i
SKRIPSI
Diajukan untuk Memenuhi Salah Satu Syarat Memperoleh Gelar Sarjana Ekonomi
Program Studi Akuntansi
Oleh : Asri Nurhayati NIM : 012114211
PROGRAM STUDI AKUNTANSI JURUSAN AKUNTANSI
FAKULTAS EKONOMI
UNIVERSITAS SANATA DHARMA
YOGYAKARTA
iv
Kita tidak pernah diberi impian tanpa kemampuan untuk mewujudkannya
( Ricard Back )
Bukan kebesaran yang menentukan menang atau kalah yang penting jadikanlah
wajar apa adamu dan menjadi dewasa
( Douglas Malloch )
Kamu memperoleh kekuatan, pengalaman, kepercayaaan diri melalui setiap
pengalaman dimana kamu betul-betul berhenti untuk melihat ketakutan di
wajahmu
Kamu harus melakukan sesuatu yang tidak bisa kamu lakukan
Skripsi ini kupersembahkan untuk :
Ayah dan Bundaku tersayang
sebagai ungkapan rasa hormat dan
terimakasih
Suamiku tercinta atas dukungan
dan doanya
Anakku tersayang
vi Asri Nurhayati NIM : 012114211 Universitas Sanata Dharma
Yogyakarta 2008
Tujuan penelitian ini:1) untuk mengetahui kemungkinan PT. Iskandar Indah Printing Textile menggunakan system JIT (Just In Time) produksi. 2) Menganalisis seberapa besar manfaat ekonomi yang diperoleh PT. Iskandar Indah Printing Textile jika menerapkan sistem JIT (Just In Time) produksi.
Jenis penelitian adalah Studi Kasus. Data yang diperoleh dengan melakukan wawancara , observasi, dan dokumentasi. Tehnik analisis data yang dilakukan untuk menjawab permasalahan adalah: 1) Melihat gambaran umum perusahaan dinilai dari poin-poin JIT (Just In Time) produksi. 2) Dari gambaran umum perusahaan yang terjadi, lalu dibandingkan dengan JIT (Just In Time) produksi.
vii
A Case Study at PT. Iskandar Indah Printing Textile Asri Nurhayati
NIM : 012114211 Sanata Dharma University
Yogyakarta 2008
The purposes of this research were: 1) to know the possibility of PT. Iskandar Indah Printing in applying JIT (Just In Time) system in its production; 2) to analyze how much the economic benefit that can be obtained by Iskandar Indah Textile Printing if it applies JIT (Just In Time) system in its production.
The type of this research was a case study. The data were acquired by interview, observation, and documentation. The data analysis techniques performed for answering the problems were : 1) observing the general description of the company that was assessed from points of production JIT (Just In Time), 2) from the general description obtained, then it was compared to production JIT (Just In Time).
viii
Puji syukur dan terima kasih ke hadirat Tuhan Yang Maha Esa, yang telah melimpahkan rahmat dan karunia kepada penulis sehingga dapat menyelesaikan skripsi ini. Penulisan skripsi ini bertujuan untuk memenuhi salah satu syarat untuk memperoleh gelar sarjana pada Program Studi Akuntansi, Fakultas Ekonomi Universitas Sanata Dharma.
Dalam menyelesaikan skripsi ini penulis mendapat bantuan, bimbingan dan arahan dari berbagai pihak. Oleh karena itu penulis mengucapkan terima kasih yang tak terhingga kepada:
a. Bapak Drs. YP. Supardiyono, M.Si., Akt., QIA. selaku Dekan Universitas Sanata Dharma Yogyakarta.
b. Bapak Drs. Yusef Widya Karsana, M.Si. Akt., QIA.selaku Pembimbing I yang telah mendorong dan membimbing penulis dalam penulisan skripsi ini.
c. Bapak Ir. Drs. Hansiadi Yuli Hartanto, M.Si. Akt., QIA. selaku Pembimbing II yang telah memberikan bimbingan dan koreksi yang diberikan sebagai masukan bagi penulis.
d. Seluruh Dosen Fakultas Ekonomi yang telah memberikan ilmu yang berguna bagi penulis selama masa studi di Universitas Sanata Dharma.
ix
h. Ibu Lilik Setyowati selaku Kepala Personalia PT. Iskandar Indah Printing Textile yang telah membantu penulis mencarikan data-data yang diperlukan dalam penulisan skripsi ini.
i. Bapak Agus Mulyo selaku QC bagian Weaving yang telah membantu penulis dalam melakukan penelitian lapangan dan memotivasi penulis dalam penyelesaian skripsi ini.
j. Keluargaku tercinta Bapak, Ibu, dan adikku Agung tercinta
k. Mas Andi tercinta yang selalu setia menyayangi dan mendampingi penulis selama menyelesaikan skripsi ini.
l. Semua pihak yang telah banyak membantu penulis yang tidak dapat disebutkan satu persatu.
Penulis menyadari bahwa skripsi ini banyak kekurangannya, oleh karena itu penulis mengharapkan kritik dan saran. Semoga skripsi ini dapat bermanfaat bagi pembaca.
Yogyakarta, 7 April 2008
x
HALAMAN JUDUL ……… i
HALAMAN PERSETUJUAN ………. ii
HALAMAN PENGESAHAN ……….. iii
HALAMAN MOTTO DAN PERSEMBAHAN ……….. iv
PERNYATAAN KEASLIAN ……….. v
ABSTRAK ……… vi
ABSTRACT……….. vii
KATA PENGANTAR ……….. viii
DAFTAR ISI ………. x
BAB I. PENDAHULUAN ………. 1
A. Latar Belakang Masalah ……….. 1
B. Rumusan Masalah ……… 2
C. Tujuan Penelitian ………. 3
D. Manfaat Penelitian ……… 3
E. Sistematika Penulisan ……….. 4
BAB II. LANDASAN TEORI ………. 6
A. Sistem Produksi ……… 6
B. Manajemen Produksi ……… 6
xi
BAB IV. GAMBARAN UMUM PERUSAHAAN ……….. 27
A. Sejarah Perusahaan ……….. 27
B. Tujuan Perusahaan ……….. 30
C. Struktur Organisasi Perusahaan ……….. 30
D. Aspek Produksi ……… 38
BAB V. PEMBAHASAN ……… 52
BAB VI. PENUTUP ………. 72
A. Kesimpulan ……….. 72
B. Keterbatasan Penelitian ……… 73
C. Saran ………. 73
A. LATAR BELAKANG MASALAH
Setiap perusahaan manufaktur dalam melaksanakan kegiatan
produksi-nya, selalu berusaha untuk mencapai tingkat efisiensi dan efektivitas yang
optimal. Dengan berkembangnya ilmu pengetahuan dan teknologi saat ini,
mendorong perusahaan semakin giat untuk memasuki persaingan global.
Penggunaan strategi yang tepat dalam bidang produksi dan penjualan dapat
meningkatkan dan mempertahankan posisi pasar untuk mencapai keunggulan
bersaing yang berkelanjutan dalam persaingan global.
Perkembangan teknologi transportasi, komunikasi, dan informasi yang
begitu pesat membuat siklus hidup produk yang relatif pendek. Konsumen
semakin kritis terhadap kualitas barang atau jasa yang mereka konsumsi.
Apabila perusahaan tidak dapat memenuhi keinginan konsumen, maka dapat
dipastikan perusahaan akan mengalami kerugian di masa yang akan datang.
Hal ini disebabkan karena konsumen akan beralih ke perusahaan lain yang
dapat memenuhi keinginan dan kebutuhan mereka. Dalam hal ini perusahaan
dapat menggunakan sistem tarikan permintaan untuk memenuhi kebutuhan
dan keinginan konsumen.
Sistem JIT (Just In Time) lebih menekankan pada pengurangan
biaya-biaya yang tidak bernilai tambah bagi perusahaan yang pada akhirnya
berdampak pada keinginan konsumen itu sendiri. Perusahaan baru berproduksi
ketika ada permintaan dari konsumen sesuai dengan jumlah dan waktu
yang tepat sesuai pesanan baik secara langsung maupun tidak langsung,
sehingga barang yang tersisa tidak ada dan tidak memerlukan tempat
penyimpanan. Dengan demikian biaya-biaya yang tidak bernilai tambah
dapat dikurangi.
