungan Grup B Gerakan Menarik Upper Usulan ... VI-22
6.12. Perhitungan Total Gerakan Menarik Upper Usulan ... VI-23
6.13. Level Tindakan RULA Gerakan Menarik Upper Usulan ... VI-23
6.14. Rekapitulasi Penilaian Postur Kerja untuk Masing-masing Elemen
Gerakan Usulan ... VI-24
6.15. Perbandingan Postur Kerja Aktual Dengan Postur Kerja Usulan ... VI-25
6.16. Analisis Ergonomi Terhadap Fasilitas Kerja Usulan ... VI-25
6.17. Daftar Biaya Komponen untuk Perancangan Fasilitas Kursi Kerja .. VI-31
6.18. Daftar Biaya Komponen untuk Perancangan Fasilitas Penjepit Benda
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi UD. M Irfan Shoes ... II-3
3.1. Standard Nordic Questionnaire (SNQ) ... III-6
3.2. Postur Lengan Atas RULA ... III-8
3.3. Postur Lengan Bawah RULA ... III-9
3.4. Postur Pergelangan Tangan RULA ... III-10
3.5. Postur Leher RULA... III-10
3.6. Postur Punggung RULA ... III-11
3.7. Anthropometri Tubuh Manusia yang Diukur Dimensinya ... III-11
3.8. Distribusi Normal ... III-11
4.1. Kerangka Konsep ... IV-2
4.2. Blok Diagram Prosedur Penelitian ... IV-7
4.3. Blok Diagram Pengolahan Data ... IV-8
4.4. Blok Diagram Penentuan Modus Keluhan Berdasarkan Kuisioner
SNQ ... IV-10
4.5. Blok Diagram Penilaian Postur Kerja dengan Metode RULA ... IV-10
4.6. Blok Diagram Pengukuran Waktu Proses Kerja ... IV-11
4.7. Blok Diagram Pengukuran Data Anthropometri ... IV-12
4.8. Blok Diagram Uji Statistik Kuesioner Tertutup ... IV-12
4.9. Blok Diagram Perancangan Fasilitas dengan Metode QFD ... IV-13
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
5.2. Peta Tangan Kiri dan Tangan Kanan Proses Perakitan ... V-8
5.3. Histogram Keluhan Operator ... V-17
5.4. Peta Kontrol untuk Data Pengamatan Waktu ... V-24
5.5. Peta Kontrol untuk Data Tinggi Bahu Duduk ... V-33
5.6. Kurva Normal untuk Dimensi Tinggi Bahu Duduk ... V-40
5.7. Sub Tujuan Desain Kursi Kerja ... V-58
5.8. Sub Tujuan Bahan Kursi Kerja ... V-59
5.9. Sub Tujuan Kualitas Kursi Kerja ... V-59
5.10. Sub Tujuan Fungsi Kursi Kerja ... V-60
5.11. Pohon Tujuan Kursi Kerja ... V-61
5.12. Sub Tujuan Desain Penjepit Benda Kerja ... V-62
5.13. Sub Tujuan Bahan Penjepit Benda Kerja ... V-63
5.14. Sub Tujuan Kualitas Penjepit Benda Kerja ... V-63
5.15. Sub Tujuan Fungsi Penjepit Benda Kerja ... V-64
5.16. Pohon Tujuan Penjepit Benda Kerja ... V-65
5.17. Sistem Input Output Produk Kursi Kerja ... V-67
5.18. Boundary System Kursi Kerja ... V-68
5.19. Sistem Input Output Produk Penjepit Benda Kerja... V-70
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
5.21. Matriks Perlawanan Antara Atribut Kursi Kerja dengan
Karakteristik Teknik ... V-80
5.22. Matriks Perlawanan antara Atribut Penjepit Benda Kerja dengan
Karakteristik Teknik ... V-80
5.23. Matriks Hubungan antara Atribut Kursi Kerja dengan Karakteristik
Teknik ... V-81
5.24. Matriks Hubungan antara Atribut Penjepit Benda Kerja dengan
Karakteristik Teknik ... V-82
5.25. Hubungan Antar Sesama Karakteristik Teknik Kursi Kerja ... V-83
5.26. Hubungan Antar Sesama Karakteristik Teknik Penjepit Benda
Kerja ... V-83
5.27. Matriks Target Yang Ingin Dicapai untuk Kursi Kerja ... V-93
5.28. Matriks Target Yang Ingin Dicapai untuk Penjepit Benda Kerja ... V-93
5.29. Matriks QFD (Quality Function Deployment) Kursi Kerja ... V-95
5.30. Matriks QFD (Quality Function Deployment) Penjepit Benda
Kerja ... V-96
6.1. Produk Kursi Kerja Tampak Tiga Dimensi ... VI-12
6.2. Produk Kursi Kerja Tampak Depan ... V-12
6.3. Produk Kursi Kerja Tampak Atas ... V-12
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
6.5. Produk Penjepit Benda Kerja Tampak Tiga Dimensi ... V-13
6.6. Produk Penjepit Benda Kerja Tampak Depan ... V-13
6.7. Produk Penjepit Benda Kerja Tampak Atas ... V-13
6.8. Produk Penjepit Benda Kerja Tampak Samping... V-13
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Form Kuesioner SNQ ... L-1
2. Form Kuesioner Terbuka Kursi Kerja ... L-2
3. Form Kuesioner Terbuka Penjepit Benda Kerja ... L-3
4. Form Kuesioner Tertutup Kursi Kerja ... L-4
5. Form Kuesioner Tertutup Penjepit Benda Kerja ... L-5
6. Peta Kontrol untuk Data Dimensi Anthropometri ... L-6
7. Postur Kerja Elemen Gerakan Proses Perakitan ... L-7
8. Tabel Uji Normal Kolmogorov-Smirnov One Sample Test ... L-8
9. Tabel Distribusi Normal ... L-9
10. Form TA ... L-10
11. Surat Penjajakan ... L-11
12. Surat Balasan ... L-12
13. SK Tugas Sarjana ... L-13
14. SK Perubahan Judul Tugas Sarjana ... L-14
ABSTRAK
Proses produksi pada industri kecil pembuatan sepatu ini sebagian besar dilakukan secara manual karena fasilitas kerja yang ada belum memadai yaitu tidak adanya alat pemegang benda kerja pada saat perakitan antara upper sepatu dengan acuan sepatu sehingga operator harus memanfaatkan kedua paha untuk menjepit benda kerja tersebut. Selain itu, kursi kerja yang digunakan oleh operator hanya terbuat dari kaleng dan bantal bekas sebagai alas dudukannya dan tidak sesuai dengan dimensi tubuh operator. Kemudian, tata letak komponen juga tidak disusun sebagaimana mestinya. Hal ini menunjukkan adanya sikap kerja yang tidak ergonomis yang menyebabkan terjadinya keluhan muskuloskeletal pada operator. Upaya yang dapat dilakukan untuk mengurangi keluhan operator adalah dengan memperbaiki fasilitas keja tersebut. Dalam hal ini, fasilitas kerja yang akan dirancang berupa alat bantu penjepit benda kerja dan kursi kerja yang ergonomis bagi operator.
Penelitian ini bertujuan untuk merancang fasilitas kerja yang ergonomis dengan menerapkan metode Quality Function Deployment (QFD). Sikap kerja yang tidak ergonomis pada proses perakitan dibuktikan dengan hasil pengolahan Standard Nordic Questionnaire (SNQ) yang mengidentifikasi terjadinya keluhan muskuloskeletal pada anggota tubuh tertentu pada operator. Penilaian postur kerja dengan Rapid Upper Limb Assessment (RULA) menunjukkan bahwa terdapat beberapa elemen gerakan dengan postur kerja yang tidak ergonomis. Peta tangan kiri dan tangan kanan aktual menunjukkan bahwa waktu yang dibutuhkan untuk menyelesaikan proses perakitan adalah 315 detik.
