BAB III
TINJAUAN PUSTAKA
1.1 PENDAHULUAN
Seiring dengan perkembangan tingkat kebutuhan manusia, dalam kehidupan sehari-hari pemakaian karton sangat dibutuhkan sebagai suatu wadah untuk melindungi barang produksi yang akan dipasarkan. Semakin banyak variasi dan jumlah produksi barang, makan semakin meningkat juga jumlah kebutuhan akan penggunaan karton. Selain itu karton merupakan salah satu produk yang ramah lingkungan, karena tidak ada limbah baerbahaya yang disisakan dan dapat didaur ulang.
Proses Produksi karton dilakukan melalui beberapa tahap, yang diawali dengan proses pembuatan karton lembaran dengan mesin utaman yaitu corrugated machine. Bahan baku yang digunakan yaitu kertas karton (kraft) dan kertas gelombang dengan berbagai tipe seperti A-flute,B-flute, C-flute, dan yang sesuai dengan ukuran besarnya gelombang yang diinginkan. Setelah itu karton lembaran tersebut dibentuk menjadi kotak dengan model yang dipesan dan kemudian dicetak dengan Flexomachine sesuai dengan keinginan konsumen.
Pengolahan gulungan Kraft tersebut menjadi lembaran karton (Sheet), merupakan hal yang tidak mudah dilakukan oleh tangan manusia. Maka dari itu, dibutuhkan alat dengan teknologi yang canggih untuk memproduksi lembaran karton (Sheet) dalam jumlah produksi yang banyak dengan kecepatan, dan persentase kesalahan yang kecil. Setelah menjadi lembaran, Sheet melalui proses-proses lain
dengan alat-alat yang tidak kalah canggih agar corrugatedpaper diolah menjadi berbagai bentuk dan ukuran sesuai permintaan konsumen. Dari paradigma tersebut, Penulis tertarik untuk melakukan kerja praktek di PT. SYN TOBA GRAFIKA yang telah berpengalaman bergerak dibidang pengolahan corrugatedpaper. Selain itu banyak hal yang dapat dipelajari di suatu organisasi perusahaan guna menambah pengetahuan tentang Proses Produksi dan Perawatan Corrugatedmachine.
1.2 KARDUS (CORRUGATED PAPER)
Kardus atau Corrugated Paper sebagai sebuah bahan dasar kemasan memiliki daur hidup yang sangat singkat, dihargai hanya selama proses distribusi produk dari produsen kekonsumen berlangsung. Material kardus untuk saat ini dipandang sebagai kebutuhan sekunder dalam suatu proses produksi industri. Kenyataannya kardus sangat rasionil dan potensial dalam satu rekayasa desain, memenuhi kriteria untuk digunakan sebagai bahan baku utama .
Karton dupleks adalah karton yang terdiri dari dua lapisan atau lebih. Lapisan atas berwarna putih dan mempunyai sifat cetak yang baik. Beberapa perubahan spesifikasi karton dupleks dilakukan untuk mengantisipasi kemajuan dan perkembangan baru dibidang industri kertas dan karton serta untuk memenuhi berbagai tuntutan dari konsumen. Spesifikasi karton dupleks dibuat berdasarkan hasil studi literatur, pengujian contoh karton dupleks yang ada di pasaran, spesifikasi yang diusulkan oleh pabrik kertas, dan keinginan pengguna karton dupleks.
Kardus sebagai bahan dasar kemasan yang memiliki daur hidup singkat, memiliki kelebihan dan kelemahan, diantaranya yaitu:
1) Struktur kardus olahan atau hasil recyle tidak jauh berbeda dengan kardus baru, perbedaan utamanya adalah ketebalan yang terjadi karena penambahan lapisan gelombang.
2) Proses cetak dilakukan dengan system cetak sablon. Teknik pencetakan sablon cukup sulit untuk diterapkan karena permukaan material ini tidak begitu rata, disebabkan alur gelombang atau flute, sehingga bagian yang cekung tidak dapat tercapai oleh screen sablon dan tinta tidak dapat tercetak dengan merata.
