PENGUMPULAN DAN PENGOLAHAN DATA
4.1 Gambaran Umum Perusahaan
4.1.1 Profil Perusahaan
Nama Perusahaan : Industri Otomotif Sunter
Alamat Perusahaan : Jl. Laksda Yos Sudarso, Sunter 1 Jakarta
Status Perusahaan : Perseroan Terbatas
industri otomotif sunter merupakan perusahaan yang bergerak di bidang industri manufactur otomotif khususnya dalam bidag pembuatan kendaraan bermotor, produk yang dihasilkan adalah kendaran bermotor roda dua mulai dari jenis sport, cup, dan automatic.
4.1.2 Visi dan Misi Perusahaan
industri otomotif sunter merupakan perusahaan yang menjalankan fungsi produksi, penjualan, dan pelayanan purna jual yang lengkap
dan berpegang teguh pada pendirian. Adapun visi dan misi perusahaan tersebut adalah :
Visi : “to take a lead in Indonesian motorcycle market by making customers dream come true, creating joy to customers and contribute to Indonesian society”
Menjadi pemimpin pasar sepeda motor di Indonesia dengan cara merealisasikan mimpi dan menciptakan kegembiraan para pelanggan serta berkontribusi bagi masyarakat Indonesia.
Misi : “creating mobility solution to society with best products and services”
Menciptakan solusi mobilitas bagi masyarakat Indonesia dengan produk dan layanan terbaik.
4.1.3 Proses Produksi
Proses perakitan yang dilakukan oleh perusahaan adalah dengan cara menaruh part-part di dekat setiap stasiun kerja yang akan merakit kendaraan roda 2, sehingga setiap operator yang ada di stasiun kerja bisa lebih mudah dalam menjalankan pekerjaan karena part-part sudah disiapkan oleh
checkmen.
4.2 Pengumpulan Data
Data-data yang diperoleh dari perusahaan adalah :
Data cycle time yang sudah ditentukan perusahaan untuk pembuatan sepeda motor dalam satu lini perakitan adalah sebesar 22 detik.
b) Jumlah stasiun kanan dan kiri.
Jumlah stasiun kanan : Subline = 4 stasiun
Mainline = 31 stasiun
Total keseluruhan stasiun kanan = 35 stasiun
Jumlah stasiun kiri : Subline = 2 stasiun
Mainline = 27 stasiun
Total keseluruhan stasiun kiri = 29 stasiun
c) Produk yang jadi objek penelitian
Dalam penelitian yang dilakukan di industri otomotif sunter produk yang dijadikan penelitian adalah sepeda motor matic tipe K25.
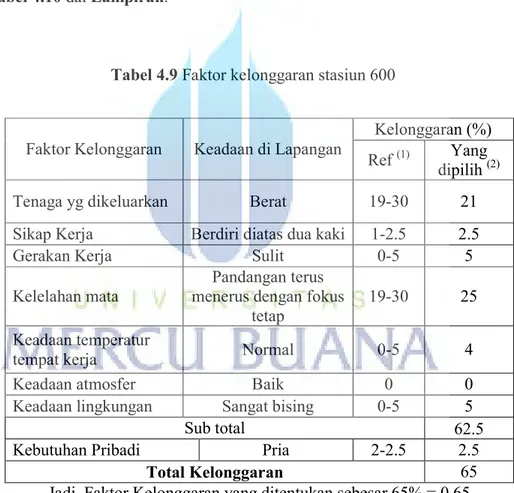
d) Current LayOut Assy Unit Line B
Untuk mengetahui jumlah stasiun yang ada dalam proses pembuatan motor matic dan juga sekaligus untuk lebih memahami proses perakitan berlangsung, maka berikut ini adalah gambar dari LayOut
Pada gambar tersebut dapat dilihat bahwa layout process assy unit line B yang ada dilapangan dibagi menjadi 2 bagian yaitu : Sub Frame dan Main Line. Dari gambar tersebut dapat dilihat pula bahwa setiap stasiun mempunyai job
description masing-masing adapun job description dari tiap stasiun dapat dilihat
pada Tabel 4.1 dan Tabel 4.2. Setelah mengetahui job description dari masing-masing stasiun, selanjutnya adalah menghitung data cycle time actual dari 30 sempel di setiap stasiun dengan alat bantu stopwatch guna mengetahui nilai rata-rata cycle time dari seluruh stasiun. Maka hasil dari pengambilan data cycle time
actual dapat dilihat pada Tabel 4.3 dan Lampiran.
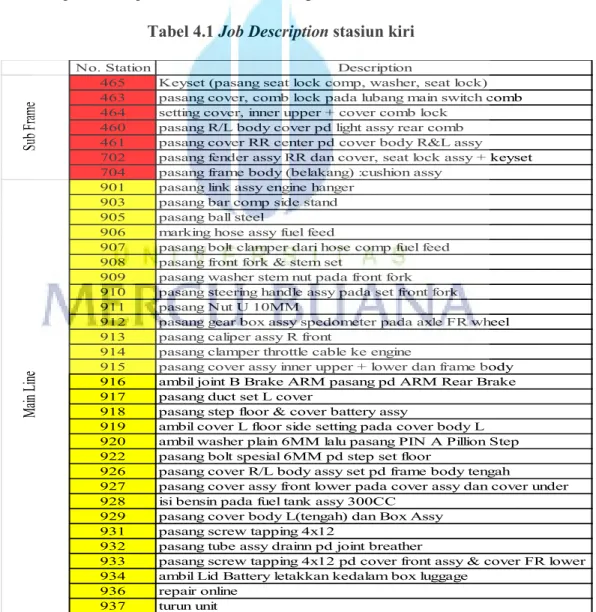
Tabel 4.1 Job Description stasiun kiri
No. Station Description
465 Keyset (pasang seat lock comp, washer, seat lock)
463 pasang cover, comb lock pada lubang main switch comb
464 setting cover, inner upper + cover comb lock
460 pasang R/L body cover pd light assy rear comb
461 pasang cover RR center pd cover body R&L assy
702 pasang fender assy RR dan cover, seat lock assy + keyset
704 pasang frame body (belakang) :cushion assy
901 pasang link assy engine hanger
903 pasang bar comp side stand
905 pasang ball steel
906 marking hose assy fuel feed
907 pasang bolt clamper dari hose comp fuel feed
908 pasang front fork & stem set
909 pasang washer stem nut pada front fork
910 pasang steering handle assy pada set front fork
911 pasang Nut U 10MM
912 pasang gear box assy spedometer pada axle FR wheel
913 pasang caliper assy R front
914 pasang clamper throttle cable ke engine
915 pasang cover assy inner upper + lower dan frame body
916 ambil joint B Brake ARM pasang pd ARM Rear Brake
917 pasang duct set L cover
918 pasang step floor & cover battery assy
919 ambil cover L floor side setting pada cover body L
920 ambil washer plain 6MM lalu pasang PIN A Pillion Step
922 pasang bolt spesial 6MM pd step set floor
926 pasang cover R/L body assy set pd frame body tengah
