ANALISIS EFEKTIVITAS MESIN HOPPER DENGAN
METODE OVERALL EQUIPMENT EFFECTIVENESS DAN
FMEA
PADA PT. KARYA MURNI PERKASA
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
CUWEN VIROOLIN SITOMPUL 080403084
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
ANALISIS EFEKTIVITAS MESIN HOPPER DENGAN
METODE OVERALL EQUIPMENT EFFECTIVENESS DAN
FMEA
PADA PT. KARYA MURNI PERKASA
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
CUWEN VIROOLIN SITOMPUL 080403084
Disetujui Oleh : Dosen Pembimbing I
(Ir. Sugiharto Pujangkoro, M.M.)
Dosen Pembimbing II
(Erwin Sitorus ST, MT.)
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis ucapkan kehadirat Tuhan Yang Maha Kuasa, atas berkat dan karunia-Nya sehingga penulis dapat menyelesaikan laporan penelitian dengan judul “Analisis Efektivitas Mesin Hopper dengan Metode Overall Equipment Effectivenes dan FMEA pada PT. Karya Murni Perkasa” sebagai salah satu syarat untuk mendapatkan gelar Sarjana Teknik, Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
Penulis berharap laporan penelitian ini dapat berguna dan menambah pengetahuan bagi pembaca. Penulis menyadari masih banyak kekurangan dalam penulisan laporan ini karena keterbatasan pengetahuan dan pengalaman penulis. Untuk itu penulis mengharapkan kritik atau saran yang membangun dalam penyempurnaan laporan ini.
Akhir kata, terima kasih penulis ucapkan dan semoga laporan penelitian ini dapat bermanfaat untuk semua pihak.
Medan, Juli 2017
UCAPAN TERIMA KASIH
Dalam penulisan laporan ini, penulis telah banyak mendapat bimbingan, dukungan dan bantuan dari berbagai pihak, baik secara langsung maupun tidak langsung. Untuk dukungan dan bantuan yang luar biasa, pada kesempatan kali ini penulis ingin beterima kasih kepada pihak dan nama-nama dibawah ini.
1. Ibu Dr. Meilita Tryana Sembiring, ST., MT. selaku Ketua Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
2. Bapak Buchari, ST., M.Kes. selaku Sekretaris Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
3. Dosen Pembimbing I, Bapak Ir. Sugiharto Pujangkoro, M.M. yang telah menyediakan waktunya untuk membimbing dan mengajarkan banyak ilmu serta banyak memotivasi penulis dalam melakukan penelitian dan pengerjaan laporan tugas akhir ini.
4. Dosen Pembimbing II, Bapak Erwin Sitorus ST., MT. yang telah menyediakan waktunya untuk membimbing dan mengajarkan banyak ilmu serta banyak memotivasi penulis dalam melakukan penelitian dan pengerjaan laporan tugas akhir ini.
5. Bapak Dr. Ir. Mangara Tambunan, M.Sc., selaku koordinator tugas akhir bidang rekayasa manufaktur yang telah mendukung dan memotivasi saya untuk menyelesaikan tugas akhir ini.
7. Seluruh Dosen Departemen Teknik Industri yang telah memberikan ilmu teknik industri selama proses perkuliahan.
8. Pimpinan, pembimbing lapangan dan segenap karyawan PT. Karya Murni Perkasa yang membantu penulis dalam pelaksanaan penelitian.
9. Seluruh Staff Administrasi Departemen Teknik Industri USU yang telah meluangkan waktu dan bantuannya selama ini.
10. Ayah dan Ibu, P. Sitompul dan R. Siagian, Saudara Kandung Penulis Ferri Sitompul, Meita Sitompul dan Erika Sitompul yang selalu memberikan motivasi sehingga penulis dapat menyelesaikan tugas akhir ini.
11. Rekan-rekan angkatan 2008 Teknik Industri USU, khususnya Elisa Sembiring, ST., Daniel Sinaga, ST., Edward Butar-butar, ST., Soni C. Saragaih, ST. Anderson Sitepu, ST., Chandara R. Siburian, ST., Ulwan Yusuf, ST., dan Andi Andreas Gultom, ST..
12. Teman-teman penulis yaitu Rico Jenery Sitorus, Boby Putra, Christoper Manurung, Anes Black, Ivan Rumapea, Arines Siahaan, Mardin , dan Erik. 13. Kepada semua pihak yang telah banyak membantu dalam menyelesaikan
laporan ini dan tidak dapat penulis sebutkan satu per satu, penulis mengucapkan terimakasih. Kiranya laporan penelitian ini bermanfaat bagi kita semua.
