42
3.1 Dasar Perancangan Program PLC
Dalam perancangan perubahan program PLC perlu diperhatikan beberapa hal penting agar suatu sistem yang dirancang dapat berfungsi dengan baik. Hal-hal yang perlu diperhatikan adalah :
a. Mempelajari sampai mengerti betul urutan kerja sistem yang lama. b. Mempelajari sampai mengerti betul urutan kerja sistem yang baru. c. Membuat flow chart atau diagram alir dari sistem.
d. Menterjemahkan blok flow chart ke dalam diagram fungsi. e. Membuat diagram ladder setelah diagram fungsi selesai. f. Kemudian menulis program ke dalam PLC.
Dari hal – hal di atas maka dalam perancangan program PLC digunakan suatu metode untuk mempermudah perancangannya, yaitu:
1. Flow chart (diagram alir)
Setelah mempelajari deskripsi kerja mesin yang akan dibuat programnya maka sebaiknya dibuat flow chart atau diagram alir dari mesin tersebut.. Flow chart ini berisi urutan kerja mesin yang digambarkan ke dalam bentuk yang sistematis.
2. Diagram fungsi
Setelah pembuatan flow chart maka dapat dibuat diagram fungsi. Diagram fungsi adalah sistem penggambaran urutan kerja parameter yang digunakan dalam pemrograman PLC secara lengkap dan sistematis. Pada
diagram fungsi dapat dilihat parameter – parameter yang digunakan dalam pemrograman PLC misalnya parameter input dan output. Selain itu jumlah parameter input dan output yang akan digunakan pada pemrograman dapat dilihat di diagram ini. Pada diagram ini juga digambarkan urutan kerja dari tiap parameter sesuai dengan flow chart yang telah dibuat sebelumnya.
3. Diagram ladder
Setelah mengetahui parameter – parameter yang akan digunakan pada pemrograman dan juga urutan kerja dari tiap parameter yang digunakan, maka kita dapat memulai untuk membuat diagram ladder. Pembuatan diagram ladder dilakukan dengan penggambaran simbol - simbol instruksi pemrograman. Simbol instruksi yang digambarkan akan diolah oleh PLC sebagai sistem kontrol. Diagram ladder inilah yang biasanya disebut sebagai program kontrol.
4 Tabel data Mneumonic
Apabila diagram ladder telah dibuat, maka selanjutnya tabel data
Mneumonic juga dapat dibuat. Tabel data Mneumonic adalah terjemahan
dari urutan diagram ladder yang masih berupa simbol – simbol instruksi pemrograman. Data Mneumonic sudah berupa perintah – perintah dengan menggunakan perintah logika, contohnya : Ld, And dan Or.
Setelah rancangan dari suatu program kontrol selesai dibuat maka selanjutnya program tersebut harus dimasukkan ke dalam memori PLC sehingga dapat diproses oleh PLC . Ada dua cara memasukkan program ke PLC, yaitu:
1. Menggunakan konsol PLC. PLC biasanya dilengkapi dengan sebuah konsol untuk memasukkan program. Program yang dimasukkan ke PLC melalui konsol biasanya sudah dalam bentuk data Mneumonic. 2. Menggunakan komputer yang sudah dilengkapi dengan software untuk
memasukkan program PLC. Program yang dimasukkan ke PLC melalui komputer dapat berupa diagram ladder ataupun yang sudah berupa data Mneumonic.
Setelah program dimasukkan ke dalam PLC maka PLC sudah siap untuk dioperasikan sebagai pengontrol sistem.
3.2 Deskripsi Kerja Sistem Bias Cutting Lama
Untuk mengerti deskripsi kerja sistem mesin bias cutting maka perlu terlebih dahulu kita mengetahui bagian – bagian utama mesin tersebut. Mesin bias cutting adalah mesin yang bekerja memotong ply yaitu kain nilon yang dilapis karet dengan ketebalan tertentu. Mesin ini terdiri dari enam bagian utama, yaitu let off, dancing roll, konveyor, carriage, panel kontrol dan operasi, serta wind up.
3.2.1 Let Off
Gambar 3.1 Layout Let Off Roller
Let off adalah bagian awal dari mesin bias cutting yang berfungsi menyediakan ply yang akan dipotong dengan panjang tertentu. Terdiri dari dua gulungan roll, yaitu yang berisi ply dan yang tidak berisi ply. Kedua
roll ditempatkan pada suatu dudukan yang bisa berputar, sehingga ply bisa ditarik keluar oleh konveyor.