927 pasang cover assy front lower pada cover assy dan cover under
928 isi bensin pada fuel tank assy 300CC
929 pasang cover body L(tengah) dan Box Assy
931 pasang screw tapping 4x12
932 pasang tube assy drainn pd joint breather
933 pasang screw tapping 4x12 pd cover front assy & cover FR lower
934 ambil Lid Battery letakkan kedalam box luggage
936 repair online 937 turun unit Sub F ra m e M ain Li ne
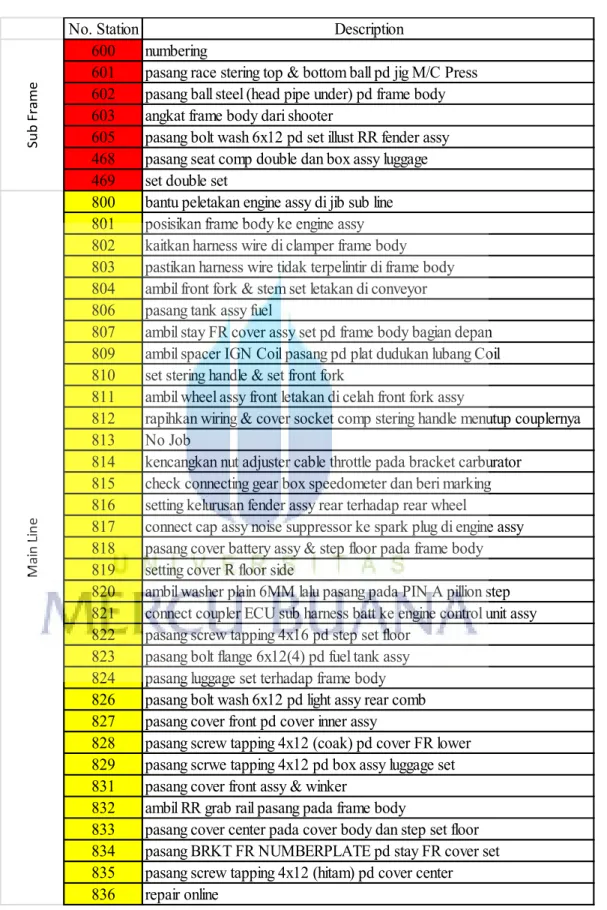
Tabel 4.2 Job Description stasiun kanan
No. Station Description
600 numbering
601 pasang race stering top & bottom ball pd jig M/C Press
602 pasang ball steel (head pipe under) pd frame body
603 angkat frame body dari shooter
605 pasang bolt wash 6x12 pd set illust RR fender assy
468 pasang seat comp double dan box assy luggage
469 set double set
800 bantu peletakan engine assy di jib sub line
801 posisikan frame body ke engine assy
802 kaitkan harness wire di clamper frame body
803 pastikan harness wire tidak terpelintir di frame body
804 ambil front fork & stem set letakan di conveyor
806 pasang tank assy fuel
807 ambil stay FR cover assy set pd frame body bagian depan
809 ambil spacer IGN Coil pasang pd plat dudukan lubang Coil
810 set stering handle & set front fork
811 ambil wheel assy front letakan di celah front fork assy
812 rapihkan wiring & cover socket comp stering handle menutup couplernya
813 No Job
814 kencangkan nut adjuster cable throttle pada bracket carburator
815 check connecting gear box speedometer dan beri marking
816 setting kelurusan fender assy rear terhadap rear wheel
817 connect cap assy noise suppressor ke spark plug di engine assy
818 pasang cover battery assy & step floor pada frame body
819 setting cover R floor side
820 ambil washer plain 6MM lalu pasang pada PIN A pillion step
821 connect coupler ECU sub harness batt ke engine control unit assy
822 pasang screw tapping 4x16 pd step set floor
823 pasang bolt flange 6x12(4) pd fuel tank assy
824 pasang luggage set terhadap frame body
826 pasang bolt wash 6x12 pd light assy rear comb
827 pasang cover front pd cover inner assy
828 pasang screw tapping 4x12 (coak) pd cover FR lower
829 pasang scrwe tapping 4x12 pd box assy luggage set
831 pasang cover front assy & winker
832 ambil RR grab rail pasang pada frame body
833 pasang cover center pada cover body dan step set floor
834 pasang BRKT FR NUMBERPLATE pd stay FR cover set
835 pasang screw tapping 4x12 (hitam) pd cover center
836 repair online Su b F ra m e M ai n L in e
Tabel 4.3 Data Cycle Time Actual Kanan
Berdasarkan hasil pengolahan dari data cycle time actual didapat hasil bahwa rata-rata tertinggi terdapat di stasiun 910 sebesar 19.44 detik dan waktu senggang yang paling besar sebesar 6.17 detik terjadi di stasiun 828. Berdasarkan hasil dari cycle time actual menunjukkan bahwa masih adanya pembagian pekerjan yang tidak merata di antara stasiun kerja melihat masih terdapat waktu menganggur dari setiap stasiun. Setelah mengetahui hasil nilai rata-rata dan idle
time dari tiap stasiun langkah selanjutnya adalah melakukan pengolahan data.
4.3 Pengolahan Data
4.3.1 Uji Keseragaman Data
Uji keseragam data dilakukan guna mengetahui apakah data setiap stasiun tahapan proses assy unit line B yang diambil seragam atau bisa dikatakan masih dalam batas kontrol atas (BKA) dan batas kontrol bawah (BKB), apabila dalam satu pengukuran terdapat satu jenis atau lebih data tidak seragam, maka data tersebut akan langsung ditolak atau dilakukan revisi dengan cara membuang data out of control tersebut dan melakukan perhitungan kembali.
Persamaan yang digunakan untuk menguji keseragaman data adalah sebagai berikut :
BKA = Xbar + (K x σ)
BKB = Xbar + (K x σ)
=X1 + X2 + + n n = = ∑ Dimana : n = Banyaknya Pengamatan ∑Xn = Jumlah pengamatan ke n Xbar = Nilai rata-rata
Dengan standar deviasi :
= ∑( )2
Dimana : X = Data ke n
Xbar = Nilai rata-rata
Pada pengujian keseragaman data untuk tingkat kepercayaan dipilih 95% dan tingkat ketelitian 5%, maka :
Harga Z = 1 – (S/2)
Dimana s = 0.05
Maka Z = 1 – (0.05/2) = 0.975
(dari tabel distribusi normal untuk nilai 0.975 didapat nilai Z (harga K) = 1.96
Data dikatakan seragam jika Xbar < BKA ; dan Xbar > BKB. Jadi data hasil uji keseragaman data bisa dilihat di dalam tabel 4.4 dan Lampiran pengolahan data yang sudah diolah dengan menggunakan MS.Excel dengan cara menghitung standar deviasi (STDEV), rata-rata (AVERAGE), BKA dan BKB stasiun kanan dan stasiun kiri.