Sistem JIT (Just In Time) produksi juga tidak mengizinkan adanya
produk cacat karena tidak adanya persediaan (zero inventory), sehingga
pemborosan dapat dihilangkan melalui perbaikan kualitas dan penekanan
biaya produksi yang lebih rendah. Biaya-biaya yang tidak memberikan nilai
tambah bagi konsumen dihilangkan melalui usaha perbaikan yang
berkelanjuutan. Dengan hilangnya aktivitas yang tidak bernilai tambah
tersebut dapat menyebabkan harga jual untuk konsumen turun, sehingga
aktivitas produksi perusahaan benar-benar dirasakan dapat memberikan
manfaat bagi konsumen.
Berdasarkan uraian di atas, maka penulis bermaksud melakukan
penelitian tentang kemungkinan JIT (Just In Time) diterapkan pada PT.
Iskandar Indah Printing Textile sesuai dengan kondisi yang ada pada
perusahaan. Oleh karena itu penulis mengambil topik “Analisis Kemungkinan
Penerapan JIT (Just In Time) Produksi” pada PT. Iskandar Indah Printing
B. RUMUSAN MASALAH
Rumusan masalah yang dibahas melalui penulisan ini adalah:
1. Apakah mungkin PT. Iskandar Indah Printing Textile menerapkan sistem
JIT (Just In Time) produksi sesuai dengan kondisi yang ada pada
perusahaan tersebut.
2. Mengetahui seberapa besar manfaat ekonomi yang diperoleh PT. Iskandar
Indah Printing Textile jika menerapkan sistem JIT (Just In Time)
produksi.
C. TUJUAN PENELITIAN
Tujuan dari penelitian ini adalah :
1. Menganalisis kemungkinan penerapan JIT (Just In Time) produksi pada
PT. Iskandar Indah Printing Textile dengan melihat kondisi yang ada
pada perusahaan tersebut.
2. Menganalisis seberapa besar manfaat ekonomi yang diperoleh PT.
Iskandar Indah Printing Textile jika menerapkan sistem JIT (Just In Time)
produksi.
D. MANFAAT PENELITIAN
Manfaat dari penelitian ini adalah :
1. Bagi Perusahaan
Penelitian ini dapat digunakan sebagai bahan pertimbangan dan masukan
bagi perusahaan dalam mengambil keputusan dalam pengelolaan
2. Bagi Penulis
Penelitian ini dapat dimanfaatkan oleh penulis untuk menerapkan
teori-teori yang sudah diperoleh selama kuliah dalam keadaan yang
sebenarnya.
3. Bagi Universitas
Hasil penelitian ini dapat digunakan untuk menambah referensi karya
ilmiah di Perpustakaan Sanata Dharma Yogyakarta dan dapat digunakan
sebagai bahan referensi mahasiswa yang melakukan penelitian sejenis.
E. SISTEMATIKA PENULISAN
BAB I. PENDAHULUAN
Menguraikan mengenai latar belakang masalah, rumusan masalah,
tujuan penelitian, manfaat penelitian, dan sistematika penelitian.
BAB II. LANDASAN TEORI
Menguraikan mengenai teori-teori yang bertkaitan dengan topik
penulisan skripsi yaitu mengenai sistem JIT (Just In Time) produksi
BAB III. METODE PENELITIAN
Menguraikan jenis dari penelitian, tempat dan waktu penelitian,
subjek dan objek penelitian, data yang diperlukan, tehnik
pengumpulan data, dan teknik analisis data.
BAB IV. GAMBARAN UMUM PERUSAHAAN
Menguraikan mengenai sejarah berdirinya perusahaan dan keadaan
BAB V. ANALISIS DATA DAN PEMBAHASAN
Menguraikan tentang pembahasan masalah dan analisis untuk
menentukan apakah PT. Iskandar Indah Printing Textile telah
menerapkan sistem JIT (Just In Time) dalam produksinya.
BAB VI. PENUTUP
Menguraikan kesimpulan dan saran-saran yang diusulkan kepada
BAB II
LANDASAN TEORI
A. SISTEM PRODUKSI
Sistem merupakan gabungan dari beberapa unit atau elemen yang
saling menunjang untuk mencapai tujuan tertentu, sedangkan produksi merupakan
penciptaan dan penambahan faedah. Jadi sistem produksi merupakan gabungan
dari beberapa unit atau elemen yang melaksanakan proses produksi dalam
suatu perusahaan tertentu. Sistem produksi dalam perusahaan akan memerlukan
input yang kemudian diproses dalam sistem produksi menjadi output. Dengan
demikian antara input sistem produksi, sistem produksinya sendiri, serta output
dari sestem produksi yang ada dalam perusahaan tidak akan dapat dipisahkan
antara satu dengan yang lainnya.
B. MANAJEMEN PRODUKSI
Manajemen produksi adalah proses kegiatan untuk mengadakan
perencanaan, pengorganisasian, pengarahan, pengkoordinasian, serta
peng-awasan dari produksi dan proses produksi (Ahyari, 1979: 11). Semua proses
produksi harus disertai dengan proses manajemen agar lebih teratur dan terarah
dalam pelaksanaannya, serta mendapat hasil yang lebih memuaskan.
C. SISTEM PRODUKSI JIT (JUST IN TIME)
Sistem produksi JIT (Just In Time) adalah sebuah sistem dimana suatu
organisasi membeli bahan baku dan bagian-bagian dan memproduksi komponen
hanya ketika mereka diperlukan dalam proses produksi. Tujuan untuk tidak
mempunyai persediaan, karena mempunyai persediaan adalah suatu aktivitas yang
tidak bernilai tambah (Horngren, 1999: 145).
1. Sejarah JIT (Just In Time) Produksi
Pada tahun 1940-an, Toyota Kichira sadar akan lemahnya bisnis jika
hanya mengendalikan pada dana dan fasilitas yang diberikan pemerintah.
Menurutnya, jika perusahaan-perusahaan Jepang yang mampu mengimbangi
Amerika yang saat itu sangat berjaya di dunia internasional maka
perindustrian Jepang tidak akan mampu bertahan. Krisis minyak yang terjadi
pada tahun 1973 dan diikuti dengan resesi telah mempengaruhi pemerintah,
bisnis serta masyarakat di seluruh dunia. Tahun 1974, ekonomi Jepang jatuh
sampai pada tingkat pertumbuhan nol sehingga banyak perusahaan rugi.
Toyota Motor Company adalah satu-satunya perusahaan Jepang yang tidak
banyak terpengaruh dengan krisis ini. Meskipun laba yang diperoleh Toyota
menurun, pendapatan yang diperoleh selalu besar dari tahun ke tahun
dibandingkan perusahaan lain.
Kokohnya Toyota Motor dipengaruhi oleh sistem produksi yang
diterapkan pada perusahaan tersebut. Pada masa itulah, konsep JIT (Just
In Time) yang merupakan bagian dari sistem produksi Toyota, pertama
kali diperkenalkan pada dunia. Konsep ini timbul karena Ohra Taiichi,
pemrakarsa konsep JIT (Just In Time), merasa bahwa proses produksi
perusahaan Jepang sebelumnya dipenuhi dengan pemborosan-pemborosan
2. Pengertian JIT (Just In Time)
Menurut Abdurahim (2000: 24), JIT (Just In Time) adalah filosofi
yang memusatkan pada aktivitas yang diperluas oleh segmen-segmen
internasional lainnya dalam suatu organisasi.
Menurut Morden (1993: 21):
“Just In TimeSebagai suatu metode untuk menyesuaikan diri terhadap perubahan akibat adanya gangguan dan perubahan permintaan dengan membuat semua proses, menghasilkan barang yang diperlukan dalam jumlah yang diperlukan”.
Sumayang (2003: 232) mengemukakan JIT (Just In Time) adalah
sebuah pendekatan yang berusaha mengurangi semua sumber pemborosan dan
segala hal yang tidak mempunyai nilai tambah bagi kegiatan produksi.
Menurut Tjahjono (1996: 314-322) JIT (Just In Time) mempunyai 4 (empat)
hal yang mendasari, yaitu:
a. Menghilangkan semua aktivitas yang tidak bernilai tambah bagi produk
atau jasa.
b. Komitmen yang tinggi terhadap kualitas.
c. Upaya perbaikan yang terus-menerus dalam meningkakan efisiensi
kegiatan.
d. Penekanan pada penyederhanaan dan peningkatan aktivitas-aktivitas
yang bernilai tambah.