3.2.2 Dancing Roll
Dancing roll berfungsi untuk menampung sementara ply yang akan ditarik oleh konveyor, dengan maksud agar konveyor tidak menarik beban let off secara langsung.
Gambar 3.2 Layout Dancing Roll System
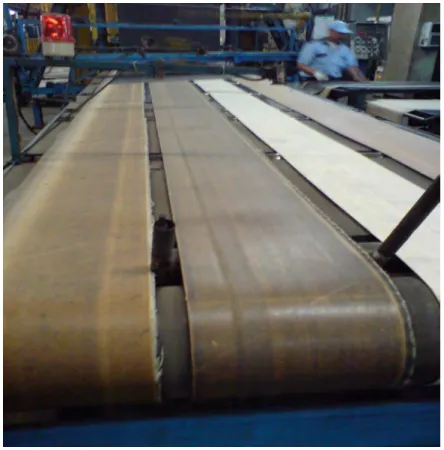
3.2.3 Konveyor
Konveyor adalah bagian paling penting dari mesin bias cutting. Pada bagian ini pengukuran panjang ply dan pemotongan dilakukan. Konveyor digerakan oleh sebuah motor induksi yang dikontol menggunakan inverter. Motor ini diharapkan bekerja sesuai setting yang
telah diberikan. Setelah mencapai jarak sesuai setting maka ply dipotong oleh carriege dan konveyor kembali bekerja mengukur ply.
Gambar 3.3 Layout Konveyor Utama
3.2.4 Carriege
Carriege atau konveyor pemotong adalah bagian yang berfungsi memotong ply setelah diukur oleh konveyor. Terdiri dari pisau yang berputar dengan kecepatan tinggi dan digerakan secara horisontal memotong ply. Digerakan oleh dua buah motor induksi yang masing – masing menggerakan pisau dan carriege.
Gambar 3.4 Layout Carriege Cutter System
3.2.5 Panel Kontrol dan Panel Operasi
Berisi peralatan – peralatan pengontrol yang menjalankan seluruh sistem mesin bias cutting. Panel kontrol berisi peralatan seperti PLC, inverter, kontaktor, pengaman elektrik, dan relai – relai. Sedangkan panel operasi terdiri dari saklar – saklar atau switch dan indikator – indikator mesin.
3.2.6 Wind Up
Wind up adalah bagian akhir dari mesin bias cutting. Bagian ini digunakan untuk menggulung ply yang telah dipotong di konveyor.
Gambar 3.5 Pemindahan Ply ke Konveyor Wind Up
3.3 Deskripsi Kerja Sistem Bias Cutting Baru
Pada dasarnya permasalahan yang terjadi pada sistem bias cutting yang lama adalah terjadinya variasi hasil potongan diluar toleransi spect yang diberikan oleh departemen technical. Hal ini menyebabkan perlu dilakukannya corrective
action oleh departemen engineering, yang pada akhirnya memutuskan untuk
merubah motor penggerak konveyor sistem yang lama dari motor induksi ke motor yang mempunyai karakteristik posisi presisi dan torsi tinggi, sehingga diharapkan ketelitian mesin akan menjadi lebih tinggi, dan variasi potongan diharapkan tidak terjadi lagi. Jadi tidak terdapat perubahan deskripsi kerja, hanya perubahan beberapa peralatan dan program PLC saja.
3.3.1 Pemilihan Jenis Motor
Motor yang terkenal akan karakteristik ketepatan posisi adalah motor stepper dan motor servo. Kedua motor ini mempunyai kelebihan dan kekurangan masing – masing
a. Motor stepper
Kelebihandari motor ini antara lain :
• karakteristik motor stepper yang sinkron dengan pengontrolnya menyebabkan motor ini sangat presisi. Kontrol motor ini bisa menggunakan open loop sehingga tidak membutuhkan feedback
• biaya lebih murah Kekurangannya adalah :
• pada dasarnya arus yang mengalir ke gulungan motor tidak bisa dinaikan atau diturunka selama operasi, sehingga jika dibebani beban melebihi kapasitas maka motor bisa salah operasi
• motor ini mempunyai getaran dan noise yang lebih besar dibandingkan servo
• motor stepper tidak cocok untuk operasi torsi tinggi dikarenakan pola operasinya. Jika diberikan beban lebih maka bisa menyebabkan motor mengalami kegagalan akurasi langkahnya.
