WENNY TIVRINA PARDOSI
PROGRAM KEAHLIAN TEKNIK DAN MANAJEMEN
LINGKUNGAN
PROGRAM DIPLOMA
INSTITUT PERTANIAN BOGOR
PERNYATAAN MENGENAI LAPORAN TUGAS AKHIR
DAN SUMBER INFORMASI
Dengan ini saya menyatakan laporan akhir Sistem Manajemen Lingkungan ISO 14001:2004 PT Preformed Line Products Indonesia Cikarang, Bekasi adalah karya saya dengan arahan dosen pembimbing dan belum diajukan dalam bentuk apapun kepada perguruan tinggi manapun. Sumber informasi yang berasal atau dikutip dari karya yang diterbitkan dari penulis lain telah disebutkan dalam teks dan dicantumkan dalam Daftar Pustaka di bagian akhir laporan ini.
Bogor, Juni 2016
Wenny Tivrina Pardosi
ABSTRAK
WENNY TIVRINA PARDOSI. Sistem Manajemen Lingkungan ISO 14001:2004 PT Preformed Line Products Indonesia Cikarang, Bekasi. Dibimbing oleh YUDITH VEGA ST M.Si.
PT Preformed Line Products Indonesia Cikarang, Bekasi merupakan salah satu perusahaan yang bergerak di bidang industri komponen alat listrik tegangan tinggi. Penerapan Sistem Manajemen Lingungan ISO 14001:2004 PT Preformed
Line Products Indonesia Cikarang, Bekasi mencakup penetapan komitmen dan
kebijakan lingkungan, perencanaan lingkungan, pelaksanaan rencana, pemantauan dan evaluasi serta penilaian, dan peningkatan kinerja Sistem Manajemen Lingkungan. Kendala yang dihadapi dalam penerapan Sistem Manajemen Lingkungan yaitu kesadaran pekerja terhadap lingkungan harus lebih ditingkatkan kembali karena konsistensi pelaksanaan Sistem Manajemen Lingkungan harus lebih diperhatikan.
Kata kunci : PT Preformed Line Products Indonesia
ABSTRACT
WENNY TIVRINA PARDOSI. Environmental Management System ISO 14001:2004 PT Preformed Line Products Indonesian Cikarang, Bekasi. Supervised by YUDITH VEGA ST M.Si.
PT PLP Indonesia Cikarang, Bekasi is one of the companies engaged in industry-voltage electrical appliance high components. Penerapan Environmental Management Systems ISO 14001:2004 PT Preformed Line Products Indonesia Cikarang, Bekasi include establishing commitments and environmental policies, environmental planning, implementation plans, monitoring and evaluation and assessment and performance improvement of the Environmental Management System. Obstacles encountered in the implementation of an Environmental Management System that workers' awareness of the environment should be scaled back because of the consistency of the implementation of the Environmental Management System should be considered.
RINGKASAN
WENNY TIVRINA PARDOSI. Sistem Manajemen Lingkungan ISO 14001:2004 PT Preformed Line Products Indonesia Cikarang, Bekasi. Dibimbing oleh YUDITH VEGA ST M.Si.
Kemajuan teknologi dan globalisasi membuat perkembangan industri di Indonesia tumbuh sangat pesat sehingga lingkungan semakin rusak. Oleh karena itu, perusahaan diwajibkan untuk menerapkan Sistem Manajemen Lingkungan. Laporan tugas akhir ini selain dibuat untuk melengkapi persyaratan untuk menjadi Ahli Madya Program Keahlian Teknik dan Manajemen Lingkungan di Program Manajemen Lingkungan Program Diploma Institut Pertanian Bogor, juga bertujuan untuk menguraikan penerapan Sistem Manejemen Lingkungan ISO 14001:2004 PT Preformed Line Products Indonesia Cikarang, Bekasi. Kegiatan praktik kerja lapangan dilaksanakan di PT Preformed Line Products Indonesia Cikarang, Bekasi tanggal 09 Februari sampai 09 April 2016 dengan mengumpulkan data primer dan sekunder menggunakan metode pengamatan lapangan, wawancara, dan studi pustaka.
PT Preformed Line Products Indonesia Cikarang, Bekasi merupakan salah satu perusahaan yang bergerak dibidang industri komponen alat listrik tegangan tinggi. Penerapan Sistem Manajemen Lingkungan ISO 14001:2004 PT Preformed
Line Products Indonesia Cikarang, Bekasi mencakup penetapan komitmen dan
kebijakan lingkungan, perencanaan lingkungan, pelaksanaan perencanaan lingkungan, pemantauan dan evaluasi serta penilaian dan peningkatan kinerja Sistem Manajemen Lingkungan. Kendala yang dihadapi dalam penerapan Sistem Manajemen Lingkungan yaitu kesadaran pekerja terhadap lingkungan yang harus ditingkatkan kembali dan harus lebih diperhatikan.
Kata kunci : Sistem Manajemen Lingkungan ISO 14001, PT Preformed Line
SISTEM MANAJEMEN LINGKUNGAN ISO 14001:2004
PT PREFORMED LINE PRODUCTS INDONESIA CIKARANG,
BEKASI
WENNY TIVRINA PARDOSI
Laporan Tugas Akhir
Sebagai salah satu syarat untuk memperoleh gelar Ahli Madya
pada
Program Diploma Keahlian Teknik dan Manajemen Lingkungan
PROGRAM KEAHLIAN TEKNIK DAN
MANAJEMEN LINGKUNGAN
PROGRAM DIPLOMA
INSTITUT PERTANIAN BOGOR
Judul Tugas Akhir : Sistem Manajemen Lingkungan ISO 14001:2004
PT Preformed Line Products Indonesia Cikarang, Bekasi
Nama : Wenny Tivrina Pardosi
NIM : J3M113005
Disetujui oleh
Yudith Vega, ST, MSi Pembimbing
Disetujui oleh
Dr Ir Bagus P Purwanto, MAgr Dr Ir Sulistijorini, MSi
Direktur Koordinator Program Keahlian
PRAKATA
Puji dan syukur penulis panjatkan kehadirat Allah yang telah melimpahkan rahmat-Nya, sehingga penulis dapat menyelesaikan Tugas Akhir dengan baik. Penyusunan Tugas Akhir yang berjudul ‘’Sistem Manajemen Lingkungan ISO 14001:2004 PT Preformed Line Products Indonesia Cikarang, Bekasi’’ ini dibuat sebagai salah satu syarat dalam memperoleh gelar Ahli Madya (A.Md) pada Program Diploma Institut Pertanian Bogor.
Penyusunan dan penyelesaian Tugas Akhir ini tidak lepas dari dukungan berbagai pihak. Penulis mengucapkan terimakasih kepada Ibu Yudith Vega, ST, MSi selaku Dosen Pembimbing yang telah memberikan saya arahan dan masukan selama menjalani Praktik Kerja Lapangan sampai dengan penyususnan Tugas Akhir dan kepada Ibu Dr Ir Sulistijorini, MSi selaku Koordinator Program Keahlian.
Penulis mengucapkan terimakasih kepada Bapak Suwara Hadiwirosa selaku pembimbing lapangan yang telah banyak membagikan ilmu dan pengalamannya. Semoga Tugas Akhir ini dapat bermanfaat bagi pengembangan ilmu pengetahuan dan semua pihak yang berkepentingan, khususnya bagi penulis sendiri.
Bogor, Juni 2016
DAFTAR ISI DAFTAR TABEL ... DAFTAR GAMBAR ... 1 PENDAHULUAN ... 1 1.1 Latar Belakang ... 1 1.2 Tujuan ... 1 2 METODE ... 1
2.1 Lokasi dan Waktu Praktik Kerja Lapangan... 1
2.2 Metode Bidang Kajian ... 2
2.2.1 Teknik Pengumpulan Data ... 2
2.2.2 Teknik Analisis Data ... 2
3 TINJAUAN PUSTAKA ... 2
3.1 Sistem Manajemen Lingkungan ISO 14001 ... 2
3.2 Model Sistem Manajemen Lingkungan ISO 14001 ... 3
4 KEADAAN UMUM ... 4 4.1 Sejarah Perusahaan ... 4 4.2 Komitmen Perusahaan ... 5 4.3 Misi Perusahaan ... 5 4.4 Struktur Organisasi ... 5 4.5 Ketenagakerjaan ... 5 4.6 Produk PT PLP Indonesia ... 6 4.7 Material ... 7
4.7.1 Bahan Baku & Bahan Penolong ... 7
4.8 Proses Produksi PT PLP Indonesia ... 7
5 SISTEM MANAJEMEN LINGKUNGAN ISO 14001 : 2004 PT PLP INDONESIA CIKARANG BEKASI ... 8
5.1 Kebijakan Lingkungan ... 8
5.2 Perencanaan ... 8
5.2.1 Identifikasi Aspek dan Dampak Lingkungan ... 8
5.2.2 Persyaratan Peraturan Perundang Undangan Lainnya ... 10
5.2.3 Tujuan, Sasaran, dan Program ... 10
5.3 Penerapan dan Operasi ... 11
5.3.1 Sumberdaya, Peran, Tanggung Jawab dan, Kewenangan ... 10
5.3.2 Kompetensi, Pelatihan dan Kesadaran ... 11
5.3.3 Komunikasi ... 12
5.3.4 Dokumentasi ... 12
5.3.5 Pengendalian Dokumen ... 13
5.3.6 Pengendalian Operasional ... 14
5.3.7 Kesiapsiagaan dan Tanggap Darurat ... 17
5.4 Pemeriksaan ... 18
5.4.1 Pemantauan dan Pengukuran ... 18
5.4.2 Evaluasi Penaatan... 20
5.4.3 Ketidaksesuaian, Tindakan Perbaikan, dan Tindakan Pencegahan 20 5.4.4 Pengendalian Rekaman ... 20
5.4.5 Audit Internal ... 21
5.5 Tinjauan Manajemen ... 21
5.5.2 Kesesuaian dan Kecocokan Pelaksanaan ISO 14001:2004 ... Error!
Bookmark not defined.