Tabel 4.4 Uji Keseragaman Data Kanan
Stasiun Jumlah Xbar T.T I.Time STDEV BKA BKB KET
600 553.87 18.46 22 3.54 1.67 21.73 15.19 Seragam 601 535.88 17.86 22 4.14 1.89 21.56 14.16 Seragam 602 583.22 19.44 22 2.56 1.73 22.83 16.05 Seragam 603 561.78 18.73 22 3.27 1.03 20.75 16.71 Seragam 800 526.09 17.54 22 4.46 2.02 21.50 13.58 Seragam 801 557.91 18.6 22 3.4 1.72 21.97 15.23 Seragam 802 544.65 18.16 22 3.84 1.31 20.73 15.59 Seragam 803 570.61 19.02 22 2.98 1.39 21.74 16.30 Seragam 804 557.12 18.57 22 3.43 1.32 21.16 15.98 Seragam 806 553.48 18.45 22 3.55 1.37 21.14 15.76 Seragam 807 480.9 16.03 22 5.97 1.4 18.77 13.29 Seragam 809 533.13 17.77 22 4.23 1.3 20.32 15.22 Seragam 810 583.24 19.44 22 2.56 1.79 22.95 15.93 Seragam 811 526 18.73 22 3.27 1.41 21.49 15.97 Seragam 812 547.79 18.26 22 3.74 1.61 21.42 15.10 Seragam 814 567.33 18.91 22 3.09 1.44 21.73 16.09 Seragam 815 548.84 18.29 22 3.71 1.22 20.68 15.90 Seragam 816 546.25 18.21 22 3.79 2.1 22.33 14.09 Seragam 817 556.12 18.54 22 3.46 1.45 21.38 15.70 Seragam 818 521.98 17.4 22 4.6 2.01 21.34 13.46 Seragam 819 502.05 16.74 22 5.26 2.2 21.05 12.43 Seragam 820 522.86 17.43 22 4.57 1.32 20.02 14.84 Seragam 821 521.18 17.37 22 4.63 1.42 20.15 14.59 Seragam 822 494 16.47 22 5.53 2.11 20.61 12.33 Seragam 823 444.53 14.82 22 7.18 3.83 22.33 7.31 Seragam 824 475.22 15.84 22 6.16 2.28 20.31 11.37 Seragam 826 524.2 17.47 22 4.53 2.3 21.98 12.96 Seragam 827 562.4 18.75 22 3.25 1.51 21.71 15.79 Seragam
828 474.85 15.83 22 6.17 2.34 20.42 11.24 Seragam 829 526.99 17.57 22 4.43 1.45 20.41 14.73 Seragam 831 531.02 17.7 22 4.3 1.96 21.54 13.86 Seragam 832 500.05 16.67 22 5.33 1.92 20.43 12.91 Seragam 833 514.1 17.14 22 4.86 1.62 20.32 13.96 Seragam 834 512.56 17.09 22 4.91 1.72 20.46 13.72 Seragam 835 509.75 16.99 22 5.01 1.39 19.71 14.27 Seragam
Sumber : Pengolahan Data
Setelah semua data dikatakan seragam dan tidak melebihi batas kendali atas dan batas kendali bawa maka langkah selanjutnya adalah melakukan uji kecukupan data. Uji kecukupan data ini dilakukan guna mengetahui apakah data yang diambil untuk penelitian yang dilakukan cukup atau masih kurang.
4.3.2 Uji Kecukupan Data
Setelah pengumpulan waktu pengamatan telah selesai, maka tahap berikutnya adalah dengan melakukan pengujian kecukupan data, apakah data yang sudah diambil sudah cukup atau harus ditambahkan lagi. Pengujian kecukupan data dilakukan pada setiap stasiun assy unit line B untuk membuktikan bahwa data yang diambil sudah mewakili populasi yang ingin diteliti.
Data waktu pengamatan yang dipakai sebagai pengujian kecukupan data. Pengujian kecukupan data ini menggunakan persamaan sebagai berikut :
′ = ∑ (∑ )
∑
2
N’ = Jumlah pengamatan yang dilakukan
N = Jumlah pengamatan
K = Tingkat kepercayaan
S = Tingkat penelitian
Pada pengujian kecukupan ini data untuk tingkat kepercayaan yang dipilih adalah 95%, dan tingkat ketelitian adalah 5%, maka :
Harga Z = 1 – (s/2)
Dimana S = 0.05
Jadi harga Z = 1 – (0.05/2)
= 1 – 0.025
= 0.975
Dari tabel distribusi normal untuk nilai 0.975 didapat Z atau harga K adalah 1.96 ≈ 2.
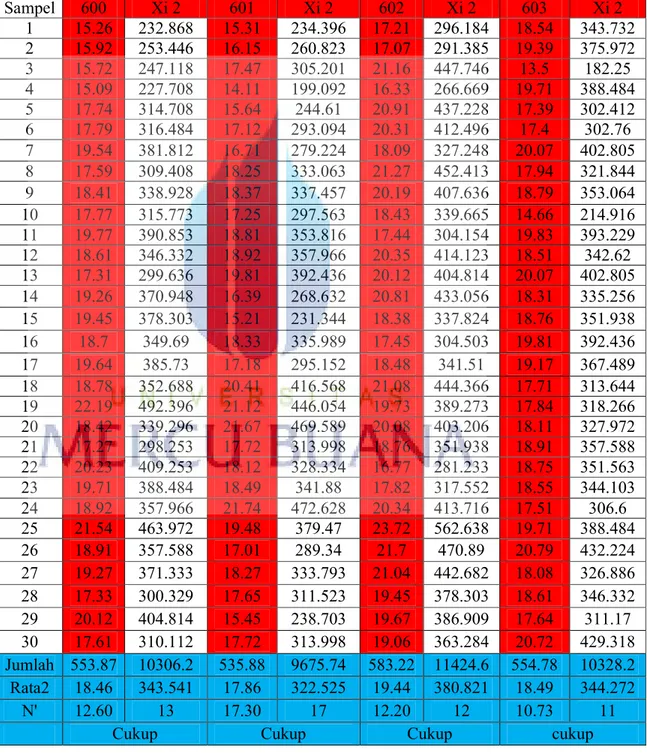
Contoh untuk perhitungan hasil uji kecukupan data pada stasiun 600 yaitu:
N’ = [ / . ( ) ( . 2) . ] 2 N’ = [ √ . . ] 2 N’ = 12.56 ≈ 13
Dari perhitungan di atas maka diperoleh nilai N’ < N adalah 13 < 30 sehingga data tersebut dikatakan cukup untuk dihitung waktu standarnya untuk lebih lengkapnya dapat dilihat pada Tabel 4.5 dan Lampiran.
Tabel 4.5 Uji Kecukupan Data Kanan
Sampel 600 Xi 2 601 Xi 2 602 Xi 2 603 Xi 2 1 15.26 232.868 15.31 234.396 17.21 296.184 18.54 343.732 2 15.92 253.446 16.15 260.823 17.07 291.385 19.39 375.972 3 15.72 247.118 17.47 305.201 21.16 447.746 13.5 182.25 4 15.09 227.708 14.11 199.092 16.33 266.669 19.71 388.484 5 17.74 314.708 15.64 244.61 20.91 437.228 17.39 302.412 6 17.79 316.484 17.12 293.094 20.31 412.496 17.4 302.76 7 19.54 381.812 16.71 279.224 18.09 327.248 20.07 402.805 8 17.59 309.408 18.25 333.063 21.27 452.413 17.94 321.844 9 18.41 338.928 18.37 337.457 20.19 407.636 18.79 353.064 10 17.77 315.773 17.25 297.563 18.43 339.665 14.66 214.916 11 19.77 390.853 18.81 353.816 17.44 304.154 19.83 393.229 12 18.61 346.332 18.92 357.966 20.35 414.123 18.51 342.62 13 17.31 299.636 19.81 392.436 20.12 404.814 20.07 402.805 14 19.26 370.948 16.39 268.632 20.81 433.056 18.31 335.256 15 19.45 378.303 15.21 231.344 18.38 337.824 18.76 351.938 16 18.7 349.69 18.33 335.989 17.45 304.503 19.81 392.436 17 19.64 385.73 17.18 295.152 18.48 341.51 19.17 367.489 18 18.78 352.688 20.41 416.568 21.08 444.366 17.71 313.644 19 22.19 492.396 21.12 446.054 19.73 389.273 17.84 318.266 20 18.42 339.296 21.67 469.589 20.08 403.206 18.11 327.972 21 17.27 298.253 17.72 313.998 18.76 351.938 18.91 357.588 22 20.23 409.253 18.12 328.334 16.77 281.233 18.75 351.563 23 19.71 388.484 18.49 341.88 17.82 317.552 18.55 344.103 24 18.92 357.966 21.74 472.628 20.34 413.716 17.51 306.6 25 21.54 463.972 19.48 379.47 23.72 562.638 19.71 388.484 26 18.91 357.588 17.01 289.34 21.7 470.89 20.79 432.224 27 19.27 371.333 18.27 333.793 21.04 442.682 18.08 326.886 28 17.33 300.329 17.65 311.523 19.45 378.303 18.61 346.332 29 20.12 404.814 15.45 238.703 19.67 386.909 17.64 311.17 30 17.61 310.112 17.72 313.998 19.06 363.284 20.72 429.318 Jumlah 553.87 10306.2 535.88 9675.74 583.22 11424.6 554.78 10328.2 Rata2 18.46 343.541 17.86 322.525 19.44 380.821 18.49 344.272 N' 12.60 13 17.30 17 12.20 12 10.73 11
Cukup Cukup Cukup cukup
Pengukuran jenis ini disebut langsung karena pengamat waktu berada di lokasi dimana objek pengukuran sedang diamati atau diproses oleh operator. Dengan demikian, secara langsung pengamat melakukan pengukuran atas waktu kerja yang dibutuhkan oleh seorang operator (objek pengamatan) dalam penyelesaian pekerjaanya.