Medan, Juli 2017
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
DAFTAR ISI ... vi
DAFTAR GAMBAR ... xiii
DAFTAR TABEL ... xiv
DAFTAR LAMPIRAN ... xvi
ABSTRAK ... xvii
I PENDAHULUAN ... I-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
II GAMBARAN UMUM PERUSAHAAN ... II-1
DAFTAR ISI (LANJUTAN)
3.7.4 Menghitung Nilai RPN (Risk Priority Number) ... III-21IV METODOLOGI PENELITIAN ... IV-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
4.8.1 Metode Pengolahan Data ... IV-4 4.8.2 Metode Analisis Data ... IV-5 4.9 Kesimpulan dan Saran... IV-5
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
5.1 Pengumpulan Data ... V-1 5.1.1 Data Waktu Downtime ... V-1 5.1.2 Data Planned Downtime ... V-1 5.1.3 Data Available Time ... V-2 5.1.4 Data Jumlah Produksi dan Produk Rusak ... V-2 5.1.5 Data Machine Cleaning... V-3 5.1.6 Data Jenis Kegagalan, Mode, dan Pengaruh pada Mesin
Hopper ... V-4 5.2 Pengolahan Data... V-11
5.2.1 Perhitungan Nilai Overall Equipment Effectiveness
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2.1.4 Perhitungan Overall Equipment Effectiveness
(OEE) ... V-16 5.3 Perhitungan OEE Six Big Losses ... V-17 5.3.1 Downtime Losses ... V-17 5.3.1.1 Equipment Failure ... V-18 5.3.1.2 Setup and Adjustment ... V-19 5.3.2 Speed Losses ... V-20 5.3.2.1 Idling and Minor Stoppages ... V-21 5.3.2.2 Reduced Speed ... V-22 5.3.3 Defect Losses ... V-23 5.3.3.1 Processed Defect Losses ... V-23 5.3.3.2 Reduced Yield Losses ... V-25 5.3.4 Pengaruh Six Big Losses ... V-28
5.4 Cause and Effect Diagram ... V-30
5.4.1 Cause and Effect Diagram Reduced Speed ... V-31 5.4.2 Cause and Effect DiagramProcess Defect ... V-31
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
VI
ANALISIS PEMECAHAN MASALAH
... VI-16.1 Analisis perhitungan Efektivitas ... VI-1 6.1.1 Analisis Perhitungan Overall Equipment Effectiveness . VI-1 6.1.2 Analisis Perhitungan OEE Six Big Losses ... VI-2 6.2 Analisis Failure Mode & Effect Analysis (FMEA) ... VI-3
VII KESIMPULAN DAN SARAN ... VII-1
7.1 Kesimpulan ... VII-1 7.2 Saran ... VII-2
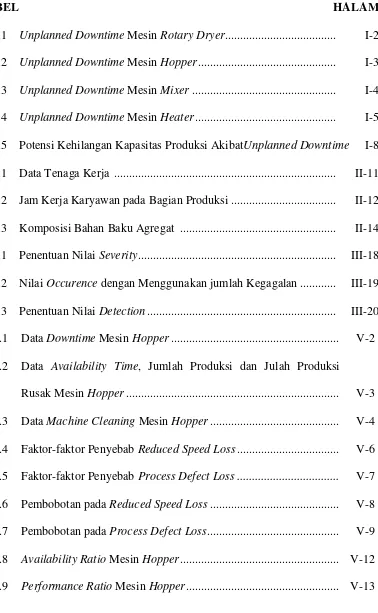
DAFTAR TABEL
1.5 Potensi Kehilangan Kapasitas Produksi AkibatUnplanned Downtime I-8 2.1 Data Tenaga Kerja ... II-11 2.2 Jam Kerja Karyawan pada Bagian Produksi ... II-12 2.3 Komposisi Bahan Baku Agregat ... II-14 3.1 Penentuan Nilai Severity ... III-18 3.2 Nilai Occurence dengan Menggunakan jumlah Kegagalan ... III-19 3.3 Penentuan Nilai Detection ... III-20 5.5 Faktor-faktor Penyebab Process Defect Loss ... V-7 5.6 Pembobotan pada Reduced Speed Loss ... V-8 5.7 Pembobotan pada Process Defect Loss ... V-9
5.8 Availability Ratio Mesin Hopper ... V-12
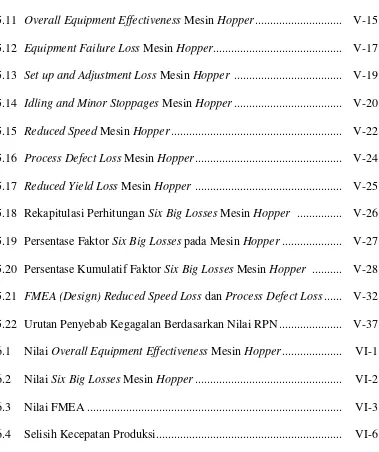
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Skema Susunan Organisasi PT. Karya Murni Perkasa ... II-3 3.1. Klasifikasi Perawatan... III-1 3.2 Alur Pengukuran Nilai Overall Equipment Effectiveness ... III-9
3.3 Pareto Diagram ... III-13
3.4 Cause and Effect Diagram ... III-15
4.1 Kerangka Konseptual Penelitian ... IV-3
4.2 Flow Chart Langkah-Langkah Penelitian ... IV-6
5.1 Histogram Faktor Six Big Losses pada Mesin Hopper ... V-27 5.2 Pareto Digram Six Big Losses pada Mesin Hopper ... V-29
5.3 Cause & Effect DiagramReduced Speed Loss ... V-30
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1 Form Tugas Akhir ... L-1
2 Surat Penjajakan Pabrik ... L-2
3 Surat Balasan Pabrik ... L-3
4 Surat Keputusan Tentang Tugas Sarjana Mahasiswa ... L-4
5 Form Asistensi ... L-5