6 SIMPULAN DAN SARAN ... 24
6.1 Simpulan ... 24
6.2 Saran ... 24
DAFTAR PUSTAKA ... 24
LAMPIRAN ... 25
DAFTAR TABEL Tabel 1 Daftar Jumlah Karyawan di PT PLP Indonesia ... 5
Tabel 2 Jenis dan Kapasitas Produksi ... Error! Bookmark not defined. Tabel 3 Contoh OTP PT PLP Indonesia ... 10
Tabel 4 Peran serta Tanggung Jawab pada struktur PT PLP Indonesia ... 11
Tabel 5 Penggunaan Energi PT PLP Indonesia ... 19
Tabel 6 Hasil Pengukuran Udara Ambien PT PLP Indonesia ... 20
Tabel 7 Hasil Pengukuran Getaran PT PLP Indonesia ... 20
Tabel 8Kesesuaian Penerapan ISO 14001 dengan SNI 19-14001-2005 ... 20
DAFTAR GAMBAR Gambar 1 Model Penerapan ISO 14001 ... Error! Bookmark not defined. Gambar 2 Contoh Produk PT PLP Indonesia ... Error! Bookmark not defined. Gambar 3 Pelatihan Penanganan Tumpahan Oli oleh PT PLP Indonesia ... Error! Bookmark not defined. Gambar 4 Lemari Penyimpanan Dokumen PT PLP Indonesia ... Error! Bookmark not defined. Gambar 5 Tempat Sampah PT PLP Indonesia ... Error! Bookmark not defined. Gambar 6 Tempat Penyimpanan Sementara ... Error! Bookmark not defined. Gambar 7 Rambu LOTO di PT PLP Indonesia ... Error! Bookmark not defined. Gambar 9 Contoh Instruksi Kerja PT PLP Indonesia ... 17
Gambar 10 Sarana Tanggap Darurat di PT PLP Indonesia... 18
Gambar 11 Rambu Penghematan Air ... 19
Gambar 12 Rambu Penghematan Listrik ... 19
1 PENDAHULUAN
1.1 Latar BelakangPerkembangan perusahaan dan industri dewasa ini telah menyebabkan krisis lingkungan dan energi. Bermula dari dampak industri inilah maka organisasi atau industri dituntut untuk meningkatkan tanggung jawab terhadap konservasi lingkungan. Berdasarkan kesepakatan international pada tahun 1996 International
Organization for Standarization meluncurkan suatu standar, untuk mengelola
lingkungan secara professional di dalam organisasi dan industri, standar tersebut disebut Sistem Manajemen Lingkungan (SML) ISO 14001.
Penerapan International Organization for Standardization tentang SML merupakan solusi yang efektif untuk mengurangi permasalahan yang terjadi pada lingkungan. SML yang efektif adalah menyediakan program kerja terstruktur dan proses kerja yang terorganisir, mengintegrasikan perencanaan, pelaksanaan, tindakan perbaikan dan tinjauan pengelolaan. Tantangan utama bagi perusahaan yang menerapkan SML adalah bagaimana menetapkan aspek lingkungan menjadi bagian integral dalam kegiatan perusahaan dan bukan bagian yang terpisahkan dari kegiatan perusahaan.
Sistem ini juga menjadi persyaratan agar dapat meningkatkan produktivitas, efisiensi yang lebih tinggi dan kompetitif serta untuk memenuhi persyaratan perundangan lingkungan hidup dari pemerintah. SML didesain oleh perusahaan yang ingin memberikan pernyataan diri yang diberikan kepada pihak kedua tanpa keterlibatan pihak ketiga yang menyatakan bahwa perusahaan telah menjalankan dengan baik ketentuan-ketentuan di dalam standar ISO 14001.
PT Preformed Line Products (PLP) Indonesia adalah salah satu industri yang bergerak di bidang industri komponen alat listik tegangan tinggi. Perusahaan menggunakan mesin-mesin dalam proses produksinya, sehingga berpotensi menimbulkan pencemaran ataupun kerusakan terhadap lingkungan. Hal tersebut merupakan alasan dari PT PLP Indonesia untuk berkomitmen penuh dalam menetapkan SML dengan baik untuk menjamin lingkungan tetap sehat.
1.2 Tujuan
Pelaksanaan Praktik Kerja Lapangan memiliki tujuan :
a. Menguraikan kondisi dan pelaksanaan SML ISO 14001:2004 PT PLP Indonesia.
b. Mengevaluasi pelaksanaan SML ISO 14001:2004 yang telah disertifikasi di PT PLP Indonesia.
2 METODE
2.1 Lokasi dan Waktu Praktik Kerja Lapangan
Praktik kerja lapangan dilakukan di PT PLP Indonesia Cikarang, Bekasi dilakukan di departemen EHS. Pelaksanaan praktik kerja lapangan dilakukan selama 2 bulan sejak 09 Februari 2016 hingga 09 April 2016. Kegiatan praktik kerja lapangan dilakukan setiap hari kerja yaitu hari Senin sampai Jumat. Waktu
kegiatan praktik kerja lapangan dimulai dari pukul 08.00 – 17.00 WIB. Batas-batas perusahaan meliputi :
Sebelah Utara : PT Webforge Ind. Sebelah Selatan : Jl Jababeka XII.
Sebelah Timur : PT Takemoto Indonesia. Sebelah Barat : PT Conitex Sonoco Ind.
2.2 Metode Bidang Kajian
Metode bidang kajian yang dilakukan selama praktik kerja lapangan di PT PLP Indonesia Cikarang, Bekasi terdiri dari dua teknik, yaitu teknik pengumpulan data dan teknik analisis data.
2.2.1 Teknik Pengumpulan Data
Pelaksanaan praktik kerja lapangan dilakukan dengan beberapa metode dalam pengambilan data. Metode tersebut adalah:
1. Pengamatan lapangan, yaitu pengamatan secara langsung disertai dengan praktik pada instansi terkait. Pengamatan lapangan meliputi pekerjaan atau kegiatan yang berhubungan dengan penerapan ISO 14001 di perusahaan.
2. Wawancara, yaitu pengambilan data primer secara lisan dan diskusi secara langsung dengan narasumber yang kompeten atau pihak-pihak terkait mengenai penerapan ISO 14001 di perusahaan.
3. Studi pustaka, yaitu mencari referensi dan literatur yang terkait dengan kegiatan ISO 14001 di perusahaan yang diperoleh melalui pustaka, meliputi buku dan dokumen-dokumen baik yang dimiliki oleh perusahaan atau sumber-sumber lain.
2.2.2 Teknik Analisis Data
Data yang diperoleh dari hasil studi pustaka, pengamatan lapangan, wawancara, dan pengambilan data sekunder selanjutnya dianalisis dengan membandingkan dan menyesuaikan antara data yang diperoleh dengan keadaan di lapangan sesuai dengan ISO 14001:2004.
3 TINJAUAN PUSTAKA
Lingkungan internal antara lain pabrik lokasi fasilitas produksi, kondisi lingkungan kerja, dampak yang diterima oleh karyawan dalam lingkungan kerjanya. Lingkungan eksternal merupakan lingkungan luar lokasi pabrik atau fasilitas produksi yang dapat menimbulkan dampak pada lingkungan disekitarnya, termasuk masyarakat disekitar lokasi pabrik. Permasalahan lingkungan memerlukan instrumen atau alat untuk mengelola permasalahan tersebut.
3.1 Sistem Manajemen Lingkungan ISO 14001
Sistem Manajemen Lingkungan disertifikasi oleh Badan Sertifikasi Internasional. Berdasarkan hasil pembahasan dengan stakeholders di Indonesia, KLH menyadari potensi penerapan SML bagi peningkatan mutu pengelolaaan
lingkungan, peningkatan secara proaktif dan sukarela di Indonesia. Langkah langkah penerapan SML ISO 14001 terdiri dari lima (5) tahap, yaitu :
1. Pengembangan dan komitmen terhadap kebijakan lingkungan.
2. Perencanaan aspek lingkungan dan dampak lingkungan terkait persyaratan dan peraturan perundang undangan perusahaaan, tujuan, dan sasaran serta rencana kerja dan program manajemen lingkungan.
3. Penerapan dan operasi, lokasi sumberdaya, struktur dan tanggung jawab, kesadaran dan pelatihan, komunikasi, dokumentasi SML, pengendalian operasional, program manajemen yang spesifik, kesiapsiagaan dan respon terhadap keadaan darurat.
4. Evaluasi berkala, pemantauan, tindakan koreksi dan pencegahan, rekaman, dan audit SML.
5. Pengkajian SML dan penyempurnaan berkelanjutan.
Dalam penerapan dan operasi untuk memenuhi SML ISO 14001 yang baik, perusahaan maupun organisasi dapat mengacu pada klausul-klausul dalam struktur ISO 14001. Struktur ISO 14001 terdiri dari (SNI 19-14001-2005) :
1. Ruang Lingkup. 2. Acuan Normatif. 3. Istilah dan defenisi.
4. Persyaratan Sistem Manajemen Lingkungan. 4.1. Persyaratan umum.
4.2. Kebijakan lingkungan. 4.3. Perencanaan.
4.3.1. Aspek lingkungan.
4.3.2. Persyaratan peraturan perundangan undangan dan lainnya. 4.3.3. Tujuan, sasaran, dan program.
4.4. Penerapan dan operasi.
4.4.1. Sumberdaya, peran, tanggung jawab, dan kewenangan. 4.4.2. Kompetensi, pelatihan, dan kesadaran.
4.4.3. Komunikasi. 4.4.4. Dokumentasi.
4.4.5. Pengendalian dokumen. 4.4.6. Pengendalian operasional.
4.4.7. Kesiapsiagaan dan tanggap darurat. 4.5. Pemeriksaan.
4.5.1. Pemantauan dan pengukuran. 4.5.2. Evaluasi penaatan.
4.5.3. Ketidaksesuaian, tindakan perbaikan, dan tindakan pencegahan. 4.5.4. Pengendalian rekaman.
4.5.5. Audit internal. 4.6. Tinjauan Manajemen.
3.2 Model Sistem Manajemen Lingkungan ISO 14001
Sistem Manajemen Lingkungan menyediakan suatu proses terstruktur dengan perbaikan atau penyempurnaan untuk meningkatkan standar kinerja lingkungan mencakup struktur organisasi, perencanaan, kegiatan, tanggung jawab, praktik, prosedur, proses, dan sumberdaya untuk membangun, menerapkan,
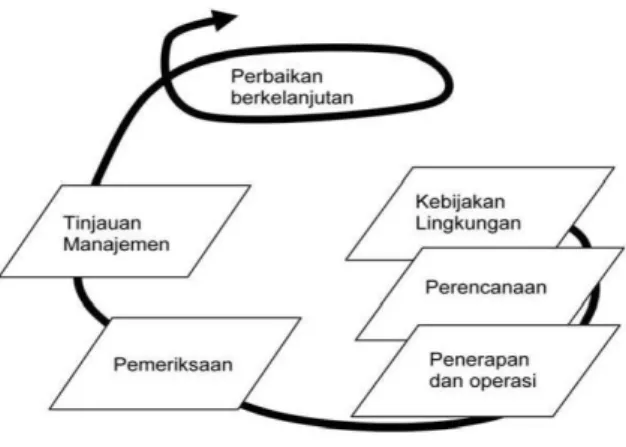
mencapai, menelaah, dan memelihara kebijakan lingkungan. SML menganut model baku sistem manajemen atas empat unsur pokok sistem yang saling berkaitan membentuk suatu siklus berkelanjutan (continuous cycle). Unsur atau prinsip pokok tersebut tercantum pada Gambar 1.