Dengan menerapkan data anthropometri dan menggunakan metode perancangan QFD diketahui dimensi dan keinginan operator terhadap atribut produk kursi kerja dan penjepit benda kerja yang akan dirancang. Postur kerja usulan menunjukkan hampir semua elemen gerakan berada pada level aman dan hanya dua elemen gerakan yang memerlukan perbaikan dalam waktu ke depan, dan berdasarkan peta tangan kiri dan tangan kanan usulan waktu yang diperlukan untuk perakitan adalah 228 detik. Hal ini menunjukkan terjadinya pengurangan waktu sebesar 87 detik atau penurunan sebesar 28,61 %.
ABSTRAK
Proses produksi pada industri kecil pembuatan sepatu ini sebagian besar dilakukan secara manual karena fasilitas kerja yang ada belum memadai yaitu tidak adanya alat pemegang benda kerja pada saat perakitan antara upper sepatu dengan acuan sepatu sehingga operator harus memanfaatkan kedua paha untuk menjepit benda kerja tersebut. Selain itu, kursi kerja yang digunakan oleh operator hanya terbuat dari kaleng dan bantal bekas sebagai alas dudukannya dan tidak sesuai dengan dimensi tubuh operator. Kemudian, tata letak komponen juga tidak disusun sebagaimana mestinya. Hal ini menunjukkan adanya sikap kerja yang tidak ergonomis yang menyebabkan terjadinya keluhan muskuloskeletal pada operator. Upaya yang dapat dilakukan untuk mengurangi keluhan operator adalah dengan memperbaiki fasilitas keja tersebut. Dalam hal ini, fasilitas kerja yang akan dirancang berupa alat bantu penjepit benda kerja dan kursi kerja yang ergonomis bagi operator.
Penelitian ini bertujuan untuk merancang fasilitas kerja yang ergonomis dengan menerapkan metode Quality Function Deployment (QFD). Sikap kerja yang tidak ergonomis pada proses perakitan dibuktikan dengan hasil pengolahan Standard Nordic Questionnaire (SNQ) yang mengidentifikasi terjadinya keluhan muskuloskeletal pada anggota tubuh tertentu pada operator. Penilaian postur kerja dengan Rapid Upper Limb Assessment (RULA) menunjukkan bahwa terdapat beberapa elemen gerakan dengan postur kerja yang tidak ergonomis. Peta tangan kiri dan tangan kanan aktual menunjukkan bahwa waktu yang dibutuhkan untuk menyelesaikan proses perakitan adalah 315 detik.
Dengan menerapkan data anthropometri dan menggunakan metode perancangan QFD diketahui dimensi dan keinginan operator terhadap atribut produk kursi kerja dan penjepit benda kerja yang akan dirancang. Postur kerja usulan menunjukkan hampir semua elemen gerakan berada pada level aman dan hanya dua elemen gerakan yang memerlukan perbaikan dalam waktu ke depan, dan berdasarkan peta tangan kiri dan tangan kanan usulan waktu yang diperlukan untuk perakitan adalah 228 detik. Hal ini menunjukkan terjadinya pengurangan waktu sebesar 87 detik atau penurunan sebesar 28,61 %.
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Ilmu ergonomi merupakan salah satu acuan yang digunakan untuk
mengatasi ketidaksesuaian antara sarana dengan manusia. Penerapan ergonomi
pada umumnya merupakan aktivitas design ataupun redesign. Perancangan ini
dapat meliputi perangkat keras (tool), platform, bangku kerja (benches), pegangan
alat kerja (workholder), sistem kendali (control), alat peraga (display), pintu
(doors), jendela (windows), dan lain-lain. Salah satu bidang kajian ergonomi yaitu
antropometri, mempelajari tentang dimensi ukuran tubuh manusia di dalam
melakukan aktivitas, baik secara statis (ukuran sebenarnya) maupun secara
dinamis (disesuaikan dengan pekerjaan) (Nurmianto,2001).
UD. M. Irfan Shoes adalah salah satu industri kecil yang berada di Pusat
Industri Kecil Medan yang bergerak dalam bidang pembuatan sepatu. Proses
produksi pada industri kecil ini sebagian besar dilakukan secara manual karena
fasilitas kerja yang ada belum memadai seperti tidak adanya alat pemegang benda
kerja pada saat perakitan antara upper sepatu dengan acuan sepatu sehingga
operator harus memanfaatkan kedua paha untuk menjepit benda kerja tersebut.
Selain itu, kursi kerja yang digunakan oleh operator hanya terbuat dari kaleng
yang tingginya 35 cm dan bantal bekas sebagai alas dudukannya dan tidak sesuai
dengan dimensi tubuh operator yang menyebabkan kaki operator harus ditekuk
disusun sebagaimana mestinya, seperti komponen berupa upper sepatu berada
disebelah kiri operator serta peralatan lainnya berupa tang dan pisau diletakkan
sembarangan pada rak yang telah disediakan sehingga operator membutuhkan
waktu yang cukup lama dalam melakukan proses perakitan ini yaitu selama ± 315
detik. Uraian tersebut diatas menunjukkan adanya sikap kerja yang tidak
ergonomis yang menyebabkan terjadinya keluhan musculoskeletal dan
kecelakaan kerja pada operator karena pada proses perakitan ini juga dilakukan
perataan tehadap hasil rakitan dengan menggunakan pisau sehingga akan
menimbulkan risiko tangan atau paha operator tergores.
Salah satu upaya yang dapat dilakukan untuk mengurangi keluhan
operator adalah dengan memperbaiki fasilitas keja yang tidak ergonomis tersebut.
Dalam hal ini, fasilitas kerja yang akan dirancang berupa alat bantu penjepit benda
kerja dan kursi kerja yang ergonomis bagi operator. Dalam perancangan fasilitas
kerja ini akan memepertimbangkan prinsip-prinsip ergonomi, yaitu fasilitas kerja
yang akan dirancang disesuaikan dengan dimensi tubuh operator yang lebih
dikenal dengan anthropometri. Selain pengukuran dimensi tubuh, perancangan
fasilitas kerja ini juga harus mempertimbangkan atribut yang menjadi keinginan
dari pemakainya, dalam hal ini akan digunakan pendekatan Quality Function
Penelitian ini merujuk pada penelitian yang berjudul ”Perancangan dan
Pembuatan Alat Pemotong Krupuk Rambak Dengan Pendekatan Quality Function
Deployment (QFD)1
1
Gregorius.H.Sri.W Perancangan dan Pembuatan Alat Pemotong Krupuk Rambak Dengan
Pendekatan Quality Function Deployment (QFD). URL:http://www.Kayak.Postech.ac.kr >
”. Dengan kondisi kerja yang sekarang ini, yaitu pada proses
pemotongan yang masih memanfaatkan pisau yang digerakan dengan tangan atau
konvensional. Sehingga menimbulkan beberapa -beberapa keluhan, diantaranya
lamanya proses pemotongan, pekerja sering merasakan tidak nyaman
(pegal-pegal, nyeri pada punggung, mudah kelelahan), dan membutuhkan tingkat
kosentrasi guna menghindari resiko kecelakaan. Berdasarkan faktor -faktor
tersebut, maka diperlukan sebuah perancangan ulang alat pemotong krupuk
rambak yang ergonomis dan sesuai dengan harapan konsumen untuk memberikan
kepuasan dan kenyamanan dalam bekerja. Dengan pendekatan metode QFD, yaitu
praktik untuk merancang suatu proses sebagai tanggapan terhadap kebutuhan
pelanggan dan memperbaiki proses. Maka akan diperoleh parameter-parameter
teknik yang diharapkan oleh konsumen.