3) Kertas sebagai bahan dasar tidak tahan terhadap air, dan kelembaban baik yang disebabkan oleh zat cair, atau kelembaban udara. Sehingga harus dilakukan penjemuran, atau pemanasan dengan plat lain (misalnya lampu sorot, oven dll) untuk mengembalikan kekuatan struktur material. Dalam keadaan kadar air tinggi sangat mudah terjadi perubahan permukaan, atau kekuatan struktur gelombang, dan yang paling parah, terbukanya retakan antar lapisan.
4) Penyusunan lapisan dengan menggunakan sistem modul pada saat perekatan, mempermudah proses pembuatan material untuk penyesuaikan ukuran materialyang dibutuhkan untuk membuat sebuah produk. Hal ini dapat menekan banyaknya material yang terbuang.
5) Ketebalan material tersusun dari lapisan-lapisan kardus berdampak langsung terhadap kekuatan struktur material. Semkin banyak lapisan atau semakin tebal material, maka semakin kuat pula struktur material tersebut. Ketebalan material dapat disesuaikan dengan kebutuhan kekuatan struktur untuk aplikasi pembuatan produk.
6) Proses produksi tidak membutuhkan peralatan khusus yang mahal, dan tidak membutuhkan keahlian khusus, maka kardus olahan dapat dibuat/diproduksi dalam skala pribadi, rumah tangga, industri kecil, hingga industri besar, untuk menanggulangi kardus bekas menjadi limbah.
3.2.1 Jenis-Jenis Corrugated Paper
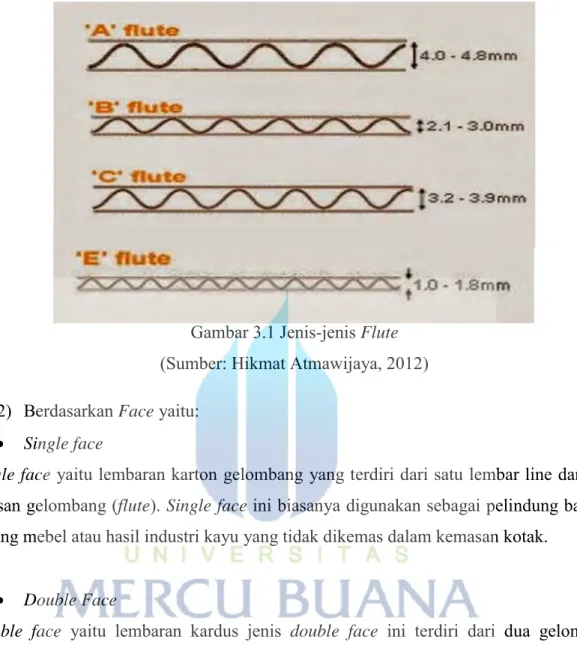
Adapun Jenis-jenis coruugated paper yaitu: 1) Berdasarkan Tinggi Flute yaitu: A Flute : 4,0 – 4,8mm
A Flute pada mulanya digunakan sebagai alat pengemas untuk barang-barang dari gelas. Flute jenis ini mempunyai sifat bantalan yang sangat baik, karena ketebalannya mampu meredam daya tekan yang terjadi pada saat kemasan ditumpuk.
B Flute : 2,1 – 3mm
B flute ini untuk produk yang sudah dikemas dalam kaleng, atau produk yang tidak memerlukan bantalan yang terlalu tinggi seperti buku tulis, photocopy paper, dsb, lebih cocok menggunakan Flute B. Selain sedikit lebih murah, flute jenis ini mempunyai ketahanan tekan datar (flat crush) yang lebih tinggi dari pada flute A.
C Flute : 3,2 – 3,9mm
Flute C dibuat sebagai suatu pendekatan untuk memperoleh daya bantalan yang tinggi seperti flute A, tetapi mempunyai daya tekan datar yang baik seperti B flute, disamping tentunya lebih menghemat pemakaian kertas medium.