b. Motor servo
Kelebihan motor servo antara lain :
• servo memproduksi torsi tinggi pada tiap kecepatan termasuk kecepatan nol sehingga pada saat beban berat tidak ada kehilangan step
• servo mampu menahan posisi static atau diam
• servo tidak panas berlebih pada saat static atau kecepatan rendah
• dikarenakan inersia yang rendah maka servo mampu berubah arah putaran dengan cepat
• servo mampu berakselerasi dan deselerasi dengan cepat sehingga mampu melakukan operasi kecepatan tinggi (5000 rpm maksimum)
• servo mampu berganti – ganti posisi setiap saat tanpa kesalahan
• kontrol posisi mengandalkan transduser berupa encoder sehingga tingkat ketepatannya mampu mencapai 0,0360 sesuai kemampuan drive unitnya.
Kekurangan motor ini adalah :
• dengan kontrol feeback yang digunakan menyebabkan adanya waktu jeda antara kontrol dan feedback sehingga ada selisih waktu antara kontrol dan motor
• pada saat berhenti maka motor akan mencoba untuk berputar balik menyesuaikan pulsa feedback sehingga tidak memungkinkan operasi tanpa getaran
Dengan perbandingan yang sangat jelas diantara motor – motor diatas maka diputuskan untuk menggunakan motor servo agar mampu memberikan torsi tinggi dan mampu beroperasi pada kecepatan tinggi.
3.4 Desain Sistem Bias Cutting yang Baru
Sistem penggerak konveyor pada sistem bias cutting yang lama menggunakan motor induksi tiga phasa 380 VAC yang dikontrol menggunakan inverter.
Gambar 3.6 Sistem Kontrol Bias Cutting Lama
Dengan digantinya motor penggerak menjadi motor servo, maka pada sistem kontrol yang perlu dirubah adalah digantinya pengontrol motor dari inverter ke drive unit yang dibutuhkan servo yaitu servo amplifier. Kemudian
No fuse breaker Source 380 VAC 3 phase Source 220 VAC 1 phase PLC controller Inverter encoder Motor induksi 3 phase 380 VAC Feed back encoder
diadakan perubahan pada program PLC untuk mengatur parameter – parameter amplifier dan modul posisi agar servo bekerja sesuai setting. Amplifier dihubungkan dengan PLC menggunakan modul posisi. Dalam hal ini dikarenakan PLC yang digunakan oleh sistem lama adalah merek mitsubishi seri A, dengan spesifikasi CPU A2Us CPU maka modul posisi yang dipilih adalah dari mitsubishi dengan spesifikasi A1SD75P1 yang mempunyai satu slot ke amplifier. Amplifier yang digunakan juga dari mitsubishi dengan spesifikasi MR – J2S – 500A, sehingga diharapkan tidak terjadi kesulitan dalam mengkomunikasikan alat – alat tersebut. Motor yang kemudian digunakan adalah motor servo AC tiga phasa 130 VAC dengan daya 5 kW dan telah mempunyai built – in encoder didalamnya. Modul posisi mengirimkan pulsa secara terus – menerus ke amplifier sesuai kebutuhan pergerakan motor servo ini. Secara sederhana bisa digambarkan bahwa perubahan yang terjadi tidak banyak, hanya pada program PLC, motor drive, dan motor utama yang digunakan.
