ANALISA SISTEM PENGENDALIAN KUALITAS BAHAN BAKU DENGAN MENGGUNAKAN METODE PENGENDALIAN
PROSES STATISTIK DI PT. IKPP
Diajukan Sebagai Salah Satu Persyaratan Guna Memperoleh Gelar Sarjana (Strata 1) Pada Jurusan Teknik Industri
Disusun Oleh : Risye Andi Ariyanto
0160311-048
PROGRAM STUDI TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS MERCU BUANA 2007
Tugas akhir dengan judul :
“ANALISA SISTEM PENGENDALIAN KUALITAS BAHAN BAKU DENGAN MENGGUNAKAN METODE PENGENDALIAN PROSES STATISTIK DI PT. IKPP”
Telah diujikan :
Jakarta, Agustus 2007 Koordinator TA/Ketua Program Studi Teknik Industri
Tugas akhir dengan judul :
“ANALISA SISTEM PENGENDALIAN KUALITAS BAHAN BAKU DENGAN MENGGUNAKAN METODE PENGENDALIAN PROSES STATISTIK DI PT. IKPP”
Telah diperiksa dan disetujui untuk diujikan :
Jakarta, Agustus 2007 Pembimbing Tugas Akhir
PT. Indah Kiat Pulp and Paper Product (PT. IKPP) merupakan salah satu perusahaan produsen kertas industri yang tergabung dalam Asia Pulp and Paper (APP).
PT. Indah Kiat Pulp and Paper Product merupakan salah satu perusahaan penghasil kertas terbaik di Indonesia sehingga dikenal sebagai Top Quality Paper dan merupakan Leaders dalam industri kertas yang menghasilkan berbagai jenis produk kertas seperta coated, uncoated, board dengan berbagai jenis gramatur dan aplikasinya.
Dengan tingginya persaingan dalam industri menuntut PT. IKPP harus dapat menghasilkan produk dengan kualitas yang baik, oleh karena itu agar mendapatkan kualitas produk yang baik maka proses pengendalian bahan baku sangatlah penting. Pendekatan masalah yang diambil salah satunya dengan menggunakan metode pengendalian dengan menggunakan data variable yaitu dengan menggunakan Peta X dan Peta R, dan diagram sebab akibat (fish Bone).
Berdasarkan penelitian yang dilakukan menunjukkan bahwa tiga masalah yang sering muncul adalah Freeness, Brightness, dan Tearing kemudian mencari penyebab terjadinya masalah tersebut dan solusi perbaikan mencari sebab terjadinya masalah sehingga target kualitas yang diharapkan dapat tercapai.
LEMBAR PERNYATAAN ... i
LEMBAR PERSETUJUAN... ii
LAMBAR PENGESAHAN……….. ... iii
ABSTRAK…….. ... iv
KATA PENGANTAR ... vi
DAFTAR ISI…… ... viii
DAFTAR GAMBAR ... xi
DAFTAR TABEL... xii
BAB I PENDAHULUAN 1.1 Perumusan Masalah ... 3
1.2 Tujuan Penulisan ... 3
1.3 Pembatasan Penulisan... 4
1.4 Sistematika Penulisan ... 4
BAB II LANDASAN TEORI 2.1 Pengendalian Kualitas ... 6
2.2 Sejarah Perkembangan Mutu... 9
2.3 Total Quality Control (TQC)... 11
2.4 Profit/Keuntungan dari Pengendalian Kualitas ... 14
2.5 Alat – alat kontrol ... 17
2.6 Pulp... 22
3.1 Alur Pemecahan masalah... 28
3.2 Penelitian Awal... 29
3.3 Studi Pustaka ... 30
3.4 Tujuan Penulisan ... 30
3.5 Pengendalian kualitas Bahan Baku Pulp ... 30
3.6 Pengumpulan Data... 30
3.6.1 Penelitian Lapangan ... 31
3.6.2 Wawancara (interview)... 31
3.7 Pengolahan Data ... 31
3.8 Analisa Pemecahan Masalah ... 32
3.9 Kesimpulan dan Saran ... 32
3.9.1 Kesimpulan ... 32
3.9.2 Saran ... 32
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA 4.1 Freeness ... 34
4.2 Brightness ... 38
4.3 Tearing... 45
BAB V ANALISA PEMECAHAN MASALAH 5.1 Freeness ... 50
5.2 Brightness ... 54
5.3 Tearing... 59 BAB VI KESIMPULAN DAN SARAN
6.2 Saran ... 66 DAFTAR PUSTAKA
Tabel 4.1 Lembar Perhitungan Freeness ... 34
Tabel 4.2 Lembar Perhitungan Freeness Setelah Perbaikan... 36
Tabel 4.3 Lembar Perhitungan Brightness ... 39
Tabel 4.4 Lembar Perhitungan Brightness Setelah Perbaikan... 41
Tabel 4.5 Lembar Perhitungan Brightness Setelah Perbaikan... 43
Tabel 4.6 Lembar Perhitungan Tearing ... 45
Tabel 4.7 Lembar Perhitungan Tearing Setelah Perbaikan ... 47
Tabel 5.1 5W + 1H Untuk Freeness ... 52
Tabel 5.2 5W + 1H Untuk Brightness ... 57
Gambar 2.1 Diagram PDCA /Diagram Deming... 13
Gambar 2.2 Diagram Tulang Ikan/Fishbone ... 18
Gambar 2.3 Diagram Pareto ... 20
Gambar 3.1 Diagram Kerangka Pemecahan Masalah ... 29
Gambar 4.1 Grafik Histogram User (Production) Complain Tahun 2006 ... 33
Gambar 4.2 Grafik Pengendalian Freeness ... 36
Gambar 4.3 Grafik Pengendalian Freeness Setelah Perbaikan... 38
Gambar 4.4 Grafik Pengendalian Brightness ... 41
Gambar 4.5 Grafik Pengendalian Brightness Setelah Perbaikan... 43
Gambar 4.6 Grafik Pengendalian Brightness Setelah Perbaikan... 45
Gambar 4.7 Grafik Pengendalian Tearing ... 47
Gambar 4.8 Grafik Pengendalian Tearing Setelah Perbaikan ... 49
Gambar 5.1 Gambar Diagram Tulang Ikan Kualitas Freeness... 51
Gambar 5.2 Gambar Diagram Tulang Ikan Kualitas Brightness... 55
BAB I PENDAHULUAN
Kondisi persaingan yang semakin ketat membuat para pengelola bisnis untuk dapat menghasilkan produk yang lebih baik dan menarik perhatian sehingga konsumen tertarik untuk menggunakannya. Untuk menghasilkan hal tersebut diperlukan sarana dan prasarana serta pengelolaan pengendalian kualitas yang baik. Sarana dan prasarana yang memadai belumlah cukup jika tidak diikuti dengan pengelolaan manajemen perusahaan tersebut, termasuk didalamnya pemeliharaan sarana dan prasarana itu sendiri. Akan tetapi dari semua hal tersebut tidak akan bermanfaat bila produk tidak laku di pasar. Suatu produk bisa diterima di masyarakat bila produk tersebut selain memberikan manfaat juga sekaligus memiliki kualitas yang memuaskan bagi konsumen.
Kurang diperhatikannya kualitas produk produk yang dilempar ke konsumen, kualitas produk yang tidak baik, dapat mengancam bagi ‘keberadaan’ produk itu sendiri di pasar. Meskipun sebenarnya produk tersebut ditunjang dengan marketing yang baik, namun kondisi itu tidaklah cukup apalagi ditambah adanya produk subtitusi.
Salah satu hal yang menyebabkan kualitas produk itu tidak baik adalah kualitas dari bahan baku itu sendiri, karena apabila bahan baku yang digunakan untuk membuat produk tersebut memiliki kualitas yang tidak baik maka pasti akan menghasilkan produk yang tidak baik juga. Oleh karena itu menjaga kualitas bahan baku itu sangat penting agar produk yang yang dihasilkan sesuai dengan yang konsumen inginkan.
Bahan baku merupakan salah satu factor produksi yang sangat penting. Kualitas bahan baku yang buruk dapat menyebabkan kualitas produk yang cacat. Oleh karena itu kualitas bahan baku perlu dijaga agar tidak mempengaruhi terhadap produk yang dihasilkan.
Manajemen pengendalian kualitas pada dasarnya merupakan suatu sistem verifikasi dan penjagaan / perawatan dari suatu tingkatan / derajat kualitas produk atau proses yang dikehendaki dengan cara perencanaan yang seksama, pemakaian peralatan yang sesuai, inspeksi yang terus-menerus, serta tindakan korektif bilamana diperlukan. Manajemen pengendalian kualitas yang baik dapat mengurangi tingkat defect yang terjadi dengan begitu efisiensi produksi dapat dicapai. Komplain pelanggan sebagai barometer kondisi produk dipasar dapat ikut ditekan. Namun yang terpenting dari semua itu adalah produk dapat diterima dan mendapat tempat di hati konsumen.
Melihat pentingnya manajemen pengendalian kualitas bagi keberadaan suatu perusahaan pada umumnya serta kerberadaan bahan baku pada khususnya, maka penulis mengangkat tema “Analisa Pengendalian Kualitas Bahan Baku Pada Seksi
Quality Control Receiving & Analisys PT. Indah Kiat Pulp & Paper Product” sebagai bahan penelitian dalam tugas akhir.
1.1 PERUMUSAN MASALAH
Dalam kaitannya dengan bahan baku suatu produk serta tercapainya efisiensi produksi dalam suatu perusahaan,maka perusahaan dituntut memiliki manajemen pengendalian kualitas yang baik. Oleh karena itu yang menjadi permasalahaan dalam penyusunan tugas akhir ini adalah menganalisa sejauh mana penerapan pengendalian kualitas dalam Seksi Quality Control Receiving & Analisys PT. Indah Kiat Pulp & Paper Product serta bagaimana meningkatkan efektifitas pengendalian mutu tersebut.
1.2 TUJUAN PENELITIAN
Sesuai dengan perumusan masalah diatas, maka yang menjadi tujuan dalam penelitian ini adalah :
1. Menganalisa jenis-jenis cacat pada bahan baku pulp
2. Menganalisa akibat yang ditimbulkan dari cacat tersebut sehingga dapat dilakukan tindakan preventive sehingga produk yang dihasilkan tidak mengalami defect atau bahkan reject
1.3. PEMBATASAN MASALAH
Mengingat berbagai keterbatasan yang ada dan luasnya permasalahan yang ada, maka penelitian ini dibatasi sebagai berikut :
1. Data yang digunakan adalah data pengecheckan pada tahun 2006 untuk 6 bulan
2. Bahan baku yang digunakan sebagai bahan penelitian adalah bahan baku pulp jenis BCTMP (Bleach Chemical Thermo Mechanical Pulp).
3. Usulan yang diberikan tidak mencakup biaya yang dikeluarkan.
1.4. SISTEMATIKA PENULISAN
Dalam penyusunan tugas askhir ini, diberikan uraian bab demi bab yang berurutan untuk mempermudah pembahasan, sebagai berikut :
BAB I : PENDAHULUAN
Pada bab ini diuraikan mengenai latar belakang masalah, perumusan masalah, tujuan penelitian, pembatasan masalah, dan sistematika penulian.