Model SML secara umum mengikuti metode pendekatan proses Plan, Do,
Check, Action. Berdasarkan SNI 19-14001-2005, definisi tahapan tersebut adalah
sebagai berikut :
a. Rencana (Plan) : menetapkan tujuan dan proses yang diperlukan untuk
memberikan hasil yang sesuai degan kebijakan lingkungan organisasi.
b. Lakukan (Do) : menerapkan proses-proses yang telah ditetapkan pada
tahap plan.
c. Periksa (Check) : memantau dan mengukur proses terhadap kebijakan
lingkungan, tujuan, sasaran, persyaratan peraturan perundang undangan ketentuan lain yang diikuti organsasi, serta melaporkan hasilnya.
d. Tindakan (Act) : melaksanakan tindakan untuk meningkatkan kinerja SML
berkelanjutan.
Gambar 1 Model Penerapan ISO 14001 Sumber : SNI 19-14001-2005
4 KEADAAN UMUM
4.1 Sejarah PerusahaanPT PLP Indonesia didirikan pada tahun 1995 yang dahulunya bernama Dulmison Indonesia lalu diakuisisi oleh PT PLP Indonesia-pada akhir, luas 300m². Pabrik dengan pasokan utama yaitu berbagai perlengkapan dan aksesoris untuk transmisi, distribusi, dan telekomunikasi serta melayani pelanggan di Indonesia dan di seluruh dunia seperti Inggris, Thailand, Malaysia, Australia. PT PLP Indonesia menyediakan beberapa produk utama seperti: dogbone shock,
spiral suspension unit, spacer/ spacer shock, fittings helix, ADSL, dan OPGW string fittings. PT PLP Indonesia telah terakreditasi ISO 9001:2008, ISO
4.2 Komitmen Perusahaan
Kebijakan PT PLP Indonesia mencerminkan komitmen dari top manajemen untuk menjamin tanggung jawab dan pengelolaan yang efektif disemua aspek dari kegiatannya. Kebijakan ini menyatakan tekad dari PT PLP Indonesia untuk
mematuhi perundangan yang diterapkan di Indonesia dan secara
berkesinambungan memperbaiki SML.
4.3 Misi Perusahaan
Misi PT PLP Indonesia adalah :
‘’Menciptakan manfaat bagi pelanggan kami, kesehatan, dan keselamatan karyawan dan lingkungan‘‘.
4.4 Struktur Organisasi
PT PLP Indonesia Cikarang, Bekasi dipimpin oleh seorang President
Directore yang bertanggung jawab penuh atas pengendalian operasi di setiap area
PT PLP Indonesia dibantu dan bekerjasama dengan bagian yang lain yaitu
Factory Manager/ MR ISO 14001 & OHSAS 18001, Engineering-QA ISO 9001, Sales Export, Bussoness dev & Marketing, Country Sales & Marketing, Financial Director dan HR & General Admin yang secara lengkap strukturnya dapat dilihat
pada Lampiran 4.
4.5 Ketenagakerjaan
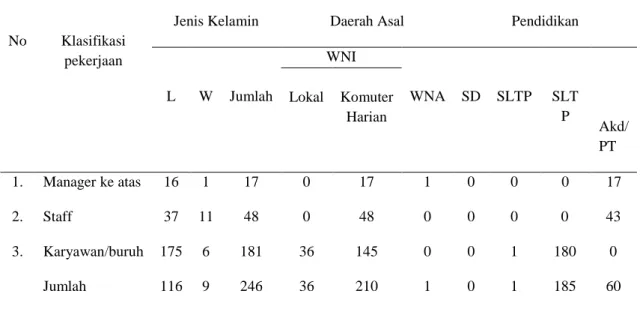
PT PLP Indonesia memiliki jumlah tenaga kerja sebanyak 246 orang.
Tabel 1 Daftar Jumlah Karyawan di PT PLP Indonesia
No Klasifikasi pekerjaan
Jenis Kelamin Daerah Asal Pendidikan
L W Jumlah WNI WNA SD SLTP SLT P Akd/ PT Lokal Komuter Harian 1. Manager ke atas 16 1 17 0 17 1 0 0 0 17 2. Staff 37 11 48 0 48 0 0 0 0 43 3. Karyawan/buruh 175 6 181 36 145 0 0 1 180 0 Jumlah 116 9 246 36 210 1 0 1 185 60
Dalam pelaksanaan operasional pabrik dibutuhkan pengaturan jam kerja yang baik. Jam kerja seorang karyawan adalah 40 jam setiap minggunya. Jadwal kerja untuk staf perkantoran adalah Senin–Jumat (5 hari kerja) dengan jam kerja pukul 08.00-17.00 WIB. Jam kerja bagian produksi dalam satu hari adalah 24 jam. Jadwal kerja bagian produksi adalah Senin-Jumat (5 hari kerja) dengan jumlah shift tenaga kerja yaitu 3 shift :
1. Shift I pukul 07.00 s.d. 16.00. 2. Shift II pukul 16.00 s.d. 24.00. 3. Shift III pukul 24.00 s.d. 07.00.
4.6 Produk PT PLP Indonesia
PT PLP Indonesia memproduksi komponen alat listrik tegangan tinggi dengan pasokan utama yaitu berbagai perlengkapan dan aksesoris untuk transmisi, distribusi, dan telekomunikasi, melayani pelanggan di Indonesia dan di seluruh dunia seperti Inggris, Thailand, Malaysia, dan Australia. Pemasaran produk di indonesia sebagian besar kebutuhan proyek PT PLN. Contoh gambar dari produk PT PLP Indonesia dapat dilihat pada Gambar 2. Beberapa produk dari PT PLP Indonesia yaitu :
a. Fiber optic Closures & FIBERLIGN Hardware. 1. FIBERLIGN OPGW Hardware.
2. FIBERLIGN ADSS Hardware.
3. FIBERLIGN OPGW and ADSS Hardware Accessories. 4. FIBERLIGN Aerial FTTP Hardware.
5. COYOTE fiber closures and Slice Cases for OPGW and ADSS. 6. Fiber Optic : Fiber Distribution Cabiets.
b. Compression Hardware Series for ACSR Conductor EN-CA-1009 c. Overhead Distribution Line Repair Manual.
d. Preformed Line Products Tower and Antena Catalog NU-CA-1002-5. e. Polymer Insulator Catalog EN-ML-1022-6.
f. TERMOLIGN Products for 3m Aluminium conductors composite Reinforced (3M ACCR).
g. Transmission Line Repair Manual.
4.7 Material 4.7.1 Bahan Baku
Bahan baku utama dalam memproduksi komponen alat listrik tegangan tinggi yang digunakan PT PLP Indonesia Cikarang, Bekasi yaitu: Alluminium
Ingot, Alluminium Wire, Galvanis Wire, Alcald Steel, Alluminium pipe, Steel, Steel Plate, Resin Plastic.
4.8 Proses Produksi PT PLP Indonesia
Proses produksi PT PLP Indonesia yaitu sebagai berikut: proses Helical, proses Casting, proses Compression Dead End (Transmission Hardware), proses pembuatan Dies, proses pembuatan Rack, dan proses pembuatan Injection
Molding. Proses produksi PT PLP Indonesia dapat dilihat secara lengkap pada
Lampiran 5. Jenis dan kapasitas produksi dapat dilihat pada Tabel 2.
Tabel 2 Jenis dan Kapasitas Produksi PT PLP Indonesia No Jenis Produksi Kapasitas
Produksi/Tahun
Sifat Product Jenis Alat Angkut Ijin,Set Riil,Set Bahan
Baku (1/2 Jadi) Bahan Baku Jadi 1 Heliformed 900.000 1.127.721 - Truk 2 Transmission Hardware 250.000 1.323.000 - Truk 3 Distribution Hardware 870.000 - Truk
Sumber : Laporan UKL & UPL PT PLP Indonesia Periode II Juli-Desember (2015)
5 SISTEM MANAJEMEN LINGKUNGAN ISO 14001:2004
PT PLP INDONESIA CIKARANG, BEKASI
5.1 Kebijakan Lingkungan
PT PLP Indonesia memiliki komitmen untuk selalu memahami, mencegah dan memperkecil setiap dampak buruk terhadap lingkungan sehubungan dengan kegiatan produksi, pelayanan, dan produk serta terus menerus berupaya memberikan pelayanan dan kualitas yang diharapkan konsumen, untuk itu PT PLP Indonesia akan :
1. Mengoperasikan fasilitas kami dengan cara melindungi karyawan kami dari bahaya guna mencegah terjadinya kecelakaan kerja dan penyakit akibat dan atau hubungan kerja serta kesehatan masyarakat dan lingkungan.
2. Memenuhi peraturan perundangan dan persyaratan lain yang berlaku dan mengaplikasikan standar dan kebijakan kami sendiri yang lebih ketat dimanapun dibutuhkan untuk melindungi karyawan kami dan lingkungan.
3. Mengupayakan perbaikan yang terus-menerus terhadap sistem dan kinerja, keselamatan, kesehatan kerja, dan lingkungan dengan mempertimbangkan faktor teknologi dan keuangan.
4. Mendesain produk dan proses kami sedemikian rupa sehingga meminimalkan resiko dari manufuktur, penggunaan, dan pemusnahan produk kami.
5. Mengurangi dan menghilangkan material berbahaya dari produk kami sejalan dengan persyaratan hukum dan kebutuhan pelanggan.