1. Waktu siklus rata-rata
Waktu siklus rata-rata diambil dari rata-rata waktu pekerjaan secara acak dan berulang kali. Persamaan yang dipakai untuk mencari nilai rata-rata adalah :
=∑
N
Keterangan :
N = Banyaknya data Xij = Data yang diperoleh
Maka hasil waktu siklus rata-rata pada proses assy unit line B untuk motor
matic type K25 untuk operasi 600 dapat dilihat sebagai berikut ini :
= . + . + . +...+ . = .
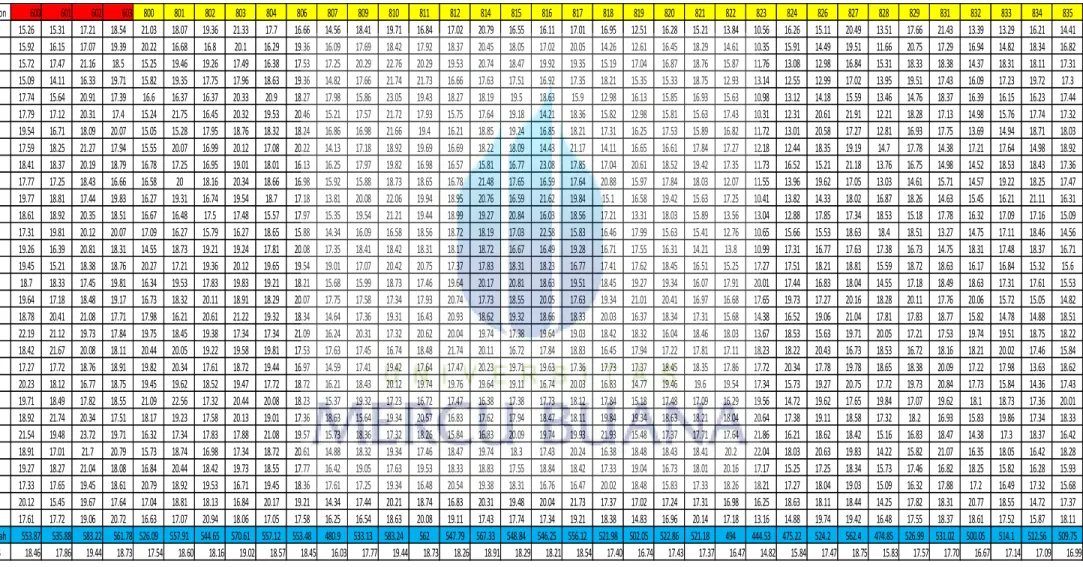
Maka data hasil waktu siklus rata-rata pada proses assy unit line B dapat dilihat pada tabel 4.6 dan Lampiran.
Station 600 601 602 603 800 801 802 803 804 806 807 809 810 811 812 814 815 816 817 818 819 820 821 822 823 824 826 827 828 829 831 832 833 834 835 1 15.26 15.31 17.21 18.54 21.03 18.07 19.36 21.33 17.7 16.66 14.56 18.41 19.71 16.84 17.02 20.79 16.55 16.11 17.01 16.95 12.51 16.28 15.21 13.84 10.56 16.26 15.11 20.49 13.51 17.66 21.43 13.39 13.29 16.21 14.41 2 15.92 16.15 17.07 19.39 20.22 16.68 16.8 20.1 16.29 19.36 16.09 17.69 18.42 17.92 18.37 20.45 18.05 17.02 20.05 14.26 12.61 16.45 18.29 14.61 10.35 15.91 14.49 19.51 11.66 20.75 17.29 16.94 14.82 18.34 16.82 3 15.72 17.47 21.16 18.5 15.25 19.46 19.26 17.49 16.38 17.53 17.25 20.29 22.76 20.29 19.53 20.74 18.47 19.92 19.35 15.19 17.04 16.87 18.76 15.87 11.76 13.08 12.98 16.84 15.31 18.33 18.38 14.37 18.31 18.11 17.31 4 15.09 14.11 16.33 19.71 15.82 19.35 17.75 17.96 18.63 19.36 14.82 17.66 21.74 21.73 16.66 17.63 17.51 16.92 17.35 18.21 15.35 15.33 18.75 12.93 13.14 12.55 12.99 17.02 13.95 19.51 17.43 16.09 17.23 19.72 17.3 5 17.74 15.64 20.91 17.39 16.6 16.37 16.37 20.33 20.9 18.27 17.98 15.86 23.05 19.43 18.27 18.19 19.5 18.63 15.9 12.98 16.13 15.85 16.93 15.63 10.98 13.12 14.18 15.59 13.46 14.76 18.37 16.39 16.15 16.23 17.44 6 17.79 17.12 20.31 17.4 15.24 21.75 16.45 20.32 19.53 20.46 15.21 17.57 21.72 17.93 15.75 17.64 19.18 14.21 18.36 15.82 12.98 15.81 15.63 17.43 10.31 12.31 20.61 21.91 12.21 18.28 17.13 14.98 15.76 17.74 17.32 7 19.54 16.71 18.09 20.07 15.05 15.28 17.95 18.76 18.32 18.24 16.86 16.98 21.66 19.4 16.21 18.85 19.24 16.85 18.21 17.31 16.25 17.53 15.89 16.82 11.72 13.01 20.58 17.27 12.81 16.93 17.75 13.69 14.94 18.71 18.03 8 17.59 18.25 21.27 17.94 15.55 20.07 16.99 20.12 17.08 20.22 14.13 17.18 18.92 19.69 16.69 18.22 18.09 14.43 21.17 14.11 16.65 16.61 17.84 17.27 12.18 12.44 18.35 19.19 14.7 17.78 14.38 17.21 17.64 14.98 18.92 9 18.41 18.37 20.19 18.79 16.78 17.25 16.95 19.01 18.01 16.13 16.25 17.97 19.82 16.98 16.57 15.81 16.77 23.08 17.85 17.04 20.61 18.52 19.42 17.35 11.73 16.52 15.21 21.18 13.76 16.75 14.98 14.52 18.53 18.43 17.36 10 17.77 17.25 18.43 16.66 16.58 20 18.16 20.34 18.66 16.98 15.92 15.88 18.73 18.65 16.78 21.48 17.65 16.59 17.64 20.88 15.97 17.84 18.03 12.07 11.55 13.96 19.62 17.05 13.03 14.61 15.71 14.57 19.22 18.25 17.47 11 19.77 18.81 17.44 19.83 16.27 19.31 16.74 19.54 18.7 17.18 13.81 20.08 22.06 19.94 18.95 20.76 16.59 21.62 19.84 15.1 16.58 19.42 15.63 17.25 10.41 13.82 14.33 18.02 16.87 18.26 14.63 15.45 16.21 21.11 16.31 12 18.61 18.92 20.35 18.51 16.67 16.48 17.5 17.48 15.57 17.97 15.35 19.54 21.21 19.44 18.99 19.27 20.84 16.03 18.56 17.21 13.31 18.03 15.89 13.56 13.04 12.88 17.85 17.34 18.53 15.18 17.78 16.32 17.09 17.16 15.09 13 17.31 19.81 20.12 20.07 17.09 16.27 15.79 16.27 18.65 15.88 14.34 16.09 16.58 18.56 18.72 18.19 17.03 22.58 15.83 16.46 17.99 15.63 15.41 12.76 10.65 15.66 15.53 18.63 18.4 18.51 13.27 14.75 17.11 18.46 14.56 14 19.26 16.39 20.81 18.31 14.55 18.73 19.21 19.24 17.81 20.08 17.35 18.41 18.42 18.31 18.17 18.72 16.67 16.49 19.28 16.71 17.55 16.31 14.21 13.8 10.99 17.31 16.77 17.63 17.38 16.73 14.75 18.31 17.48 18.37 16.71 15 19.45 15.21 18.38 18.76 20.27 17.21 19.36 20.12 19.65 19.54 19.01 17.07 20.42 20.75 17.37 17.83 18.31 18.23 16.77 17.41 17.62 18.45 16.51 15.25 17.27 17.51 18.21 18.81 15.59 18.72 18.63 16.17 16.84 15.32 15.6 16 18.7 18.33 17.45 19.81 16.34 19.53 17.83 19.83 19.21 18.21 15.68 15.99 18.73 17.46 19.64 20.17 20.81 18.63 19.51 18.45 19.27 19.34 16.07 17.91 20.01 17.44 16.83 18.04 14.55 17.18 18.49 18.63 17.31 17.61 15.53 17 19.64 17.18 18.48 19.17 16.73 18.32 20.11 18.91 18.29 20.07 17.75 17.58 17.34 17.93 20.74 17.73 18.55 20.05 17.63 19.34 21.01 20.41 16.97 16.68 17.65 19.73 17.27 20.16 