BAB II : LANDASAN TEORI
Pada bab ini diuraikan tentang teori-teori yang menunjang yaitu manajemen pengendalian mutu, dan alat kontrol statistical berupa diagram / peta kontrol.
BAB III : METODOLOGI PENELITIAN
Bab ini menjelaskan mengenai tahap-tahap pelaksanaan penelitian, kerangka pemecah masalah, serta pendekatan yang digunakan mulai dari perumusan masalah sampai dengan pengambilan keputusan. BAB IV : PENGUMPULAN DAN PENGOLAHAN DATA
Pada bab ini berisi data pengechekan (sampling) seksi Quality Control Receiving & Analisys selama kurun waktu 6 bulan, serta pengolahan data dilakukan sebagai data penyerta dalam analisa pelaksanaan pengendalian mutu seksi Quality Control.
BAB V : ANALISA PEMECAHAN MASALAH
Pada bab ini menjelaskan mengenai analisa terhadap keadaan pabrik, pengendalian kualitas dan analisa terjadinya defect.
BAB VI : KESIMPULAN DAN SARAN
Pada bab ini menyatakan kesimpulan yang didapat dari hasil penelitian, yaitu berupa jawaban dari permasalahan dan tujuan penelitian yang telah ditetapkan sebelumnya, serta saran-saran yang berkaitan dengan penerapan manajemen pengendalian mutu.
BAB II
LANDASAN TEORI
2.1. Pengendalian Kualitas
Menurut kata dasarnya, kendali berarti kontrol atau pengawasan, sedangkan kualitas merupakan terjemahan langsung dari bahasa asing Quality, yang berarti mutu. Dalam bahasa sederhananya bisa diartikan tingkat kesesuaian dengan standar yang berlaku atau dipakai. Dalam TQC, pengendalian / kontrol adalah keseluruhan upaya untuk menjamin dipenuhinya kualitas / mutu.
Ada beberapa pendapat menurut para pemikir-pemikir dunia tentang kualitas, diantaranya :
• JM. Juran (1962) : “Kualitas adalah kesesuaian dengan tujuan dan manfaatnya”.
• Philips B. Crosby (1979) : “kualitas adalah kesesuaian dengan kebutuhan yang meliputi availability, delivery, reliability, maintainability, dan cost effectiveness”.
• Edward Deming (1982) : “Kualitas harus bertujuan untuk memenuhi kebutuhan pelanggan sekarang dan di masa datang”
• Feigenbaum (1991) : “Kualitas merupakan keseluruhan karakteristik produk dan jasa yang meliputi marketing, engineering, manufacture, dan maintenance, dalam mana produk dan jasa tersebut dalam pemakaiannya akan sesuai dengan kebutuhan dan harapan pelanggan”.
• Scherkenbach (1991): “Kualitas ditentukan oleh pelanggan, pelanggan menginginkan produk dan jasa yang sesuai dengan kebutuhan dan harapannya pada suatu tingkat harga tertentu yang menunjukkan nilai produk tersebut”.
• Elliot (1993) : “Kualitas adalah sesuatu yang berbeda untuk orang yang berbeda dan tergantung pada waktu dan tempat, atau dikatakan sesuai dengan tujuan”.
• Goetch dan Davis (1995) : “ Kualitas adalah suatu kondisi dinamis yang berkaitan dengan produk, pelayanan, orang, proses, dan lingkungan yang memenuhi atau melebihi apa yang diharapkan”’
Sedangkan menurut ISO 8402 dan Standar Nasional Indonesia (SNI 19-8402-1991), kualitas adalah keseluruhan ciri dan karakteristik produk dan jasa yang kemampuannya dapat memuaskan kebutuhan, baik yang dinyatakan secara tegas maupun tersamar. Istilah kebutuhan diartikan sebagai spesifikasi yang tercantum dalam kontrak maupun kriteria-kriteria yang harus didefinisikan terlebih dahulu.
Suatu produk baik itu berupa barang atau jasa dikatakan memiliki kualitas yang baik bila telah sesuai dengan kriteria-kriteria atau standar-standar yang berlaku, baik secara resmi tercatat atau berdasarkan kesepakatan umum semata.
Pengendalian kualitas atau disebut juga pengendalian mutu, merupakan suatu sistem kontrol / pengawasan akan kualitas / mutu akan suatu produk. Dalam sistem ini terdiri dari langkah-langkah pengawasan seperti pencatatan / recording, analisa data, masalah yang didapati beserta sumber permasalahan, analisa pemecahan yang mungkin, serta aplikasi pemecahan masalah sekaligus evaluasi hasil aplikasi pemecahan
Dalam pengendalian kualitas terdapat tiga bentuk pengendalian (kontrol) : • Pencegahan cacat
Melakukan tindakan-tindakan guna mencegah terjadinya defect maupun defect yang berkepanjangan. Karena pada dasarnya defect tidak dapat dihindarkan, tetapi bagaimana caranya mengurangi dan mencegah defect tersebut berkepanjangan.
• Mencari kerusakan/sumber permasalahan yang mengakibatkan cacat
Suatu proses analisa untuk mencari sumber-sumber penyimpangan terhadap tolak ukur / standar yang digunakan.
• Analisa dan Tindakan Koreksi
Melakukan analisa tindakan / proses yang menjadi penyebab terjadinya ketidaksesuaian, serta melakukan tindakan perbaikan / koreksi supaya tidak terjadi hal yang serupa di kemudian hari.
2.2. Sejarah Perkembangan Mutu
Mutu telah dikenal sejak empat ribu tahun yang lalu, ketika bangsa mesir kuno mengukur dimensi batu-batu yang digunakan untuk membangun piramida. Pada zaman modern fungsi mutu berkembang melalui beberapa tahap, yaitu :
• Inspeksi
Konsep mutu modern dimulai pada tahun 1920-an. Kelompok mutu yang utama adalah bagian inspeksi. Selama produksi, para inspector mengukur hasil produksi berdasarkan spesifikasi. Bagian inspeksi tidak independen, biasanya mereka melapor ke pabrik. Hal ini menyebabkan perbedaan kepentingan. Seandainya inpeksi menolak hasil satu alur produksi yang tidak sesuai maka bagian pabrik berusaha meloloskannya tanpa memperdulikan mutu.
Pada masa ini ada beberapa orang ahli di bidang statistik antara lain : Walter A. Sewhart (1924), yang menemukan konsep statistik untuk pengendalian variabel-variabel produk, seperti panjang, lebar, berat, tinggi, dan sebagainya. Sedangkan H.F. Romig (akhir 1920) merupakan pelopor dalam pengambilan sample untuk menguji penerimaan produk (Acceptance Sampling).
• Pengendalian Mutu (Quality Control)
Pada tahun 1940-an, kelompok inspeksi berkembang menjadi pengendalian mutu. Adanya Perang dunia II mengharuskan produk militer yang bebas cacat. Mutu produk militer menjadi salah satu faktor yang menentukan kemenangan dalam peperangan. Hal ini harus dapat diantisipasi melalui pengendalian yang dilakukan selama proses produksi. Tanggung jawab mutu dialihkan ke bagian quality control yang independen. Bagian ini memiliki otonomi penuh dan terpisah dari bagian
pabrik. Para pemeriksa mutu dibekali dengan perangkat statistika seperti diagram kendali dan penarikan sample.
Pada tahap ini dikenal seorang tokoh yaitu : Feigenbaum (1983) yang merupakan pelopor Total Quality Control (1960). Sedangkan pada tahun 1970 Feigenbaum memperkenalkan konsep Total Quality Control Organizationwide. Namun pada tahun 1983 Feigenbaum mengenalkan konsep Total Quality System. • Pemastian Mutu (Quality Assurance)
Rekomendasi yang dihasilkan dari teknik-teknik statistik sering kali tidak dilayani oleh struktur pengembilan keputusan yang ada. Pengendalian mutu (quality control) berkembang menjadi pemastian mutu (quality assurance). Bagian pemastian mutu difokuskan untuk memastikan proses dan mutu produk melalui pelaksanaan audit operasi, pelatihan, analisis kinerja teknis, dan petunjuk operasi untuk peningkatan mutu. Pemastian mutu bekerja sama dengan bagian-bagian lain yang betanggung jawab penuh terhadap mutu kinerja masing-masing bagian.
• Manajemen Mutu (Quality Management)
Pemastian mutu bekerja berdasarkan status quo, sehingga upaya yang dilakukan hanyalah memastikan pelaksanaan pengendalian mutu, tapi sangat sedikit pengaruh untuk meningkatkannya. Karena itu untuk mengantisipasi persaingan, aspek mutu perlu selalu dievaluasi dan direncanakan perbaikannya melalui penerapan fungsi-fungsi manajemen mutu
• Manajemen Mutu Terpadu (Total Quality Management)
Dalam perkembangan manajemen mutu, ternyata bukan hanya fungsi produksi yang mempengaruhi kepuasan pelanggan terhadap mutu. Dalam hal ini
tanggung jawab terhadap mutu tidak cukup hanya dibebankan kepada suatu bagian tertentu. Tetapi sudah menjadi tanggung jawab seluruh individu di perusahaan. Pola inilah yang disebut Total Quality Management
2.3. TQC (Total Quality Control)
TQC atau dalam istilah Indonesia dikenal dengan Pengendalian Mutu Terpadu merupakan konsep pendekatan manager ala Jepang (berasal dari Amerika) dikembangkan dan disesuaikan dengan kultur Jepang. Secara definisi pengertian Pengendalian Mutu Terpadu adalah sebagai berikut :
“Berbagai kegiatan di dalam penyelidikan dan pengembangan (R&D), produksi, penjualan, dan pelayanan purna jual dengan cara rasional untuk mencapai kepuasan tingkat yang paling ekonomis”.
Ada beberapa definisi untuk TQC : Definisi TQC di Jepang
“Sistem yang efektif untuk mengintergrasikan kegiatan pengembangan kualitas, perawatan, kualitas dan peningkatan kualitas dari kelompok-kelompok dalam sebuah organisasi, sehingga tercapai kepuasan pelanggan yang sepenuhnya tersedianya barang dan jasa pada tingkat yang paling ekonomis”.
Definisi TQC di Amerika
“Sistem manajemen dengan mengikutsertakan seluruh karyawan dari semua tingkatan didalam organisasi, dengan penerapan konsep pengendalian kualitas dan metode statistika untuk mendapatkan kepuasan pelanggan dan karyawan yang mengerjakannya”.
Definisi TQC di Indonesia
Latar belakang konsep TQC pada dasarnya bermula dari tiga pendekatan yaitu : • Pendekatan metodologi
• Pendekatan bisnis atau tujuan perusahaan • Pendekatan kultur budaya
Pendekatan metodologi yang dimaksudkan disini adalah pendekatan pada sistem pengawasan mutu produksi, evaluasi personal, zero defect, spesifikasi tanggung jawab dan pengawasan anggaran, dan lain-lain yang kesemuanya berasal dari sistem yang diterapkan di Amerika.