1.2. Rumusan Masalah
Berdasarkan latar belakang permasalahan di atas, maka rumusan
permasalahan yang dapat ditentukan adalah :
a. Adanya keluhan musculoskeletal yang dialami oleh operator akibat
ketidaksesuaian antara fasilitas kerja yang digunakan oleh operator dengan
b. Bagaimana Merancang fasilitas kerja yang ergonomis dan sesuai dengan
keinginan operator sehingga dapat mengurangi keluhan musculoskeletal yang
dirasakan oleh operator.
1.3. Tujuan Penelitian
Tujuan umum dari penelitian yang akan dilakukan adalah merancang
fasilitas kerja yang sesuai dengan dimensi tubuh dan keinginan operator sehingga
dapat mengurangi keluhan musculoskeletal yang dirasakan oleh operator pada
UD. M. Irfan Shoes.
Tujuan khusus penelitian ini, yaitu:
1. Mengidentifikasi keluhan musculoskeletal yang dirasakan oleh operator
pada saat bekerja.
2. Mengidentifikasi postur kerja kerja operator pada saat bekerja.
3. Mengidentifikasi dimensi fasilitas kerja yang akan dirancang sesuai
dengan dimensi tubuh operator.
4. Mengidentifikasi karakteristik atau atribut-atribut fasilitas kerja yang akan
dirancang sesuai dengan keinginan operator.
5. Merancang fasilitas kerja yang sesuai dengan dimensi tubuh dan keinginan
1.4. Batasan dan Asumsi Penelitian
Agar penulisan masalah ini tidak melebar serta tidak menyimpang dari
ruang lingkup pembahasan, maka diperlukan batasan masalah. Batasan-batasan
yang digunakan dalam penelitian ini antara lain:
1. Penelitian dilakukan di UD. M. Irfan Shoes pada proses perakitan.
2. Operator yang diteliti adalah operator bagian perakitan.
3. Penelitian ini tidak membahas mengenai faktor kondisi lingkungan kerja
seperti kebisingan, pencahayaan, getaran, ventilasi udara, suhu dan lainnya.
4. Data anthropometri yang digunakan adalah data dimensi tubuh operator pada
UD. M Irfan Shoes.
Asumsi-asumsi yang digunakan dalam penelitian ini, antara lain:
1. Operator yang akan diamati dalam penelitian sudah berpengalaman dalam
pekerjaannya dan jumlahnya mencukupi.
2. Operator yang diamati bekerja sesuai dengan waktu proses dan prosedur kerja
yang tidak berubah selama penelitian.
3. Operator yang menjadi responden dalam penyebaran kuesioner mengerti
terhadap cara pengisian dan maksud dari pertanyaan yang diajukan.
4. Semua peralatan yang digunakan dalam proses produksi berada dalam kondisi
1.5. Manfaat Penelitian
Manfaat yang diharapkan dapat diperoleh dari penelitian ini adalah:
a. Bagi Mahasiswa
Meningkatkan kemampuan bagi mahasiswa dalam menerapkan teori dan
metode ilmiah yang diperoleh selama mengikuti perkuliahan dengan
mengaplikasikannya di lapangan.
b. Bagi Perusahaan
Sebagai bahan masukan bagi pihak perusahaan untuk dapat merancang metode
dan fasilitas kerja yang benar, sehingga dapat meningkatkan output produksi
perusahaan.
c. Bagi Departemen Teknik Industri
Mempererat kerjasama antara perusahaan dengan Departemen Teknik
Industri, Fakultas Teknik USU dan sebagai tambahan informasi yang dapat
digunakan untuk perkembangan ilmu pengetahuan.
1.6. Sistematika Penulisan Tugas Akhir
Sistematika yang digunakan dalam penulisan tugas akhir ini adalah
sebagai berikut:
BAB I PENDAHULUAN
Berisi latar belakang masalah, perumusan masalah, tujuan dan
manfaat penelitian, pembatasan masalah dan asumsi penelitian, serta
BAB II GAMBARAN UMUM PERUSAHAAN
Memaparkan sejarah dan gambaran umum perusahaan, organisasi
dan manajemen serta proses produksi.
BAB III LANDASAN TEORI
Menampilkan teori-teori yang digunakan dalam analisis pemecahan
masalah.
BAB IV METODOLOGI PENELITIAN
Menjelaskan tahapan-tahapan penelitian mulai dari persiapan hingga
penyusunan laporan tugas sarjana.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Mengumpulkan data primer dan sekunder yang diperoleh dari
penelitian serta melakukan pengolahan data yang membantu dalam
pemecahan masalah.
BAB VI ANALISIS PEMECAHAN MASALAH
Menganalisis hasil pengolahan data dan pemecahan masalah.
BAB VII KESIMPULAN DAN SARAN
Memberikan kesimpulan yang didapat dari hasil pemecahan masalah
dan saran-saran yang bermanfaat bagi perusahaan yang
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
UD. M Irfan Shoes ini merupakan milik Bapak Zul, sebelum membangun
usaha ini pak Zul bekerja sebagai karyawan biasa di perusahaan orang lain. Pada
mulanya bapak Zul hanyalah seorang karyawan biasa yang bekerja membuat
sepatu di perusahaan orang lain. Sejak tahun 1996 bapak Zul telah menjadi
pengrajin sepatu, dan selama kurang lebih 2 tahun bekerja menjadi pengrajin
sepatu di perusahaan orang lain. Namun atas dasar keinginan yang kuat untuk
mengolah perusahaan sendiri bapak zul mencoba untuk memulai bisnis ini sendiri
pada tahun 1998 hingga saat ini. Bapak zul merintis usaha pembuatan sepatu ini
melalui modal sendiri kurang lebih sekitar Rp 6.000.000,- dan mengambil
bahan-bahan untuk pembuatan sepatu di grosir bahan-bahan sepatu.
Awalnya UD M Irfan Shoes terletak di Jalan Besar Bromo kemudian
berpindah tempat di Pusat Industri Kecil (PIK) Jalan Menteng mengingat tempat
baru ini merupakan wilayah para pengarajin kecil berkumpul. Saat ini UD M Irfan
Shoes telah banyak mendapat pesanan pembuatan sepatu,produkyang dihasilkan
didistribusikan ke wilayah Sumatera seperti Aceh, Pekan Baru dan Batam. UD. M
Irfan Shoes dalam sehari dapat menghasilkan produk jadi siap jual sebanyak 6 –
2.2. Ruang Lingkup Bidang Usaha
UD M Irfan Shoes merupakan usaha yang bergerak dalam bidang
pembuatan sepatu. Sepatu yang diproduksi ada dua jenis yaitu sepatu pansus dan
apache dengan berbagai ukuran sepatu dan berbagai jenis model. Sistem
produksinya adalah make-to-stock. Perusahaan ini memperoleh pesanaan dari
seorang penjual sepatu (sales).