18.28 20.11 17.76 20.06 15.72 15.05 14.82 18 18.78 20.41 21.08 17.71 17.98 16.21 20.61 21.22 19.32 18.34 14.64 17.36 19.31 16.43 20.93 18.62 19.32 18.66 18.33 20.03 16.37 18.34 17.31 15.68 14.38 16.52 19.06 21.04 17.81 17.83 18.77 15.82 14.78 14.88 18.51 19 22.19 21.12 19.73 17.84 19.75 18.45 19.38 17.34 17.34 21.09 16.24 20.31 17.32 20.62 20.04 19.74 17.38 19.64 19.03 18.42 18.32 16.04 18.46 18.03 13.67 18.53 15.63 19.71 20.05 17.21 17.53 19.74 19.51 18.75 18.22 20 18.42 21.67 20.08 18.11 20.44 20.05 19.22 19.58 19.81 17.53 17.63 17.45 16.74 18.48 21.74 20.11 16.72 17.84 18.83 16.45 17.94 17.22 17.81 17.11 18.23 18.22 20.43 16.73 18.53 16.72 18.16 18.21 20.02 17.46 15.84 21 17.27 17.72 18.76 18.91 19.82 20.34 17.61 18.72 19.44 16.97 14.59 17.41 19.42 17.64 17.47 20.23 19.71 19.63 17.36 17.73 17.37 18.45 18.35 17.86 17.72 20.34 17.78 19.78 18.65 18.38 20.09 17.22 17.98 13.63 18.62 22 20.23 18.12 16.77 18.75 19.45 19.62 18.52 19.47 17.72 18.72 16.21 18.43 20.12 19.74 19.76 19.64 19.11 16.74 20.03 16.83 14.77 19.46 19.6 19.54 17.34 15.73 19.27 20.75 17.72 19.73 20.84 17.73 15.84 14.36 17.43 23 19.71 18.49 17.82 18.55 21.09 22.56 17.32 20.44 20.08 18.23 15.37 19.32 17.23 16.72 17.47 16.38 17.38 17.73 18.12 17.84 15.18 17.48 17.09 16.29 19.56 14.72 19.62 17.65 19.84 17.07 19.62 18.1 18.73 17.36 20.01 24 18.92 21.74 20.34 17.51 18.17 19.23 17.58 20.13 19.01 17.36 18.63 15.64 19.34 20.57 16.83 17.62 17.94 18.47 18.11 19.84 19.34 18.63 18.21 18.04 20.64 17.38 19.11 18.58 17.32 18.2 16.93 15.83 19.86 17.34 18.33 25 21.54 19.48 23.72 19.71 16.32 17.34 17.83 17.88 21.08 19.57 15.73 18.36 17.32 18.26 15.84 16.83 20.09 19.74 19.93 21.93 15.48 17.37 17.71 17.64 21.86 16.21 18.62 18.42 15.16 16.83 18.47 14.38 17.3 18.37 16.42 26 18.91 17.01 21.7 20.79 15.73 18.74 16.98 17.34 18.72 20.61 14.88 18.32 19.34 17.46 18.47 19.74 18.3 17.43 20.24 16.38 18.48 18.43 18.41 20.2 22.04 18.03 20.63 19.83 14.22 15.82 21.07 16.35 18.05 16.42 18.28 27 19.27 18.27 21.04 18.08 16.84 20.44 18.42 19.73 18.55 17.77 16.42 19.05 17.63 19.53 18.33 18.83 17.55 18.84 18.42 17.33 19.04 16.73 18.01 20.16 17.17 15.25 17.25 18.34 15.73 17.46 16.82 18.25 15.82 16.28 15.93 28 17.33 17.65 19.45 18.61 20.79 18.92 19.53 16.71 19.45 18.36 17.61 17.25 19.34 16.48 20.54 19.38 18.31 16.76 16.47 20.02 18.48 15.83 17.33 18.26 18.21 17.27 18.04 19.03 15.09 16.32 17.88 17.2 16.49 17.32 15.68 29 20.12 15.45 19.67 17.64 17.04 18.81 18.13 16.84 20.17 19.21 14.34 17.44 20.21 18.74 16.83 20.31 19.48 20.04 21.73 17.37 17.02 17.24 17.31 16.98 16.25 18.63 18.11 18.44 14.25 17.82 18.31 20.77 18.55 14.72 17.37 30 17.61 17.72 19.06 20.72 16.63 17.07 20.94 18.06 17.05 17.58 16.25 16.54 18.63 20.08 19.11 17.43 17.74 17.34 19.21 18.38 14.83 16.96 20.14 17.18 13.16 14.88 19.74 19.42 16.48 17.55 18.37 18.61 17.52 15.87 18.11 Jumlah 553.87 535.88 583.22 561.78 526.09 557.91 544.65 570.61 557.12 553.48 480.9 533.13 583.24 562 547.79 567.33 548.84 546.25 556.12 521.98 502.05 522.86 521.18 494 444.53 475.22 524.2 562.4 474.85 526.99 531.02 500.05 514.1 512.56 509.75 WS 18.46 17.86 19.44 18.73 17.54 18.60 18.16 19.02 18.57 18.45 16.03 17.77 19.44 18.73 18.26 18.91 18.29 18.21 18.54 17.40 16.74 17.43 17.37 16.47 14.82 15.84 17.47 18.75 15.83 17.57 17.70 16.67 17.14 17.09 16.99
Tabel 4.6 Rata-rata siklus kanan
Setelah semua data dan semua waktu standar masing-masing elemen kerja diperoleh telah dinyatakan layak untuk diproses lebih lanjut karena telah memenuhi persyaratan yang ditetapkan pada uji normalitas, uji keseragaman dan uji kecukupan data langkah selanjutnya adalah menentukan waktu normal dan waktu baku
1. Waktu Normal
Waktu normal didapat dari siklus rata-rata (Ws) yang dikalikan faktor penyesuaian (P) yang dapat di tolerir karena hal ini berhubungan dengan keterampilan tiap individu (operator). Faktor penyesuaian adalah faktor ketidakwajaran yang dapat terjadi dikarenakan faktor ketidakwajaran yang dapat terjadi dikarenakan faktor ketrampilan manusia atau kondisi kerja. Faktor penyesuaian yang digunakan adalah fakor penyesuaian dengan cara
Westinghouse. Adapun faktor penyesuaian dengan cara westinghouse yang
ditentukan bisa dilihat pada Tabel 4.7. Adapun faktor penyesuaian dari seluruh stasiun yang ada di assy unit line B ini dapat dilihat pada Tabel 4.8.