Pendekatan perusahaan (objective) adalah penerapan sistem manajemen partisipatif, keterpaduan aspek organisasi dan aspek manajemen sumber daya manusia, sistem pengendalian keuntungan, pengetahuan motivasi serta pola pengembangan kemampuan bawahan. Dari dua pendekatan di atas, kemudian dilengkapi dengan pendekatan yang ketiga yakni pendekatan kultur budaya (Jepang), dikembangan menjadi suatu sistem yang kemudian disebut dengan Gugus Kendali Mutu (GKM).
TQC berorientasi pada kepuasan pelanggan (sasaran utama). kepuasan pelanggan dapat dicapai apabila kualitas produk/jasa, pelayanan, dan penyerahan barang sesuai dengan keinginan pelanggan (konsumen). Dengan kata lain pelanggan akan menilai kualitas perusahaan-perusahaan lain dari setiap produk barang/jasa yang dihasilkan perusahaan itu dan bagaimana mutu pelayanan yang diberikan.
Arti kualitas menurut manajemen TQC : Kualitas mencakup:
• Kualitas produk / jasa itu sendiri (product / service Quality) • Kualitas kegiatan atau proses kerja (Process Quality)
• Kualitas penjualan yang mencakup harga (cost price) dan kualitas purna jual (after sales) yang akan menyangkut kegiatan maintenance serta pengadaan peralatan suku cadang.
• Kualitas ketepatan waktu dan cara penyampaian / penyerahan barang ke tangan konsumen yang membutuhkannya.
• Kualitas keselamatan (safety) serta moral / semanngat kerja setiap individu yang terlibat dalam proses produksi.
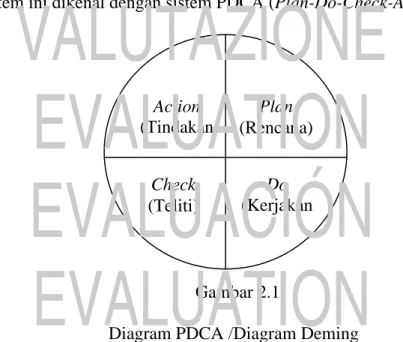
• Kualitas pengumpulan dan pengolahan data, pembukuan data, dan lain-lain. Dalam sistem pengendaliannya, dikenal apa yang disebut dengan “Lingkaran Deming” karena yang pertama kali memperkenalkan adalah W. Edward Deming. Dalam sistem ini dikenal dengan sistem PDCA (Plan-Do-Check-Action)
Gambar 2.1
Diagram PDCA /Diagram Deming Plan (Rencana) Check (Teliti) Action (Tindakan Do (Kerjakan
Pengertian Dasar Lingkaran “PDCA”
PLAN : Membuat rencana sebelum melakukan kegiatan
DO : Melaksanakan pekerjaan sesuai dengan rencana yang telah ditetapkan
sebelumnya.
CHECK : Meneliti apakah pekerjaan telah sesuai dengan rencana yang telah dibuat,
mengukur performa output dan membandingkan dengan standar kualitas yang ditetapkan / standar yang digunakan.
ACTION : Bilamana diperlukan tindakan perbaikan dari penyimpangan standar
yang ditemukan, hal ini akan dijadikan dasar rencana selanjutnya.
2.4. Profit / Keuntungan dari pengendalian Kualitas
Keuntungan yang diperoleh dari adanya pengendalian kualitas bagi perusahaan, yaitu :
• Meningkatkan reputasi perusahaan
Perusahaan yang telah menghasilkan suatu produk atau jasa yang bermutu atau berkualitas akan mendapat predikat sebagai organisasi yang mengutamakan mutu. Oleh karena itu, perusahaan tersebut dikenal oleh masyarakat luas dan mendapatkan nilai “lebih” di mata masyarakat. Kerana nilai “lebih” itulah maka perusahaan tersebut dipercaya masyarakat
• Menurunkan biaya
Dalam paradigma lama, untuk menghasilkan produk bermutu selalu membawa dampak pada peningkatan biaya. Suatu produk yang bermutu selalu identik dengan harga mahal. Hal ini jelas terjadi karena penghasil
produk tersebut masih menganut paradigma lama, dan membuat produk dengan tidak melihat konsumen. Produk yang dihasilkan tersebut dibuat sesuai dengan kemampuan perusahaan, sehingga standar mutu yang digunakan juga hanya ditetapkan pihak perusahaan. Kondisi demikian membuat produk yang dihasilkan tidak akan laku dijual karena konsumen tidak menginginkannya.
Sementara paradigma baru mengatakan bahwa untuk menghasilkan produk yang bermutu, perusahaan tidak perlu mengeluarkan biaya tinggi. Hal ini disebabkan perusahaan atau organisasi tersebut berorientasi pada customer satisfaction, yaitu dengan berdasarkan jenis, tipe, waktu, dan jumlah produk yang dihasilkan sesuai dengan kebutuhan dan harapan pelanggan. Dengan demikian tidak ada pemborosan yang terjadi yang harus dibayar mahal oleh perusahaan tersebut. Sehingga pendapat bahwa “quality has no cost” dapat dicapai dengan tidak menghasilkan produk yang tidak dibutuhkan pelanggan. • Meningkatkan pangsa pasar
Pangsa pasar akan meningkat bila minimasi biaya tercapai, sehingga harga dapat ditekan walau mutu tetap menjadi yang utama. Hal-hal inilah yang mendorong konsumen untuk membeli lagi produk tersebut sehingga pangsa pasar meningkat
• Produk yang dihasilkan dapat dipertanggung jawabkan
Dengan semakin menigkatnya mutu produk yang dihasilkan, maka perusahaan akan nampak semakin bertanggung jawab terhadap desain, proses, dan pendistribusian produk tersebut untuk memenuhi kebutuhan dan
harapan pelanggan. Selain itu, pihak perusahaan tidak perlu lagi mengeluarkan biaya yang begitu besar hanya untuk memberikan jaminan terhadap produk yang ditawarkan tersebut.
• Dampak internasional
Bila kita mampu menawarkan produk yang bermutu, maka selain dikenal di pasar local, produk yang kita tawarkan juga akan dikenal dan diterima di pasar internasional. Hal ini akan menimbulkan kesan yang baik terhadap perusahaan yang menghasilkan produk yang bermutu tersebut.
• Penampilan produk atau jasa
Mutu akan membuat produk dikenal, dan hal ini akan membuat perusahaan yang menghasilkan produk dikenal dan dipercaya masyarakat luas. Dengan demikian tingkat kepercayaan pelanggan dan masyarakat umumnya akan bertambah dan perusahaan tersebut akan lebih dihargai. Hal ini akan menimbulkan fanatisme tertentu dari para konsumen terhadap produk apapun yang ditawarkan oleh perusahaan tersebut.
• Mutu yang dirasakan
Persaingan yang saat ini bukan lagi masalah harga melainkan mutu produk. Hal inilah yang mendorong konsumen untuk mau membeli produk atau barang dengan harga tinggi namun bermutu tinggi pula. Tetapi, mutu mempunyai banyak dimensi ayng bersifat subjektif. Sebagai produsen, kita dituntut untuk mampu memenuhi kebutuhan dan harapan pelanggan dan mampu menterjemahkan apa yang menjadi kebutuhan dan harapan mereka. Oleh karena itu, yang dimaksud dengan mutu bukan hanya mutu produk itu
sendiri, melainkan mutu secara menyeluruh (total quality). Total quality merupakan pendekatan untuk melaksanakan bisnis yang berusaha memaksimumkan persaingan organisasi melalui perbaikan secara menyeluruh dalam mutu produk, pelayanan, orang, proses, dan lingkungan.
2.5. Alat – alat kontrol
Pengendalian kualitas mempergunakan alat–alat controlling berupa diagram-diagram statistical atau berupa grafik-grafik. Hal ini dibutuhkan dan dirasakan sangat membantu sekali dalam analisa data, yaitu :
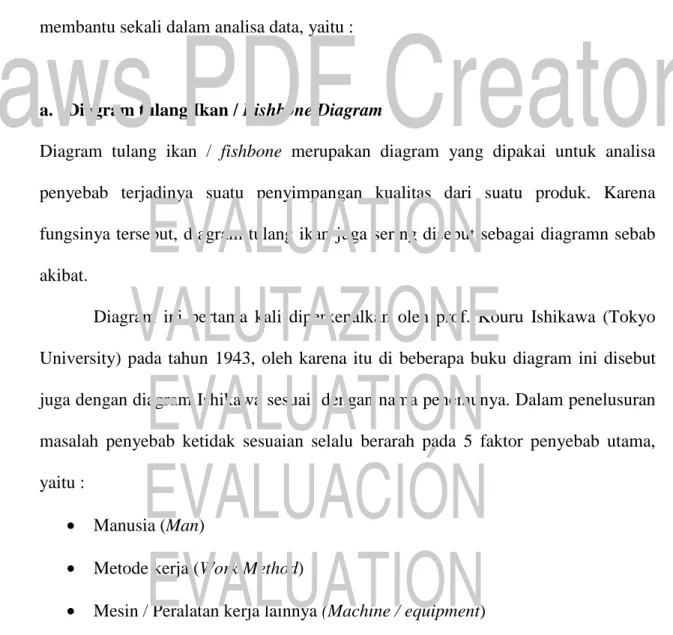
a. Diagram tulang Ikan / Fishbone Diagram
Diagram tulang ikan / fishbone merupakan diagram yang dipakai untuk analisa penyebab terjadinya suatu penyimpangan kualitas dari suatu produk. Karena fungsinya tersebut, diagram tulang ikan juga sering disebut sebagai diagramn sebab akibat.
Diagram ini pertama kali diperkenalkan oleh prof. Kouru Ishikawa (Tokyo University) pada tahun 1943, oleh karena itu di beberapa buku diagram ini disebut juga dengan diagram Ishikawa sesuai dengan nama penemunya. Dalam penelusuran masalah penyebab ketidak sesuaian selalu berarah pada 5 faktor penyebab utama, yaitu :
• Manusia (Man)
• Metode kerja (Work Method)
• Bahan-bahan baku (Raw Material) • Lingkungan kerja (Environment)
Gambar 2.2
Diagram Tulang Ikan / Fishbone diagram
Untuk mencari berbagai penyebab dapat digunakan teknik brainstorming dari seluruh personil yang terlibat dalam proses untuk dianalisis.
Langkah-langkah pembuatan diagram sebab akibat : Tentukan masalah yang akan diperbaiki. Cari faktor utama yang berpengaruh.
Cari faktor yang lebih spesifik yang mempengaruhi faktor utama. Adapun manfaat diagram sebab akibat tersebut adalah :
Dapat menggunakan kondisi sesungguhnya utnuk tujuan perbaikan kualitas produk.
Dapat mengurangi dan menghilangkan kondisi yang menyebabkan ketidaksesuaian produk dan keluhan pelanggan.
Measurment Material Man
Machines Methods
Environment
Masalah Utama
Dapat membuat suatu standarisasi operasi yang ada maupun yang direncanakan.