Gambar 3.7 Sistem Bias Cutting Yang Baru No fuse
breaker Trafo step down
380/220 VAC Source 220 VAC 3 phasa Source 220 VAC 1 phasa PLC controller Servo amplifier Servo motor 220 VAC 3 phasa encoder Feed back encoder
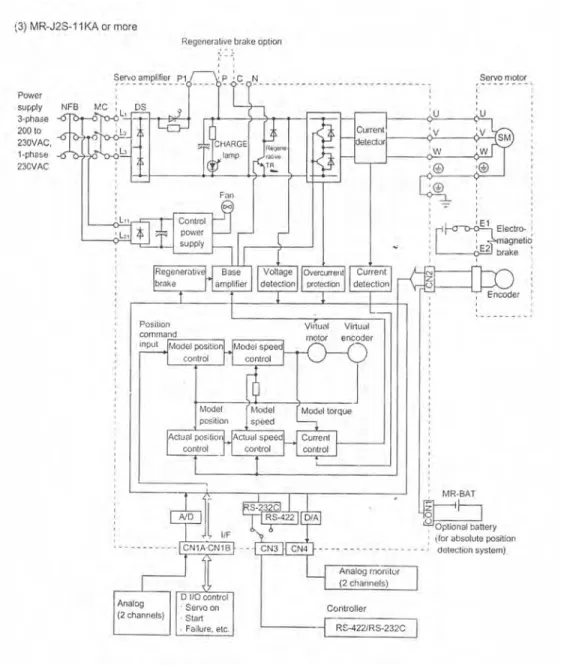
Untuk mengotrol suatu motor servo maka kita harus tahu konfigurasi dan cara kerja amplifiernya terlebih dahulu. Berikut ini ditampilkan konfigurasi dari servo amplifier yang digunakan pada mesin bias cutting ini
Gambar 3.9 Konfigurasi Servo Amplifier ke Motor Servo
Dari dua gambar diatas bisa kita ambil kesimpulan bahwa pengontrolan motor servo melalui servo amplifier adalah melalui port CN1A. Sedangkan pada
gambar berikut ditampilkan bagaimana hubungan antara port CN1A dengan modul posisi yang ada pada PLC.
Maksud dari beberapa simbol dan singkatan – singkatan di atas akan dijelaskan pada lembar lampiran.
Setelah melihat gambar – gambar diatas maka berarti pengontrolan servo adalah pengontrolan modul posisi. Hal ini berarti inti dari karakteristik yang diinginkan dari sebuah motor servo adalah bagaimana kita mengatur modul posisi. Untuk itu maka kita perlu tahu bagaimana konfigurasi dan kontrol yang dilakukan PLC terhadap modul posisi ini.
Tabel 3.1 Input – output ketika AD75 DItempatkan pada Slot 0
Arah sinyal : AD75 ==> CPU PLC Arah sinyal : CPU PLC ==> AD75
No. Alamat Nama sinyal No. Alamat Nama sinyal
X0 AD75 READY
X1 Axis 1
X2 Axis 2
X3 Axis 3 Start complete
X4 Axis 1 X5 Axis 2 X6 Axis 3 Busy X7 Axis 1 X8 Axis 2 X9 Axis 3 Positioning complete XA Axis 1 XB Axis 2 XC Axis 3 Error detection XD Axis 1 XE Axis 2 XF Axis 3 M code ON Y0 YF USE PROHIBITED Y10 Axis 1 Y11 Axis 2 Y12 Axis 3 Positioning start Y13 Axis 1 Y14 Axis 2 Axis stop
Y15 USE PROHIBITED
Y16 Axis 1 Forward run JOG start
Y17 Axis 1 Reverse run JOG start
Y18 Axis 2 Forward run JOG start
Y19 Axis 2 Reverse run JOG start
Y1A Axis 3 Forward run JOG start
Y1B Axis 3 Reverse run JOG start
Y1C Axis 3 Axis stop
Y1D PLC READY Y1E X10 X1F USE PROHIBITED Y1F USE PROHIBITED
Gambar 3.11 Konfigurasi Input/output AD75 Y1D
X0
Y16, Y18, Y1A
Y17, Y19, Y1B
Y10, Y11, Y12
X7, X8, X9
X4, X5, X6
X1, X2, X3
Y13, Y14, Y1C
XD, XE, XF XA, XB, XC Interface with PLC External interface Drive unit Manual pulse generator External signal Peripheral device Peripheral device interface PLC READY signal
AD75 READY signal
Forward run JOG start signal
Reverse run JOG start signal
Positioning start signal signal
Positioning complete signal
BUSY signal
Start complete signal
Axis stop signal
M code ON
Error detection signal
Data write/read
External signal
Drive unit READY signal
Upper/lower limit signal
Zero point signal Near-point dog signal
Deviation counter clear
Pulse train
Manual pulse generator A-phase
Manual pulse generator B-phase
Speed/position changeover signal
Stop signal
External start signal
Parameter write/read
Positioning data write/read
Positioning start information write/read
Zero point return operation (test)
JOG operation (test)
Positioning operation (test)
Dari tabel dan gambar diatas maka kita sudah bisa menentukan input – output mana yang akan digunakan. Setelah itu maka kita bisa mulai menulis parameter modul posisi sesuai dengan karakteristik motor servo yang kita inginkan. Keterangan tentang kabel, konektor – konektor serta konfigurasi di dalam konektor akan diperlihatkan pada segmen lampiran.