UD M Irfan Shoes dapat menghasilkan 6 – 12 lusin sepatu yang siap pakai
dan dapat diambil oleh seorang sales untuk didistribusikan ke berbagai daerah di
Sumatera antara lain Nangroe Aceh Darussalam (NAD), Pekan Baru, hingga
Batam. Bahan-bahan untuk pembuatan sepatu semua dibeli di pusat grosir bahan
dan peralatan pembuatan sepatu yang berada di kota Medan.
2.3. Organisasi dan Manajemen 2.3.1. Struktur Organisasi
Struktur organisasi merupakan gambaran skematis tentang
hubungan-hubungan dan kerjasama diantara fungsi-fungsi, bagian-bagian yang
menggerakkan organisasi untuk mencapai tujuan. Struktur ditentukan atau
dipengaruhi oleh badan usaha, jenis usaha, besarnya usaha dan sistem produksi
perusahaan tersebut.
UD. M Irfan Shoes merupakan industri berskala kecil dan menengah tak
jarang bentuk struktur organisasi yang ada kurang jelas kita lihat pada jenis usaha
seperti ini, namun perintah tugas dan deskripsi pekerjaan dapat kita lihat dengan
bentuk strktur organiasasi yang ditunjukkan dengan adanya pembagaian tugas dan
wewenang yang jelas pada masing-masing bagian kerja. Struktur organisasi UD.
M. Irfan Shoes dapat dilihat pada Gambar 2.1.
Gambar 2.1. Struktur Organisasi UD. M Irfan Shoes
2.3.2. Uraian Tugas dan Tanggung Jawab
Pembagian tugas pada UD. M Irfan Shoes dibagi menurut fungsi yang
telah ditetapkan. Uraian tugas dan tanggung jawab di UD. M Irfan Shoes adalah
sebagai berikut :
1. Pimpinan (Pemilik)
Pimpinan di UD. M Irfan Shoes merupakan pemilik usaha tersebut yang
merupakan pimpinan tertinggi dalam perusahaan yang diberikan wewenang atau
kekuasaan melakukan tindakan untuk dan atas perusahaan.
Tugas :
- Pemimpin dan pemegang tertinggi dalam perusahaan.
- Melakukan pengawasan dengan mengadakan pemeriksaan serta penilaian
seluruh kegiatan perusahaan.
Pimpinan/pemilik
Karyawan Bagian Upper
Tanggung jawab :
- Memimpin dan mengendalikan semua usaha, kegiatan pekerjaan untuk
mencapai tujuan.
- Memperhatikan, memelihara dan mengawasi kelancaran administrasi,
pengamanan dan pelaksanaan tugas secara seimbang dan berhasil.
- Mengatur pembelian dan penjualan produk.
- Memberi tugas, membayar upah atau gaji.
2. Karyawan Bagian Upper
Uraian tugas dan tanggung jawab karyawan bagian Upper adalah sebagai
berikut :
a. Membuat/menggambar pola dasar model sepatu menjadi mal pola
b. Mencetak pola dan menggunting pola
c. Merekatkan bahan pola ke lupin sepatu
d. Menjahit/menyatukan model yang telah digunting
3. Karyawan Bagian Layer
Uraian tugas dan tanggung jawab karyawan bagian Layer adalah sebagai
berikut :
a. Mencetak pola texon
b. Memotong dan menggunting pola yang terbentuk
c. Mengelem pooring
e. Merakit Upper sepatu dengan acuan sepatu
f. Memasang sol sepatu
g. Mengoleskan cairan pengkilat sepatu
2.3.3. Tenaga Kerja dan Jam Kerja
Jumlah tenaga kerja pada UD. M Irfan Shoes saat ini adalah 8 orang dan
semuanya merupakan karyawan tetap. Perincian jumlah tenaga kerja dibagi atas
dua bagian pekerjaan yaitu 4 orang pekerja Upper dan 4 orang pekerja Layer.
Hari kerja di UD. M Irfan Shoes dimulai sejak hari Senin – Sabtu dengan
jam kerja perhari adalah 12 jam yaitu mulai dari pukul 10.00 WIB – 22.00 WIB
dengan waktu istirahat selama 2 jam yaitu pada pukul 13.30 WIB – 14.30 WIB
dan pada pukul 18.00 WIB – 19.00 WIB. Penambahan jam kerja juga dilakukan
jika jumlah pesanan tinggi dan terdapat pesanan yang belum selesai dikerjakan.
2.3.4. Sistem Pengupahan dan Fasilitas
Pengupahan karyawan dibayar dengan sistem mingguan berupa upah
pokok dan dilakukan penambahan upah jika ada lembur kerja. Jumlah upah yang
diterima akan disesuaikan dengan jumlah output yang dapat dikerjakan operator
dimana dalam 1 lusin sepatu seorang pekerja diupah sebesar Rp 50.000,-.
Karyawan juga diberikan failitas berupa penginapan atau tempat tinggal dan
2.4. Proses Produksi
Proses produksi merupakan suatu proses transformasi (mengalami
perubahan bentuk secara fisik dan kimia) yang mengubah input yang berupa
bahan baku, mesin, peralatan, modal, energi, tenaga kerja menjadi output sehingga
memiliki nilai tambah.
UD. M Irfan Shoes menggunakan teknologi produksi yang manual dan
semi otomatis hal dapat terlihat dari cara kerja sertapealatan yang digunakan
untuk melakukan proses produksi hampir semuanya dilakukan secara manual.
2.4.1. Bahan Baku
Bahan baku adalah bahan yang digunakan sebagai bahan utama dalam
suatu proses produksi, dimana sifat dan bentuknya akan mengalami perubahan
fisik maupun kimia yang langsung ikut di dalam proses produksi sampai
dihasilkannya barang jadi.
Bahan baku yang digunakan dalam proses produksi pembuatan sepatu di
UD. M Irfan Shoes adalah sebagai berikut :
1. Andalas, yaitu bahan sintesis untuk lapisan luar sepatu
2. Lupin, yaitu bahan pelapis andalas yang bersifat lebih lentur
3. Texon, yaitu bahan yang bersifat keras seperti kardus digunakan sebagai
pembentuk pola layer sepatu
4. Sol sepatu, yaitu bahan dari terbuat dari karet dan campuran sintesis
2.4.2. Bahan Tambahan
Bahan tambahan adalah bahan yang ditambahkan ke dalam produk jadi
sehingga dapat meningkatkan mutu dan kualitas secara lebih baik. Bahan
tambahan yang digunakan adalah sebagai berikut :
1. Pengkilat sepatu, yaitu cairan yang diberikan pada finishing untuk menambah
kesan yang lebih bagus pada produk akhir.