Dapat memberikan pendidikan dan pelatihan bagi karyawan dalam kegiatan pembuatan keputusan dan melakukan tindakan perbaikan.
b. Diagram Pareto
Diagram ini diperkenalkan oleh seorang ahli ekonomi dari Itali bernama Vilfredo Pareto (1848 – 1923). Diagram ini dibuat untuk menemukan masalah atau penyebab yang merupakan kunci masalah dan perbandingan secara keseluruhan. Ada satu prinsip Pareto yang cukup terkenal “sedikit tetapi penting banyak tetapi remeh”. Prinsip ini sangat mempengaruhi dari pola pikir Pareto, sehingga diagram ini pun pada dasarnya memiliki nilai yang sama. Pada diagram ini hanya diberi perbaikan / tindakan koreksi terhadap penyebab yang paling dominan, sehingga perbaikan yang diberikan memberikan hasil yang cukup nyata terasa.
Proses penyusunan diagram pareto meliputi enam langkah, yaitu :
Menentukan metode atau arti dari pengklasifikasian data berdasarkan masalah, penyebab, jenis ketidaksesuaian dan sebagainya.
Menentukan satuan yang digunakan untuk satuan karakteristik misalnya frekuensi, unit, dan sebagainya.
Mengumpulkan data.
Merangkum data dan membuat rangking dari kategori data. Menghintung frekuensi kumulatif atau persentasi kumulatif.
Adapun kegunaan diagram pareto sebenarnya adalah :
• Menunjukkan persoalan utama yang dominan dan perlu segera diatasi.
• Menyatakan perbandingan masing-masing persoalan yang ada dan kumulatif secara keseluruhan.
• Menunjukkan tingkat perbaikan setelah dilakukan tindakan perbaikan/ koreksi terhadap ketidaksesuaian yang terjadi, pada daerah yang terbatas. • Menunjukkan perbandingan persoalan sebelum dan sesudah perbaikan
Gambar 2.3 Diagram Pareto
c. Peta kendali / Peta Kontrol
Peta kendali menggambarkan perbaikan kualitas, peta ini terdiri dari peta kendali untuk data variabel (peta X dan peta R) dan peta kendali untuk data atribut (peta C dan peta P). Peta kontrol digunakan untuk menentukan apakah suatu proses berada dalam pengendalian, memantau proses terus menerus sepanjang waktu agar proses tetap stabil. Menentukan kemampuan proses (process capability) setelah proses berada dalam pengendalian.
Manfaat pengendalian kualitas proses untuk data variabel adalah memberikan informasi mengenai :
Perbaikan kualitas
Menentukan kemampuan proses setelah perbaikan kualitas tercapai Membuat keputusan yang berkaitan dengan spesifikasi
Membuat keputusan yang berkaitan dengan proses produksi. Jika proses berada dalam kondisi dalam range yang ditentukan maka pengendalian dapat digunakan untuk mempertahankan pengendalian
Membuat keputusan terbaru yang berkaitan dengan produk yang dihasilkan Langkah-langkah pembuatan peta kontrol
Pengumpulan data, didasarkan pada banyaknya sub kelompok dan ukuran-ukuran masing-masing sub group kelompok nantinya akan dipetakan.
Hitung rata-rata ( x-bar ). X-bar = (x1+ x2+ x3+ …..+ xn) = x
n n
data ini juga berfungsi sebagai garis pusat (center line /CL) Hitung harga range (R) = (data terbesar – data terkecil)
Hitung rata-rata total x-bar. x-double bar = (x1+ x2+ x3+ …. + xk) = x-bar
k k
Hitung rata-rata dari range (R-bar) (R1+ R2+ R3+ …. + Rk) = R-bar
k k
Tentukan batas bawah (lower control limit) dan batas atas (upper control limit) dengan cara :
a. Peta X bar menurut konsep 3 adalah : CL = x-double bar
LCL = x-double bar – A2 R-bar b. Peta R CL = R-bar UCL = D4 R-bar LCL = D3 R-bar 2.6. Pulp
Berdasarkan proses pembuatan pulp kimia kraft atau sulfat, dikenal dua macam pulp yang berdasarkan jenis tumbuhan kayu, yaitu :
• LBKB dan LUKP (Leaf Bleached Kraft Pulp) dan (Leaf Unbleached Kraft Pulp).
• NBKP dan NUKP (Neddle Bleached Kraft Pulp) dan (Neddle Unbleached Kraft Pulp)
LBKP adalah pulp yang menggunakan tumbuhan kayu berjenis kayu daun lebar yang memiliki serat pendek (panjang seratnya kurang dari 1,6 mm) dengan melalui proses pemutihan, sehingga pulpnya berwarna putih.
LUKP adalah pulp yang menggunakan tumbuhan kayu berjenis kayu daun lebar yang memiliki serat pendek (panjang kurang dari 1,6 mm) tanpan melalui proses pemutihan, sehingga pulpnya berwarna coklat.
NBKP adalah pulp yang menggunakan tumbuhan kayu berjenis kayu daun jarum yang memiliki serat panjang (panjang seratnya lebih dari 1,6 mm) dengan melalui proses pemutihan, sehingga pulpnya berwarna putih.
LUKP adalah pulp yang menggunakan tumbuhan kayu berjenis kayu daun jarum yang memiliki serat panjang (panjang lebih dari 1,6 mm) tanpa melalui proses pemutihan, sehingga pulpnya berwarna coklat.
Perbedaan antara penggunaan jenis tanaman tersebut akan berpengauh pada kekuatan, formasi dan drainase. Pada tumbuhan berserat panjang mempunyai kekuatan sobek yang tinggi dan dalam batas tertentu akan memeberikan kekuatan tarik dan kekuatan jebol yang tinggi. Hal ini disebabkan karena tumbuhan serat panjang mempunyai titik tangkap yang luas kepada gaya-gaya yang mengenainya sehingga dapat menahan gaya-gaya yang lebih besar, selain itu laju drainase tinggi sehingga pada saat operasi kerja vaccum pada wire dapat menurun. Namun pada sisi lain tumbuhan serat panjang mempunyai kelemahan yaitu formasinya kurang baik jika dibandingkan dengan tumbuhan serat pendek.
• BCTMP (Bleach Chemical Thermo Mechanical Pulp)
BCTMP merupakan salah satu jenis pulp berwarna putih kekuningan, karena pada prosesnya menggunakan sedikit bahan kimia pemutih dan prosesnya secara mekanikal dan pada suhu tertentu. BCTMP ini befungsi untuk meningkatkan bulky dalam proses pembuatan kertas.
2.7. Pengendalian Kualitas Pulp
Agar pulp yang digunakan sebagai bahan baku dalam proses pembuatan kertas, maka pulp tersebut perlu dijaga kualitasnya. Adapun parameter-parameter yang diuji untuk bahan baku pulp adalah sebagai berikut :
• Brightness • Konsistensi • Freeness
• Physical Properties yang terdiri dari : Gramatur
Thickness Density Bulky
Bursting Strength & Bursting Strength Indeks Tensile Strength & Tensile Strength Indeks Breaking Length
Tearing & Tearing Indeks Fiber Bonding
Opacity
Roughness 0.5 Mpa dan 1.0 Mpa
Moisture Content
Moisture content adalah banyaknya air yang terkandung dalam sample pulp yang dinyatakan dengan persen ( % ). Moisture content ini merupakan kritikal parameter karena bila moisture content terlalu tinggi maka akan menyebabkan pulp tersebut rusak (berjamur). Standar yang diperbolehkan yaitu : maksimum 12 %.
Brightness (Kecerahan)
Brightness adalah perbandingan antara nilai intensitas cahaya biru pada panjang gelombang 457 nm yang telah didifusikan secara sempurna dalam sustu diffuser berbentuk bola (hemispherical) yang dipantulkan oleh permukaan contoh uji (sample) pada sudut pembacaan 0o, terhadap nilai intensitas cahaya yang dipantulkan oleh permukaan lapisan Magnesium Oksida (MgO) pada kondisi yang sama. Brigtness ini memiliki satuan persen ISO (% ISO).
Consistency
Consistency adalah berat serat kering (oven dry) yang terdapat dalam suspensi pulp yang dinyatakan dalam persen (%).
Freeness (Derajat Giling)
Freeness adalah derajat atau tingkat penggilingan pulp yang dihitung berdasarkan besar kecilnya daya tapis air (drainage) yang dapat dibebaskan dari suspensi pulp melalui penyaringan pada kondisi standard yang dinyatakan dalam csf (Canadian Standard Freeness)
Physical Properties yang terdiri dari :
Grammature (Basis Weight)
Grammature adalah massa lembaran kertas dalam gram dibagi luasannya dalam satuan meter persegi (m2), grammature ini memiliki satuan gram/meter2(g/m2).
Thickness
Thickness adalah jarak tegak lurus antara dua permukaan kertas, thickness ini digunakan untuk mengetahui ketebalam kertas, selain itu juga untuk mengetahui density dari suatu kertas. Satuan dari tickness adalah µm (micro meter)
Density
Density adalah hasil bagi antara grammature (g/m2) dengan thickness (µm). satuan dari density adalah g/cm3.
Bulky
Bulky adalah hasil bagi antara thickness (µm) dengan grammature (g/m2
). Atau dapat dikatakan bulky adalah kebalikan dari density. Satuan dari bulky adalah cm3/g.
Bursting Strength
Bursting Strength adalah gaya yang diperlukan untuk meretakan selembar kertas yang dinyatakan dalam kgf/cm2atau kPa.
Tensile Strength & Tensile Indeks
Tensile Strength adalah gaya maksimum yang digunakan untuk merenggangkan/merentangkan contoh uji (sample) per satuan lebar yang dinyatakan dalam KN/m.
Tensile Strength Index adalah tensile strength dibagi dengan grammature yang dinyatakan dalam Nm/Kg.
Tearing Length & Tearing Indeks
Tearing Length adalah energi yang dipakai untuk menyobek (tearing energy) dibagi dengan jarak sobek (distance of torn) yang dinyatakan dalam mN atau gf.
Tearing indeks adalah hasil bagi antara kekuatan sobek (tearing stength) dengan grammature dengan satuan mNm2/g.
Fiber Bonding
Fiber Bonding adalah energi yang dibutuhkan untuk memisahkan lembaran pulp (handsheet) menjadi dua lapisan secara tegak lurus pada kondisi standar.
Roughness
Roughness adalah tingkat kekasaran permukaan lembaran pulp (handsheet) yang diukur dengan cara menghembuskan udara pada tekanan dan waktu tertentu diantara permukaan handsheet dengan bidang datar (sensor). Nilai roughness diperoleh dengan menghitung penurunan tekanan udara yang diakibatkan oleh lolosnya udara melalui celah tersebut.
BAB III
METODOLOGI PENELITIAN
3.1. Alur Pemecahan Masalah
Dalam bab ini akan dikemukakan penjelasan alur dari penelitian, maka penulis akan menjelaskan tahap-tahap penelitian agar dapat lebih mudah dipahami tentang penulisan tugas akhir ini. Oleh karena itu disini penulis akan menguraikan penjelasan-penjelasan penelitian terhadap pengendalian kualitas bahan baku pulp yang akan dilakukan dalam penelitian ini.