E Flute :1,0 – 1,8mm
E flute dibuat sebagai pengganti solid fibre board, dengan kekuatan yang relative sama tetapi lebih ringan dan lebih murah.
Gambar 3.1 Jenis-jenis Flute (Sumber: Hikmat Atmawijaya, 2012) 2) Berdasarkan Face yaitu:
Single face
Single face yaitu lembaran karton gelombang yang terdiri dari satu lembar line dan satu lapisan gelombang (flute). Single face ini biasanya digunakan sebagai pelindung barang-barang mebel atau hasil industri kayu yang tidak dikemas dalam kemasan kotak.
Double Face
Double face yaitu lembaran kardus jenis double face ini terdiri dari dua gelombang dengan ukuran yang berbeda namun hanya satu bagian yang dilapisi/ditutup oleh lembaran kertas.
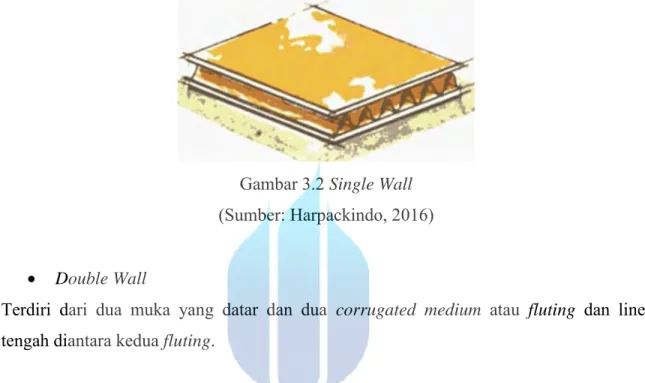
3) Berdasarkan Wall Single Wall
Terdiri dari dua muka yang datar atau liner dengan satu corrugated medium atau fluting dibagian tengahnya.
Bahan karton semacam ini memiliki bentuk yang terdiri dari lapisan atas, lapisan bawah dan lapisan gelombang ditengahnya. Ciri bahannya yang tipis membuat karton box
jenis ini biasanya hanya digunakan untuk distribusi pengiriman barang yang berada dalam kawasan lokal. Bahan semacam ini biasa dipakai untuk pengemasan barang-barang seperti mainan, barang elektronik, minuman, makanan atau sebagai pelapis pembatas.
Gambar 3.2 Single Wall (Sumber: Harpackindo, 2016) Double Wall
Terdiri dari dua muka yang datar dan dua corrugated medium atau fluting dan liner tengah diantara kedua fluting.
Bahan karton box semacam ini memiliki susunan tujuh lapis yaitu empat lapisan datar yang diselingi dengan lapisan bergelombang dengan satu lapisan bergelombang pada bagian tengah yang memiliki ketebalan paling tebal diantara yang lain. Total tebal dari lapisan double wall adalah 7mm. Karton jenis ini banyak dipakai dalam pengemasan barang-barang yang dikirim untuk kawasan lokal maupun keluar negeri karena bahannya yang lebih tebak dan kuat.
Gambar 3.3 Double Wall (Sumber: Harpackindo, 2016)
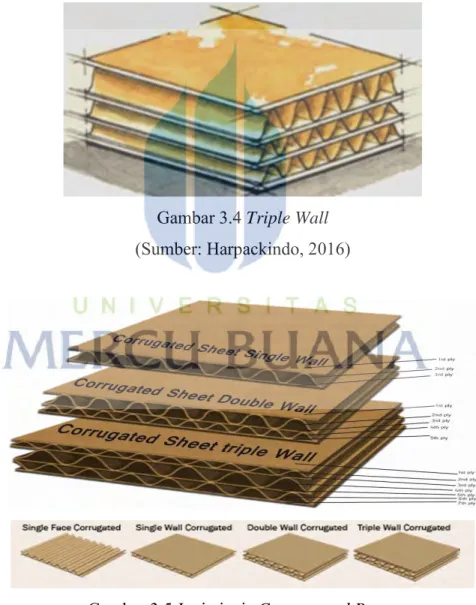
Triple Wall
Tipe ini mempunya tiga corrugated medium atau fluting dan total lembaran kertas penyusunnya ada tujuh lembar.