3. Produksi JIT(Just In Time)
Produksi JIT (Just In Time) berarti memproduksi dan membeli
kuantitas yang sangat sedikit, pada saat yang tepat, untuk digunakan (Tunggal,
JIT (Just In Time) produksi didasarkan pada logika bahwa akan
memproduksi produk sampai ada permintaan untuk produksi tersebut. JIT
(Just In Time) produksi mengharuskan memproduksi secara tepat unit yang
dibutuhkan, dalam jumlah dan waktu sesuai kebutuhan.
JIT (Just In Time) produksi tidak membuat kelonggaran untuk
kemungkinan setiap bagian diharapkan tepat ketika diterima. Semua
mesin diharapkan tersedia ketika dibutuhkan untuk memproduksi
bagian-bagian. Setiap janji pengiriman diharapkan tepat waktu sesuai jadwal (Chase
dan Aquilance, 1992: 258-266).
4. Jenis-jenis JIT (Just In Time)
Secara umum, bidang fungsional yang banyak menerapkan sistem JIT
(Just In Time) adalah bidang pembelian dan produksi. Konsep dalam sistem
JIT pembelian adalah membeli barang dan jasa yang berkualitas baik, pada
sumber yang tepat dan pada waktu yang tepat. menurut Tunggal (1993:
69-70), sistem JIT pembelian mengusulkan bahan yang dibeli dalam lot kecil
dengan pengiriman yang lebih sering. Sedangkan dalam perusahaan dengan
sistem JIT produksi, kegiatan produksi hanya akan dilakukan apabila ada
permintaan (pull system) atau dengan kata lain hanya memproduksi sesuatu
yang diminta, pada saat diminta, dan hanya sebesar yang diminta (Tjiptono &
5. Syarat-syarat JIT (Just In Time)
Menurut Tjiptono dan Diana (1995: 314-322) terdapat beberapa
persyaratan yang harus dipenuhi dalam penerapan JIT (Just In Time),
antara lain :
a. Organisasi Pabrik
Pabrik dengan sistem JIT (Just In Time) berusaha mengaturlayout
berdasarkan produk. Semua proses yang diperlukan untuk membuat
produk tertentu diletakkan dalam satu lokasi. Oleh karena itu JIT
menggunakan sel kerja (work cell) dengan ukuran lot kecil serta
menggunakan kanban untuk produksi, maka tidak ada waktu untuk antri
sebelum diproses. Sebelum mengatur layout pabrik dalam sistem JIT,
proses yang diperlukan untuk suatu produk harus diketahui lebih dahulu.
b. Pelatihan/Tim/Ketrampilan
JIT memerlukan tambahan pelatihan yang lebih banyak dibanding
dengan sistem tradisional. Karyawan perlu diberi pelatihan mengenai
bagaimana menghadapi perubahan yang dilakukan dengan sistem
tradisional, bagaimana cara kerja JIT (Just In Time). Apa yang diharapkan
JIT (Just In Time), dan bagaimana akibat dari JIT (Just In Time). Pelatihan
secara mendalam mengenai kanban, perbaikan proses dan alat-alat statistik
seharusnya diberikan. Dalam JIT (Just In Time), karyawan dalam satu sel
bekerja sebagai satu tim, saling mendukung, memecahkan masalah, dan
memeriksa pekerjaan, dimana semua ini memerlukan pelatihan dan
c. Membentuk Aliran/Penyederhanaan
Lini produksi yang baru seharusnya dapat di setup sebagai
batu ujian untuk membentuk aliran dan memecahkan masalah awal.
Tetapi dalam kenyataannya hal ini bukanlah sesuatu yang mudah.
Kedisiplinan tinggi terhadap pelaksanaan prosedur yang diterapkan
oleh perusahaan merupakan hal yang sangat penting. Melalui suatu
percobaan, dilakukan dengan tujuan untuk memeriksa waktu
proses, mengukur waktu tunggu dan identifikasi kemacetan, serta
mensinkronkan para pekerja. Yang harus diperhatikan lagi dalam masa
percobaan itu adalah sebagus apa lini produksi menyesuaikan dengan
pekerjaan.
d. Kanban Pull System
Dalam penerapan di perusahaan JIT memiliki beberapa syarat
teknis yang harus dipenuhi untuk mencegah timbulnya kemacetan yang
sering kali timbul dalam proses produksi dalam suatu perusahaan. Kanban
merupakan sistem manajemen atau pengendalian perusahaan yang
memiliki aturan yang harus diperhatikan, yaitu :
1) Jangan mengirim produk rusak proses berikutnya
2) Proses berikutnya hanya mengambil apa yang dibutuhkan pada saat
dibutuhkan.
3) Memproduksi hanya sejumlah yang diambil oleh proses berikutnya.
5) Mentaati instruksi kanban pada saat fine tuning, sehingga akan
mengoptimumkan perataan beban kerja.
6) Melakukan stabilisasi dan regionalisasi proses.
Menurut Tjiptono dan Diana (1995: 305) pada dasarnya sistem
kanban terdiri dari 3 (tiga) kartu, yaitu :
1) Kartu kanban untuk penarikan, menspesifikasi kuantitas yang harus
diambil suatu proses dari proses sebelumnya
2) Kartu kanban untuk produksi, menspesifikasi kuantitas yang harus
diproduksi proses yang mendahului.
3) Kartu kanban untuksupplier, untuk memberitahusupplieragar mereka
mengirimkan barang-barang yang diperlukan.
e. Visibilitas/Pengendalian Verbal
Visual scan yang cepat dapat memperlihatkan adanya kemacetan
atau kelebihan kapasitas. Setiap ada produksi berkualitas rendah, maka
harus segera diambil tindakan perbaikan. Dengan adanya visual scan,
maka dapat diketahui apakah proses produksi berjalan normal atau
ada masalah.
f. Eliminasi Kemacetan(bottleneck)
Untuk menghapus kemacetan, perlu diterapkan suatu pendekatan
yang melibatkan tim fungsi silang (cross functional team), yang terdiri
dari berbagai departemen seperti perekayasaan, manufaktur, dan
kemacetan adalah menemukan terlebih dahulu penyebab kemacetan.
Setelah kesalahan ditemukan perbaiki kesalahan tersebut.
g. Ukuran Lot Kecil dan Pengurangan WaktuSet Up
Ukuran lot ideal dalam konsep JIT (Just In Time) adalah sekecil
mungkin. Melakukanset up yang tepat untuk memastikan bahwa alat dan
komponen yang telah tersedia, dan orang yang akan melakukan proses
akan hadir pada saat yang ditetapkan, maka akan menghemat waktu
hingga 50%. Mesin-mesin yang dipergunakan dapat dimodifikasi sehingga
dapat mempercepat waktu set up dan dapat mengurangi kesulitan yang
timbul (dengan mengurangi kebutuhan akan penyesuaian).
h. Total Productive Maintenance(TPM)
Total Productive Maintenance(TPM) merupakan suatu keharusan
dalam JIT (Just In Time), mesin-mesin diupgrade dan dimodifikasi terus
menerus agar dapat mengurangi batas toleransi. Mempercepat set up, dan
mengurangi penyetelan/penyesuaian.
i. Kemampuan proses, Statistical Proses Control (SPC), dan Perbaikan
Berkesinambungan
Ketiganya harus ada dalam pelaksanaan JIT (Just In Time) karena
dalam JIT segala sesuatunya harus bekerja sesuai harapan dan mendekati
sempurna, tidak ada cadangan persediaan untuk kemacetan dan kerusakan
proses, dan karena dalam semua proses mesin dan karyawannya harus
j. Pemasok
Dalam hal pemasok sistem JIT membutuhkan komponen, supplies
dan bahan baku dalam jumlah sedikit tetapi dalam frekuensi yang tinggi.
Untuk itu pemasok yang dekat dengan lokasi pabrik lebih diprioritaskan.
Selain itu cara lain yang dapat dilakukan oleh perusahaan adalah :
1) Mengurangi jumlah pemasok.
2) Mengeliminasi waktu dan biaya dengan pemasok yang dapat dibuat
persetujuan jangka panjang yang meliputi aspek harga, kualitas dan
penyerahan.