2. Merek/label sepatu
3. Kemasan atau kotak sepat
2.4.3. Bahan Penolong
Bahan penolong adalah bahan-bahan yang dapat menunjang proses
produksi yang tidak nampak pada produk akhir. Bahan penolong yang digunakan
adalah sebagai berikut :
1. Lem sepatu, yaitu cairan untuk merekatkan bahan-bahan sepatu
2. Benang nilon, digunakan untuk menjahit bagian sepatu yang akan disatukan
2.4.4. Uraian Proses Produksi
Uraian proses produksi pembuatan sepatu terbagi atas dua bagian besar
yaitu pembuatan upper dan layer, berikut adalah uraian proses produksi :
1. Pembutan bagian Upper
Pada tahap ini pola sepatu yang telah ada dijadikan sebagai mal cetakan
yang digambarkan sesuai pola ke bahan andalas dan lupin menggunakan
pena secara manual.
b. Pengguntingan Pola
Setelah pola digambar pada bahan dasar maka selanjutnya pola-pola ini
akan digunting sesuai dengan gambar dasar yang ada pada bahan
menggunakan gunting dan dilakukan secara manual.
c. Perekatan bahan
Setelah bahan di gunting kemudian bahan yang telah berbentuk pola-pola
ini disatukan yaitu bahan andalas dan lupin tersebut menggunakan lem
sepatu dan dilakukan menggunakan kuas secara manual.
d. Menyesep
Proses menyesep adalah proses meratakan atau menipiskan bagian dari
pola sepatu yang nantinya akan dilipat sehingga harus ditipikan terlebih
dahulu agar lebih mudah dalam pengerjaannya nanti. Proses ini dilakukan
menggunakan mesin sesep.
e. Menyatukan Pola
Tahap terakhir pada pembuatan upper adalah menyatukan semua pola
yang telah siap dikerjakan dengan cara dijahit menggunakan mesin jahit
2. Pembutan bagian Layer
a. Pembuatan pola
Pada proses ini bahan dasar layer yaitu texon dibentuk dengan mal sesuai
dengan pola ukuran sepatu yang akan dibuat. Penggambaran pola sepatu
diatas texon dilakukan dengan menggunakan mal dan pena secara manual.
b. Pemotongan Pola
Pada proses ini pola yang telah digambar pada bahan texon kemudian di
potong secara kasar tidak mengikuti pola yang ada satu persatu-satu setiap
gambaran pola menggunakan pisau potong secara manual.
c. Perataan pola
Pola texon yang telah dipotong secara kasar kemudian di pakukan ke
acuan sepatu sesuai ukuran, kemudian dengan menggunakan pisau potong
operator meratakan pinggiran pola sesuai dengan bentuk acauan sepatu.
d. Pengolesan lem sepatu
Pada proses ini pola sepatu yang telah disatukan dengan acuan diolesi lem
sepatu dengan menggunakan kuas secara manual hal ini dilakukan untuk
menyatukan pola texon dengan upper sepatu.
e. Penarikan upper
Pada proses ini upper dipasangkan ke acuan sepatu dan ditarik
pinggiran-pinggirannya dan direkatkan pada pola texon dibagian bawah acuan sepatu
menggunakan tang kakak tua sampai merata dan membentuk badan sepatu
f. Pemasangan sol sepatu
Proses ini dilakukan setelah penarikan upper dilakukan kemudian bagian
bawah sepatu di olesi dengan lem sepatu menggunakan kuas begitu juga
bagian sol sepatu, setelah itu sol direkatkan pada bagian bawah sepatu dan
ditokok-tokok pinggirannya agar kuat menggunakan tang kakatua.
g. Pelepasan acuan sepatu
Proses ini dilakukan setelah menunggu sepatu sudah benar-benar dapat
dilepas dari acuan sepatu sekitar 4-5 jam dari proses pemasanagn sol
sepatu. Acuan di lepaskan dengan cara menarik acuan sepatu
menggunakan besi pengkait secara manual
h. Pengolesan cairan pengkilat
Tahap terakhir pada proses pembuatan sepatu adalah pemberian cairan
pengkilat sepatu. Cairan sepatu diolesi dengan menggunakan busa ke
seluruh bagian luar sepatu hal ini dilakukan untuk menambah nilai dari
produk yang dihasilkan.
i. Pengemasan
Sepatu yang telah selesai dikerjakan kemudian di masukkan kedalam
plastik dan disusun sesuai pasangan sepatu sebanyak 12 pasang dalam 1
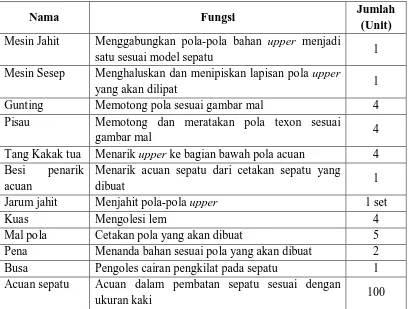
2.5. Mesin dan Peralatan
Dalam melaksanakan pekerjaan proses produksi pembuatan sepatu
dilakukan dengan menggunakan beberapa mesin dan peralatan. Mesin dan
[image:45.595.109.517.250.559.2]peralatan yang digunakan di UD. M. Irfan Shoes dapat dilihat pada Tabel 2.1.
Tabel 2.1. Mesin dan Peralatan Produksi
Nama Fungsi Jumlah
(Unit)
Mesin Jahit Menggabungkan pola-pola bahan upper menjadi
satu sesuai model sepatu 1
Mesin Sesep Menghaluskan dan menipiskan lapisan pola upper
yang akan dilipat 1
Gunting Memotong pola sesuai gambar mal 4
Pisau Memotong dan meratakan pola texon sesuai
gambar mal 4
Tang Kakak tua Menarik upper ke bagian bawah pola acuan 4 Besi penarik
acuan
Menarik acuan sepatu dari cetakan sepatu yang
dibuat 1
Jarum jahit Menjahit pola-pola upper 1 set
Kuas Mengolesi lem 4
Mal pola Cetakan pola yang akan dibuat 5
Pena Menanda bahan sesuai pola yang akan dibuat 2
Busa Pengoles cairan pengkilat pada sepatu 1
Acuan sepatu Acuan dalam pembatan sepatu sesuai dengan
ukuran kaki 100
BAB III LANDASAN TEORI
3.1. Ergonomi2
1. Penyelidikan tentang tampilan (display)
Ergonomi merupakan suatu cabang ilmu yang secara sistematis
memanfaatkan informasi-informasi mengenai sifat, kemampuan dan keterbatasan
manusia untuk merancang sistem kerja sehingga orang dapat hidup dan bekerja
pada sistem itu dengan baik yaitu mencapai tujuan yang diinginkan melalui
pekerjaan itu dengan efektif, aman, nyaman, sehat dan efisien.
Pada penerapan ergonomi, diperlukan informasi yang lengkap mengenai
kemampuan manusia dengan segala keterbatasannya. Salah satu usaha untuk
mendapatkan informasi tersebut adalah dengan melakukan
penyelidikan-penyelidikan. Berkaitan dengan bidang penyelidikan yang dilakukan, ergonomi
dikelompokkan atas 4 bidang penyelidikan yaitu :
Tampilan (display) adalah suatu perangkat antara (interface) yang
menyajikan informasi tentang keadaaan lingkungan dan kemudian
mengkomunikasikannya pada manusia dalam bentuk tanda-tanda,
angka-angka, lambang dan sebagainya. Informasi tersebut dapat disajikan dalam
bentuk dinamis yang menggambarkan perubahan menurut waktu sesuai
dengan variabelnya, misalnya speedometer.
2
2. Penyelidikan tentang kekuatan fisik manusia
Penyelidikan tentang kekuatan fisik manusia dilakukan ketika manusia
mulai melakukan aktivitas kerja dan kemudian dipelajari cara mengukur
aktivitas-aktivitas tersebut. Penyelidikan ini juga mempelajari perancangan
objek serta peralatan yang sesuai dengan kemampuan fisik manusia pada
saat melakukan aktivitasnya.
3. Penyelidikan tentang ukuran tempat kerja
Penyelidikan tentang ukuran tempat kerja bertujuan untuk mendapatkan
rancangan tempat kerja yang sesuai dengan ukuran (dimensi) tubuh
manusia, agar diperoleh tempat kerja yang baik yang sesuai dengan
kemampuan dan keterbatasan manusia.