Bahan karton box jenis Triple wall memiliki sepuluh lapisan yang terdiri dari lapisan datar dan bergelombang dengan ketebalan total 10mm. Bahan ini paling kuat diantara kedua bahan karton box yang lain sehingga banyak digunakan sebagai alat pengemas dari barang-barang ekspor yang dikirim ke luar negeri.
Gambar 3.4 Triple Wall (Sumber: Harpackindo, 2016)
Gambar 3.5 Jenis-jenis Corrugateed Paper (Sumber: Motekar, 2014)
3.2.2 Bahan Baku Proses Produksi
Dalam memproduksi produk diperlukan beberapa bahan baku yang digunakan. Bahan baku yang digunakan yaitu:
1. Kertas Corrugated
Kertas adalah bahan baku utama yang digunakan dalam membuat produk. Kertas merupakan bahan baku utama ini dipesan dari supplier dalam bentuk gulungan.
Kertas yang digunakan ada beberapa jenis yaitu: a) Kertas Medium
Kertas Medium adalah kertas yang memiliki tekstur permukaan yang agak kasar. Kertas ini berwarna coklat. Warna coklat dari kertas ini bermacam-macam mulai dari warna muda sampai warna tua. Kertas medium ini biasanya digunakan untuk membuat karton yang bergelombang.
b) Kertas Craft
Kertas Craft adalah kertas yang memiliki tekstur permukaan yang lebih licin dari kertas medium. Jenis kertas ini digunakan sebagai lapisan kertas gelombang. Sama seperti kertas medium kertas ini pun berwarna coklat dimana coklatnya juga bermacam-macam dari warna muda sampai warna tua.
Gambar 3.6 Kertas Craft c) Kertas White Craf
Kertas white craft ini sama sejenisnya dengan kertas craft yang telah disebutkan di atas hanya bedanya terdapat pada warna kertanya yaitu putih. Warna putihnya pun
bermacam-macam mulai dari kertas yang warna putihnya kebiru-biruan maupun warna putih yang agak kuning. Kertas ini digunakan sebagai lapisan kertas gelombang.
Gambar 3.7 Kertas White Craft (Sumber: Hikmat Atmawijaya, 2012) 2. Tinta
Tinta merupakan bahan baku yang digunakan bila diperlukan. Tinta ini digunakan sesuai pesanan dari pelanggan. Tinta ini digunakan untuk mencetak huruf yang ada dikarton box. Tinta ini dipesan dari supplier.
3. Lem
Lem digunakan untuk menyatukan karton box yang sudah jadi. Lem ini juga digunakan sesuai permintaan pelanggan. Bila pelanggan meminta karton boxnya minta dilem maka setelah karton box itu jadi maka akan dilem. Lem ini tidak dipesan dari supplier tapi dibuat sendiri menggunakan proses tertentu.
3.2.3 Bahan Penolong
Adapun bahan penolong yang digunakan di PT. SYN TOBA GRAFIKA dalam proses produksi corrugated paper, yaitu:
1. Steam (Uap)
Steam memegang peranan penting dalam proses produksi. Steam ini digunakan antara lain untuk:
a) Memanaskan pada saat proses penyambungan antara liner dengan fluting pada mesin Pre-heater.
b) Memanaskan permukaan liner agar retak dengan single face, yang mana single face membawa lem dari glue roll di double backer di mesin heating plate.
2. Glue (Lem)
Berfungi sebagi perekat antara wall dan face. Adapun bahan-bahan yang digunakan dalam pembuatan glue (Lem) adalah sebagai berikut:
a) Air
Penggunaan air pada PT Syn Toba Grafika yaitu sebagai media pelarut dalam proses pembuatan glue (lem).
b) Tepung Tapioka (Tepung Kanji)
Berfungsi sebagai perekat yang memiliki viskositas rekat tinggi, kejernihan tinggi, dan stabilitas pembekuan tinggi.
c) Polyvinil Acetate
Merupakan senyawa polimer termoplastik yang mamiliki sifat tahan panas, daya regang tinggi, serta larut dalam pelarut organic.
d) Kostik Soda
Bersifat cair dan secara spontan menyerap karbon dioksida dari udara bebas, dan akan melepaskan panas ketika dilarutkan. Sehingga glue lebih cepat kering.