3) Memberikan bantuan-bantuan teknis kepada pemasok.
4) Melibatkan pemasok pada tahap perancangan produk dan proses.
6. Tujuan JIT (Just In Time)
Menurut Tjahjono (2002: 48) pada dasarnya sistem JIT (Just In Time)
mempunyai 6 (enam) tujuan, yaitu:
a. Mengintegrasikan dan mengoptimumkan setiap langkah dalam proses
manufacturing.
b. Menghasilkan produk berkualitas sesuai keinginan pelanggan.
c. Menurunkan biaya pengolahan secara terus menerus.
d. Menghasilkan produk hanya berdasarkan permintaan pelanggan.
e. Mengembangkan dan mempertahankan fleksibilitasmanufacturing.
f. Mempertahankan komitmen tinggi untuk bekerja sama dengan pemasok
7. Manfaat Penerapan JIT (Just In Time)
Tjiptono dan Diana (1995: 307) menyebutkan beberapa manfaat yang
dapat diambil perusahaan yang menerapkan sistem JIT (Just In Time) dalam
sistem produksinya, yaitu :
a. Mengurangi biaya tenaga kerja langsung dan tidak langsung sebagai
akibat adanya penghapusan kegiatan, seperti penyimpanan persediaan.
b. Mengurangi ruangan atau gudang untuk tempat penyimpanan.
c. Mengurangi waktuset updan penundaan jadwal produksi.
d. Mengurangi pemborosan barang rusak dan barang cacat dengan
mendeteksi kesalahan pada sumbernya.
e. Mengurangi lead time karena ukuran lot yang kecil sehingga seluruh
produksi lebih dapat memberikanfeedbackterhadap masalah kualitas.
f. Penggunaan mesin dan fasilitas secara lebih baik dengan pemasok.
g. Menciptakan hubungan yang lebih baik dengan pemasok.
h. Layoutpabrik yang lebih baik.
i. Integrasi dan komunikasi yang lebih baik diantara fungsi-fungsi, seperti:
pemasaran, pembelian dan produksi.
j. Pengendalian kualitas dan proses.
8. Hambatan dan Keterbatasan Sistem JIT (Just In Time)
Satu akibat dalam sistem JIT (Just In Time) yang perlu
dipertimbangkan adalah dampak dari pihak pemasok ke pabrik perakitan.
Biaya pengiriman akan lebih mahal jika sering terjadi pengiriman dalam
oleh jauh dekatnya jarak antara pemasok ke lokasi pabrik perakitan dan
jenis fasilitas transportasi yang digunakan. Dalam banyak hal kenaikan
biaya pengiriman dapat menjadi hambatan dalam penyerahan komponen
ke pabrik perakitan apabila jumlah melebihi manfaat berupa reduksi
biaya pengirimam. Keterbatasan JIT (Just In Time) yang paling menyolok
yaitu absennya persediaan sebagai cadangan jika produksi berhenti
secara tiba-tiba.
9. Langkah-langkah Penerapan Sistem JIT (Just In Time) Produksi
Achmad Tjahjono (2002: 52) menyatakan langkah-langkah yang
diperlukan perusahaan dalam mengimplementasikan sistem produksi JIT (Just
In Time), yaitu :
a. Memperoleh komitmen dari manajemen puncak, karena tanpa komitmen
tersebut implementasi JIT (Just In Time) menjadi tidak efektif dan efisien.
b. Membuat koordinatif implementasi JIT (Just In Time) yang akan
memantau proses implementasi JIT (Just In Time) agar sesuai dengan
perencanaan.
c. Membangun tim kerja dan partisipasi total dari semua tingkatan
manajemen dan karyawan untuk bekerja bersama mencapai sasaran jangka
panjang, seperti produk cacat nol, tingkat persediaan nol, kepuasan
pelanggan 100%, dan lain-lain.
d. Mendefinisikan rantai nilai proses bernilai tambah, kemudian
mendefinisikan proses kerja dengan menggunakan diagram alur proses.
proses, menyeimbangkan lini proses dengan tenaga kerja dan fasilitas
yang ada.
e. Mengembangkan sistem belanja terus-menerus melalui pendidikan dan
latihan yang berfokus pada perbaikan terus-menerus terhadap proses,
kualitas, produktivitas, dan probabilitas.
f. Mengidentifikasikan hasil dari setiap proses untuk mengidentifikasikan
masalah-masalah utama dalam proses.
g. Mengembangkan sistem jaminan kualitas dan produktivitas yang berfokus
pada eliminasi masalah-masalah kualitas dan produktivitas.
h. Mengembangkan sistem audit secara teratur terhadap sistem JIT (Just In
Time) untuk menjamin efektivitas dan efisiensi penerapan sistem JIT (Just
In Time) dalam perusahaan.
10. Sasaran Implementasi JIT (Just In Time) Produksi
Menurut Tjiptono dan Diana (1995: 307-314) sasaran implementasi
JIT (Just In Time) produksi pada dasarnya meliputi hal-hal sebagai berikut :
a. Persediaan
Persediaan merupakan segala sesuatu atau sumber daya organisasi
yang disimpan dalam antisipasinya terhadap pemenuhan permintaan (Hani
Handoko, 1993: 333).
Persediaan terdiri dari 3 macam :
1) Persediaan bahan mentah
2) Persediaan bahan pembantu atau penolong
4) Cycle Time
Production Cycle Timedidefinisikan sebagai waktu antara bahan baku
dikirim ke pabrik untuk diproses dengan barang jadi dikirim dari
pabrik kepada pelanggan atau gudang. Semakin pendek Production
Cycle Time, maka semakin rendah biaya produksi dan semakin
meningkat pula kemampuan perusahaan untuk merespon dengan cepat
perubahan permintaan pelanggan. Penerapan JIT akan memperpendek
Cycle Time, karena tenggang waktu karena keterlambatan proses
setelah proses sebelumnya (bottleneck) dihilangkan.
b. Perbaikan yang berkesinambungan
Sistem JIT selalu melakukan perubahan yang terus menerus dalam
hal pengurangan pemborosan disemua lini perusahaan. Hal ini dilakukan
agar dapat memperbaiki kualitas produk dan jasa, serta memperbaiki
permintaan konsumen.
c. Penghapusan pemborosan
Penerapan JIT mampu menghapus pemborosan berikut ini :
1) Pemborosan karena waktu tunggu
2) Pemborosan karena transportasi
3) Pemborosan karena persediaan yang tidak perlu
4) Pemborosan karena pemrosesan
5) Pemborosan karena memproduksi barang cacat/rusak
11. Perbedaan Antara Filosofi JIT (Just In Time ) dengan Tradisional
Menurut Tjiptono dan Diana (2000: 301-302) perbedaan antara
pemanufakturan JIT dengan pemanufakturan secara tradisional dijelaskan
pada tabel 1.
Tabel 1 Perbedaan Filosofi JIT dengan Tradisional Aspek
Perbedaan Filosofi JIT Filosofi Tradisional
1. Kualitas Quality is free Untuk menghasilkan produk yang berkualitas, dibutuhkan biaya. 2. Keahlian Para pekerja adalah
orang-orang ahli.
Manajer dan insinyur adalah orang ahli.
3. Kesalahan
Kesalahan merupakan pe-lajaran untuk dapat meng-hasilkan perbaikan. Zero defect merupakan standar yang harus dipenuhi.
Kesalahan adalah hal yang tidak dapat dihindari dan harus selalu ditelaah. an sediaan untuk proses menimbulkan godaan untuk menghindari bekerja secara sempurna.
Sediaan berguna untuk men-jamin kelancaran produksi, yaitu sebagai penyangga (buffer) terhadap kerusakan atau masalah lain (kekurangan bahan baku, keterlambatan pengiriman.
5. Ukuran Lot (lot size)
Lot size harus kecil, di-harapkan adalah 1.
Lot size harus ekonomis, yaitu menggunakan prinsip EOQ. 6. Antrian
Produksi harus Just In Time tidak boleh ada antrian panjangwork in process.
Antrian dalam dibutuhkan dapat mengurangi tenaga kerja dalam proses produksi produk di dalam pabrik. Waktu proses yang sangat singkat adalah sangat bernilai.