4. Penyelidikan tentang lingkungan kerja
Penyelidikan tentang lingkungan kerja meliputi kondisi fisik tempat kerja
dan fasilitas kerja, seperti pengaturan cahaya, kebisingan, temperatur,
getaran, dan lain-lain yang dianggap dapat mempengaruhi tingkah laku
manusia.
3.2. Keluhan Musculoskeletal3
Keluhan musculoskeletal adalah keluhan pada bagian–bagian otot skeletal
yang dirasakan oleh seseorang mulai dari keluhan sangat ringan sampai sangat
sakit. Apabila otot menerima beban statis secara berulang dalam waktu yang lama,
akan dapat menyebabkan keluhan berupa kerusakan pada sendi, ligamen dan
3
tendon. Keluhan hingga kerusakan inilah yang biasanya diistilakan dengan
Musculoskeletal disorsders (MSDs) atau cedera pada sistem muskuloskeletal.
Apabila pekerjaan berulang tersebut dilakukan dengan cara yang nyaman, sehat
dan sesuai dengan standar yang ergonomis, maka tidak akan menyebabkan
gangguan muskuloskeletal dan semua pekerjaan akan berlangsung dengan efektif
dan efisien.
Secara garis besar keluhan otot yang terjadi dapat dikelompokkan menjadi
dua yaitu:
1. Keluhan sementara (reversible), yaitu keluhan otot yang terjadi pada saat
menerima beban statis, namun demikian keluhan tersebut akan hilang
apabila pembebanan dihentikan.
2. Keluhan menetap (persistent), yaitu keluhan otot yang bersifat menetap.
Walaupun pembebanan kerja telah dihentikan, namun rasa sakit pada otot
masih terus berlanjut.
Studi tentang MSDs pada berbagai jenis industri telah banyak dilakukan
dan hasil studi menunjukkan bahwa bagian otot yang sering dikeluhkan adalah
otot rangka (skeletal) yang meliputi leher, bahu, lengan, tangan, jari, punggung,
pinggang dan otot-otot bagian bawah. Diantara keluhan otot skeletal tersebut,
yang paling banyak dialami oleh pekerja adalah otot bagian pinggang (low back
pain = LBP).
Keluhan otot skeletal pada umumnya terjadi karena kontraksi otot yang
berlebihan akibat pemberian beban kerja yang terlalu berat dengan durasi
apabila kontraksi otot hanya berkisar antara 15-20%. Peredaran darah ke otot
berkurang menurut tingkat kontraksi yang dipengaruhi oleh besarnya tenaga yang
diperlukan. Bila suplai oksigen ke otot menurun, proses metabolisme karbohidrat
terhambat dan sebagai akibatnya terjadi penimbunan asam laktat yang
menyebabkan timbulnya rasa nyeri otot.
Peter vi (2000) menjelaskan bahwa, terdapat banyak faktor yang dapat
menyebabkan terjadi keluhan musculoskeletal sebagai berikut :
1. Peregangan otot yang berlebihan
Peregangan otot yang berlebihan pada umumnya sering dikeluhakan oleh para
pekerja dimana aktivitas kerjanya menuntut pengerahan tenaga yang besar seperti
aktivitas mengangkat, menarik, mendorong dan menahan beban yang berat.
Peregangan otot yang berlebihan ini terjadi karena pengerahan otot yang
diperlukan melampaui kekuatan optimum otot. Apabila hal serupa sering
dilakukan, maka dapat mempertinggi resiko terjadinya keluhan otot, bahkan dapat
menyebabkan terjadinya otot skeletal.
2. Aktivitas berulang
Aktivitas berulang merupakan pekerjaan yang dilakukan secara terus menerus
seperti pekerjaan mencangkul, membelah kayu besar, angkut dan sebagainya.
Keluhan otot terjadi karena otot menerima tekanan akibat beban kerja secara terus
menerus tanpa memperoleh kesempatan untuk relaksasi.
3. Sikap kerja tidak alamiah
Sikap kerja tidak alamiah adalah sikap kerja yang menyebabkan posisi bagian
terangkat, punggung terlalu membungkuk, kepala terangkat dan sebagainya.
Semakin jauh posisi tubuh dari pusat gravitasi tubuh, maka semakin tinggi pula
resiko terjadinya keluhan otot skeletal.
4. Faktor penyebab sekunder
Faktor penyebab sekunder ini adalah berupa tekanan langsung dari jaringan
otot yang lunak atau getaran dengan frekwensi tinggi yang menyebabkan
kontraksi otot bertambah.
Ada beberapa cara yang telah diperkenalkan dalam melakukan evaluasi
ergonomi untuk mengetahui hubungan antara tekanan fisik dengan resiko keluhan
otot skeletal. Pengukuran terhadap tekanan fisik ini cukup sulit karena melibatkan
berbagai faktor subjektif seperti kinerja, motivasi, harapan dan toleransi
kelelahan. Alat ukur yang digunakan dpat dilakukan dengan berbagai cara mulai
metoda yang sederhana sampai menggunakan sistem komputer. Salah satu dari
metode tersebut adalah melalui Standard Nordic Questionnaire.
3.2.1. Standard Nordic Questionnaire (SNQ)
Standard Nordic Questionnaire (SNQ) merupakan alat yang dapat
mengetahui bagian-bagian otot yang mengalami keluhan dengan tingkat keluhan
mualai dari Tidak Sakit (TS), agak sakit (AS), Sakit (S) dan Sangat Sakit (SS).
Dengan melihat dan menganalisis peta tubuh seperti pada Gambar 3.1. maka dapat
diestimasi jenis dan tingkat keluhan otot skeletal yang dirasakan oleh pekerja.
Cara ini merupakan cara yang cukup sederhana dan mengandung nilai
pengukuran dilakukan sebelum dan sesudah melakukan aktivitas kerja. Cara ini
dilakukan agar dapat diketahui perbedaan dan perbandingan sebelum dan sesudah
berkerja. Jenis keluhan yang terdapat pada Standard Nordic Questionnaire (SNQ)
[image:51.595.147.515.260.711.2]dapat dilihat pada Gambar 3.1.
Gambar 3.1. Standard Nordic Questionnaire (SNQ) KETERANGAN
NO JENIS KELUHAN
1 Sakit kaku di bagian leher bagian bawah 2 Sakit di bahu kiri
3 Sakit di bahu kanan 4 Sakit lengan atas kiri 5 Sakit di punggung 6 Sakit lengan atas kanan 7 Sakit pada pinggang 8 Sakit pada bokong 9 Sakit pada pantat 10 Sakit pada siku kiri 11 Sakit pada siku kanan
12 Sakit pada lengan bawah kiri 13 Sakit pada lengan bawah kanan 14 Sakit pada pergelangan tangan kiri 15 Sakit pada pergelangan tangan kanan 16 Sakit pada tangan kiri
17 Sakit pada tangan kanan 18 Sakit pada paha kiri 19 Sakit pada paha kanan 20 Sakit pada lutut kiri 21 Sakit pada lutut kanan 22 Sakit pada betis kiri 23 Sakit pada betis kanan
24 Sakit pada pergelangan kaki kiri 25 Sakit pada pergelangan kaki kanan 26 Sakit pada kaki kiri
3.3. Postur Kerja4
Metode ini menggunakan diagram dari postur tubuh dan 3 tabel skor
dalam menetapkan evaluasi faktor resiko. Faktor resiko yang telah diinvestigasi
dijelaskan oleh McPhee sebagai faktor beban eksternal yaitu jumlah pergerakan, Di dunia industri khususnya industri manufaktur yang banyak
menggunakan tenaga manusia (manual work), produktivitas kerja sangat
dipengaruhi oleh performansi tenaga kerja. Performansi tersebut dapat
dipengaruhi oleh berbagai faktor diantaranya adalah postur dan sikap/gerakan
pada saat melakukan aktivitas kerja. Sikap/gerakan yang salah atau kurang
ergonomis selanjutnya dapat mempercepat kelelahan yang berujung pada
turunnya produktivitas kerja atau perubahan fisik pada operator sebagai akibat
jangka panjang.