6. Mengupayakan konservasi energi, air dan bahan baku dan mengurangi limbah dan emisi.
7. Menjadi tetangga yang baik dikomunitas dimana kami berada.
Kebijakan ini diatur dan disusun oleh tim EHS dan selanjutnya akan direvisi oleh MR EHS serta kebijakan yang telah ditetapkan akan ditandatangani oleh manajemen puncak. Kebijakan lingkungan yang telah dibuat dikomunikasikan kepada seluruh karyawan PT PLP Indonesia dan dipasang pada posisi yang strategis dan mudah dilihat oleh karyawan agar tujuan,sasaran, program kebijakan lingkungan perusahaan tercapai. Perusahaan juga akan tetap konsisten terhadap kebijakan lingkungan yang dikeluarkan. Kebijakan secara berkala dievaluasi dan ditinjau ulang minimal satu tahun sekali dan kemudian dibahas dalam tinjauan manajemen, seperti yang terlihat pada Lampiran 6.
5.2 Perencanaan 5.2.1 Identifikasi Aspek dan Dampak Lingkungan
a. Umun
Aspek Lingkungan meliputi aspek kegiatan, produk, dan jasa dalam lingkup SML yang dapat dikendalikan dan dapat dengan memperhitungkan pembangunan yang direncanakan atau baru, kegiatan, produk, dan jasa yang baru atau diubah. Aspek penting lingkungan yang mempunyai dampak penting terhadap lingkungan tempat beroperasi di perusahaan atau disekelilingnya (SNI 19-14001-2005).
Identifikasi aspek lingkungan adalah proses yang berkelanjutan yang menetapkan dampak masa lalu, saat ini dan dampak yang berpotensi (positif atau negatif) pada kegiatan PT PLP Indonesia Cikarang, Bekasi terhadap lingkungan. Proses ini juga meliputi identifikasi terhadap peraturan yang potensial, undang-undang dan uraian kegiatan yang berakibat terhadap perusahaan juga meliputi identifikasi tentang dampak terhadap kesehatan dan keselamatan kerja dan penilaian resiko lingkungan.
Langkah perencanaan SML PT PLP Indonesia berupa proses yang terdiri dari empat (4) langkah :
1. Identifikasi aspek lingkungan dari kegiatan, produk PT PLP Indonesia dalam situasi atau keadaan normal, abnormal dan darurat.
2. Menetapkan aspek yang dapat menyebabkan dampak lingkungan.
3. Menetapkan tujuan dan sasaran untuk mengelola aspek penting dan dampak penting lingkungan.
4. Membuat action plan untuk mencapai tujuan dan sasaran tersebut.
b. Aspek Lingkungan
PT PLP Indonesia memberikan suatu proses untuk mengenali kegiatan perusahaan yang mempunyai aspek terhadap lingkungan dan untuk mengevaluasi
aspek apa saja yang dapat menimbulkan dampak penting terhadap lingkungan. Setiap kegiatan operasi harus mempertimbangkan dampak operasional dalam kondisi yang normal, abnormal, dan kondisi darurat/ emergency. Kondisi normal yaitu aspek atau situasi kerja yang dilakukan secara rutin dimana aspek dan dampak masih dapat diprediksi. Kegiatan rutin seperti aktivitas perkantoran dan aktivitas produksi. Kondisi abnormal yaitu aspek atau situasi kerja yang dilakukan secara tidak rutin dimana aspek tidak dapat diprediksi namun masih dapat dikendalikan, misalnya repairing mesin yang tidak terencana dan kondisi
emergency yaitu aspek dan situasinya tidak dapat dikendalikan, misalnya
kebakaran.
Analisis resiko mempunyai tujuan untuk mengidentifikasi dan melakukan penilaian terhadap aspek dan bahaya. Penilaian tersebut ditinjau setiap tahun sebagai bagian dari penentuan target tahunan. Analisis resiko di PT PLP Indonesia menggunakan metode HIRADC, AIEI (Hazard Identification, Risk Assessment, &
Determine Controls), (Aspect Identification Environmental Impact). Pembuatan
HIRADC & AIEI sendiri memiliki tahapan proses yang harus dilakukan seperti mengidentifikasikan bahaya dan penilaian resiko. Penilaian resiko yaitu dengan mempertimbangkan : a. Kemungkinan. b. Frekuensi. c. Sebaran geografis. d. Keterpulihan. e. Tingkat cedera. f. Biaya pulih. g. Citra perusahaan. h. Pengendalian yang ada. i. Kepedulian.
Adapun rumus perhitungan nilai dampak penting pada form HIRADC + AIEI yaitu dengan menggunakan rumus:
= ((kemungkinan + frekuensi) / 2) x ((sebaran geografis + keterpulihan + tingkat cidera + biaya pulih + citra perusahaan) / 5) – (pengendalian yang ada + kepedulian).
Nilai resiko
=
𝑎+𝑏2
+ (
(𝑐+𝑑+𝑒+𝑓+𝑔)
5
) − (ℎ + 𝑖)
Hasil perhitungan yang didapatkan akan menentukan risk assessment apakah aspek dampak atau resiko tersebut dapat diterima atau tidak. Jika aspek dampak tersebut masih dapat diterima maka pengendalian yang ada akan ditetapkan sebagai pengendalian operasional perusahaan. Aspek akan langsung dievaluasi serta ditinjau pengendalian resikonya. Jika tidak dapat diterima maka dilakukan Objective Target Program (OTP) yaitu sasaran, target, dan program manajemen lingkungan untuk menanggulangi dampak tersebut.
Nilai dari resiko yang dapat diterima yaitu <0 dan yang tidak dapat diterima >0. Identifikasi yang dilakukan oleh PT PLP Indonesia akan ditinjau setiap tahunnya oleh departemen terkait dan diperiksa kembali oleh TIM EHS
serta disetujui oleh EHS MR dengan mempertimbangkan efektivitas langkah-langkah pengendalian. Form HIRADC & AIEI pada Lampiran 7.
5.2.2 Persyaratan Peraturan Perundang Undangan Lainnya
Penetapan, penerapan, dan pemeliharaan SML PT PLP Indonesia Cikarang, Bekasi menyesuaikan semua aspek kegiatannya dengan peraturan perundangan yang berlaku baik itu pada bidang kualitas, lingkungan, keselamatan, dan kesehatan kerja. PT PLP Indonesia selalu menjaga kesesuaian terhadap peraturan, terhadap peraturan lokal, peraturan pemerintah, dan ketetapan menteri, untuk itu dalam penerapannya perusahaan juga harus selalu menambahkan semua perubahan dari hukum dan perundangan. Hal ini dapat dicapai melalui informasi atau komunikasi dari atau melalui sumber-sumber instansi pemerintah pada masing-masing operasi terkait seperti :
a. Berhubungan dengan K3 : Dinas Tenaga Kerja (Disnaker), Dinas Kesehatan (Dinkes).
b. Berhubungan dengan lingkungan : Badan lingkungan Hidup (BLHD).
5.2.3 Tujuan, Sasaran dan Program
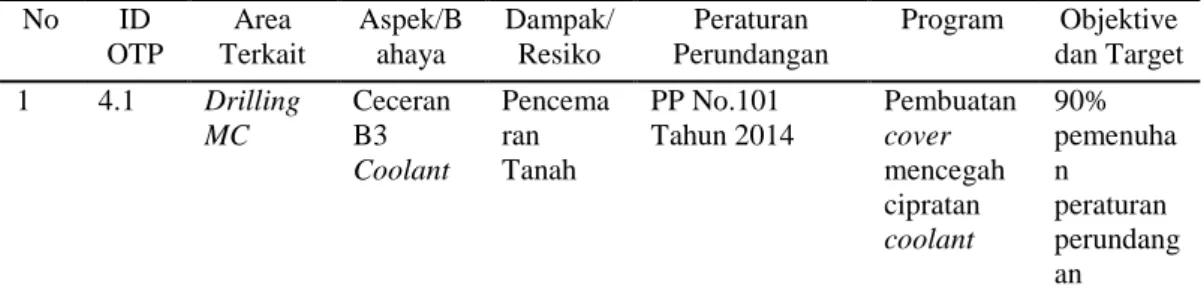
Kebijakan, tujuan, sasaran dan program di PT PLP Indonesia didasarkan pada pengetahuan tentang aspek kualitas, lingkungan, kesehatan, dan keselamatan kerja.
Tabel 3 Contoh OTP PT PLP Indonesia No ID OTP Area Terkait Aspek/B ahaya Dampak/ Resiko Peraturan Perundangan Program Objektive dan Target 1 4.1 Drilling MC Ceceran B3 Coolant Pencema ran Tanah PP No.101 Tahun 2014 Pembuatan cover mencegah cipratan coolant 90% pemenuha n peraturan perundang an
OTP yaitu sasaran, target, dan program dilakukan untuk menanggulangi dampak tersebut. OTP yang telah ditentukan tersebut akan dilakukan program perbaikan atau penanggulangan bahayanya, seperti ceceran B3 coolant dengan membuat cover pada alat untuk mencegah cipratan dari coolant tersebut. OTP ini akan dijadikan sebagai dasar perencanaan lingkungan selanjutnya. Evaluasi mengenai penentuan tujuan, sasaran dan program dilakukan minimal setahun sekali. Program manajemen lingkungan PT PLP Indonesia merupakan wujud dari upaya pengelolaan kualitas lingkungan, kesehatan dan keselamatan kerja serta implementasi ISO 14001. Sasaran kerja yang telah dibuat dikomunikasikan kepada seluruh karyawan dan dijadikan sebagai acuan dalam peningkatan kinerja.
5.3 Penerapan dan Operasi
5.3.1 Sumberdaya, Peran, Tanggung Jawab dan Kewenangan
Keberhasilan penerapan SML memerlukan komitmen dari semua personil kegiatan operasional perusahaan. Komitmen ini seharusnya dimulai pada tingkat manajemen tertinggi. Sebagai bagian dari komitmen ini, manajemen puncak
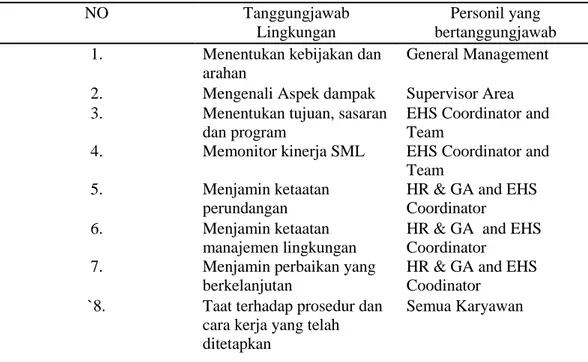
seharusnya menunjuk satu atau lebih wakil manajemen dengan tanggung jawab dan wewenang yang ditentukan untuk menerapkan SML. Manajemen juga seharusnya memastikan bahwa sumberdaya yang memadai seperti infrastruktur organisasi untuk memastikan bahwa SML diterapkan, dilaksanakan dan dipelihara. Hal ini penting bahwa peran dan tanggung jawab untuk SML ditetapkan dengan jelas dan dikomunikasikan kepada semua orang yang bekerja (SNI 19-14001-2005). Peran serta tanggung jawab struktur PT PLP Indonesia dapat dilihat pada Tabel 4.