Pengurangan biaya dilakukan dengan mengurangi penggunaan tenaga kerja, dan dengan utilisasi masin yang tinggi. Tingkat produksi yang tinggi akan sangat bernilai 9. Aliran
Material
Material harus ditarik ke dalam pabrik (pull system)
Material harus dikoordinasi dan didorong keluar dari pabrik
(push system) 10.
Fleksibilitas
Fleksibilitas berasal dari memadatkan semua lead times waktu proses pabrik, waktu pengembangan
produk, order entry dan
production planning cycles, dan sebagainya.
bersifat umum, sediaan, overhead, dan sebagainya.
11. Peran Overhead
Setiap pekerja yang tidak memberi nilai tambah secara langsung pada produk adalah pemborosan. sebagai aspek koordinasi dari proses.
12. Biaya Tenaga Kerja
Biaya tenaga kerja merupa-kan biaya tetap.
Biaya tenaga kerja merupakan biaya variabel.
13. Kecepatan Mesin
Mesin diibaratkan pelari maraton, lambat namun pasti, dan selalu mampu untuk berlari.
Mesin diibaratkan pelari cepat.
14. Pembelian Membeli dari pemasok yang terbatas
Membeli dari banyak penjual
15.Expediting Expediting dan Work Arroundadalah dosa.
Expediting dan Work Arround
adalah cara hidup.
16.
Kebersihan
Kebersihan adalah sejalan dengan menjadikan segala sesuatunya tampak jelas dan nyata.
Bekerja adalah berarti tangan menjadi kotor. Kotor dan serba berserakan merupakan harga yang harus dibayar untuk menghasilkan suatu produk
17. Horison
Kesabaran akan mempe-ngaruhi keseluruhan proses dalam hal meniadakan ke-salahan dan menuju standar
zero defect.
Hasil kerja diharapkan selesai dalam waktu yang relatif singkat.
Sumber : Cahyono seperti yang dikutip oleh Tjiptono & Diana (1994: 301-303)
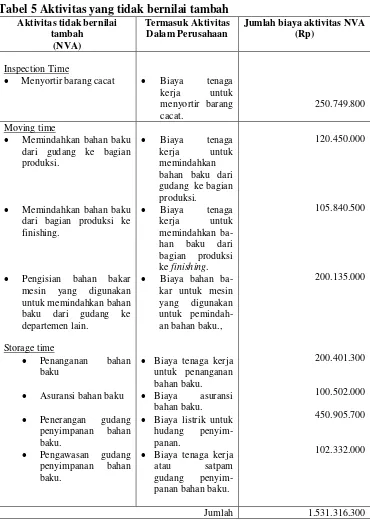
12. Hubungan antara JIT danManufacturing Cycle Eficiency(MCE)
Manufacturing Cycle Efficiency (MCE) digunakan untuk mengetahui
seberapa besar aktivitas tidak bernilai tambah dapat dikurangi atau
dihilangkan dari proses pembuatan produk. Untuk mengukur MCE dapat
Processing time MCE =
Throughput Time
Dimana throughput time meliputi keseluruhan waktu yang diperlukan
dalam pengolahan produk.Throughput timeterdiri dari empat komponen yang
terbagi atas aktivitas bernilai tambah dan aktivitas tidak bernilai tambah.
Throughput time dapat digambarkan sebagai berikut : Throughput Time :
Processing + Inspection + Moving Time + Waiting Time/Storage Time
Pada proses produksi yang ideal akan menghasilkan aktivitas yang
bernilai tambah bagi konsumen, dan akan menghasilkanthroughput timeyang
sama dengan processing time sebesar 100% atau 1. Pada saat MCE=1,
perusahaan yang akan menghabiskan waktu hanya untuk mengerjakan
aktivitas yang bernilai tambah, sedangkan aktivitas yang tidak bernilai tambah
yang berupaInspection Time, Moving Time, dan Waiting Time/Storage Time
akan hilang. Hal ini akan menguntungkan perusahaan, karena perusahaan
tidak lagi dibebani dengan biaya yang tidak bernilai tambah.
Apabila perusahaan telah menerapkan JIT, maka MCE yang dihasilkan
sebesar 1, karena sistem ini akan mampu untuk menghilangkan aktivitas yang
tidak bernilai tambah. Dalam JIT, Inspection Time (waktu yang digunakan
untuk memeriksa produk akhir) dapat dihilangkan, karena menerapkan Total
Quality Control (zero defect) sehingga produk rusak atau cacat dalam proses
Adanya kontrak jangka panjang juga akan menghilangkan Inspection
Time karena pemasok dapat menjamin spesifikasi bahan baku yang dikirim
selalu sesuai sengan kontrak. Dalam JIT, Moving Time (waktu yang
diperlukan produk untuk dipindahkan dari satu proses de proses yang lain)
juga dapat diminimalkan dengan cara menerapkan layout pabrik dengan
sistem sel pemanufakturan, karena waktu tunggu yang biasa terjadi saat
pemindahan produk dari proses satu ke proses lain tidak ada. Hal ini
disebabkan karena mesin-mesin ditempatkan berdekatan.
Waiting Time(waktu tunggu bahan dari pemasok dan dari departemen
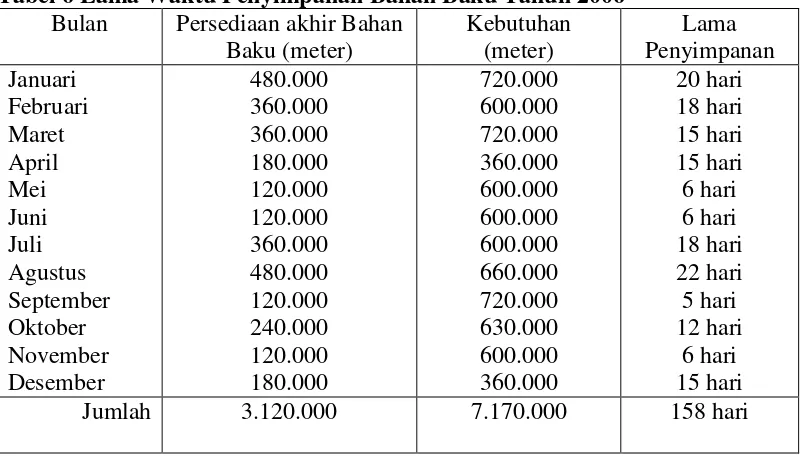
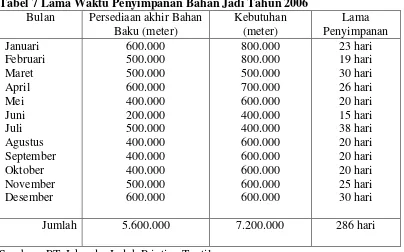
sebelumnya) dan Storage Time (waktu menyimpan bahan baku di gudang)
dapat diminimalkan dengan menerapkan sistem pembelian dengan sistem JIT.
Sistem ini mensyaratkan adanya pemasok yang handal sehingga bahan baku
dapat segera tiba setelah dilakukan pemesanan dan tidak diperlukannya lagi
persediaan pengaman dari gudang. Khusus untuk Waiting Time, perusahaan
merancang produk dan peralatan pabrik yang lebih baik untuk mengurangi
waktu setup. Dari penjelasan di atas dapat kita simpulkan dengan penerapan
sistem JIT akan meminimalkan bahkan menghilangkan aktivitas yang tidak
BAB III
METODE PENELITIAN
A. METODE PENELITIAN
1. Jenis Penelitian
Jenis Penelitian dalam penulisan ini adalah studi kelayakan, yaitu
penelitian terhadap PT.ISKANDAR INDAH PRINTING TEXTILE tentang
penerapan sistem JIT(Just In Time) produksi.