Tabel 4.7 Data faktor penyesuaian stasiun 600
Faktor Kelas Lambang Penyesuaian
Ketrampilan (skill) Operator Terlatih Excellent (Unggul) (B1) 0.11 Usaha (effort) Kerja Keras Excellent (Unggul) (B1) 0.10 Kondisi Kerja (condition) "Baik" Good (Baik) C 0.02
Konsistensi (consistency) Tepat Waktu Good (Baik) (C1) 0.01 Jumlah 0.24
Ket: jadi faktor penyesuaian (P): 1 + 0.24 = 1.24
Tabel 4.8 Data Faktor Penyesuaian seluruh stasiun (sumber:pengolahan data)
Stasiun Faktor Penyesuaian Stasiun Faktor Penyesuaian
600 1.24 700 1.27 601 1.21 704 1.31 602 1.27 901 1.34 603 1.23 903 1.30 800 1.22 905 1.29 801 1.25 906 1.30 802 1.24 907 1.30 803 1.29 908 1.30 804 1.25 909 1.34 806 1.21 910 1.34 807 1.31 911 1.23 809 1.24 912 1.28 810 1.19 913 1.29 811 1.25 914 1.29 812 1.30 915 1.29 814 1.28 916 1.26 815 1.28 917 1.29 816 1.31 918 1.27 817 1.24 919 1.25 818 1.24 920 1.23 819 1.24 922 1.27 820 1.24 926 1.23 821 1.21 927 1.28 822 1.27 928 1.27 823 1.28 929 1.28 824 1.28 931 1.29 826 1.32 932 1.29 827 1.28 933 1.22 828 1.31 934 1.27 829 1.27 831 1.24 832 1.24 833 1.24 834 1.28 835 1.26
2. Waktu Baku
Waktu baku adalah waktu yang terbaik atau bisa dikatakan juga sebagai waktu terpendek untuk menyelesaikan suatu pekerjaan, sesuai dengan kondisi yang ada di lapangan. Waktu baku diperoleh dari perkalian antara waktu normal (Wn) dengan faktor kelonggaran (I). Adapun faktor kelonggaran yang telah ditentukan dapat dilihat di tabel 4.9 berikut ini dan hasil dari perhitungaan data antara waktu siklus, waktu normal, dan waktu baku dapat dilihat pada
Tabel 4.10 dal Lampiran.
Tabel 4.9 Faktor kelonggaran stasiun 600
Faktor Kelonggaran Keadaan di Lapangan
Kelonggaran (%)
Ref (1) Yang
dipilih (2)
Tenaga yg dikeluarkan Berat 19-30 21
Sikap Kerja Berdiri diatas dua kaki 1-2.5 2.5
Gerakan Kerja Sulit 0-5 5
Kelelahan mata
Pandangan terus menerus dengan fokus
tetap
19-30 25
Keadaan temperatur
tempat kerja Normal 0-5 4
Keadaan atmosfer Baik 0 0
Keadaan lingkungan Sangat bising 0-5 5
Sub total 62.5
Kebutuhan Pribadi Pria 2-2.5 2.5
Total Kelonggaran 65
Jadi, Faktor Kelonggaran yang ditentukan sebesar 65% = 0.65
(sumber (1) : Niebel dan Freivalsd (2009)
No. Stasiun Ws Wn Wb Ws x P Wn x I 1 600 18.46 22.89 14.88 2 601 17.86 21.61 10.81 3 602 19.44 24.69 12.71 4 603 18.73 23.04 11.75 5 800 17.54 21.40 9.63 6 801 18.60 23.25 10.81 7 802 18.16 22.52 10.13 8 803 19.02 24.54 11.29 9 804 18.57 23.21 11.84 10 806 18.45 22.32 10.49 11 807 16.03 21.00 10.50 12 809 17.77 22.03 10.14 13 810 19.44 23.13 14.57 14 811 18.73 23.41 14.75 15 812 18.26 23.74 13.29 16 814 18.91 24.20 12.59 17 815 18.29 23.41 11.94 18 816 18.21 23.86 12.88 19 817 18.54 22.99 10.69 20 818 17.40 21.58 11.00 21 819 16.74 20.76 11.21 22 820 17.43 21.61 12.75 23 821 17.37 21.02 11.77 24 822 16.47 20.92 10.67 25 823 14.82 18.97 9.67 26 824 15.84 20.28 12.77 27 826 17.47 23.06 10.61 28 827 18.75 24.00 11.16 29 828 15.83 20.26 10.94 30 829 17.57 23.02 12.43 31 831 17.70 22.48 12.14 32 832 16.67 20.67 11.16 33 833 17.14 21.25 11.48 34 834 17.09 21.88 11.16 35 835 16.99 21.41 9.85 Jumlah 620.29 780.40 406.46
4.4 Analisa Line Balancing
Pada pross produksi sepeda motor matic tipe K25 yang ada di industri
otomotif sunter mempunyai tipe produksi yang bersifat massal, karena proses
produksi melibatkan banyak part yang harus dirakit menjadi suatu bagian yang outputnya adalah kendaraan bermotor roda dua. Peranan yang sangat penting ada di perencanaan produksi yang dikendalikan oleh PPIC (Production Planning
Inventory Control) sehingga dalam proses ini penugasan beban kerja yang harus
dilakukan oleh operator dapat lebih terbagi dan lebih terkendali. Setelah diketahui waktu baku pada setiap proses perakitan motor matic maka didapat alur diagram dengan waktu baku yang sudah diolah datanya berdasarkan data yang di dapat di perusahaan.