Gambar 3.1
Diagram Kerangka Pemecahan masalah
3.2. Penelitian Awal
Penelitian awal sangat perlu dilakukan dalam melaksanakan suatu penelitian. Pelaksanaan penelitian awal pada perusahaan ini dimaksudkan untuk mengetahui keadaan dan situasi serta kondisi dalam perusahaan tersebut tentang pengendalian kualitas bahan baku pulp di perusahaan tersebut. Hal ini untuk memperoleh dan mendeteksi secara garis besar permasalahan dalam perusahaan tersebut.
Penelitian Awal
Pengendalian Kualitas Bahan baku
Pengolahan Data (Peta X) Pengumpulan Data Identifikasi Masalah
Tujuan Penelitian
Studi Pustaka
Analisa Pemecahan Masalah (fish bond diagram, tabel 5W+1H)
3.3. Studi Pustaka
Merupakan pencarian data dan informasi untuk mengumpulkan teori-teori, konsep-konsep, metode-metode yang digunakan penulis untuk memecahkan masalah-masalah dalam pengendalian kualitas bahan baku pulp yang akan dibahas dalam penulisan tugas akhir ini. Setelah data atau informasi tersebut diperoleh oleh penulis maka akan diterapkan dalam menganalisa serta sebagai solusi untuk dapat menyelesaikan permasalahan dalam penulisan tugas akhir ini. Teori-teori tersebut akan disusun dalam bab II di dalam laporan ini.
3.4. Tujuan penulisan
Dalam hal ini pengendalian kualitas bahan baku pulp merupakan target dari penulisan ini. Hal ini untuk memberikan atau mengemukakan penelitian penulisan skripsi ini terutama bagi perusahaan tempat penelitian penulis.
3.5. Pengendalian Kualitas Bahan Baku Pulp
Dalam hal ini akan dianalisa tentang parameter-parameter uji analisa bahan baku pulp yang menentukan kualitas bahan baku pulp tersebut memiliki mutu yang baik atau tidak.
3.6. Pengumpulan Data
Data adalah petunjuk dari setiap aktifitas yang dilakukan, dan dari data tersebut dapat belajar dari fakta yang benar dan mengambil langkah yang tepat berdasarkan fakta tersebut. Mengingat jenis pulp yang ada cukup beragam maka
jenis pulp yang diambil datanya adalah pulp jenis BCTMP (Bleach Chemical Thermo Mechanical Pulp) dan data yang diambil adalah data pada bulan Agustus 2006 hingga Januari 2007. Adapun cara-cara penulis dalam memperoleh data ini adalah sebagai berikut.
3.6.1. Penelitian Lapangan
Penulis langsung mengadakan kunjungan ke bagian Quality Control untuk melihat realisasi yang terjadi di perusahaan tersebut dan mengetahui keadaan dan kondisi tentang pengendalian kualitas bahan baku pulp. Di sini penulis dapat memperoleh data yang dibutuhkan penulis untuk menganalisa data tersebut guna penelitian penulis.
3.6.2. Wawancara (Interview)
Hal ini dimaksudkan untuk memperoleh data secara tanya jawab ke bagian Quality Control yang berwenang guna memperoleh data-data yang relevan terhadap penelitian berlangsung dan pendapat-pendapat mengenai pengendalian kualitas bahan baku yang dilakukan penulis.
3.7. Pengolahan Data
Dengan ini akan dibahas tentang parameter-parameter uji yang mempengaruhi mutu bahan baku pulp. Dari parameter-parameter uji tersebut akan diolah dengan metode-metode dan konsep-konsep yang digunakan dalam penulisan ini yaitu : Peta kendali / Peta kontrol.
3.8. Analisa Pemecahan masalah
Analisa pemecahan masalah digunakan untuk membahas mengetahui penyebab dari masalah yang muncul berdasarkan data yang ada, sehingga dapat dilakukan tindakan pencegahan (preventive action) pada produksi dan dapat mencegah terjadinya defect pada product. Alat yang digunakan pada konsep ini adalah fish bond diagram, tabel 5W+1H.
3.9. Kesimpulan dan Saran 3.9.1. Kesimpulan
Di sini akan dijelaskan tentang kesimpulan tentang pengendalian kualitas bahan baku yang dilakukan oleh perusahan berdasarkan konsep-konsep dan metode-metode yang digunakan oleh perusahaan terhadap pengendalian kualitas bahan baku. 3.9.2. Saran
Dari hasil pengamatan dan penelitian yang dilakukan oleh penulis selama melakukan penelitian di PT. Indah Kiat Pulp and Paper Product, maka dengan ini penulis mengemukakan hasil penelitian berdasarkan metode yang digunakan penulis dalam penulisan tugas akhir ini tentang pengendalian kualitas bahan baku pulp BCTMP.
BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
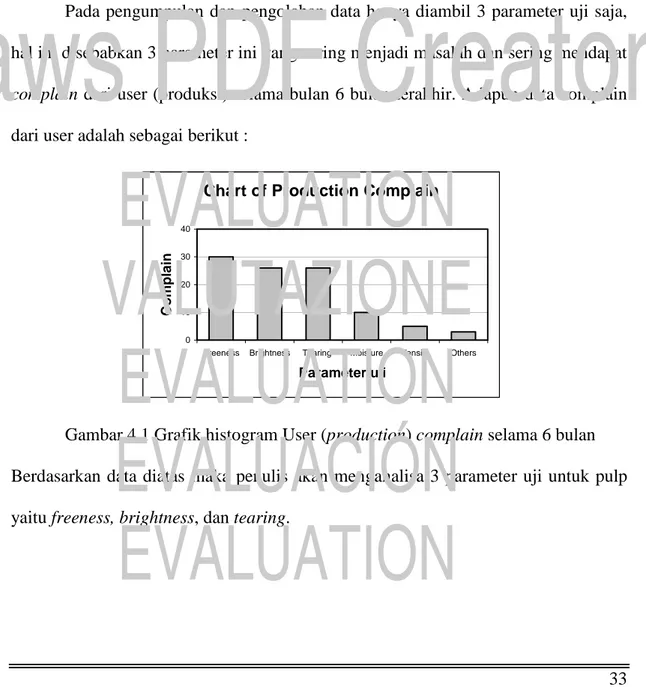
Pada pengumpulan dan pengolahan data hanya diambil 3 parameter uji saja, hal ini disebabkan 3 parameter ini yang sering menjadi masalah dan sering mendapat complain dari user (produksi) selama bulan 6 bulan terakhir. Adapun data complain dari user adalah sebagai berikut :
Chart of Production Complain
0 10 20 30 40
Freeness Brightness Tearing Moisture Tensile Others
Parameter uji C o m p la in
Gambar 4.1 Grafik histogram User (production) complain selama 6 bulan Berdasarkan data diatas maka penulis akan menganalisa 3 parameter uji untuk pulp yaitu freeness, brightness, dan tearing.
4.1. Freeness
Freeness adalah derajat atau tingkat penggilingan pulp yang dihitung berdasarkan besar kecilnya daya tapis air (drainage) yang dapat dibebaskan dari suspensi pulp melalui penyaringan pada kondisi standard yang dinyatakan dalam csf (Canadian Standard Freeness)
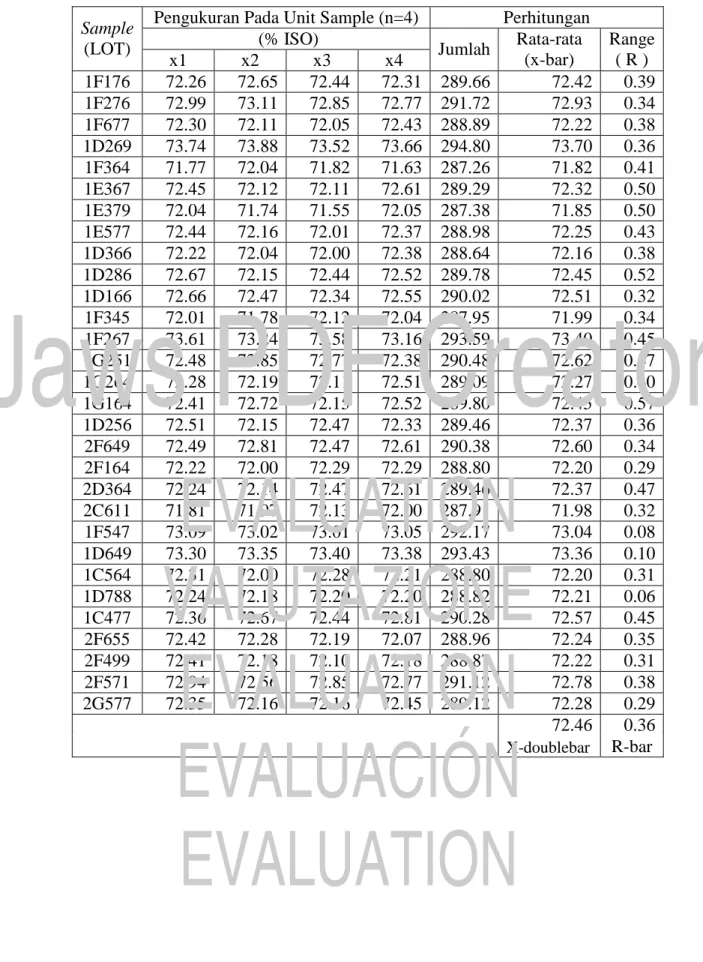
Berikut ini akan disajikan data rekap Freeness selama 6 bulan Tabel 4.1. Lembar Perhitungan Freeness
Pengukuran Pada Unit Sample (n=4) Perhitungan (Csf) Sample (LOT) x1 x2 x3 x4 Jumlah Rata-rata (x-bar) Range ( R ) 1F176 425 410 405 415 1655 413,75 20 1F276 475 450 465 465 1855 463,75 25 1F677 435 430 407 415 1687 421,75 28 1D269 400 400 405 415 1620 405,00 15 1F364 445 400 425 430 1700 425,00 45 1E367 410 395 397 404 1606 401,50 15 1E379 444 425 415 436 1720 430,00 29 1E577 390 385 394 400 1569 392,25 15 1D366 409 400 385 405 1599 399,75 24 1D286 422 420 400 425 1667 416,75 25 1D166 422 385 402 400 1609 402,25 37 1F345 395 415 400 395 1605 401,25 20 1F267 424 415 400 415 1654 413,50 24 1G251 365 400 395 385 1545 386,25 35 1G264 415 400 425 418 1658 414,50 25 1G164 392 385 375 400 1552 388,00 25 1D256 430 435 450 415 1730 432,50 35 2F649 415 410 405 403 1633 408,25 12 2F164 445 425 440 410 1720 430,00 35 2D364 440 420 435 410 1705 426,25 30 2C611 425 415 422 400 1662 415,50 25 1F547 415 388 400 426 1629 407,25 38 1D649 410 400 400 415 1625 406,25 15 1C564 422 400 385 405 1612 403,00 37 1D788 428 430 405 415 1678 419,50 25 1C477 376 365 387 380 1508 377,00 22 2F655 415 430 440 425 1710 427,50 25 2F499 420 395 416 419 1650 412,50 25
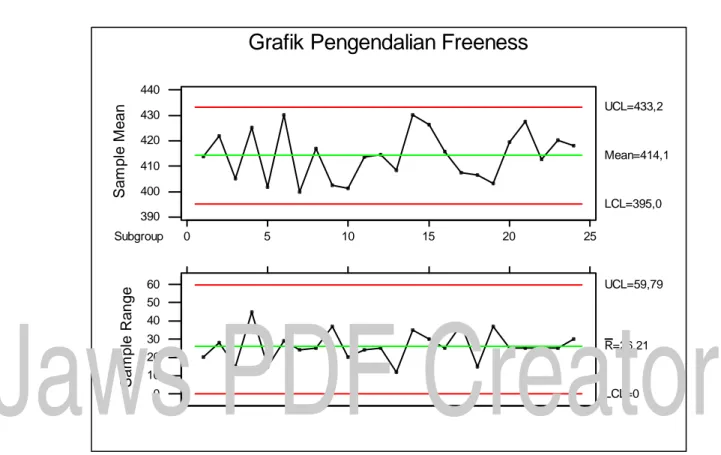