1.3 PRODUK PT. SYN TOBA GRAFIKA
Produk di PT. Syn Toba Grafika memiliki 2 Jenis produk yaitu: 1. Corrugated Paper / Kardus
Coorugated Paper yang diproduksi dibuat berdasarkan pesanan dan spesifikasi dari pelanggan sehingga bentuk dan ukuran produk antara satu pelanggan dengan pelanggan yang lainnya akan berbeda. Karton box ini memiliki beberapa tipe yaitu Single wall, Double wall dan Triple wall dengan berbagai jenis ketebalan gelombang yang berbeda.
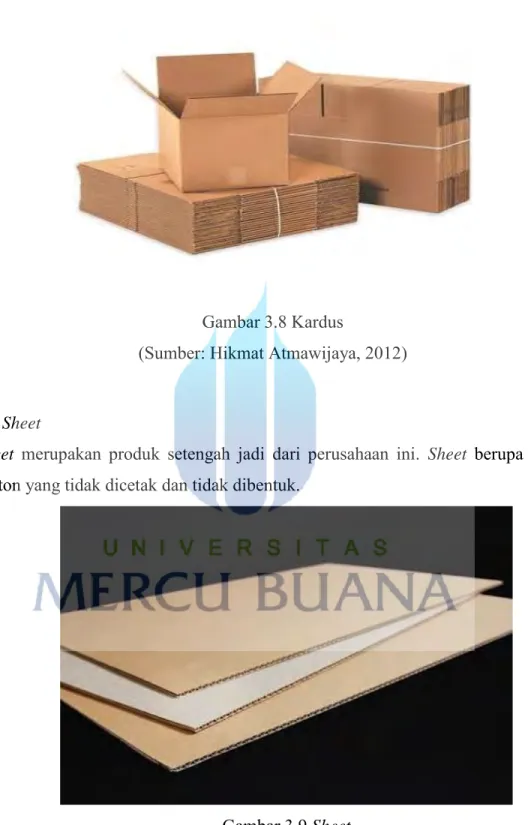
Gambar 3.8 Kardus
(Sumber: Hikmat Atmawijaya, 2012) 2. Sheet
Sheet merupakan produk setengah jadi dari perusahaan ini. Sheet berupa lembaran karton yang tidak dicetak dan tidak dibentuk.
Gambar 3.9 Sheet
1.3.1 Mesin yang digunakan dalam proses produksi
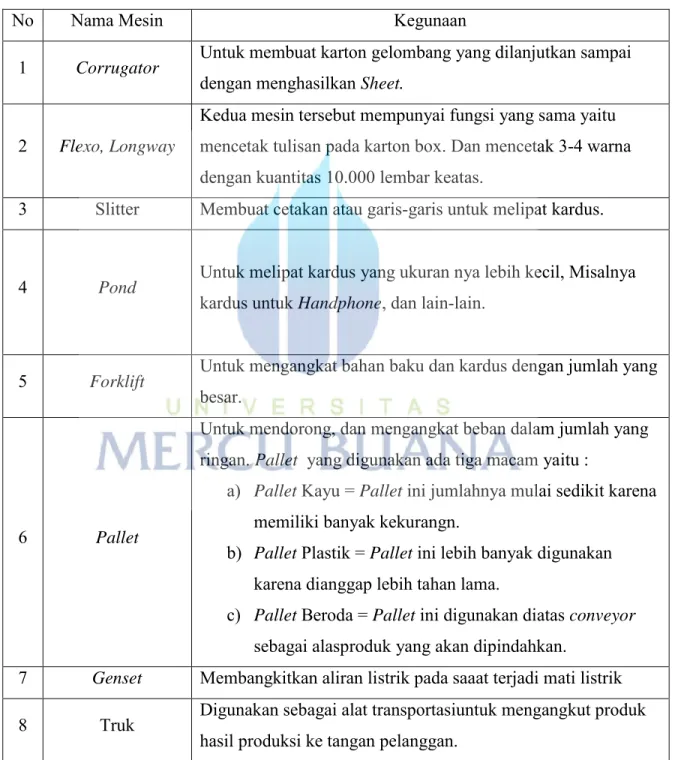
Tabel 3.10 Mesin yang digunakan dalam proses produksi. Sumber: PT. SYN TOBA GRAFIKA