Tabel 4 Peran serta tanggung jawab pada struktur PT PLP Indonesia
NO Tanggungjawab
Lingkungan
Personil yang bertanggungjawab
1. Menentukan kebijakan dan
arahan
General Management
2. Mengenali Aspek dampak Supervisor Area
3. Menentukan tujuan, sasaran dan program
EHS Coordinator and Team
4. Memonitor kinerja SML EHS Coordinator and
Team
5. Menjamin ketaatan
perundangan
HR & GA and EHS Coordinator
6. Menjamin ketaatan
manajemen lingkungan
HR & GA and EHS Coordinator
7. Menjamin perbaikan yang
berkelanjutan
HR & GA and EHS Coodinator
`8. Taat terhadap prosedur dan cara kerja yang telah ditetapkan
Semua Karyawan
5.3.2 Kompetensi, Pelatihan, dan Kesadaran
Program pelatihan diberikan pada setiap tingkatan karyawan PT PLP Indonesia untuk membekali para karyawan dengan pengetahuan untuk memenuhi untuk memenuhi tanggung jawab peningkatan kinerjanya. Pelatihan dilakukan untuk menginformasikan dan mencapai komitmen untuk melengkapi karyawan dalam melakukan kegiatan lingkungan dan meminimalisasi dampak lingkungan. Program atau pelatihan yang diberikan perusahaan terhadap karyawan sangat ditentukan oleh kesadaran karyawan itu sendiri, sehingga motivasi dan kesadaran perlu ditumbuhkan pada setiap karyawan yang ada dalam perusahaan. Beberapa training yang akan dilakukan pada periode 2016 oleh pihak perusahaan dapat dilihat pada Lampiran 8.
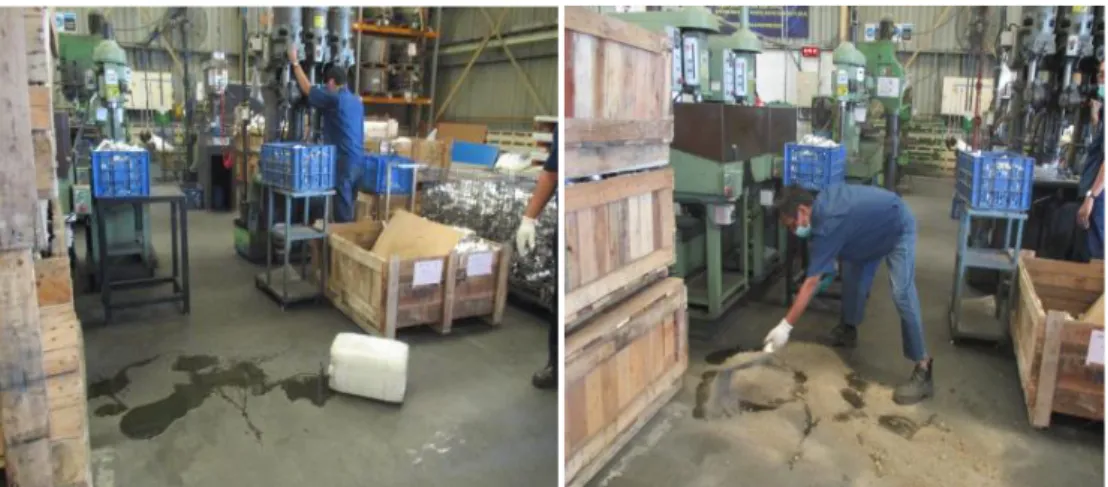
PT PLP Indonesia melakukan beberapa pelatihan seperti pelatihan penggunaan APAR yang dapat meningkatkan kemampuan karyawan dalam penggunaan APAR dan mengatasi keadaan darurat, selain pelatihan APAR oleh perusahaan dilakukan juga pelatihan P3K yaitu penggunaan alat-alat P3K yang dapat digunakan sebagai pertolongan pertama apabila terjadi kecelakaan atau insiden terhadap para karyawan dan tamu di PT PLP Indonesia, pelatihan safety setiap area, dan pelatihan audit. Beberapa contoh pelatihan yang dilakukan PT PLP Indonesia dapat dilihat dari Gambar 3 berikut :
Gambar 3 Pelatihan Penanganan Tumpahan Oli oleh PT PLP Indonesia
5.3.2 Komunikasi
Dalam penerapan SML, komunikasi merupakan salah satu elemen penting. Komunikasi terdiri atas dua (2) bagian yaitu komunikasi internal dan komunikasi eksternal.
1. Komunikasi Internal
Dalam pelaksanaan SML, komunikasi internal penting untuk memastikan penerapan SML secara efektif. PT PLP Indonesia juga mengerti bahwa komunikasi merupakan proses mendengar dan berbicara dan sedapat mungkin saling bertatap muka. Termasuk hal penting juga yaitu mekanisme yang sesuai dan tepat. Komunikasi internal yang dilakukan melalui e-mail kepada pihak-pihak terkait dalam perusahaan, penyediaan papan informasi pada beberapa titik di produksi, poster keselamatan, dan penyediaan rambu-rambu. Bentuk-bentuk komunikasi internal tersebut secara jelas dapat dilihat pada Lampiran 9.
2. Komunikasi Eksternal
Komunikasi eksternal adalah proses komunikasi yang terjalin antara pihak perusahaan dengan pihak luar, baik itu pemerintah, perusahaan lain sebagai mitra kerja, instansi pendidikan, konsumen, Lembaga Swasembada Masyarakat (LSM) dan lain-lain. Komunikasi tersebut terjalin baik secara lisan maupun tulisan melalui kunjungan industri dan sebagainya yang dilakukan melalui beberapa metode untuk melakukan komunikasi eksternal yang ditetapkan perusahaan itu sendiri. Komunikasi yang dilakukan PT PLP Indonesia berupa penyampaian informasi melalui website serta komunikasi dengan perguruan melalui pemberian kesempatan bagi mahasiswa untuk melaksanakan praktik kerja lapangan atau penelitian.
5.3.3 Dokumentasi
Dokumentasi harus menunjukkan tingkat kerincian yang memadai untuk menjelaskan SML dan bagaimana bagian-bagiannya bekerjasama dan untuk memberikan arahan mengenai dimana mendapatkan informasi yang lebih rinci mengenai pelaksanaan bagian tertentu dari SML.
Struktur dokumentasi SML PT PLP Indonesia terdiri dari empat (4) susunan dokumen yaitu:
1. EHS Policy Manual.
EHS Policy Manual merupakan dokumen tingkat pertama berisi pernyataan kebijakan dari perusahaan untuk memenuhi OHSAS 18001 dan ISO 14001. Kebijakan, pinsip standar, dan undang-undang yang dicantumkan dalam EHS
Policy Manual.
2. Prosedur EHS.
Prosedur EHS ini merupakan tingkat kedua yang berisi langkah-langkah yang telah ditetapkan untuk melakukan suatu kegiatan. Prosedur ini menguraikan sistem atau tindakan serta kegiatan yang harus dilakukan.
3. Dokumen Pendukung.
Dokumen pendukung merupakan dokumen tingkat ketiga yang berisi langkah-langkah yang lebih rinci bagaimana untuk menjalankan suatu tugas. Contohnya Intruksi kerja,intruksi kerja merupakan penjelasan spesifik untuk melaksanakan kegiatan tertentu di PT PLP Indonesia.
4. Record.
Record merupakan dokumen tingkat keempat yang berisi bukti sebuah kegiatan telah dilaksanakan. Dokumen ini mendukung SML dan mencakup tentang standar, laporan audit lingkungan, training, dokumentasi, dan laporan internal.
5.3.4 Pengendalian Dokumen
PT PLP Indonesia telah menetapkan prosedur untuk mengontrol semua dokumen dan data yang berhubungan dengan SML. Prosedur ini mencakup tentang persiapan dokumen, kesepakan, penerbitan dan perubahan ataupun modifikasi terhadap dokumen. Secara umum pemberian kode dokumen oleh PT PLP Indonesia adalah sebagai berikut:
Keterangan : PLP : Kode Perusahaan XXX : Pedoman Perusahaan 01 : Nomor Manual Misal : PLP-EHS-01 Manual EHS No.01
Peletakan dokumen PT PLP Indonesia berada di lemari khusus yang terdapat pada ruangan EHS, semua dokumen yang terdapat pada ruangan EHS terpelihara dan tersimpan dengan baik sehingga mudah didapatkan apabila ada dokumen yang dibutuhkan, waktu penyimpanan pada dokumen yang terdapat di PT PLP Indonesia yaitu selama dua tahun. Lemari penyimpanan dokumen pada ruangan EHS dapat dilihat pada Gambar 4. Pemberian kode dokumen oleh PT PLP Indonesia dapat dilihat dengan jelas pada Lampiran 10.
Gambar 4 Lemari penyimpanan dokumen PT PLP Indonesia
5.3.5 Pengendalian Operasional
Pengendalian operasional yang terdapat di PT PLP Indonesia bertujuan untuk mengendalikan semua kegiatan operasional perusahaan yang telah diatur. Pengendalian operasional yang dilakukan pada PT PLP Indonesia yaitu :
1. Pengendalian Operasional Limbah
PT PLP Indonesia menetapkan dan melakukan pengendalian operasional yang terkait dengan aspek lingkungan dengan melakukan identifikasi operasi dan kegiatan untuk peningkatan SML, untuk itu PT PLP Indonesia telah mengelola limbah yang dihasilkannya, meliputi limbah bahan berbahaya dan beracun (B3) dan limbah non-B3. Pembuangan limbah disesuaikan pada tempat berdasarkan jenis limbahnya, simbol dan label limbah berbahaya juga dipasang pada limbah berbahaya sesuai dengan peraturan yang berlaku. Koordinator K3L bertanggung jawab memastikan bahwa semua limbah (berbahaya dan tidak berbahaya) dikontrol sesuai dengan hukum dan peraturan yang berlaku serta memastikan bahwa jumlah limbah yang disimpan sesuai dalam lokasi penyimpanan, mengontrol setiap kejadiaan darurat di lokasi penyimpanan limbah dan melaporkan kejadian terkait dengan tumpahan limbah berbahaya maupun tidak berbahaya. Adapun pemisahan limbah didasarkan pada golongannya misalnya tempat sampah PT PLP Indonesia yaitu :
Warna Merah : limbah B3.