2F571 403 427 422 428 1680 420,00 25 2G577 411 402 432 427 1672 418,00 30 412,63 26,20 X doublebar R-bar Diketahui : X double bar = 412.63 R-bar = 26.20 Sehingga CL = X double bar = 412.63
UCL = X double bar + A2 R-bar = 412.63 + (0.729 x 26.20)
= 431.73
LCL = X double bar - A2 R-bar = 412.63 - (0.729 x 26.20)
Gambar 4.2. Grafik Pengendalian Freeness
Berdasarkan perhitungan di atas, ada beberapa data yang tidak masuk ke dalam range UCL dan LCL sehingga perlu dihilangkan (dilakukan perbaikan)
Setelah dilakukan perbaikan diperoleh data baru yaitu : Tabel 4.2. Lembar Perhitungan Freeness Setelah Perbaikan
Pengukuran Pada Unit Sample (n=4) Perhitungan (Csf) Sample (LOT) x1 x2 x3 x4 Jumlah Rata-rata (x-bar) Range ( R ) 1F176 425 410 405 415 1655 413,75 20 1F677 435 430 407 415 1687 421,75 28 1D269 400 400 405 415 1620 405,00 15 1F364 445 400 425 430 1700 425,00 45 1E367 410 395 397 404 1606 401,50 15 1E379 444 425 415 436 1720 430,00 29 1D366 409 400 385 405 1599 399,75 24 1D286 422 420 400 425 1667 416,75 25 1D166 422 385 402 400 1609 402,25 37 1F345 395 415 400 395 1605 401,25 20 30 20 10 Subgroup 0 470 460 450 440 430 420 410 400 390 380 370 S a m p le M e a n 1 1 1 1 1 1 Mean=412,6 UCL=431,7 LCL=393,5 60 50 40 30 20 10 0 S a m p le R a n g e R=26,2 UCL=59,77 LCL=0
1F267 424 415 400 415 1654 413,50 24 1G264 415 400 425 418 1658 414,50 25 2F649 415 410 405 403 1633 408,25 12 2F164 445 425 440 410 1720 430,00 35 2D364 440 420 435 410 1705 426,25 30 2C611 425 415 422 400 1662 415,50 25 1F547 415 388 400 426 1629 407,25 38 1D649 410 400 400 415 1625 406,25 15 1C564 422 400 385 405 1612 403,00 37 1D788 428 430 405 415 1678 419,50 25 2F655 415 430 440 425 1710 427,50 25 2F499 420 395 416 419 1650 412,50 25 2F571 403 427 422 428 1680 420,00 25 2G577 411 402 432 427 1672 418,00 30 414,13 26,21 X doublebar R-bar Berdasarkan data diatas, diperoleh :
Diketahui : X double bar = 414.13 R-bar = 26.21 Sehingga CL = X double bar = 414.13
UCL = X double bar + A2 R-bar = 414.13 + (0.729 x 26.21)
= 433.24
LCL = X double bar - A2 R-bar = 414.13 - (0.729 x 26.21)
Gambar 4.3. Grafik Pengendalian Freeness Setelah Perbaikan
Setelah dilakukan perbaikan dan diproleh CL, UCL, dan LCL ternyata semua data telah masuk ke dalam range (data terkendali).
4.2. Brightness
Brightness adalah perbandingan antara nilai intensitas cahaya biru pada panjang gelombang 457 nm yang telah didifusikan secara sempurna dalam suatu diffuser berbentuk bola (hemispherical) yang dipantulkan oleh permukaan contoh uji (sample) pada sudut pembacaan 0o, terhadap nilai intensitas cahaya yang dipantulkan oleh permukaan lapisan Magnesium Oksida (MgO) pada kondisi yang sama. Brigtness ini memiliki satuan persen ISO (% ISO).
Berikut ini akan disajikan data rekap Brightness selama 6 bulan
25 20 15 10 5 Subgroup 0 440 430 420 410 400 390 S a m p le M e a n Mean=414,1 UCL=433,2 LCL=395,0 60 50 40 30 20 10 0 S a m p le R a n g e R=26,21 UCL=59,79 LCL=0
Tabel 4.3. Lembar Perhitungan Brightness
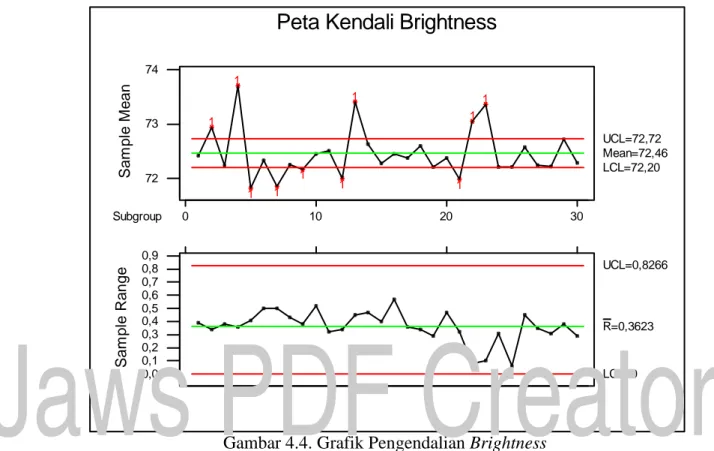
Pengukuran Pada Unit Sample (n=4) Perhitungan (% ISO) Sample (LOT) x1 x2 x3 x4 Jumlah Rata-rata (x-bar) Range ( R ) 1F176 72.26 72.65 72.44 72.31 289.66 72.42 0.39 1F276 72.99 73.11 72.85 72.77 291.72 72.93 0.34 1F677 72.30 72.11 72.05 72.43 288.89 72.22 0.38 1D269 73.74 73.88 73.52 73.66 294.80 73.70 0.36 1F364 71.77 72.04 71.82 71.63 287.26 71.82 0.41 1E367 72.45 72.12 72.11 72.61 289.29 72.32 0.50 1E379 72.04 71.74 71.55 72.05 287.38 71.85 0.50 1E577 72.44 72.16 72.01 72.37 288.98 72.25 0.43 1D366 72.22 72.04 72.00 72.38 288.64 72.16 0.38 1D286 72.67 72.15 72.44 72.52 289.78 72.45 0.52 1D166 72.66 72.47 72.34 72.55 290.02 72.51 0.32 1F345 72.01 71.78 72.12 72.04 287.95 71.99 0.34 1F267 73.61 73.24 73.58 73.16 293.59 73.40 0.45 1G251 72.48 72.85 72.77 72.38 290.48 72.62 0.47 1G264 72.28 72.19 72.11 72.51 289.09 72.27 0.40 1G164 72.41 72.72 72.15 72.52 289.80 72.45 0.57 1D256 72.51 72.15 72.47 72.33 289.46 72.37 0.36 2F649 72.49 72.81 72.47 72.61 290.38 72.60 0.34 2F164 72.22 72.00 72.29 72.29 288.80 72.20 0.29 2D364 72.24 72.14 72.47 72.61 289.46 72.37 0.47 2C611 71.81 71.97 72.13 72.00 287.91 71.98 0.32 1F547 73.09 73.02 73.01 73.05 292.17 73.04 0.08 1D649 73.30 73.35 73.40 73.38 293.43 73.36 0.10 1C564 72.31 72.00 72.28 72.21 288.80 72.20 0.31 1D788 72.24 72.18 72.20 72.20 288.82 72.21 0.06 1C477 72.36 72.67 72.44 72.81 290.28 72.57 0.45 2F655 72.42 72.28 72.19 72.07 288.96 72.24 0.35 2F499 72.41 72.18 72.10 72.18 288.87 72.22 0.31 2F571 72.94 72.56 72.85 72.77 291.12 72.78 0.38 2G577 72.35 72.16 72.16 72.45 289.12 72.28 0.29 72.46 0.36 X-doublebar R-bar
Berdasarkan data diatas, diperoleh : Diketahui : X double bar = 72.46 R-bar = 0.36 Sehingga CL = X double bar = 72.46
UCL = X double bar + A2 R-bar = 72.46 + (0.729 x 0.36)
= 72.72
LCL = X double bar - A2 R-bar = 72.46 - (0.729 x 0.36)
Gambar 4.4. Grafik Pengendalian Brightness
Berdasarkan perhitungan di atas, ada beberapa data yang tidak masuk ke dalam range UCL dan LCL sehingga perlu dihilangkan (dilakukan perbaikan)
Setelah dilakukan perbaikan diperoleh data baru yaitu : Tabel 4.4. Lembar Perhitungan Brightness Setelah Perbaikan
Pengukuran Pada Unit Sample (n=4) Perhitungan (% ISO) Sample (LOT) x1 x2 x3 x4 Jumlah Rata-rata (x-bar) Range ( R ) 1F176 72,26 72,65 72,44 72,31 289,66 72,42 0,39 1F677 72,30 72,11 72,05 72,43 288,89 72,22 0,38 1E367 72,45 72,12 72,11 72,61 289,29 72,32 0,50 1E577 72,44 72,16 72,01 72,37 288,98 72,25 0,43 1D286 72,67 72,15 72,44 72,52 289,78 72,45 0,52 1D166 72,66 72,47 72,34 72,55 290,02 72,51 0,32 1G251 72,48 72,85 72,77 72,38 290,48 72,62 0,47 1G264 72,28 72,19 72,11 72,51 289,09 72,27 0,40 1G164 72,41 72,72 72,15 72,52 289,80 72,45 0,57 1D256 72,51 72,15 72,47 72,33 289,46 72,37 0,36 2F649 72,49 72,81 72,47 72,61 290,38 72,60 0,34 30 20 10 Subgroup 0 74 73 72 S a m p le M e a n 1 1 1 1 1 1 1 1 1 1 Mean=72,46 UCL=72,72 LCL=72,20 0,9 0,8 0,7 0,6 0,5 0,4 0,3 0,2 0,1 0,0 S a m p le R a n g e R=0,3623 UCL=0,8266 LCL=0
2F164 72,22 72,00 72,29 72,29 288,80 72,20 0,29 2D364 72,24 72,14 72,47 72,61 289,46 72,37 0,47 1C564 72,31 72,00 72,28 72,21 288,80 72,20 0,31 1D788 72,24 72,18 72,20 72,20 288,82 72,21 0,06 1C477 72,36 72,67 72,44 72,81 290,28 72,57 0,45 2F655 72,42 72,28 72,19 72,07 288,96 72,24 0,35 2F499 72,41 72,18 72,10 72,18 288,87 72,22 0,31 2F571 72,94 72,56 72,70 72,64 290,84 72,71 0,38 2G577 72,35 72,16 72,16 72,45 289,12 72,28 0,29 72,37 0,38 X doublebar R-bar