No Nama Mesin Kegunaan
1 Corrugator Untuk membuat karton gelombang yang dilanjutkan sampai dengan menghasilkan Sheet.
2 Flexo, Longway
Kedua mesin tersebut mempunyai fungsi yang sama yaitu mencetak tulisan pada karton box. Dan mencetak 3-4 warna dengan kuantitas 10.000 lembar keatas.
3 Slitter Membuat cetakan atau garis-garis untuk melipat kardus.
4 Pond Untuk melipat kardus yang ukuran nya lebih kecil, Misalnya kardus untuk Handphone, dan lain-lain.
5 Forklift Untuk mengangkat bahan baku dan kardus dengan jumlah yang besar.
6 Pallet
Untuk mendorong, dan mengangkat beban dalam jumlah yang ringan. Pallet yang digunakan ada tiga macam yaitu :
a) Pallet Kayu = Pallet ini jumlahnya mulai sedikit karena memiliki banyak kekurangn.
b) Pallet Plastik = Pallet ini lebih banyak digunakan karena dianggap lebih tahan lama.
c) Pallet Beroda = Pallet ini digunakan diatas conveyor sebagai alasproduk yang akan dipindahkan.
7 Genset Membangkitkan aliran listrik pada saaat terjadi mati listrik 8 Truk Digunakan sebagai alat transportasiuntuk mengangkut produk
3.3.2 Proses Pengolahan
Tujuan dari proses pengolahan paper roll di PT. Syn Toba Grafika adalah untuk memperoleh produk Corrugated Paper yang berkualitas. Proses produksi yang terjadi di pabrik ini akan menghasilkan tiga jenis produk corrugated paper, yaitu:
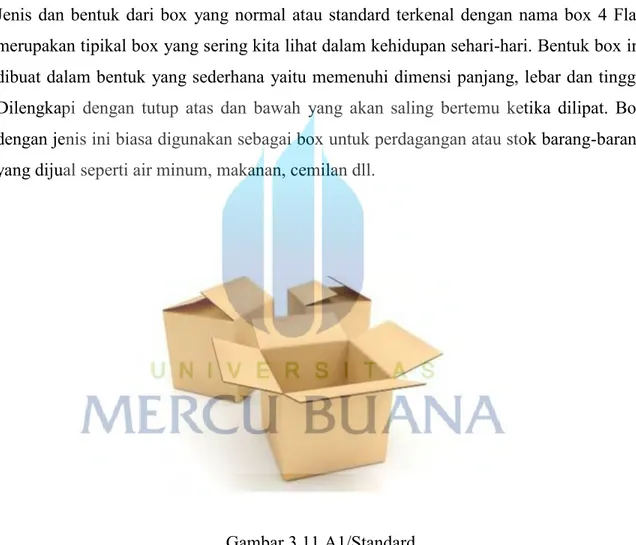
1) A1/Standart
Jenis dan bentuk dari box yang normal atau standard terkenal dengan nama box 4 Flap merupakan tipikal box yang sering kita lihat dalam kehidupan sehari-hari. Bentuk box ini dibuat dalam bentuk yang sederhana yaitu memenuhi dimensi panjang, lebar dan tinggi. Dilengkapi dengan tutup atas dan bawah yang akan saling bertemu ketika dilipat. Box dengan jenis ini biasa digunakan sebagai box untuk perdagangan atau stok barang-barang yang dijual seperti air minum, makanan, cemilan dll.