Warna Kuning : limbah Anorganik. Warna Hijau : limbah Organik.
a. Limbah non-B3
Limbah non-B3 yang berada PT PLP Indonesia terdiri dari dua jenis yaitu limbah cair dan limbah padat. Pemantauan dilakukan secara intensif. Contoh gambar tempat sampah yang tersedia di PT PLP Indonesia dapat dilihat pada Gambar 5.
Gambar 5 Tempat Sampah PT PLP Indonesia b. Limbah B3
Limbah cair dan padat yang dikategorikan sebagai limbah B3 yang dihasilkan PT PLP Indonesia yaitu oli bekas, majun bekas, glue cair, coolant,
contaminated good, dan gram alluminium. Limbah B3 disimpan sementara pada
tempat penyimpanan sementara limbah B3 yang dibuatserta perijinansesuai
ketentuan ketentuan perundang-undangan yang berlaku. Limbah B3
diidentifikasikan pada lokasi masing-masing area penyimpanannya dengan label yang ditempelkan oleh pihak PT PLP Indonesia yang menunjukkan jenis bahan dan bahayanya. Limbah B3 PT PLP Indonesia dikelola oleh pihak ketiga yang berlisensi dan harus melampirkan manifest tingkat 7 yang berasal dari pengangkutan dan pemanfaatan limbah berbahaya. Diagram alir dokumen manifest limbah B3 dapat dilihat dengan jelas pada Lampiran 11.
(a) (b)
Gambar 6 Tempat Penyimpanan sementara (a) Penyimpanan sementara limbah B3 (b) Gudang penyimpan bahan kimia
2 . Pengendalian Material B3
Pengendalian material B3 dilakukan dengan melengkapi setiap material B3 yang masuk ke dalam perusahaan dengan MSDS (Material Safety Data Sheet). Pada MSDS terdapat informasi mengenai identifikasi bahan dan perusahaan, komposisi bahan, tingkat bahaya, tindakan penanggulangan, cara penyimpanan bahan, sifat bahan, informasi toksikologi dan informasi lainnya yang dianggap penting mengenai bahan tersebut. Bentuk dari MSDS dapat dilihat pada Lampiran 12.
3. LOTO (Lock Out Take Out)
Proses penguncian dan pelabelan selanjutnya disebut LOTO bertujuan untuk melindungi orang yang sedang bekerja atau berada disekitar mesin, instalasi listrik atau fasilitas proses produksi yang sedang diperbaki dan dalam perawatan. Plant
Manager bertanggung jawab untuk memastikan bahwa semua program LOTO
dapat dijalankan secara efektif dalam memenuhi peraturan serta persyaratan dalam standar ini serta EHS memastikan terlaksananya pelatihan dan atau informasi terkait LOTO. Beberapa logo LOTO yang ada di PT PLP Indonesia dapat dilihat pada Gambar 8 berikut :
Gambar 7 Rambu LOTO di PT PLP Indonesia
2. Ijin Kerja Berbahaya
Ijin kerja berbahaya yang diterapkan di PT PLP Indonesia merupakan jenis pekerjaan yang memiliki potensi bahaya, seperti bekerja pada ruang terbatas, bekerja dengan api dan kerja khusus yang memiliki potensi bahaya. Seluruh prosedur ini mencakup seluruh peraturan dan ketentuan yang dilaksanakan oleh seluruh karyawan untuk menjamin kelancaran pekerjaan dan keselamatan para karyawannya. Sebelum melakukan pekerjaan pihak teknisi yang melakukan pekerjaan mengisi form Job Safety & Environment Analysis (JSEA) terlebih dahulu. Form tersebut dapat dilihat pada Lampiran 13.
3. Pemeriksaan Kesehatan
Pemeriksaan kesehatan dilakukan bagi para pekerja yang mengalami penurunan kesehatan. Perusahaan telah bekerjasama dengan pihak BPJS untuk memeriksa kesehatan karyawan. Pihak perusahaan juga secara rutin mengadakan MCU (Medical CheckUp) untuk para karyawan PT PLP Indonesia yang bekerja sama dengan rs Siloam dan kegiatan tersebut diadakan setiap satu tahun sekali.
5.3.6 Kesiapsiagaan dan Tanggap Darurat
Rencana dan prosedur dalam keadaan darurat dibuat oleh PT PLP Indonesia untuk menjamin adanya tanggapan yang memadai terhadap kejadian yang tidak diharapkan atau kecelakaan. Prosedur dibuat untuk mengatasi insiden lingkungan atau hal-hal yang tidak diharapkan serta situasi darurat yang potensial. Prosedur tersebut meliputi pertimbangan tentang pencemaran terhadap udara, air, dan tanah. Prosedur tersebut juga memperhitungkan insiden yang timbul sebagai hasil kondisi operasi yang abnormal dan situasi yang potensial dan kecelakaan. Pada beberapa ruangan di PT PLP Indonesia juga disediakan peta evakuasi untuk menjamin seluruh karyawan mengetahui arah evakuasi apabila terjadi insiden yang tidak diharapkan dan dapat dilihat pada Lampiran 14.
Koordinator EHS dan tim harus mengidentifikasi potensi darurat yang mungkin terjadi di PT PLP Indonesia, melakukan simulasi keadaan darurat secara teratur minimal satu tahun sekali sesuai dengan prosedur. PT PLP Indonesia
memiliki fasilitas tanggap darurat sistem proteksi aktif yaitu detektor kebakaran (smoke detector), APAR, alarm system serta sarana proteksi pasif yaitu sarana tempat berkumpul, kotak P3K, rambu-rambu dan penyediaan spill kit apabila terjadi tumpahan yang dapat menyebabkan kerusakan lingkungan. Beberapa fasilitas yang disediakan perusahaan untuk menghadapi kejadian darurat dalam perusahaan dapat dilihat pada Gambar 10.
(a) APAR (b) P3K (c) Alarm
(d) Smoke detector (e) Tempat berkumpul (f) Spill kit
Gambar 10 Sarana Tanggap Darurat PT PLP Indonesia
5.4 Pemeriksaan 5.4.1 Pemantauan dan Pengukuran
PT PLP Indonesia juga melakukan kegiatan pemantauan dan pengukuran yang mencakup berbagai aspek lingkungan. Kegiatan pemantauan dan pengukuran bertujuan untuk mengetahui dan memantau nilai pencemaran yang dihasilkan dari kegiatan produksi seperti emisi, limbah cair dan limbah padat. PT PLP Indonesia melakukan uji laboratorium kepada PT Ecosindo Laboranusa (Ecolaboratory). PT PLP Indonesia juga mempunyai titik sampling pengukuran yang dilakukan pada area perusahaan dapat dilihat pada Lampiran 15. Pemantauan dan pengukuran K3L dapat dilihat pada Lampiran 16.
a. Sumberdaya 1. Pemakaian air
Pemenuhan kebutuhan air di PT PLP Indonesia berasal dari Water Treatment Kawasan Industri Jababeka. Beberapa rambu penghematan air yang ada di PT PLP Indonesia yaitu dapat dilihat dengan jelas pada Gambar 11.
Gambar 11 Rambu Penghematan Air
2. Pemakaian Listrik
Selain sumberdaya air yang sangat penting bagi kehidupan, listrik pun merupakan sumberdaya penting bagi kehidupan sehari-hari dan bagi industri. Penggunaan listrik PT PLP Indonesia lebih banyak digunakan pada proses produksinya. Jumlah pemakaian dapat dihitung berdasarkan pemakaian rata-rata dalam kuitansi tagihan listrik 3 bulan. Beberapa rambu penghematan listrik yang ada di PT PLP Indonesia dapat dilihat dengan jelas pada Gambar 12.
Gambar 12 Rambu Penghematan Listrik
3. Penggunaan Gas
Selain sumberdaya air dan listrik PT PLP Indonesia juga menggunakan gas untuk kegiatan produksinya, khusus untuk pemakaian gas hanya digunakan sebagai energi pembakar atau pemanas tungku pada proses casting atau peleburan. Gas yang digunakan PT PLP Indonesia berasal dari PT Energasindo Heksa Raya. Penyimpanan gas PT PLP Indonesia dapat dilihat dengan jelas pada Gambar 13. Penggunaan energi dapat dilihat pada Tabel 3.
Tabel 5 Penggunaan Energi PT PLP Indonesia
Jenis Energi Kapasitas Terpasang Pemakaian/Bulan Sumber
Air - 556 m³/bulan Water
Treatment Kawasan
Industri Jababeka
Listrik Plant 1 200 KVA 56.680 KwH PT Cikarang
Listrindo
Listrik Plant 2 500 KVA 45.700 KVFA PT Cikarang
Listrindo
Gas - 1.660 MSC PT
Energasindo Heksa Raya Sumber : UPL & UPL PT PLP Indonesia Periode II Tahun Juli-Desember (2015) b. Kualitas Udara
1. Udara Ambien
PT PLP Indonesia telah melakukan pengukuran udara ambien, berikut hasil pengukuran udara ambien casting area PT PLP Indonesia.
Tabel 6. Hasil Pengukuran Udara Ambien Casting Area PT PLP Indonesia
Parameter Unit Test Result Environment
Quality Standard Methods Carbon Monoxide (CO) mg/m³ 1.18 29 SNI 19- 7117.10-2005 Nitrogen Oxide (NO2) mg/m³ 0.027 3 SNI 19- 7119.2-2005 Sulfur Dioxide (SO2) mg/m³ 0.041 0.25 SNI 19- 7119.7-2005 TSP mg/m³ 0.089 10 SNI 19- 7119.3-2005 Sumber : Hasil analisis laboratorium pengendalian kualitas lingkungan PT Ecosindo Laboranusa (2015)
Pengukuran dilakukan di beberapa lokasi seperti pada pintu masuk dan pintu keluar misalnya pada Casting area, Injection molding, Rack tech, Cutting
flame, dan Welding area. Hasil pengukuran udara ambien yang telah dilakukan
memenuhi standar yang digunakan karena masih dibawah ambang batas. PT PLP Indonesia mengatasi hal itu dengan penggunaan APD.
c. Getaran
PT PLP Indonesia melakukan pengukuran getaran di beberapa lokasi di pabrik. Baku mutu yang digunakan yaitu Keputusan Menteri Lingkungan Hidup No. 49/MENLH/XI/1996. Berikut pengukuran getaran di PT PLP Indonesia sebagai berikut :
Tabel 7 Hasil Pengukuran Getaran PT PLP Indonesia Mesin Satuan hasil
pengukuran Hasil pengukuran Baku Mutu Metode A B C D Rumbling mm/s 1.4 <2 2-2.7 >2.7-140 >140 Vibration meter Punching 2.1 Mesin Deplesing 98.6
*)Regulatory limit : a= no demage.
b= possibility of plastering cracks.
c=possibility of detective components load bearing wall structure.
d=demage load bearing wal.