Gambar 3.12 Penerapan PLC , Modul Posisi dan Servo Amplifier Berikut ini digambarkan pengaturan parameter dasar motor servo dan pergerakannya.
• ini adalah setting parameter ukuran yang dipakai positioning module. K0 menunjukkan ukuran menggunakan milimeter
• ini adalah setting pulse per rotation • ini adalah setting movement amount
per rotation
• ini adalah setting unit magnification • setting pulse output, yang dipakai
adalah CW/CCW • rotation direction setting • limit kecepatan maksimal
• waktu yang dibutuhkan untuk berakselerasi
• waktu yang dibutuhkan untuk berdeselerasi
• kecepatan awal
• mode untuk memilih stepper atau standar. Nilai K0 menunjukan standard mode
• memindahkan semua setting diatas ke special module yang terhubung ke servo amplifier MOV K0 D50 MOV K6000 D51 MOV K2210 D52 MOV K10 D53 MOV K1 D54 MOV K1 D55 MOV K700000D56 MOV K2000 D58 MOV K2000 D60 MOV K20 D62 MOV K0 D64 TO H8 K0 D50 K16
• setting akselerasi 1 • setting akselerasi 2 • setting akselerasi 3 • setting deselerasi 1 • setting deselerasi 2 • setting deselerasi 3
• setting kecepatan maksimal manual • setting akselerasi manual
• setting deselerasi manual
• pindahkan semua setting diatas ke positioning module
• PLC ready
• Trigger jalan otomatis
• Jarak putaran motor servo • Positioning start
• Positioning identifier • Mode modul posisi
• Pindahkan paramater diatas ke modul posisi • Jogging • Jog speed • End program DMOV K2000 D66 DMOV K2000 D68 DMOV K1000 D70 DMOV K1000 D72 DMOV K1000 D74 DMOV K1000 D76 DMOV K400000D78 MOV K3 D80 MOV K3 D81 TO H8 K36 D66 K16 Y9D PLS M0 DTO H8 K1306 K1000 Y90 TO H8 K1300 H300 TOP H8 K1150 K1 K1 DTO H8 K1304 K400000 Y96 DTO H8 K1160 K50000 END M9036 X0 M0 X1
Setelah dilakukan pengaturan parameter seperti di atas maka kemudian dilakukan uji pergerakan motor servo baik manual maupun otomatis dengan kondisi bebas atau belum terhubung ke beban. Setelah servo berhasil bekerja sesuai dengan yang diharapkan maka kemudian servo dimasukkan ke sistem bias cutting dengan cara mengganti motor induksi penggerak konveyor menggunakan motor servo dan kemudian menyisipkan program dan pengaturan parameter servo seperti potongan program di atas ke dalam program sistem bias cutting lama.
Gambar 3.13 Penerapan Motor Servo
Berikut ini merupakan seluruh program pengendalian motor servo yang disisipkan ke mesin bias cutting. Program ini sudah mengikut sertakan semua sensor dan saklar – saklar yang ada pada mesin ini. Dengan kata lain ini adalah program akhir motor servo termasuk pengaturan parameter dasar dan perintah serta feedback yang diperlukan.