3.3.1. RULA (Rapid Upper Limb Assessment)
RULA (Rapid Upper Limb Assessment) merupakan suatu metode
penelitian untuk meginvestigasi gangguan pada anggota badan bagian atas.
Metode ini tidak membutuhkan peralatan spesial dalam penetapan penilaian
postur leher, punggung, dan lengan atas. Setiap pergerakan diberi dengan skor
yang telah ditetapkan. RULA dikembangkan sebagai suatu metode untuk
mendeteksi podtur kerja yang merupakan factor resiko (risk factors). Metode ini
didesain untuk menilai para pekerja dan mengetahui beban musculoskeletal yang
kemungkinan dapat menimbulkan gangguan pada anggota badan atas.
4
Sue Hignett and Lynn McAtamney. 2000 Rapid Upper Limb Assessment (RULA); Applied
kerja otot statik, tenaga, penentuan postur kerja oleh peralatan, waktu kerja tanpa
istirahat.
Dalam mempermudah penilaiannya maka tubuh dibagi atas 2 segmen yaitu
grup A terdiri atas lengan atas (upper arm), lengan bawah (lower arm), dan
pergelangan tangan (wrist). Sedangkan grup B terdiri dari leher (neck), punggung
(trunk), dan kaki (legs). Berikut ini adalah penilaian postur kerja berdasarkan
metode RULA.
1. Lengan atas (upper arm)
Lengan atas (upper arm) manusia dalam berbagai posisi dapat dilihat pada
Gambar 3.2.
Gambar 3.2. Postur Lengan Atas RULA
Nilai skor untuk lengan atas (upper arm) sesuai dengan pergerakannya
Tabel 3.1. Skor Lengan Atas RULA
Pergerakan Skor Skor Perubahan
200 ke depan maupun ke belakang tubuh
1
+ 1 jika bahu naik +1 jika lengan berputar /
bengkok >200 (ke belakang) atau 20-450 2
45 - 900 3
> 900 4
2. Lengan bawah (lower arm)
Lengan bawah (lower arm) manusia dalam berbagai posisi dapat dilihat pada
Gambar 3.3.
Gambar 3.3. Postur Lengan Bawah RULA
Nilai skor untuk lengan bawah (lower arm) sesuai dengan pergerakannya
dapat dilihat pada Tabel 3.2.
Tabel 3.2. Skor Lengan Bawah RULA
Pergerakan Skor Skor Perubahan
60-1000 1 +1 Jika lengan bawah bekerja
3. Pergelangan tangan (wrist)
Pergelangan tangan (wrist) manusia dalam berbagai posisi dapat dilihat pada
Gambar 3.4.
Gambar 3.4. Postur Pergelangan Tangan RULA
Nilai skor untuk pergelangan tangan RULA sesuai dengan pergerakannya
dapat dilihat pada Tabel 3.3.
Tabel 3.3. Skor Pergelangan Tangan RULA
Pergerakan Skor Skor Perubahan
Posisi netral 1
+1 jika pergelangan tangan menjauhi sisi tengah
0-150 2
>150 3
4. Leher (neck)
Leher (neck) manusia dalam berbagai posisi dapat dilihat pada Gambar 3.5.
Nilai skor untuk Leher RULA sesuai dengan pergerakannya dapat dilihat
pada Tabel 3.4.
Tabel 3.4. Skor Leher RULA Pergerakan Skor Skor Perubahan
0-100 1
+1 jika leher berputar/bengkok
10-200 2
> 200 3
ekstensi 4
5. Punggung (Trunk)
Punggung (Trunk) manusia dalam berbagai posisi dapat dilihat pada Gambar
3.6.
Gambar 3.6. Postur Punggung RULA
Nilai skor untuk Punggung RULA sesuai dengan pergerakannya dapat
dilihat pada Tabel 3.5.
Tabel 3.5. Skor Punggung RULA Pergerakan Skor Skor Perubahan
Posisi normal 1 +1 jika leher
berputar/bengkok +1 jika batang tubuh
bungkuk
0-200 2
20-600 3
6. Kaki (legs)
Nilai skor untuk Kaki RULA sesuai dengan pergerakannya dapat dilihat
pada Tabel 3.6.
Tabel 3.6. Skor Kaki RULA
Pergerakan Skor
Posisi normal / seimbang 1
Tidak seimbang 2
Skor dari hasil kombinasi postur kerja diklasifikasikan dalam kategori level
resiko dapat dilihat pada Tabel 3.7.
Tabel 3.7. Kategori Tindakan RULA
Kategori Tindakan Level Tindakan
1-2 Minimum Aman
3-4 Kecil Diperlukan beberapa waktu ke depan
5-6 Sedang Tindakan dalam waktu dekat
7 Tinggi Tindakan sekarang juga
3.4. Anthropometri5
a. Perancangan areal kerja
Anthropometri adalah suatu studi yang berhubungan dengan pengukuran
dimensi tubuh manusia. Anthropometri secara luas akan digunakan sebagai
pertimbangan ergonomis dalam proses perencanaan (design) produk maupun
sistem kerja yang memerlukan interaksi manusia. Data anthropometri yang
berhasil diperoleh akan diaplikasikan secara luas antara lain dalam hal :
b. Perancangan peralatan kerja seperti mesin, equipment, perkakas (tools)
dan sebagainya.
5
c. Perancangan produk-produk konsumtif seperti pakaian, kursi, meja,
komputer dan lain-lain.
d. Perancangan lingkungan kerja fisik.
Anthropometri dibagi dalam dua bagian yaitu :
1. Anthropometri statis, dimana pengukuran dilakukan pada saat tubuh dalam
keadaan diam/posisi diam/ tidak bergerak.
2. Anthropometri dinamis, dimana dimensi tubuh diukur dalam berbagai posisi
tubuh yang sedang bergerak.
Dimensi yang diukur pada anthropometri statis diambil secara linear (lurus)
dan dilakukan pada permukaan tubuh. Agar hasilnya dapat representatif, maka
pengukuran harus dilakukan dengan metode tertentu terhadap individu.
Faktor-faktor yang mempengaruhi dimensi tubuh manusia diantaranya :
1. Umur
Seperti diketahui bersama bahwa manusia tumbuh sejak lahir hingga
kira-kira berumur 20 tahun untuk pria dan 17 tahun untuk wanita. Setelah usia
tersebut ukuran tubuh manusia tetap dan cenderung untuk menyusut
setelah kurang lebih berumur 60 tahun.
2. Jenis Kelamin
Jenis kelamin manusia yang bebeda akan mengakibatkan dimensi anggota
tubuhnya berbeda. Perbedaan dimensi tubuh ini dikarenakan fungsi yang
3. Suku bangsa
Suku bangsa juga memberikan ciri khas mengenai dimensi tubuhnya.
Ekstrimnya orang Eropa merupakan ras kaukasoid berbeda dengan orang
Indonesia yang merupakan ras Mongoloid. Kecenderungan dimensi tubuh
manusia yang termasuk ras Kaukasoid lebih panjang bila dibandingkan
dengan dimensi tubuh manusia yang termasuk ras Mongoloid.