4.4.1 Metode Rangked Positional Weight (RPW)
Metode yang biasa disebut metode peringkat bobot posisi yang dikembangkan oleh Helgeson dan Barnie ini merupakan salah satu metode pendekatan lintasan yang bisa digunakan dalam menyeimbangkan bobot kerja.
Untuk menyeimbangkan lintasan kerja pada setiap stasiun yang ada di line
balancing line B untuk motor matic type K25, maka nilai peringkat yang sudah
didapat dari jumlah waktu operasi selanjutnya langkah-langkah yang harus dilakukan adalah sebagai berikut :
2. Tentukan bobot posisi untuk masing-masing elemen kerja yang berkaitan dengan waktu operasi untuk waktu pengerjaan yang terpanjang dari mulai operasi pemulaan hingga sisa operasi sesudahnya. 3. Membuat peringkat setiap elemen pekerjaan berdasarkan bobot posisidilangkah ke-2. Pengerjaan yang mempunyai bobot terbesar diletakkan pada peringkat pertama.
4. Tentukan waktu siklus (CT)
5. Pilihlah tugas dengan bobot terbesar dan tempatkan pada stasiun pertama.
6. Lanjutkan dengan menempatkan elemen pekerjaan yang memiliki bobot posisinya tertinggi hingga ke yang terendah ke dalam stasiun kerja.
7. Jika pada stasiun kerja terdapat kelebihan waktu dalam hal ini waktu stasiun kerja melebihi waktu siklus, tuakr atau ganti dengan elemen kerja yang ada dalam stasiun kerja tersebut ke dalam stasiun kerja berikutnya selama tidak menyalahi precedence diagram.
8. Ulangi langkah ke-6 dan ke-7 diatas sampai seluruh elemen pekerjaan sudah ditempatkan ke dalam stasiun kerja.
Setelah membuat precedence diagram pada proses perakitan motor, dan juga juga telah diketahui Cycle Time nya, maka dapat dilakukan langkah selanjutnya yaitu memuat peringkat tiap elemen pekerjaan berdasarkan bobot posisi.
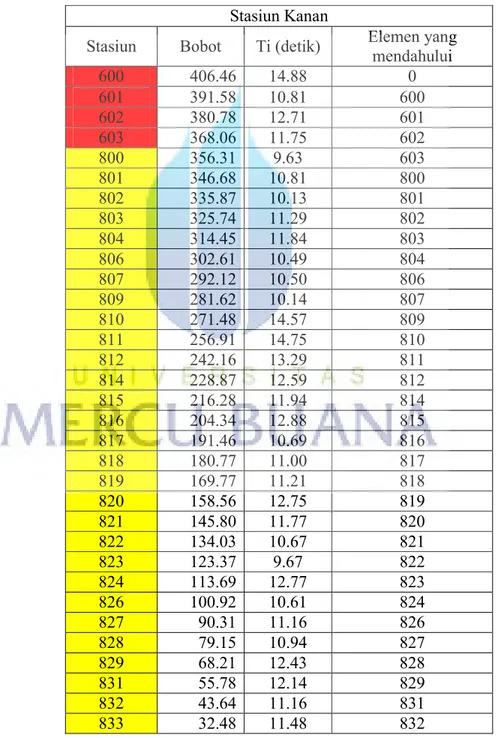
Setelah mengetahui precedence diagram, maka langkah selanjutnya adalah membuat rangking bobot posisi yang berkaitan dengan waktu operasi. Berikut ini adalah rangking bobot posisi berdasarkan RPW dapat dilihat pada Tabel 4.11 dan
Lampiran.
Tabel 4.11 Tabel Bobot Posisi Stasiun Kanan
Stasiun Kanan
Stasiun Bobot Ti (detik) Elemen yang
mendahului 600 406.46 14.88 0 601 391.58 10.81 600 602 380.78 12.71 601 603 368.06 11.75 602 800 356.31 9.63 603 801 346.68 10.81 800 802 335.87 10.13 801 803 325.74 11.29 802 804 314.45 11.84 803 806 302.61 10.49 804 807 292.12 10.50 806 809 281.62 10.14 807 810 271.48 14.57 809 811 256.91 14.75 810 812 242.16 13.29 811 814 228.87 12.59 812 815 216.28 11.94 814 816 204.34 12.88 815 817 191.46 10.69 816 818 180.77 11.00 817 819 169.77 11.21 818 820 158.56 12.75 819 821 145.80 11.77 820 822 134.03 10.67 821 823 123.37 9.67 822 824 113.69 12.77 823 826 100.92 10.61 824 827 90.31 11.16 826 828 79.15 10.94 827 829 68.21 12.43 828 831 55.78 12.14 829 832 43.64 11.16 831 833 32.48 11.48 832
Sumber : Pengolahan Data
Setelah membuat rangking bobot posisi, maka dapat dilakukan langkah selanjutnya yaitu menentukan stasiun kerja berdasarkan metode peringkat bobot posisi dengan CT (cycle time) adalah sebesar 22 detik. Berikut ini adalah work
station berdasarkan metode peringkat bobot posisi (RPW) dapat dilihat pada Tabel 4.12 dan Lampiran.
Tabel 4.12 work station brdasakan RPW sebelum perbaikan stasiun kanan
No Stasiun Kerja Elemen Kerja Ti (detik) Cycle Time Idle time Efficiency Lintasan Balance Delay 1 600 600 14.88 22 7.12 53% 47% 2 601 601 10.81 11.19 3 602 602 12.71 9.29 4 603 603 11.75 10.25 5 800 800 9.63 12.37 6 801 801 10.81 11.19 7 802 802 10.13 11.87 8 803 803 11.29 10.71 9 804 804 11.84 10.16 10 806 806 10.49 11.51 11 807 807 10.50 11.50 12 809 809 10.14 11.86 13 810 810 14.57 7.43 14 811 811 14.75 7.25 15 812 812 13.29 8.71 16 814 814 12.59 9.41 17 815 815 11.94 10.06 18 816 816 12.88 9.12 19 817 817 10.69 11.31 20 818 818 11.00 11.00 21 819 819 11.21 10.79 22 820 820 12.75 9.25 834 21.00 11.16 833 835 9.85 9.85 834
23 821 821 11.77 10.23 24 822 822 10.67 11.33 25 823 823 9.67 12.33 26 824 824 12.77 9.23 27 826 826 10.61 11.39 28 827 827 11.16 10.84 29 828 828 10.94 11.06 30 829 829 12.43 9.57 31 831 831 12.14 9.86 32 832 832 11.16 10.84 33 833 833 11.48 10.52 34 834 834 11.16 10.84 35 835 835 9.85 12.15 Jumlah 406.46 363.54
Sumber : Pengolahan Data
Setelah mengetahui efisiensi lintasan dan balance delay assembly unit line B yang ada di industri otomotif sunter, maka selanjutnya dilakukan perbaikan efisiensi lintasan agar menjadi lebih optimal, yaitu dengan cara menggabungkan stasiun-stasiun kerja yang ada di perusahaaan tersebut dengan catatan tidak boleh melewati batas cycle time yang sudah ditentukan oleh perusahaan (lihat Tabel
4.13 dan Lampiran). Berikut ini adalah rumus yang digunakan untuk menghitung
efisiensi lintasan dan rumus untuk menghitung balance delay guna mengoptimalkan lintasan kerja yang ada saat ini.