Berdasarkan data diatas, diperoleh : Diketahui : X double bar = 72.37 R-bar = 0.38 Sehingga CL = X double bar = 72.37
UCL = X double bar + A2 R-bar = 72.37 + (0.729 x 0.38)
= 72.65
= 72.37 - (0.729 x 0.38)
= 72.09
Gambar 4.5. Grafik Pengendalian Brightness Setelah Perbaikan
Berdasarkan perhitungan di atas, ternyata masih ada data yang tidak masuk ke dalam range UCL dan LCL sehingga perlu dihilangkan (dilakukan perbaikan)
Setelah dilakukan perbaikan diperoleh data baru yaitu : Tabel 4.5. Lembar Perhitungan Brightness Setelah Perbaikan
Pengukuran Pada Unit Sample (n=4) Perhitungan (% ISO) Sample (LOT) x1 x2 x3 x4 Jumlah Rata-rata (x-bar) Range ( R ) 1F176 72.26 72.65 72.44 72.31 289.66 72.42 0.39 1F677 72.30 72.11 72.05 72.43 288.89 72.22 0.38 1E367 72.45 72.12 72.11 72.61 289.29 72.32 0.50 1E577 72.44 72.16 72.01 72.37 288.98 72.25 0.43 1D286 72.67 72.15 72.44 72.52 289.78 72.45 0.52 1D166 72.66 72.47 72.34 72.55 290.02 72.51 0.32 1G251 72.48 72.85 72.77 72.38 290.48 72.62 0.47 20 10 Subgroup 0 72,75 72,65 72,55 72,45 72,35 72,25 72,15 72,05 S a m p le M e a n 1 Mean=72,37 UCL=72,65 LCL=72,09 1,0 0,5 0,0 S a m p le R a n g e R=0,3795 UCL=0,8658 LCL=0
Peta Kendali Brightness
1G264 72.28 72.19 72.11 72.51 289.09 72.27 0.40 1G164 72.41 72.72 72.15 72.52 289.80 72.45 0.57 1D256 72.51 72.15 72.47 72.33 289.46 72.37 0.36 2F649 72.49 72.81 72.47 72.61 290.38 72.60 0.34 2F164 72.22 72.00 72.29 72.29 288.80 72.20 0.29 2D364 72.24 72.14 72.47 72.61 289.46 72.37 0.47 1C564 72.31 72.00 72.28 72.21 288.80 72.20 0.31 1D788 72.24 72.18 72.20 72.20 288.82 72.21 0.06 1C477 72.36 72.67 72.44 72.81 290.28 72.57 0.45 2F655 72.42 72.28 72.19 72.07 288.96 72.24 0.35 2F499 72.41 72.18 72.10 72.18 288.87 72.22 0.31 2G577 72.35 72.16 72.16 72.45 289.12 72.28 0.29 72.35 0.38 X doublebar R-bar
Berdasarkan data diatas, diperoleh : Diketahui : X double bar = 72.35 R-bar = 0.38 Sehingga CL = X double bar = 72.35
UCL = X double bar + A2 R-bar = 72.35 + (0.729 x 0.38)
= 72.63
LCL = X double bar - A2 R-bar = 72.35 - (0.729 x 0.38)
Gambar 4.6. Grafik Pengendalian Brightness Setelah Perbaikan Setelah dilakukan perbaikan dan diproleh CL, UCL, dan LCL ternyata semua data telah masuk ke dalam range (data terkendali).
4.3. Tearing
Tearing Length adalah energi yang dipakai untuk menyobek (tearing energy) dibagi dengan jarak sobek (distance of torn) yang dinyatakan dalam mN atau gf.
Berikut ini akan disajikan data tearing untuk 6 bulan Tabel 4.6. Lembar Perhitungan Tearing
Pengukuran Pada Unit Sample (n=4) Perhitungan mN Sample (LOT) x1 x2 x3 x4 Jumlah Rata-rata (x-bar) Range ( R ) 1F176 7.40 7.36 7.53 7.64 29.93 7.48 0.28 1F276 6.85 6.61 6.59 6.74 26.79 6.70 0.26 1F677 6.70 6.66 6.51 6.76 26.63 6.66 0.25 1D269 6.94 6.67 6.73 6.88 27.22 6.81 0.27 20 10 Subgroup 0 72,7 72,6 72,5 72,4 72,3 72,2 72,1 72,0 S a m p le M e a n Mean=72,35 UCL=72,63 LCL=72,07 1,0 0,5 0,0 S a m p le R a n g e R=0,3795 UCL=0,8657 LCL=0
1F364 7.25 7.14 7.35 7.22 28.96 7.24 0.21 1E367 6.70 6.64 6.52 6.76 26.62 6.66 0.24 1E379 6.50 6.34 6.43 6.25 25.52 6.38 0.25 1E577 6.85 6.66 6.72 6.51 26.74 6.69 0.34 1D366 6.90 6.64 6.82 6.61 26.97 6.74 0.29 1D286 6.73 6.52 6.86 6.48 26.59 6.65 0.38 1D166 6.55 6.43 6.77 6.60 26.35 6.59 0.34 1F345 6.65 6.63 6.51 6.66 26.45 6.61 0.15 1F267 6.86 6.66 6.72 7.00 27.24 6.81 0.34 1G251 6.44 6.35 6.46 6.52 25.77 6.44 0.17 1G264 6.52 6.44 6.36 6.57 25.89 6.47 0.21 1G164 5.64 5.71 5.88 5.34 22.57 5.64 0.54 1D256 6.54 6.34 6.66 6.56 26.10 6.53 0.32 2F649 6.73 6.46 6.62 6.52 26.33 6.58 0.27 2F164 6.29 6.48 6.34 6.46 25.57 6.39 0.19 2D364 6.60 6.77 6.58 6.73 26.68 6.67 0.19 2C611 6.52 6.43 6.31 6.45 25.71 6.43 0.21 1F547 6.50 6.27 6.26 6.49 25.52 6.38 0.24 1D649 6.74 6.58 6.85 6.61 26.78 6.70 0.27 1C564 6.77 6.48 6.79 6.51 26.55 6.64 0.31 1D788 7.00 6.82 6.88 6.71 27.41 6.85 0.29 1C477 6.49 6.58 6.44 6.74 26.25 6.56 0.30 2F655 6.12 6.33 6.28 6.48 25.21 6.30 0.36 2F499 6.65 6.24 6.67 6.44 26.00 6.50 0.43 2F571 6.62 6.46 6.89 6.63 26.60 6.65 0.43 2G577 6.95 6.74 6.89 6.91 27.49 6.87 0.21 6.62 0.28 X doublebar R-bar
Berdasarkan data diatas, diperoleh : X double bar = 6.62
R-bar = 0.28 Sehingga
CL = X double bar
= 6.62
UCL = X double bar + A2 R-bar = 6.62 + (0.729 x 0.28)
= 6.82
LCL = X double bar - A2 R-bar = 6.62 - (0.729 x 0.28)
= 6.41
Gambar 4.7. Grafik Pengendalian Tearing
Berdasarkan perhitungan di atas, ada beberapa data yang tidak masuk ke dalam range UCL dan LCL sehingga perlu dihilangkan (dilakukan perbaikan)
Setelah dilakukan perbaikan diperoleh data baru yaitu : Tabel 4.7. Lembar Perhitungan Tearing Setelah Perbaikan
Pengukuran Pada Unit Sample (n=4) Perhitungan mN Sample (LOT) x1 x2 x3 x4 Jumlah Rata-rata (x-bar) Range ( R ) 1F276 6.85 6.61 6.59 6.74 26.79 6.70 0.26 1F677 6.70 6.66 6.51 6.76 26.63 6.66 0.25 1D269 6.94 6.67 6.73 6.88 27.22 6.81 0.27 30 20 10 Subgroup 0 7,5 6,5 5,5 S a m p le M e a n 1 1 1 1 1 1 1 1 1 Mean=6,62 UCL=6,827 LCL=6,413 0,7 0,6 0,5 0,4 0,3 0,2 0,1 0,0 S a m p le R a n g e R=0,2847 UCL=0,6494 LCL=0
Grafik Pengendalian Tearing
1E367 6.70 6.64 6.52 6.76 26.62 6.66 0.24 1E577 6.85 6.66 6.72 6.51 26.74 6.69 0.34 1D366 6.90 6.64 6.82 6.61 26.97 6.74 0.29 1D286 6.73 6.52 6.86 6.48 26.59 6.65 0.38 1D166 6.55 6.43 6.77 6.60 26.35 6.59 0.34 1F345 6.65 6.63 6.51 6.66 26.45 6.61 0.15 1F267 6.86 6.66 6.72 7.00 27.24 6.81 0.34 1G251 6.44 6.35 6.46 6.52 25.77 6.44 0.17 1G264 6.52 6.44 6.36 6.57 25.89 6.47 0.21 1D256 6.54 6.34 6.66 6.56 26.10 6.53 0.32 2F649 6.73 6.46 6.62 6.52 26.33 6.58 0.27 2D364 6.60 6.77 6.58 6.73 26.68 6.67 0.19 2C611 6.52 6.43 6.31 6.45 25.71 6.43 0.21 1D649 6.74 6.58 6.85 6.61 26.78 6.70 0.27 1C564 6.77 6.48 6.79 6.51 26.55 6.64 0.31 1C477 6.49 6.58 6.44 6.74 26.25 6.56 0.30 2F499 6.65 6.24 6.67 6.44 26.00 6.50 0.43 2F571 6.62 6.46 6.89 6.63 26.60 6.65 0.43 6.62 0.28 XDoublebar R-bar
Berdasarkan data diatas, diperoleh : Diketahui : X double bar = 6.62 R-bar = 0.28 Sehingga CL = X double bar = 6.62
UCL = X double bar + A2 R-bar = 6.62 + (0.729 x 0.28)
= 6.82
LCL = X double bar - A2 R-bar = 6.62 - (0.729 x 0.28)
= 6.41
Gambar 4.8. Grafik Pengendalian tearing Setelah Perbaikan
Setelah dilakukan perbaikan dan diproleh CL, UCL, dan LCL ternyata semua data telah masuk ke dalam range (data terkendali).