4. Jenis pekerjaan atau latihan
Suatu sifat dasar otot manusia, dimana bila otot tersebut sering
dipekerjakan/dilatih akan mengakibatkan otot tersebut berukuran lebih
besar. Misalnya: dimensi seorang buruh pabrik, dimensi seorang
binaragawan dan sebagainya.
3.4.1. Tiga Prinsip Dalam Penggunaan Data Anthropometri
Agar rancangan suatu poduk nantinya bisa sesuai dengan ukuran tubuh
manusia yang akan mengoperasikannya, maka prinsip-prinsip yang harus diambil
di dalam aplikasi data anthropometri harus ditetapkan terlebih dahulu yaitu:
1. Prinsip perancangan produk bagi individu dengan ukuran yang ekstrim
Di sini rancangan produk dibuat agar bisa memenuhi dua sasaran produk,
yaitu:
a. Bisa sesuai untuk ukuran tubuh manusia yang mengikuti klasifikasi
ekstrim dalam arti terlalu besar atau kecil bila dibandingkan dengan
b. Tetap bisa digunakan untuk memenuhi ukuran tubuh yang lain (mayoritas
dari populasi yang ada).
Agar bisa memenuhi sasaran pokok tersebut maka ukuran yang
diaplikasikan ditetapkan dengan cara:
a. Untuk dimensi minimum yang harus ditetapkan dari suatu rancangan produk
umumnya didasarkan pada nilai percentile yang terbesar seperti 90-th, 95-th,
atau 99-th percentile. Contoh konkrit pada kasus ini bisa dilihat pada
penetapan ukuran minimal dari lebar dan tinggi pintu darurat, dan lain-lain.
b. Untuk dimensi maksimum yang harus ditetapkan diambil berdasarkan nilai
percentile yang paling rendah (1-th, 5-th, 10-th percentile) dari distribusi data
anthropometri yang ada. Hal ini diterapkan dalam contoh penetapan jarak
jangkau dari suatu mekanisme kontrol yang harus dioperasikan oleh seorang
pekerja.
2. Prinsip perancangan produk yang bisa dioperasikan di antara rentang ukuran
tertentu (adjustable)
Di sini rancangan bisa dirubah-rubah ukurannya sehingga cukup fleksibel
dioperasikan oleh setiap orang yang memiliki berbagai macam ukuran tubuh.
Contoh yang paling umum dijumpai adalah perancangan kursi mobil yang
mana dalam hal ini letaknya bisa digeser maju/mundur dan sudut sandarannya
bisa berubah-ubah sesuai dengan yang diinginkan. Dalam kaitannya untuk
mendapatkan rancangan yang fleksibel semacam ini maka data anthropometri
yang umum diaplikasikan adalah dalam rentang nilai 5-th sampai denagn
3. Prinsip perancangan produk dengan ukuran rata-rata
Dalam hal ini rancangan produk didasarkan terhadap rata-rata ukuran
manusia. Masalah pokok yang dihadapi dalam hal ini justru sedikit sekali
mereka yang berada dalam ukuran rata-rata. Di sini produk dibuat dan
dirancang untuk mereka yang berukuran sekitar rata-rata, sedangkan bagi
mereka yang berukuran ekstrim akan dibuatkan rancangan tersendiri.
Selanjutnya untuk memperjelas mengenai data antropometri untuk bisa
diaplikasikan dalam berbagai rancangan produk ataupun fasilitas kerja menurut
Eko Nurmianto dalam bukunya, maka pada gambar tersebut dibawah ini akan
memberikan informasi tentang berbagai macam anggota tubuh yang perlu diukur
pada Gambar 3.7. berikut.
Gambar 3.7. Anthropometri Tubuh Manusia yang Diukur Dimensinya
Keterangan :
2. Tinggi mata dalam posisi berdiri tegak
3. Tinggi bahu dalam posisi berdiri tegak
4. Tinggi siku dalam posisi berdiri tegak (siku tegak lurus)
5. Tinggi kepalan tangan yang terjulur lepas dalam posisi berdiri tegak (dalam
gambar tidak ditunjukkan ).
6. Tinggi tubuh dalam posisi duduk (diukur dari alas tempat duduk/pantat sampai
dengan kepala ).
7. Tinggi mata dalam posisi duduk
8. Tinggi bahu dalam posisi duduk
9. Tinggi siku dalam posisi duduk ( siku tegak lurus )
10.Tebal atau lebar paha
11.Panjang paha yang diukur dari pantat s/d ujung lutut
12.Panjang paha yang diukur dari pantat s/d bagian belakang dari lutut/betis
13.Tinggi lutut yang bisa diukur baik dalam posisi berdiri ataupun duduk
14.Tinggi tubuh dalam posisi duduk yang diukur dari lantai sampai dengan paha
15.Lebar dari bahu (bisa diukur dalam posisi berdiri ataupun duduk )
16.Lebar pinggul/pantat
17.Lebar dari dada dalam keadaan membusung (tidak tampak ditunjukkan dlm
gambar ).
18.Lebar perut
19.Panjang siku yang diukur dari siku sampai dengan ujung jari-jari dalam posisi
siku tegak lurus
21.Panjang tangan diukur dari pergelangan sampai dengan ujung jari
22.Lebar telapak tangan
23.Lebar tangan dalam posisi tangan terbentang lebar-lebar kesamping kiri-kanan
(tidak ditunjukkan dalam gambar )
24.Tinggi jangkauan tangan dalam posisi berdiri tegak, diukur dari lantai sampai
dengan telapak tangan yang terjangkau lurus keatas (vertikal)
25.Tinggi jangkauan tangan dalam posisi duduk tegak, diukur seperti halnya no
24 tetapi dalam posisi duduk ( tidak ditunjukkan dalam gambar )
26.Jarak jangkauan tangan yang terjulur kedepan diukur dari bahu sampai ujung
jari tangan
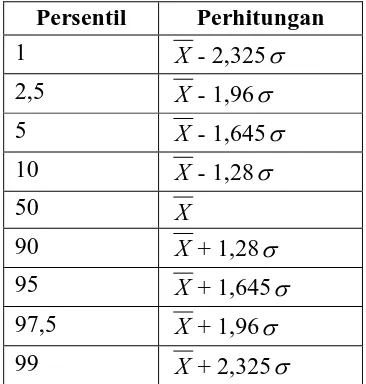
3.4.2. Penggunaan Distribusi Normal dan Perhitungan Persentil
Penerapan data anthropometri akan dapat dilakukan jika tersedia nilai
mean (rata-rata) dan SD (standar deviasi) nya dari suatu distribusi normal.
Adapun distribusi normal ditandai dengan adanya nilai mean (rata-rata) dan SD
(standar deviasi). Sedangkan persentil adalah suatu nilai yang menyatakan bahwa
persentase tertentu dari sekelompok orang yang dimensinya sama atau lebih
rendah dari nilai tersebut. Misalnya : 95 % populasi adalah sama dengan atau
lebih rendah dari 95 persentil, 5 % dari populasi berada sama dengan atau lebih
rendah dari 5 persentil. Besarnya nilai persentil dapat ditentukan dari Tabel
Gambar 3.8. Distribusi Normal
Sedangkan Tabel macam perhitungan persentil dan cara perhiutngan
[image:64.595.220.403.278.470.2]dalam distribusi normal dapat dilihat pada Tabel 3.8.
Tabel 3.8. Macam Persentil dan Cara Perhitungan dalam Distribusi Normal Persentil Perhitungan
1 X - 2,325σ
2,5 X - 1,96σ