Lintasan efisiensi :
= ∑
CT × N× 100%
Keterangan :
n = jumlah elemen kerja yang ada
CT = Cycle Time (waktu siklus)
Balance Delay :
=CT × N ∑
CT × N × 100%
Berikut ini adalah tabel setelah dilakukan perbaikan lintasan kerja yang ada di stasiun kanan (lihat Tabel 4.13). Dari tabel bisa kita lihat bahwa efisiensi lintasan mengalami peningkatan yakni dari 53% menjadi sebesar 64% dan keseimbangan waktu senggang mengalami penurunan dari 47% menjadi sebesar 36%.
Tabel 4.13 work station berdasarkan RPW sesudah perbaikan stasiun kanan
No Stasiun Kerja Elemen Kerja Ti (detik) Ti (setelah digabung) Cycle Time Idle time Efficiency Lintasan Balance Delay 1 600 1 14.88 14.88 22 7.12 64% 36% 2 601 2 10.81 10.81 11.19 3 602 3 12.71 12.71 9.29 4 603 4 11.75 11.75 10.25 5 800 5 9.63 9.63 12.37 6 801 6 10.81 20.94 1.06 7 802 10.13 8 803 7 11.29 11.29 10.71 9 804 8 11.84 11.84 10.16 10 806 9 10.49 20.99 1.01 11 807 10.50 12 809 10 10.14 10.14 11.86 13 810 11 14.57 14.57 7.43 14 811 12 14.75 14.75 7.25 15 812 13 13.29 13.29 8.71 16 814 14 12.59 12.59 9.41 17 815 15 11.94 11.94 10.06 18 816 16 12.88 12.88 9.12 19 817 17 10.69 21.69 0.31 20 818 11.00 21 819 18 11.21 11.21 10.79 22 820 19 12.75 12.75 9.25
23 821 20 11.77 11.77 10.23 24 822 21 10.67 20.34 1.66 25 823 9.67 26 824 22 12.77 12.77 9.23 27 826 23 10.61 21.77 0.23 28 827 11.16 29 828 24 10.94 10.94 11.06 30 829 25 12.43 12.43 9.57 31 831 26 12.14 12.14 9.86 32 832 27 11.16 11.16 10.84 33 833 28 11.48 11.48 10.52 34 834 29 11.16 21.00 1.00 35 835 9.85 Jumlah 406.46 406.46
Sumber : Pengolahan Data
Setelah mengetahui efisiensi lintasan dan balance delay serta jumlah stasiun yang digabungkan maka langkah berikutnya adalah membuat precedence
diagram (lihat Gambar 4.3) berdasarkan sesudah adanya penggabungan beban
kerja di tiap stasiun lintasan kerja di line produksi assy unit line B. Berdasarkan hasil dari pengolahan data work station berdasarkan RPW diketahui bahwa jumlah stasiun kanan yang awalnya berjumlah 35 stasiun bisa dioptimalkan menjadi 29 stasiun.
4.4.2 Diagram Yamazumi
Diagram yamazumi biasanya digunakan untuk membantu dalam mendesain sel-sel produksi dan memonitor perbaikan terus menerus. Dengan yamazumi akan memungkinkan untuk memvisualisasikan berbagai elemen kerja yang berlangsung dalam proses produksi kemudian membandingkan dengan output yang dibutuhkan konsumen. Grafik yamazumi berbentuk tumpukan sederhana dari bar chart dari lamanya waktu setiap aktivitas dalam proses produksi. Dalam membuat diagram
yamazumi untuk melihat keseimbangan lini dari proses produksi membutuhkan Takt Time dimana Takt Time yang telah ditentukan perusahaan adalah 22 detik/stasiun.
Berarti untuk menggunakan metode yamazumi pada setiap proses waktunya tidak lebih dari 22 detik. Berikut ini adalah grafik yamazumi sebelum adanya penggabungan beban kerja dapat dilihat di Gambar 4.4 dan Gambar 4.5.
14.88
10.81
12.71
11.75
9.63
10.81
10.13
11.29
11.84
10.4910.5010.14
14.5714.75
13.29
12.59
11.94
12.88
10.6911.00
11.21
12.75
11.77
10.67
9.67
12.77
10.61
11.1610.94
12.4312.14
11.1611.4811.16
9.85
600 601 602 603 800 801 802 803 804 806 807 809 810 811 812 814 815 816 817 818 819 820 821 822 823 824 826 827 828 829 831 832 833 834 835
Gambar 4.4 diagram yamazumi station kanan10.45 13.97 13.14 10.1810.66 10.56 8.37 9.06 11.82 11.33 11.09 10.93 11.0011.4710.79 11.07 12.11 13.02 11.07 11.84 10.34 11.83 11.20 9.64 11.01 10.26 10.199.90 11.94 0.00 2.00 4.00 6.00 8.00 10.00 12.00 14.00 16.00 702 704 901 903 905 906 907 908 909 910 911 912 913 914 915 916 917 918 919 920 922 926 927 928 929 931 932 933 934
Menurut gambar 4.4 dan gambar 4.5 kita bisa lihat produksi yang dijalankan tidak efisien terdapat naik turunnya grafik yang sangat signifikan dari semua proses baik dari stasiun kanan maupun stasiun kiri hampir semua stasiun kurang dari batas waktu yang sudah ditentukan oleh perusahaan yaitu sebesar 22 detik. Oleh sebab itu berikut ini adalah usulan agar cycle time yang ada tidak melewati batas waktu takt time yang telah ditentukan oleh perusahaan yaitu dengan cara menggabungkan beberapa stasiun antara sub frame dan main line yang mempunyai waktu kurang dari takt time yaitu 22 detik. Berikut adalah diagram yamazumi setelah adanya proses penggabungan kerja dapat dilihat pada gambar 4.6 dan gambar 4.7.
14.88 10.81 12.71 11.75 9.63 20.94 11.2911.84 20.99 10.14 14.57 14.75 13.29 12.59 11.94 12.88 21.69 11.21 12.75 11.77 20.34 12.77 21.77 10.94 12.43 12.14 11.16 11.48 21.0 0 5 10 15 20 25 600 601 602 603 800 801 & 802 803 804 806 & 807 809 810 811 812 814 815 816 817 & 818 819 820 821 822 & 823 824 826 & 827 828 829 831 832 833 834 & 835
10.45 13.97 13.14 20.85 18.93 20.89 11.33 11.09 21.93 11.47 21.86 12.11 13.02 11.07 11.84 10.34 11.83 20.84 21.27 20.09 11.94 0 5 10 15 20 25 702 704 901 903 & 905 906 & 907 908 & 909 910 911 912 & 913 914 915 & 916 917 918 919 920 922 926 927 & 928 929 & 931 932 & 933 934
Gambar 4.7 diagram yamazumi stasiun kiri setelah adanya proses penggabungan
Berdasarkan Gambar 4.6 dan Gambar 4.7 terlihat bahwa pada diagram
yamazumi di atas ketika sebelum adanya penggabungan proses kerja dan sesudah
adanya proses penggabungan stasiun kerja (Gambar 4.4 dan Gambar 4.5) dan (Gambar 4.6 dan Gambar 4.7) di setiap stasiun akan membuat lini perakitan di assy
unit line B lebih optimal karena eisiensi lintasan meningkat dan balance delay turun,
selain itu perusahaan dapat menghemat penggunaan operator dimana dengan berkurangnya jumlah stasiun kerja itu berarti berkurang pulan jumlah operator di lini perakitan assy unit line B untuk sepeda motor matic type K25.