2. Tempat dan Waktu Penelitian
Tempat penelitian adalah PT.ISKANDAR INDAH PRINTING
TEXTILE yang berkedudukan di Surakarta dan waktu penelitian pada
tahun 2007
3. Subjek dan Objek Penelitian
a. Subjek Penelitian
Subjek Penelitian adalah terkait dalam proses produksi perusahaan, yaitu :
1) Bagian Gudang
2) Bagian Pembelian
3) Bagian Akuntansi
4) Bagian Produksi
b. Objek Penelitian
Objek penelitian adalah mengenai pengelolaan proses produksi
PT.ISKANDAR INDAH PRINTING TEXTIL
4. Data Yang Diperlukan
a. Gambaran umum perusahaan
b. Data pembelian
c. Data persediaan
d. Data tentang proses produksi
e. Data lain yang berkaitan dengan proses produksi
5. Tehnik Pengumpulan Data
a. Tehnik wawancara
Tehnik pengumpulan data yang dilakukan dengan cara
mengadakan tanya jawab secara langsung kepada orang yang ditunjuk
oleh pimpinan perusahaan untuk menjawab pertanyaan-pertanyaan yang
diajukan oleh penulis. Data tersebut adalah gambaran umum perusahaan
dan struktur organisasi.
b. Tehnik observasi
Tehnik pengumpulan data yang dilakukan dengan cara
mengadakan pengamatan secara langsung terhadap objek atau kegiatan
proses produksi dalam perusahaan tersebut.
c. Tehnik Dokumentasi
Tehnik pengumpulan data yang dilakukan dengan cara
mengutip laporan atau catatan yang ada pada perusahaan. Data
tersebut adalah data pembelian, data persediaan, dan data tentang proses
6. Teknik Analisis Data
Untuk menjawab permasalahan, penulis akan menganalisis data
dengan langkah-langkah sebagai berikut :
a) Melihat gambaran umum perusahaan dinilai dari poin-poin JIT (Just In
Time) produksi, yaitu :
1) Lay outpabrik
2) Pelatihan/Tim/Ketrampilan
3) Kanban Full System
4) Sistem aliran produksi
5) Pengendalian Kualitas Produksi/PengendalianVisual
6) Kemacetan-kemacetan dalam proses produksi
7) Ukuran lot Produksi dan waktuset up
8) Pemeliharaan mesin-mesin produksi
9) Kemampuan SPC dan perbaikan berkesinambungan
10) Pemasok
b) Dari gambaran umum perusahaan yang terjadi, lalu dibandingkan dengan
JIT (Just In Time) produksi, seperti :
1) Lay outpabrik berdasarkan produk
2) Pelatihan/ketrampilan karyawan untuk meningkatkan kemampuan
karyawan
3) AdanyaKanban Full System
4) Sistem aliran produksi berdasarkan permintaan (pull system)
6) Persediaan dalam JIT (Just In Time) harus mendekati nol atau bahkan
tidak memiliki persediaan dalam artian bahan baku habis diproduksi
(zero inventory).
7) Pengendalian visual agar para pekerja mengetahui informasi, status
masalah, dan kualitas produk.
8) Total Productive Maintenance (TPM) dalam pemeliharaan
mesin-mesin produksi.
9) Eliminasi kemacetan (bottleneck), yang dapat mengganggu proses
produksi.
10) Pemasok, meliputi jumlah pemasok yang sedikit, adanya kontrak
jangka panjang dengan pemasok, kemampuan pemasok menyedia-kan
bahan baku dalam jumlah yang tepat secara tepat waktu, dan lokasi
pemasok yang dekat dengan perusahaan.
c) MenghitungManufacturing Cycle Efficiency(MCE)
Dalam hal ini, jika proses pembuatan produk menghasilkan MCE
sebesar 1, maka aktivitas tidak bernilai tambah telah dapat dihilangkan
dalam proses pengolahan produk. Hal ini berarti konsumen tidak dibebani
dengan biaya-biaya untuk aktivitas bukan penambah nilai bagi mereka dan
sebaliknya jika proses pengolahan produk masih mengandung aktivitas
BAB IV
GAMBARAN UMUM PERUSAHAAN
A. SEJARAH PERUSAHAAN
PT. Iskandar Indah Printing Textile merupakan satu sekian banyak dari
perusahaan textile yang mengolah bahan baku benang menjadi kain mentah (grey)
yang kemudian meningkatkan jenis produksi berupa kain bercorak atau lebih
dikenal dengan sebutan batik printing. PT. Iskandar Indah Printing Textile
didirikan tepatnya pada tanggal 23 Mei 1983, berbentuk badan usaha CV dengan
CV. Iskandartex, dan berdasarkan akta perusahaan No. 98 tanggal 23 Mei 1983.
CV. Iskandartex ini memulai produksinya satu tahun kemudian setelah berdiri
yaitu tahun 1976. Pada awal berdirinya, perusahaan bermodalkan 25 unit mesin
tenun hingga pada tahun 1977 berkembang menjadi 77 unit. Produksi perusahaan
terus berjalan, hal ini dibuktikan pada tahun 1980 perusahaan mendatangkan
mesin kanji yang fungsinya untuk mengeringkan kain secara otomatis langsung
dari Taiwan. Pada tahun yang sama perusahaan juga memperluas bangunan dan
menambah mesin tenun hingga 300 unit. Karena permintaan selalu meningkat,
maka perusahaan perlu menambah kapasitas produksi. Oleh karena itu guna
kelancaran produksi perusahaan menambah mesin hingga keseluruhan pada akhir
tahun 1993 mencapai 514 unit.
Dengan berlatarbelakang untuk lebih dapat mengembangkan perusahaan
maka dari pihak pimpinan perusahaan mengusahakan perubahan bentuk badan
usaha dari CV menjadi PT dengan berdasarkan SK MENKEU RI No. 7/12/12,
tanggal 1 November 1989, dan akhirnya pada tanggal 2 Januari 1991 perusahaan
resmi menjadi PT. Iskandartex dengan nomor ijin usaha 199/11.16/PB/VIII/1991/
PT. Pergantian nama terjadi sejak bulan Februari 1996 menjadi PT. Iskandar
Indah Printing Textile.
Perusahaan ini didirikan di atas tanah seluas 2,5 hektar yang terdiri dari
bangunan-bangunan sebagai berikut :
1. Bangunan kantor
Terdiri dari ruang direktur, ruang komisaris, ruang tamu, ruang kepala
bagian, dan ruang untuk karyawan pembukuan.
a. Bangunan pabrik dan gudang.
b. Bangunan ruang jaga dan pos satpam.
c. Bangunan tempat bengkel dan diesel.
d. Bangunan ruang ketel uap (boiler)
e. Tempat parkir.
f. Poliklinik.
g. Mushola.
Dalam perkembangannya, PT. Iskandar Indah Printing Textile
mengalami peningkatan mulai dari tenaga kerja, modal fasilitas yang
diberikan serta peralatan-peralatan yang digunakan. Produk utamanya adalah
kain mentah (grey) terdiri dari grey cotton dan grey prima. Selain itu juga
memproduksikan kain printing. Adapun kapasitas produksi perusahaan
2. Lokasi Perusahaan
Secara geografis, perusahaan ini terletak di jalan Pakel No. 11 Rt. 03
Rw. VIII Kelurahan Kerten Surakarta. Perusahaan Textile PT. Iskandar Indah
Printing di Surakarta dalam mendirikan dan menentukan letak geografis
perusahaan mempertimbangkan beberapa unsur dan faktor yang dapat
mendukung dan menjamin kelancaran dalam kegiatan proses produksi. Unsur
dan faktor yang dipertimbangkan oleh perusahaan dalam memilih dan
menentukan letak geografis perusahaan adalah :
a. Bahan baku
Bahan baku merupakan salah satu faktor yang sangat penting dalam proses
produksi. Oleh karena itu apabila perusahaan dekat dengan sumber bahan
baku yang dibutuhkan, maka kekurangan bahan baku dapat teratasi
sehingga proses produksi dapat berjalan dengan lancar.
b. Tenaga Kerja
Tenaga kerja merupakan faktor yang sangat penting dalam proses
produksi, karena tanpa adanya tenaga kerja tidak mungkin proses produksi
dapat berjalan. Dalam pemenuhan tenaga kerja PT. Iskandar Indah
Printing Textile di Surakarta menghubungi departemen tenaga kerja, di
samping itu lokasi perusahaan tersebut dekat dengan tenaga kerja yang
dibutuhkan.
c. Transportasi
PT. Iskandar Indah Printing Textile di Surakarta yang berlokasi di jalan
Pakel No. 11 Surakarta adalah dekat dengan jalan raya, sehingga
d. Pemasaran
Karena PT. Iskandar Indah Printing Textile di Surakarta dekat dengan
jalan raya yang menghubungkan kota-kota besar, maka PT. Iskandar Indah
Printing Textile di Surakarta mudah di dalam memasarkan hasil
produksinya.