Sumber : Hasil analisis laboratorium PT Ecosindo Laboranusa (2015)
Hasil pengukuran getaran yang dilakukan memenuhi standar yang digunakan karena dibawah nilai ambang batas dan untuk mengatasi getaran yang dihasilkan yaitu dengan penggunaan APD bagi para pekerja. Pengujian dilakukan PT PLPIndonesia agar menjamin kelayakan suatu alat dan fasilitas yang digunakan agar tetap aman untuk dioperasikan.
5.4.2 Evaluasi Penaatan
Evaluasi penaatan yang dilakukan PT PLP Indonesia menggunakan dasar terhadap prosedur yang telah dibuat. Peraturan dan persyaratan perundang undangan harus dijalankan di PT PLP Indonesia sebagian besar telah diterapkan di perusahaan namun dalam pelaksanaanya harus dilakukan evaluasi terhadap penataan yang diterapkan dilapangan secara berkala.
5.4.3 Ketidaksesuaian, Tindakan Perbaikan dan Tindakan Pencegahan
Pengendalian ketidaksesuaian, tindakan perbaikan, tindakan pencegahan dilakukan pada setiap kegiatan operasional perusahaan yang berhubungan dengan SML 14001 dan OHSAS 18001. PT PLP Indonesia memahami tanggungjawabnya terhadap kelestarian lingkungan. Setiap staf PT PLP Indonesia wajib menggunakan form permintaaan tindakan Corrective and Preventive Action untuk merekam ketidaksesuaian dan menyampaikan ke EHS untuk dilakukan tindakan lebih lanjut. Manajer Departemen terkait harus menyelidiki penyebab ketidaksesuaian dan mengusulkan tindakan perbaikan dan pencegahan. Usulan tindakan harus diambil melalui penilaian resiko sebelum menerapkan tindakan perbaikan dan tindakan pencegahan mengidentifikasi bahaya baru atau diubah atau kebutuhan untuk kontrol baru atau berubah. Form ketidaksesuaian, tindakan perbaikan dan tindakan pencegahan dapat dilihat pada Lampiran 17.
5.4.4 Pengendalian Rekaman
Pengendalian rekaman bertujuan untuk menjamin pengenalan yang baik, pemberian indeks pemeliharaan dan alamat catatan. merupakan dokumen yang memuat hasil-hasil yang dicapai atau menunjukkan bukti bahwa suatu kegiatan telah dilaksanakan dan penunjang bahwa seluruh keefektivitas dari penerapan
SML yang telah diterapkan dalam perusahaan. PT PLP Indonesia melakukan pengendalian pada berbagai jenis rekaman seperti :
1. Persyaratan Perundangan dan Peraturan. 2. Lisensi, perjanjian dan ijin-ijin.
3. Aspek lingkungan dan dampak.
4. Kegiatan training masalah lingkungan. 5. Kegiatan inspeksi.
6. Rincian ketidaksesuaian: insiden, complain dan tindak lanjut.
7. Audit lingkungan dan data yang berhubungan, internal, dan eksternal. 8. Tinjauan SML.
5.4.5 Audit Internal
Audit lingkungan internal dilakukan untuk mengevaluasi dan memeriksa semua aspek SML. Audit internal dilakukan untuk meninjau konsistensi dari SML agar dapat dilakukan tindakan yang berkelanjutan sehingga dapat ditentukan tindakan yang tepat dalam menanggapi ketidaksesuaian yang ditemukan di dalam perusahaan. Audit internal dilakukan setiap dua (2) kali setahun atau sesuai dengan kebutuhan organisasi dengan mempertimbangkan tingkat potensi bahaya dan aspek dampak berdasarkan lingkup operasionalnya.Auditor melakukan audit internal menggunakan checklist audit untuk memastikan klausul terkait diaudit sepenuhnya. Tidak ditemukan temuan mayor tetapi ditemukan temuan minor misalnya limbah berbahaya yang tidak konsisten tercatat dalam buku catatan sesuai kondisi sebenarnya di TPS Limbah B3 sejak pembuangan terakhir, namun minyak yang digunakan, lem yang digunakan dan barang yang terkontaminasi belum dibuang. Penyimpanan sampah berbahaya yang tidak jelas diidentifikasi per masing-masing jenis sampah. Kondisi ini akan berpotensi dicampur dengan limbah yang lain, misalnya terkontaminasi barang dan sampah Alluminium.
Prosedur dan checklist yang terdokumentasi akan mengendalikan proses audit lingkungan. EHS MR serta auditor bertanggung jawab untuk memverifikasi efektivitas tindakan perbaikan dan tindakan pencegahan dan menutup temuan. Form jadwal audit dapat dilihat pada Lampiran 18. Diagram alir audit internal dapat dilihat pada Lampiran 19.
5.5 Tinjauan Manajemen
PT PLP Indonesia melakukan tinjauan manajemen untuk meninjau ulang aktifitas yang berlaku secara terencana untuk memastikan efektivitas kecukupan dan sesesuainnya. Tinjauan Manajemen dilakukan tiga bulan sekali untuk memastikan efektifitas, kecakupan dan kesesuainnya. Tinjauan manajemen diperlukan jika ada sebuah insiden yang memiliki dampak yang signifikan terhadap mutu produk (keluhan pelanggan), lingkungan atau masalah terulang atau terjadi lebih dari tiga kali. Hasil dari tinjauan manajemen harus selaras dengan komitmen manajemen terhadap peningkatan berkelanjutan dari SML. Tinjauan manajemen mencakup keputusan dan tindakan yang diperlukan atau perubahan terhadap kinerja SML, kebijakan lingkungan, tujuan, sasaran dan program SML. Form rincian jadwal tinjauan manajemen EHS dapat dilihat pada Lampiran 20.
5.5.1 Keefektifan Penerapan SML PT PLP Indonesia
Penerapan ISO 14001 di PT PLP Indonesia secara keseluruhan telah dilaksanakan dengan baik namun perlu ditingkatkan sehingga dapat mencapai keefektifan 100 %. Keefektifan tersebut tercapai dengan mengevaluasi kinerja yang dihasilkan, penetapan program perbaikan serta diikuti dengan penerapan dan peninjauan ulang perbaikan tersebut. PT PLP Indonesia sendiri telah 90 % comply terhadap peraturan perundang-undangan, untuk 10 % yang belum comply meliputi evaluasi status kepatuhan (Januari 2016) tidak mencerminkan kondisi yang sebenarnya, misalnya Permenaker No. 13 tahun 2011 menyatakan mematuhi, namun hasil pemantauan tanggal 27 Januari 2016 melebihi dari standar dan Permen LH No. 16 tahun 2012 menyatakan mematuhi, namun dokumen UKL
dan UPL memiliki masih berlangsung.
5.5.2 Kesesuaian dan Kecocokan Pelaksanaan ISO 14001:2004 PT PLP Indonesia dengan SNI 19-14001-2005
Penerapan SML ISO 14001 yang diterapkan di PT PLP Indonesia mengikuti standar yang telah ditetapkan.Kesesuaian dan kecocokan pelaksanaan SML di PT PLP Indonesia dapat dilihat pada Tabel 8.
Tabel 8 Kesesuaian Penerapan ISO 14001 dengan SNI19-14001-2005
Klausul Standar ISO 14001 Pelaksanaan SML PT PLP Indonesia
4.1 Persyaratan Umum Ada, sesuai criteria
4.2 Kebijakan Lingkungan Ada,sesuai kriteria
4.3 Perencanaan
4.3.1 Aspek Lingkungan Ada, seluruh aspek lingkungan diseluruh area perusahaan telah diidentifikasi
4.3.2 Persyaratan Peraturan
Perundang-undangan dan lainnya
Ada, sesuai standar.
4.3.3 Tujuan, sasaran, dan program Ada, tujuan dan sasaran yang ditetapkan oleh perusahaan
4.4 Penerapan dan operasi
4.4.1 Sumberdaya, peran, dan
tanggungjawab
Ada, sesuai kriteria.
Pelaksanaan SML perusahaan telah dilakukan oleh EHS dan karyawan lainnya menjalankan sesuai tanggungjawabnya masing-masing
4.4.2 Kompetensi, pelatihan, dan kesadaran
Ada, sesuai criteria.
Perusahaan telah melakukan pelatihan karyawan sehingga tercipta SDM yang berkualitas
4.4.3 Komunikasi Ada, sesuai kriteria.
Perusahaan telah menerapkan dua bentuk komunikasi yaitu komunikasi internal dan komunikasi eksternal
4.4.4 Dokumentasi Ada, terdapat empat level
dokumen yang terdapat di PT PLP IndonesiaCikarang, Bekasi
termasuk aktivitas melakukan perubahan dan pendistribusian dokumen telah memenuhi prosedur pengendalian dokumen
4.4.6 Pengendalian opersional Ada, setiap aktivitas yang dilakukan dan berdampak penting terhadap lingkungan telah disesuaikan dengan tujuan, sasaran, dan program 4.4.7 Kesiapsiagaan dan tanggap
darurat
Ada, sesuai dengan kriteria. Dalam penerapan SML, telah dibentuk organisasi P2K3 dan prosedur tanggap darurat yang dikomunikasikan terhadap seluruh karyawan
4.5 Pemeriksaan
4.5.1 Pemantauan dan pengukuran Ada, sesuai kriteria. Aktivitas operasional yang
menimbulkan dampak penting bagi lingkungan dilakukan pengukuran dan pemantauan 4.5.2 Evaluasi penaatan Ada, sesuai kriteri. Evaluasi
penaatan dilakukan sesuai dengan penerapan peraturan perundangan
4.5.3 Ketidaksesuaian, tindakan perbaikan dan tindakan pencegahan
Ada, sesuai kriteria. Ketidaksesuaian yang ditemukan akan segera dilakukan perbaikan dan pencegahan
4.5.4 Pengendalian rekaman Ada, sesuai kriteria. Rekaman yang dibuat mudah
diidentifikasi dan mencakup seluruh aspek lingkungan perusahaan
4.5.5 Audit internal Ada, sesuai kriteria. Prosedur pelaksanaan audit internal telah disusun dan apabila ditemukan ketidaksesuaian akan dilakukan segera tindakan perbaikan
4.6 Tinjauan manajemen Ada, sesuai kriteria. Tinjauan manajemen dilakukan untuk menilai kecocokan,
kesesuaian, keefektifan penerapan ISO di dalam perusahaan
6 SIMPULAN DAN SARAN
6.1 Simpulan
Dalam pelaksanaan dan penerapan SML ISO 14001:2004 PT PLP Indonesia yang disertifikasi oleh SGS secara keseluruhan telah menerapkan SML dengan baik dan tidak ditemukan temuan mayor pada audit eksternal maupun internalnya.