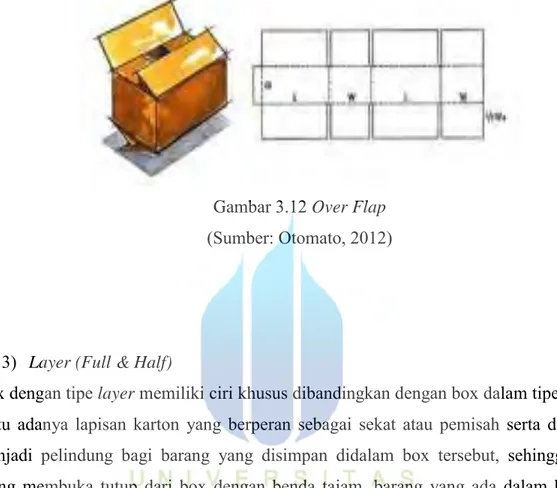
Gambar 3.11 A1/Standard (Sumber: Otomato, 2012) 2) A3/Over Flap
Jenis box yang termasuk dalam tipikal overlap pada dasarnya memiliki bentuk yang hampir sama dengan jenis box dengan bentuk standard. Hal yang membedakan box bentuk overlap dengan box bentuk standard adalah tutup pada bagian atas dan bawahnya yang dibuat tumpang tindih ketika dipertemukan.
Box dengan jenis seperti ini biasa digunakan sebagai pengemasan atau pengiriman dari produk yang termasuk dalam kategori garment, plastik dan sejenisnya.
Gambar 3.12 Over Flap (Sumber: Otomato, 2012)
3) Layer (Full & Half)
Box dengan tipe layer memiliki ciri khusus dibandingkan dengan box dalam tipe standard yaitu adanya lapisan karton yang berperan sebagai sekat atau pemisah serta dapat juga menjadi pelindung bagi barang yang disimpan didalam box tersebut, sehingga ketika orang membuka tutup dari box dengan benda tajam, barang yang ada dalam box tidak akan rusak. Box dengan layer biasa dipergunakan untuk pengemasan atau pengiriman barang-barang kecil yang membutuhkan sekat sehingga box tersebut dapat memuat barang tersebut dalam jumlah banyak misalnya seperti air minum dalam kemasan, makanan, cemilan dan barang-barang sejenisnya.
3.3.3 Mesin Produksi
Spesifikasi mesin produksi yang ada di PT. SYN TOBA GRAFIKA adalah sebagai berikut:
1) Corrugator Machine
Corrugator adalah mesin yang berfungsi untuk membuat kertas gelombang (CartonSheet). Bagian-bagian mesin corrugator adalah:
A. Single Face
Berfungsi untuk membuat gelombang satu muka atau disebut juga single face.
Gambar 3.13 Single Face (Sumber: Motekar, 2014
Unit ini terdiri dari beberapa bagian, yaitu: 1. Corrugating Roll
berfungsi untuk membuat fluting. Corrugatingroll bekerja dengan didukung oleh tekanan steam (uap) yang berasal dari boiler.
2. Paper Roll
Berfungis untuk melapisi fluting dengan liner. Saat proses di single face, press roll bisa rata dan bisa juga cembung, tergantung dari kondisi corrugatingroll nya.
Gambar 3.14 Paper Roll 3. Glue Roll
Berfungsi sebagai pengantar lem dari fluting ke liner.
Gambar 3.15 Glue Unit (Sumber: Varun Agarwal, 2014)
4. Pre Heater
Berfungsi untuk memanasi lapisan liner agar pada saat penyambungan antara liner dengan fluting dan lem dapat rekat menjadi single face.pada unit ini yang perlu mendapatkan perhatian adalah temperature steam (uap). Jika terjadi penurunan temperature steam, maka cek kondisi steam trap atau kemiringan syphone.