B. TUJUAN PERUSAHAAN
Semua perusahaan yang menjalankan usaha tentu mempunyai tujuan
tertentu yang sesuai dengan usaha yang dijalankan perusahaan tersebut. Seperti
lazimnya kegiatan ekonomi yang lain maka perusahaan inipun didirikan dengan
tujuan mencapai keuntungan maksimum. PT. Iskandar Indah Printing Textile
didirikan dengan harapan agar bermanfaat baik dari pihak perusahaan, karyawan
dan lingkungannya.
Tujuan didirikannya perusahaan adalah :
1. Memperoleh keuntungan bagi perusahaan, karyawan dan konsumen.
2. Membuka lapangan pekerjaan bagi masyarakat, khususnya masyarakat sekitar
lokasi perusahaan dan masyarakat pada umumnya.
3. Meningkatkan produksi dalam memenuhi kebutuhan dalam negeri, terutama
kebutuhan kaingrey.
C. STRUKTUR ORGANISASI PERUSAHAAN
Dilihat dari hubungan kerja, saluran wewenang dan tanggung jawab maka
garis dan staff, berarti bahwa kekuasaan dari pimpinan secara lurus dilangsungkan
pada para pejabat yang memimpin satu kesatuan-kesatuan di bawahnya. Tiap-tiap
kepala bagian atau seksi bertanggung jawab atas segala hal yang menyangkut
tugasnya dan mempertanggungjawabkan kepada pimpinan atasnya.
Macam-macam bentuk struktur organisasi dapat dibedakan sebagai
berikut: struktur jalur/garis, struktur fungsional, struktur jalur/garis dan staf. Dari
ketiga struktur di atas, PT. Iskandar Indah Printing Textile di Surakarta
menerapkan struktur yang pertama, yaitu struktur organisasi jalur/garis,
maksudnya wewenang berasal dari pucuk pimpinan kemudian dilimpahkan
kepada satuan-satuan organisasi di bawahnya dalam semua bidang pekerjaan.
Tugas dari masing-masing bagian mulai dari pimpinan, departemen-departemen
yang ada, serta bagian-bagian yang dibawahinya akan dijelaskan sebagai berikut :
1. Direktur
Merupakan unsur eksekutif tertinggi dalam organisasi perusahaan, sebagai
pimpinan produksi dan pimpinan perusahaan. Tugas-tugasnya lebih kompleks
dibandingkan yang lain, yaitu :
a. Bertanggung jawab atas kelangsungan operasional perusahaan secara
keseluruhan.
b. Bertanggung jawab atas tujuan operasional perusahaan.
c. Bertanggung jawab atas perkembangan perusahaan keseluruhan.
2. Sekretaris Umum
Bertanggung jawab atas tugas-tugas sebagai berikut :
a. Menjalankan tugas-tugas yang diberikan oleh atasan.
c. Mengkoordinir personil-personil serta pekerjaan yang menghubungkan
dengan atasan.
3. Departemen Produksi
PT. Iskandar Indah Printing Textile di Surakarta mempunyai dua
departemen produksi masing-masing dipimpin oleh seorang departemen
produksi. Dengan tugas-tugas sebagai berikut :
a. Bertanggung jawab atas pelaksanaan produksinya yang telah
direncanakan.
b. Bertanggung jawab atas hasil kerja sesuai dengan rencana yang telah
ditetapkan.
c. Bertanggung jawab atas pengaturan atau pengawasan kerja dan personil
yang dipimpinnya.
Berikut ini adalah bagian di bawah wewenangnya beserta tugas-tugasnya :
1) Kepala Bagian Persiapan
a) Menyusun jadwal kerja kelompok warping, kanji, cucuk, palet sesuai
dengan rencana produksi.
b) Membantu mempersiapkan peralatan, bahan baku, dan bahan
penolong.
c) Mengatur dan mengawasi pelaksanaan kerja bagian persiapan.
2) Kepala Bagian Proses
a) Menyusun jadwal kerja bagian proses sesuai dengan yang
b) Membantu menyiapkan peralatan kerja.
c) Mengatur dan mengawasi pelaksanaan kerja bagian proses.
3) Kepala Bagian Finishing
a) Menyusun jadwal kerja bagian finishing sesuai dengan yang
direncanakan.
b) Mengatur dan mengawasi pelaksanaan kerja bagian finishing.
c) Menyiapkan laporan hasil produksi finishing per hari per shiff.
4. Departemen Penjualan
Departemen penjualan ini bertanggung jawab pada direktur langsung, dengan
tugas-tugas sebagai berikut :
a. Bertanggungjawab atas penjualan terhadap hasil produksi.
b. Melaksanakan pekerjaan administrasi penjualan.
5. DepartemenPlanningdanControl
Departemen ini di bawah pimpinan seorang kepala departemen planning dan
control, dengan tugas-tugas sebagai berikut :
a. Bertanggung jawab atas perencanaan dan kontrol produksi.
b. Bertanggung jawab atas hasil kerja pengawasan mutu.
c. Bertanggung jawab atas hasil kerja pelayanan umum dan gudang.
d. Bertanggung jawab atas aktiva perusahaan yang berada dalam
wewenangnya.
e. Bertanggung jawab atas pengaturan dan pengawasan kerja personel yang
Berikut ini adalah bagian-bagian di bawah wewenang beserta tugas-tugasnya :
1) Kepala Bagian Umum
a) Mengatur pekerjaan yang berhubungan dengan personalia, kebersihan,
dan kendaraan.
b) Melakukan koordinasi dengan semua kepala bagian tentang
kebutuhan-kebutuhan pelayanan umum.
2) Kepala Bagian Gudang
a) Mengatur dan mengawasi pekerjaan-pekerjaan yang berhubungan
dengan penerimaan, pengeluaran dan penyimpanan barang, sparepart,
benang dam lain-lain.
b) Melaksanakan rencana pengadaan barang dan benang.
c) Memeriksa laporan persediaan gudang setiap saat.
3) Kepala Bagian Administrasi Produksi
a) Melakukan pengadministrasian dokumen-dokumen yang diterima.
b) Melakukan pencatatan dan perhitungan hasil-hasil produksi.
4) Kepala BagianQuality Control
a) Mengontrol kualitas terpadu mulai dari bahan baku, bahan pembantu,
hingga produk kain jadi sesuai dengan rencana produksi.
b) Melakukan penilaian dan pemeriksaan terhadap rencana produksi.
c) Melaporkan hasil pemeriksaan harian per shiff kepada atasan.
d) Melakukan uji tes terhadap bahan baku dan bahan pembantu sebelum
6. Departemen Keuangan dan Pembukuan
Seperti departemen lainnya, juga dipimpin oleh seorang kepala departemen
dan pembukuan, dengan tugas-tugas :
a. Melakukan pemeriksaan belanja perusahaan sehari-hari.
b. Mempelajari laporan harian, mingguan dan bulanan dari bagian yang
dipimpin.
c. Mengedarkan laporan yang diperlukan ke departemen yang memerlukan.
d. Bertanggung jawab terhadap aktiva perusahaan di bawah wewenangnya.
e. Mengatur dan mengawasi kerja bagian yang dipimpinnya.
Di bawahnya ini bagian-bagian di bawah wewenangnya dan tugas-tugasnya :
1) Kepala Bagian Kasa
a) Melakukan pekerjaan administrasi keuangan.
b) Mengatur pemasukan dan pengeluaran keuangan perusahaan.
c) Melaksanakan pembayaran gaji dan upah para karyawan.
2) Kepala Bagian Produksi
a) Melakukan pekerjaan administrasi pembukuan.
b) Mencatat, mengarsip dan menyiapkan naskah tentang persediaan,
utang piutang.
c) Melakukan cross check terhadap buku bank harian, buku kas harian,
daftar pembayaran utang, daftar penagihan piutang.
3) Kepala Bagian Pembelian
a) Melakukan pekerjaan administrasi pembelian.
b) Menyiapkan formulir perintah pembelian berdasar permohonan dari
c) Memeriksa, mencatat dan mengarsip setiap pembelian serta
melanjutkan ke bagian keuangan.