PT PLP Indonesia sendiri telah 90 % comply terhadap peraturan perundangan.
6.2 Saran
Agar tercapainya maksud dan tujuan perbaikan manajemen lingkungan perusahaan dan sebagai bahan masukan dan perbaikan yang berkelanjutan dalam SML ISO 14001, yaitu sebagai berikut :
1. Penataan terhadap penempatan bahan kimia, limbah B3, sampah organik dan non-organik harus sesuai.
2. Pembuangan limbah kardus harus pada tempat yang sesuai karena jika tidak sesuai limbah yang seharusnya ekonomis menjadi limbah berbayar. Kertas yang masa aktifnya sudah lebih dari 2 tahun dapat digunakan sebagai kertas bekas yang dapat digunakan kembali.
3. Menanam tanaman fitoremediasi sebagai pengendalian kerusakan lingkungaan.
4. Menyediakan kotak saran untuk dapat menyampaikan keluhan, saran, dan kondisi kerja maupun hal lain yang bertujuan perbaikan terus-menerus untuk semua bidang.
5. Mengganti tabung APAR yang sudah tidak layak pakai dan yang sudah tidak sesuai misalnya berkarat, selang terlepas dll.
DAFTAR PUSTAKA
[SNI] Standar Nasional Indonesia. 2005. SNI 19-14001-2005 tentang Sistem Manajemen Lingkungan.
[PT PLP] PT Prefromed Line Products Indonesia. Laporan UKL dan UPL
Periode II Juli-Desember 2015. Cikarang(ID): PT PLP Indonesia.
[PT PLP] PT Preformed Line Products Indonesia. EHS Policy Manual. Cikarang(ID): PT PLP Indonesia.
[PT PLP] PT Preformed Line Products Indonesia. Identifikasi Aspek Impak
Lingkungan. Cikarang(ID): PT PLP Indonesia.
[PT PLP] PT Preformed Line Products Indonesia. Tujuan dan Sasaran
Lingkungan. Cikarang(ID): PT PLP Indonesia.
Lampiran 4. Struktur Organisasi PT PLP Indonesia
President Director Gareth Hopkins
Engineering-QA Manager/ MR ISO 9001 (Sentot.A)
Financial Director (Bernandus Effendy)
HR & Gen Admin
Manager (Tober Siahaan) Factory Manager/MR ISO 14001
& OHSAS (Yudi Hendriawan)
Sales Manager
Export Sales Manager (Meity Christina Adam)
Export Sales Manager Aus ( Teguh Hadiwiranto)
Contry Sales & Marketing Manager (Effendy Sinaga)
Bussines Dev & Marketing Manager (Turinto Tech)
Supply Chain Manager (Harry WB)
EHS &CI Head (Suwara Hadiwirosa) PPIC Head (Wicaksono.S) WH Head (T.Purwanto)
MTC & Prod Support Supervisor (Arip W) Production Section Head -Casting (Wedi) -Helical (Suandi) -Rack-Tech (Juhri) Cost Engineer (Fendi) EHS Staff (Samrotun Ni’mah) CI Staff (Rezza Kurniawan) Purchasing --Staff -Singgih -Teguh Foreman technician -Repairing (Endang) -Prev Main (Dodi) Cost Staff (Oki) PPIC Staff -Cherry -Asep -Ahmad Junior SPV -Raw Material (Fuad) -Finish Goods (Muhtarom)
Lampiran 5. Proses Produksi PT PLP Indonesia
6.3 Proses Produksi
2.1.1. Proses Helical
A.1.Heligrip / Helical Dead End(Transmission & Distribution Hardware)
Bahan Baku Proses Produksi Limbah/Cemaran
GLUE
PAINT
GLUE
SANDGRIT
CARTON Sisa Potongan Carton
Plastik Pengikat
Keterangan :
: Aliran bahan baku dan proses : Aliran limbah/cemaran
}
Galvanize Wire
Alumunium Wire
Alclad Steel Wire RAW MATERIAL
Limbah cair degreasing
Gram, majun, dan sarung tangan terkontaminasi B3
Scrap Al Wire
Sisa lubricant & bising FORMING
SUB SET
Kaleng bekas kemasan glue
Sisa glue kering & cair GLUE OVEN
Kaleng bekas cat & thiner
Majun & sarung tangan bekas terkontaminasi B3
PAINT MARK
Debu/sand halus GLUE GRIT
Majun & sarung tangan tidak terkontaminasi B3 CABLE ROOPER/UNLOOPER Matching Test BENDING Sisa labeling LABEL PACKING DELIVERY
A.2. Heligrip / Helical Dead End(Transmission & Distribution Hardware)
Bahan Baku Proses Produksi Limbah/Cemaran
PAINT
CARTON Sisa Potongan Karton
PETI KAYU Emisi Forklift
Keterangan :
: Aliran bahan baku dan proses : Aliran limbah/cemaran
Galvanize Wire
Alumunium Wire RAW MATERIAL
Sisa Labeling
Limbah cair degreasing
Gram, majun, dan sarung tangan terkontaminasi B3
Sisa lubricant & bising
Scrap, sisa coolant
Debu FORMING
BALLANDER/SENDER
Botol bekas kemasan pillox
Majun & sarung tangan bekas terkontaminasi B3
PITCH SOERTING/ PAINT TABLE
LABELING
PACKING
DELIVERY WAREHOUSE
2.1.2. Proses Casting
Bahan Baku Proses Produksi Limbah/Cemaran
Keterangan :
: Aliran bahan baku dan proses : Aliran limbah/cemaran
Alumunium Ingot
Zinc Ingot RAW MATERIAL
MELTING 450°C (Zn) ; 675°C (Al)
Emisi dan panas
Scrap/kerak allumunium
Majun dan sarung tangan yang tidak terkontaminasi B3 Udara Panas Udara Panas POURING DIES Flash/Runner
Dross zink & runner zink
Serbuk Al BAND SAW
LINISH Abu linish
Pasir foundry
RUMBLING Limbah cair
Bising
DRILLING/PINING
Sisa coolant
Gram terkontaminasi B3
Bekas Kemasan Plastik Sisa Potongan Kayu
Sisa Potongan Karton Sisa Potongan Kayu PRESS
Baut, Mur, rubber & Washer Karton Pallet Kayu ASSEMBLING PACKAGING DELIVERY
2.1.3. Proses Flame Cutting (Transmission and Distribution Hardware)
Bahan Baku Proses Produksi Limbah/Cemaran
Keterangan :
: Aliran bahan baku dan proses : Aliran limbah/cemaran RAW MATERIAL CUTTING STAMPING DRILLING LINISH GALVANIS (SUBCON)
Scrap (sisa potongan)
Scrap, coolant bekas
Bising
Steel Plate (Plat Besi)
PT.PLPI
PACKAGING
DELIVERY
Scrap
Debu besi gerindra
Scrap (sisa potongan)
Terak Besi
Sisa / Bekas Pallet Kayu o Peti Kayu
2.1.4. Proses Compression Dead End (Transmission Hardware)
Bahan Baku Proses Produksi Limbah/Cemaran
Keterangan :
: Aliran bahan baku dan proses : Aliran limbah/cemaran TURET PRESS DRILLING ASSY WELDING PACKING Scarp Al Strap Scarp Al Stifnner
Scrap, coolant bekas
Bising
Asap
Sisa Potongan Kayu
Emisi Forklift Allumunium Pipe WAREHOUSE Scrap / Chips Gram Allumunium DELIVERY
2.1.5. Proses Pembuatan Dies
Bahan Baku Proses Produksi Limbah/Cemaran
Not OK OK
Keterangan :
: Aliran bahan baku dan proses : Aliran limbah/cemaran MATERIAL BLOCKING MACHINING DIES EJECTOR SYSTEM POLYSHING/FINISHING MATCHING/ASSEMBLING Scarp Steel Bising Steel Plate (80-120mm) TRIAL Gram terkontaminasi B3 Coolant bekas
Majun & sarung tangan terkontaminasi B3
Bising
Oli Bekas
Majun kontaminasi oli
Sisa gemuk /grease
2.1.6. Pembuatan Rack
Bahan Baku Proses Produksi Limbah/Cemaran
Keterangan :
: Aliran bahan baku dan proses : Aliran limbah/cemaran
MATERIAL
CUTTING & PUNCHING
BLENDING
WELDING
POWDER COATING
ASSEMBLY
Scrap / besi plate
Bising
Getaran
Oil Hydrolic
Gas, Asap
Karton dan Plastik Bekas Kemasan Kayu Bekas Steel Plate (1 - 2 mm) PACKING WAREHOUSE Kemasan Kayu Plastik Kemasan
Sisa Oli Mesin
Sisa cat
Kemasan Cat Kimia
Debu Panas Emisi Forklift DELIVERY Carton Plastic Pallet Kayu
2.1.7. Pembuatan Injection Molding
Bahan Baku Proses Produksi Limbah/Cemaran
Debu Sisa Material Kemasan Panas Oli Bekas Mesin Panas Radiasi Keterangan :
: Aliran bahan baku dan proses : Aliran limbah/cemaran MATERIAL INJ,MOLDING OVEN X-RAY CRUSHER FiNISH GOOD/ WAREHOUSE DELIVERY Emisi Forklift
Lampiran9. Beberapa bentuk komunikasi internal PT PLP Indonesia
(a)
(b)