20 10 Subgroup 0 6,9 6,8 6,7 6,6 6,5 6,4 S a m p le M e a n Mean=6,62 UCL=6,827 LCL=6,413 0,7 0,6 0,5 0,4 0,3 0,2 0,1 0,0 S a m p le R a n g e R=0,2843 UCL=0,6485 LCL=0
BAB V
ANALISA PEMECAHAN MASALAH
5.1. FREENESS
Untuk analisa freeness pada peta kontrol tampak tidak stabil dan ada beberapa data pengukuran yang berada di luar batas kendali. Pada gambar 4.1 terdapat penyimpangan pada beberapa titik. Apabila freeness yang terlalu tinggi maka akan menyebabkan proses penggilingan pulp pada saat proses produksi berlangsung akan lama sehingga energi (listrik) yang dibutuhkan juga semakin tinggi (tidak efisien). Dan apabila freeness yang terlalu rendah maka akan menyebabkan banyak serat yang terbuang karena tidak dapat membentuk lembaran kertas (tidak efisien). Variasi yang terjadi harus diperbaiki bahkan jika memungkinkan harus dihilangkan, sehingga proses menjadi berada dalam pengendalian statistical. Variasi penyebab khusus ini dapat dihilangkan dengan mengkaji ulang faktor-faktor yang menyebabkan terjadinya variasi tersebut, adapun faktor-faktor tersebut diantaranya : material yaitu : refining belum sempurna, tenaga kerja (man power) yaitu : unskill operator dan Standard Operation Procedure (SOP), alat ukur (measuring tool) yaitu
: alat kotor dan alat belum dikalibraasi, metode kerja (method) yaitu : standarisasi metode kerja, lingkungan (environment) yaitu : suhu dan kelembaban.
Diagram sebab akibat (fishbone) dapat dilihat pada gambar di bawah ini :
Gambar 5.1 Gambar Diagram Tulang Ikan Kualitas Freeness
Setelah dibuat fishbone maka ditemukan faktor-faktor yang mempengaruhi dari pengechekan freeness pulp. Berdasarkan fishbone tersebut maka dibuatkan tindakan perbaikan, dengan demikian perusahaan dapat meningkatkan sumber daya dan kinerja yang lebih baik. Selain itu tindakan perbaikan ini dapat dijadikan sebagai langkah kedepan untuk menghindari defect pada produk. Adapun tindakan perbaikan yang sudah ada dan yang akan dilakukan dapat dilakukan pada tabel berikut ini :
MAN METHOD
KUALITAS FREENESS
MEASURING TOOL
MATERIAL ENVIRONMENT
Unskill Operator Kalibrasi
Alat kotor Alat blm dikalibrasi
Refining blm
Sempurna Suhu Ruangan Kelembaban Ruangan SOP
T abe l 5.1 5W + 1 H unt uk F re ene ss
Untuk lebih jelasnya penyebab-penyebab dari penyimpangan kualitas freeness akan dijelaskan sebagai berikut :
Unskill Operator
Faktor ini dianggap penting sebab akan menentukan terhadap hasil dari pengechekan pulp. Bila operator yang menganalisa pulp tersebut kurang memiliki keahlian dalam mengerjakan sample pulp maka kesalahan yang ditimbulkan akan banyak terjadi sehingga data yang diperoleh kurang dapat dipercaya (tidak valid). Oleh karena itu perlu dilakukan training secara berkala mengenai pulp mulai dari cara sampling hingga cara pengechekan, sehingga operator akan memiliki keahlian dalam menganalisa pulp dan hasil yang diperoleh dapat dipercaya.
Freeness Tester Kotor
Freeness tester yang kotor dapat menyebabkan kesalahan dalam menganalisa freeness, sebab bila freeness tester kotor maka kotoran tersebut akan menyumbat lubang saringan dalam CUP alat freeness sehingga air yang dikeluarkan dalam CUP tersebut menjadi terhambat yang mengakibatkan nilai freeness menjadi lebih kecil. Oleh karena itu alat freeness tester perlu dibersihkan sebelum dan sesudah pemakaian agar tidak terjadi kesalahan dalam analisa.
Suhu dan Kelembaban Tidak Sesuai
Suhu dan kelembaban udara akan sangat berpengaruh terhadap hasil yang diperoleh selama pengechekan. Suhu yang diijinkan selama pengechekan adalah 23±1oC, sedangkan kelembaban udara yang diijinkan adalah 50±2 %. Agar suhu
Freeness Tester Tidak Dikalibrasi
Faktor ini jelas sangat berpengaruh terhadap hasil yang diperoleh, sebab jika alat tersebut tidak dikalibrasi maka akan menyebabkan kesalahan dalam pembacaan oleh alat tersebut sehingga data yang diperoleh menjadi tidak valid. Oleh karena itu perlu dilakukan kalibrasi alat sebelum dan sesudah pemakaian dan juga kalibrasi alat secara berkala oleh pihak independen, sehingga alat tersebut selalu dalam kondisi baik dan tidak terjadi kesalahan dalam pembacaan.
Refining Tidak Sempurna
Proses refining yang tidak sempurna pada proses pembuatan pulp akan berpengaruh terhadap besarnya nilai freeness. Jika proses penggilingan pulp (refining) terlalu sebentar maka akan mengakibatkan serat-serat dalam pulp tersebut tidak memiliki kesempatan untuk membentuk fibrilasi sehingga freeness yang dihasilkan menjadi besar, demikian juga sebaliknya jika proses refining terlalu lama maka serat-serat dalam pulp tersebut akan banyak yang terpotong sehingga menyebabkan nilai freeness menjadi kecil. Untuk mengantisipasi agar tidak terjadi defect pada proses pembuatan kertas maka perlu dikombinasikan antara pulp yang memiliki freeness besar dengan pulp yang memiliki freeness kecil.
5.2. BRIGHTNESS
Untuk analisa brightness pada peta kendali terlihat tidak stabil, hal ini dapat dilihat dari adanya beberapa data yang berada di luar batas pengendalian (gambar 4.3- 4.4). Nilai brightness yang rendah dapat menyebabkan kertas tersebut kurang
memiliki kecerahan apalagi ketika produk tersebut mengalami proses percetakan. Dan apabila nilai brightness tinggi maka akan meningkatkan kecerahan pada produk dan sebenarnya inilah yang diharapkan oleh perusahaan.
Variasi yang terjadi harus diperbaiki bahkan jika memungkinkan harus dihilangkan, sehingga proses menjadi berada dalam pengendalian statistical. Variasi penyebab khusus ini dapat dihilangkan dengan mengkaji ulang faktor-faktor yang menyebabkan terjadinya variasi tersebut, adapun faktor-faktor tersebut diantaranya : material, tenaga kerja (man power), alat ukur (measuring tool), metode kerja (method), lingkungan (environment).
Berdasarkan analisa yang ditemukan, penyebab terjadinya variasi tersebut tidak terdapat hanya dari faktor tetapi dari berbagai faktor diantaranya operator yang tidak mengikuti standar prosedur yang sudah ditentukan, alat brightness tester yang belum dikalibrasi, suhu dan kelembaban ruangan tempat pengechekan yang tidak sesuai, dan lain-lain. Diagram sebab akibat (fishbone) dapat dilihat pada gambar di bawah ini :
Gambar 5.2 Gambar Diagram Tulang Ikan Kualitas Brightness ENVIRONMENT
MAN
KUALITAS BRIGHTNESS
MEASURING TOOL MATERIAL METHOD
Unskill Operator Kalibrasi
Alat kotor Alat blm dikalibrasi
Cleaning tdk
Sempurna Suhu Ruangan Kelembaban Ruangan SOP
Setelah dibuat fishbone maka ditemukan faktor-faktor yang mempengaruhi dari pengechekan brightness pulp. Berdasarkan fishbone tersebut maka dibuatkan tindakan perbaikan, dengan demikian perusahaan dapat meningkatkan sumber daya dan kinerja yang lebih baik. Selain itu tindakan perbaikan ini dapat dijadikan sebagai langkah kedepan untuk menghindari defect pada produk. Adapun tindakan perbaikan yang sudah ada dan yang akan dilakukan dapat dilakukan pada table berikut ini :
T abe l 5.2 5W + 1 H unt uk B ri ght ne ss
Untuk lebih jelasnya penyebab-penyebab dari penyimpangan kualitas brightness akan dijelaskan sebagai berikut :
Unskill Operator
Faktor ini dianggap penting sebab akan menentukan terhadap hasil dari pengechekan pulp. Bila operator yang menganalisa pulp tersebut kurang memiliki keahlian dalam mengerjakan sample pulp maka kesalahan yang ditimbulkan akan banyak terjadi sehingga data yang diperoleh kurang dapat dipercaya (tidak valid). Oleh karena itu perlu dilakukan training secara berkala mengenai pulp mulai dari cara sampling hingga cara pengechekan, sehingga operator akan memiliki keahlian dalam menganalisa pulp dan hasil yang diperoleh dapat dipercaya.
Brightness Tester Kotor
Brightness tester yang kotor dapat menyebabkan kesalahan dalam menganalisa brightness, sebab bila brightness tester kotor maka kotoran tersebut akan ikut terbaca oleh sinar yang dipancarkan oleh alat. Oleh karena itu alat brightness tester perlu dibersihkan sebelum dan sesudah pemakaian agar tidak terjadi kesalahan dalam analisa.
Suhu dan Kelembaban Tidak Sesuai
Suhu dan kelembaban udara akan sangat berpengaruh terhadap hasil yang diperoleh selama pengechekan. Suhu yang diijinkan selama pengechekan adalah 23±1oC, sedangkan kelembaban udara yang diijinkan adalah 50±2 %. Agar suhu
Brightness tester tidak dikalibrasi
Faktor ini jelas sangat berpengaruh terhadap hasil yang diperoleh, sebab jika alat tersebut tidak dikalibrasi maka akan menyebabkan kesalahan dalam pembacaan oleh alat tersebut sehingga data yang diperoleh menjadi tidak valid. Oleh karena itu perlu dilakukan kalibrasi alat sebelum dan sesudah pemakaian dan juga kalibrasi alat secara berkala oleh pihak independen, sehingga alat tersebut selalu dalam kondisi baik dan tidak terjadi kesalahan dalam pembacaan.
Proses Cleaning Tidak Sempurna
Apabila proses cleaning pada proses pembuatan pulp tidak sempurna, maka akan mempengaruhi terhadap nilai brightness pulp yang dihasilkan. Hal ini disebabkan jika proses cleaning tidak sempurna (tidak bersih) maka kotoran yang masih ada akan menempel pada pulp tersebut, sehingga apabila pulp tersebut akan di check nilai brightnessnya maka kotoran tersebut akan ikut terbaca yang mengakibatkan nilai brightness menjadi kecil. Agar tidak terjadi defect pada saat proses pembuatan kertas berlangsung maka ditambahkan OBA (Optical Brightener Agent) untuk meningkatkan nilai brightness.
5.3. TEARING
Untuk analisa tearing pada peta pengendalian tearing terlihat ada beberapa titik yang berada di luar batas pengendalian (gambar 4.6). Nilai tearing yang terlalu kecil akan menyebabkan produk tersebut memiliki ketahanan sobek yang rendah. Sehingga akan menyebabkan kerugian bagi konsumen karena pada saat akan digunakan produk kertas tersebut mudah sobek, sehingga bila hal ini sampai terjadi