Gambar 3.16 Pre Heater 5. Pre Conditioner
Berfungsi untuk memanasi kertas bagian medium agar moisture kertas dapat lebih stabil dan cepat kering pada saat membentuk fluting dan saat menyatu dengan liner. Pada unit ini penentun tingkat panas temperature sama dengan di pre heater. Jika ada penurunan temperature steam maka cek kondisi steam trap dan cek kemiringan syphone setiap saat.
6. Mill roll Stand
Berfungsi untuk merekatkan lapisan kertas outer liner dengan single face. Hasil pengeleman akan baik tergantung dari kondisi dan posisi contact roll atau contactbar, tidak aus dan tidak miring.
Gambar 3.17 Mill Roll Stand 7. Heating Plate
Unit ini terdiri dari blok heating plate yang dipanaskan oleh steam (uap). Berfungsi untuk memanaskan permukaan luar liner agar rekat dengan single face, yang mana single face membawa lem dari glue roll di double backer dan sebagai penarik agar singleface dan outerline masuk dan keluar bersama-sama dengan ditarik oleh canvasbelt. Putaran antara glueroll dengan canvasbelt minimal harus sama atau lebih rendah glueroll. Hal ini dimaksudkan untuk mendapatkan pengeleman yang lebih merata dan tepat diengah-tengah fluting. CanvasBelt berfungsi sebagai penarik singleface dan liner saja.
Gambar 3.18 Heating Plate 8. RotaryShear
Berfungsi untuk membuang singlefacereject atau memotong pada saat akan changeoder (ganti ukuran) agar tidak tersangkut pada unitNCslitterscore dan cutoff (speedcut).
Gambar 3.19 Rotary Shear (Sumber: Varun Agarwal, 2014) 9. NCSlitterScore
Berfungsi untuk medesain/ membuat ukuran lebar dan tinggi box (membentuk) slitter dan scoring. Unit ini terdiri dari pisau (slitter) score (linescoring) pembuat garis tekukan.
Gambar 3.20 NC Slitter Score 10. CutOff
Berfungsi untuk membuat atau membentuk ukuran panjang. Pada unit ini hanya terdiri dari pisau yang bentuk nya memanjang dengan model yang bermacam-macam, tergantung dari bentuk dan model mesin pembuatnya.
Gambar 3.21 Cut off (Sumber: Varun Agarwal, 2014) 11. DownStacker
Berfungsi untuk menysun tumpukan sheet yang akan dikeluarkan dari mesin. Bentuk dan tinggi tumpukan dapat disetting tergantung dati tinggi flute dan tebal kertasnya (substance).
3.3.4 Sistem Pemeliharaan Mesin dan Perawatan
Pemeliharaan mesin dilakukan oleh bagian maintenance pada perusahaan yang merupakan bagian dari departemen produksi pad PT. Syn Toba Grafika . Departemen maintenance ini terdiri dari para teknisi yang memiliki tugas untuk melakukan perawatan, pemeriksaan dan perbaikan terhadap mesin-mesin yang digunakan dalam proses produksi. PT. Syn Toba Grafika memiliki system pemeriksaan dan perawatan mesin secara berkala, dimana pemeriksaan dan perawatan itu sendiri dilakukan seriap dua minggu sekali.
Pemeriksaan dan perawatan ini biasanya meliputi pemberian minyak pelumas atau pemberian grease. Apabila saat pemeriksaan tidak ditemukan masalah atau kerusakan komponen, maka tidak akan dilakukan penggantian terhadap komponen yang diperiksa. Namun apabila ditemukan masalah atau kerusakan komponen pada saat dilakukan pemeriksaan, maka akan dilakukan penggantian pada komponen yang mengalami kerusakan. Penggantian komponen
yang mengalami kerusakan juga dapat dilakukan ketika mesin sudah tidak beroperasi dengan baik. Pada umumnya hal ini ditandai dengan meningkatnya cacat produksi pada produk yang dihasilkan. Apabila mengalami banyak kecacatan, maka mesin akan segera diperiksa dan komponen yang mengalami kerusakan akan segera diganti.