Gambar 3.13 Potongan Program Motor Servo MOV K0 D50 M9038 MOV K3 D81 MOV K3 D80 DM OV K10000 D 78 DM OV K200 D 76 DM OV K0 D 74 DM OV K0 D 72 DM OV K100 D 70 DM OV K0 D 68 DM OV K0 D 66 TO H8 K0 D50 K16 M9038 MOV K0 D64 DM OV K100 D 62 DM OV K1000 D 60 DM OV K1000 D 58 DM OV K20000 D 56 MOV K0 D55 MOV K1 D54 MOV K1 D53 MOV K1000 D52 MOV K6000 D51 TO H8 K26 D61 K16 912 985
Gambar 3.14 Potongan Program Motor Servo BIN K4X20 D31 M9036 SET M40 TO H8 K1150 K9003 K1 PLS Y90 D/ D34 K10 D41 D* D40 K6 D34 D/ D40 K1000 D30 SET M39 RST M39 M9036 BCD D30 D36 BCD D31 D35 D+ D31 K1000 D32 RST M42 Y70 M39 M39 READY LAMP LENGTH SET SET DISPLAY CURR.VAL.DI SPLAY X87 M41 POST.COMP LET E SEND POST.START M9036 Y70
READY LAMP CURR.VALUE
CURR.VALUE
60% CURR.VALUE
Y9D X80 X84 Y70 Y40 Y4A Y62 Y41 Y0A0
Y4A PLC READY AD75
READY BUSY READY LAMP AUTO MODE AUTO START
CARR REV MANUAL MODE PRESS DW TEST POST.START SEND POST.START Y9D X87 PLC READY POST. COMPLETE DTO H8 K1154 K0 K1 POST. COMPLETE LOW SPEED SET M41 AUTO CARR FWD Y40 Y70
AUTO MODE READY LAMP M40 POST. COMPLETE X0F CARR REV PX X0C OPERATOR PH 1054 1086 1093 1128 1142 1166
RST M44 X37 DTO H8 K1160 K10000 K1 Y97 TOP H8 K1158 K1 K1 DTOP H8 K1156 K5000 K1 SET M42 DF RO H8 K800 D40 K2 DTO H8 K1306 D32 K1 RST M45 Y40 PLS M41 SET M45 RST M40 Y40 Y60 AUTO MODE POST. COMPLETE AUTO CARR REV SEND POST. START X0F M41 CARR REV PX SEND POST.START Y9D Y40 AUTO MODE CURR.VALUE LOW SPEED Y9D Y70 PLC READY READY LAMP Y96 CARR FWD PX AUTO CARR FWD PRESS DOWN
AUTO MODE AUTO CARR
REV Y9D
PLC READY LENGTH SET
DT O H8 K1300 K512 K1 PLC READY D>= D40 D41 CURR.VALUE 60% CURR VALUE M42 LOW SPEED M42 TOP H8 K1158 K1 K1 LOW SPEED Y41 X15 Y97 MANUAL MODE C/V FWD JOG REV RUN JOG FWD RUN X16 Y96 JOG FWD RUN
C/V REV JOG REV
RUN X15 C/V FWD X16 C/V REV DTO H8 K1160 K10000 K1
Gambar 3.15 Potongan Program Motor Servo 1172
1181
1184
1208
FROM H8 K807 D33 K1 Y0A1 Y70 M43 M43 READY LAMP SERVO ALARM Y41 M44 MANUAL MODE AUTO CARR FWD M44 MANUAL MODE PRESS DOWN TEST X0F Y0A3 CARR REV PX CARR FWD TEST M268 PLC READY ALARM DATA ALARM RESET
READY LAMP CUTTER
DOWN TEST X5 CARRIAGE FWD M42 AUTO CARR FWD M269 X37 CARR FWD PX > D33 K0 ALARM DATA X33 M9032 TO H8 K1151 K1 K1 M43 Y8 CUTTER DOWN Y8 PRESS DOWN X7 PRESS DOWN Y0A0 Y41 AUTO CARR FWD Y0A3 CARR FWD TEST Y41 MANUAL MODE M269 X35 T255 X37 M42 MANUAL MODE X6 CARRIAGE REV Y41 AUTO CARR REV Y0A2 CARR REV TEST Y41 MANUAL MODE M258 T254 X35 X0F M45 MANUAL MODE Y0A0 M268 M44 X37 Y0A2 CARR REV PX CARR FWD TEST M269 M268 X0F CARR FWD PX M269 AUTO CARR FWD END 1302 1334 1374 1381 1387
Setelah potongan program PLC di atas telah berhasil disisipkan maka desain telah selesai diterapkan dan selanjutnya hanya tinggak menguji pergerakan servo saja
Dari potongan program di atas, program dengan nomor step 912 hingga 985 merupakan pengaturan parameter dasar dari servo, seperti yang telah dijelaskan pada bagian sebelumnya.
Pengaturan jarak putaran otomatis motor servo ada pada step 1054 dan 1184. Pengaturan dilakukan menggunakan saklar BCD dan dikarenakan PLC membacanya sebagai masukan heksadesimal maka diubah menjadi BCD dengan perintah BCD pada step 1054. Positioning start otomatis diprogram pada step program nomor 1128 dengan berbagai persyaratannya. Sedangkan menjalankan servo secara manual ada pada step program nomor 1267 termasuk juga pengaturan batas kecepatannya.