7. Sekretariat
Sekretariat dalam perusahaan bertugas khusus berdasarkan pelimpahan
wewenang dari direktur utama untuk melakukan pengaturan dan pelaksanaan
tata usaha kantor serta mengadakan koordinasi staff, khususnya bidang umum,
STRUKTUR ORGANISASI PT. ISKANDAR INDAH PRINTING TEXTILE
Gambar 1 : Struktur Organisasi
D. ASPEK PRODUKSI
1. Jenis Produk
PT. Iskandar Indah Printing Textile di Surakarta memproduksi kain
rayon atau grey yang merupakan bahan baku industri batik dan pemutihan
kain. Bahan baku yang digunakan adalah barang tenun 30/s dan paper cones
yang dibeli dari pemintalan di Pekalongan dan Yogyakarta.
Selain bahan baku benang tenun, perusahaan juga membutuhkan
beberapa bahan penolong, seperti :
a. Tapioka, merupakan bahan perekat alam yang digunakan sebagai perekat
terhadap serat, mengurangi timbulnya bulu, dan membuat permukaan
benang menjadi lebih licin.
b. PVA, merupakan perekat buatan yang kegunaannya seperti tapioka.
c. Solvivak, bahan kanji yang berfungsi untuk melemaskan benang sehingga
pada saat ditenun benang tidak mudah rusak atau putus.
d. Acrylic, untuk membuka pori-pori benang sehingga benang mudah
menyerap bahan kanji.
e. Anti septic, digunakan untuk mencegah timbulnya jamur.
2. Jenis dan Jumlah Mesin
Jenis dan Jumlah Mesin yang dimiliki oleh perusahaan tekstil PT.
Tabel 2 Jenis dan Jumlah Mesin
No. Jenis Mesin Jumlah Mesin (unit)
1.
Sumber : PT. Iskandar Indah Printing Textile Surakarta, 2001
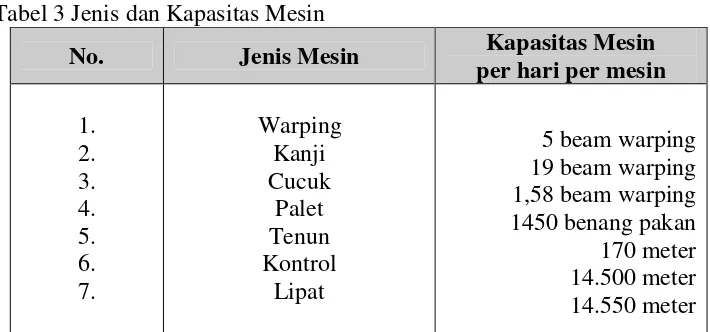
3. Kapasitas Mesin
Jenis dan Kapasitas Mesin yang dimiliki oleh perusahaan textile PT.
Iskandar Indah Printing Textile di Surakarta ditunjukkan pada tabel 3:
Tabel 3 Jenis dan Kapasitas Mesin
No. Jenis Mesin Kapasitas Mesin
per hari per mesin
1.
Sumber : PT. Iskandar Indah Printing Textile Surakarta, 2001.
4. Fungsi Mesin
Mesin-mesin yang digunakan dalam proses produksi PT. Iskandar
Indah Printing Textile mempunyai fungsi-fungsi yang berbeda-beda, yaitu:
a. Mesin Warping
b. Mesin Kanji
Untuk mengkanji benang agar kuat dan sekaligus mengeringkannya, ini
berguna agar benang tidak berbulu sewaktu ditenun.
c. Mesin Cucuk
Mesin ini berfungsi untuk memasukkan benang lusi pada dropper, kawat,
dan sisir guna mendapatkan serat-serat benang yang beratur susunannya
menurut yang dikehendaki.
d. Mesin Palet
Berfungsi untuk menggulung benang dari cone ke dalam palet yang
merupakan benang pakan.
e. Mesin Tenun
Mesin ini berfungsi untuk proses penganyaman benang lusi dan benang
pakan. Hasil anyaman tersebut berupa kain grey.
f. Mesin Kontrol
Mesin ini berfungsi untuk pemeriksaan, perbaikan, kain yang cacat yang
dihasilkan dari mesin tenun.
g. Mesin Lipat
Mesin lipat berfungsi untuk melipat dan mengukur kain yang sudah
jadi.
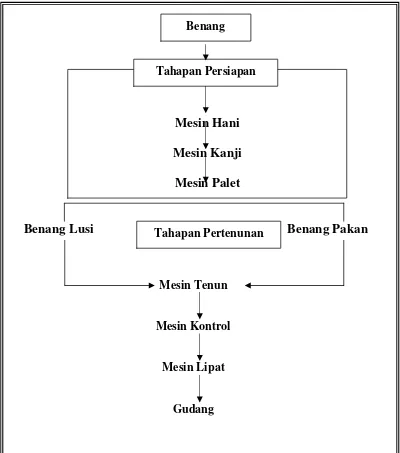
5. Proses Produksi
Bahan baku yang digunakan sebagian besar adalah benang, namun
dapat dibedakan menjadi dua, yaitu :
b. Benang pakan
Untuk benang lusi mengalami beberapa proses antara lain :
1) Penghanian (weaving)
2) Pengkanjian (sizing)
3) Pencucukan (reaching)
Proses produksi meliputi dari benang sampai pelipatan, yang
mempunyai urutan sebagai berikut :
a. Tahapan Persiapan
1) Benang yang sudah dalam bentuk kelos dipasang pada mesin hani
untuk ditarik dan digulung menjadi suatu gulungan beam warping
yang kemudian disebut benang lusi. Sedangkan benang yang diproses
pada mesin palet digulung menjadi gulungan palet yang disebut
dengan benang pakan.
2) Beam-beam yang diturunkan dari mesin hani dijajarkan untuk ditarik
ke mesin kanji, kemudian benang tersebut ditarik ke bagian
penyaringan, juga dalam mesin kanji tersebut, akhirnya
benang-benang digulung dalam beam-beam kecil. Beam-beam yang diproses
dalam mesin kanji akan menjadi suatu gulungan beam tenun. Proses
pengkanjiannya dilakukan sebagai berikut :
a) Pemasukan awal dengan suhu 90°C keatas, sampai masak.
b) Pemasukan selama proses, suhu yang diperlukan sekitar 70°C dan
c) Tekanan panas dalam ruang pengeringan sekitar 5,5 atmosfer
ke atas.
3) Beam-beam yang diturunkan dalam mesin kanji dijajarkan dibagian
pencucukan. Mencucuk berarti memasukkan benang ke mata suatu
alat yang disebut GUU, dengan aturan satu helai benang untuk setiap
lubang. Proses selanjutnya benang pada lubang GUU dimasukkan
pada suatu alat yang berjalan turun naik yang disebut sisir. Setiap
lubang sisir dimasuki dua helai benang. Sesudah melalui proses
pencucukan ini benang lusi sudah dipasang pada mesin tertentu. Beam
warping yang diproses pada mesin kanji akan menjadi suatu gulungan
beam tenun.
a. Tahapan Pertenunan
1) Setelah diproses pada mesin cucuk, amaka bersama benang pakan
dimasukkan ke mesin tenun untuk diproses menjadi kain. Hasilnya
berupa kain grey. Mesin-mesin tenun akan berhenti dengan sendirinya
apabila benang pakan sudah habis atau putus, apabila telah disambung
atau diganti dengan yang baru, mesin tenun dapat berjalan kembali
mengganti dan menyambung benang pakan dilakukan oleh tenaga
manusia.
2) Kemudian kain grey ini dibawa ke mesin kontrol untuk diperiksa
apakah ada cacat atau tidak.
3) Setelah itu dimasukkan ke mesin lipat untuk proses pengukuran dan
Berikut skema proses produksi PT. Iskandar Indah Printing Textile
mulai dari barang sampai pelipatan.
Benang Lusi Benang Pakan
Mesin Tenun
Mesin Kontrol
Mesin Lipat
Gudang
Gambar 2 : Proses Produksi Textile
Sumber : PT. Iskandar Indah Printing Textile Surakarta Benang
Mesin Hani
Mesin Kanji
Mesin Palet Tahapan Persiapan
6. Aspek Personalia
a. Tenaga Kerja
Kemajuan teknologi yang ada dan digunakan dalam berbagai
proses produksi ternyata tidak bisa menggantikan peran tenaga kerja
manusia. Sejalan dengan kemajuan itu, tenaga kerja manusia dituntut
untuk lebih profesional dan berkualitas serta terampil dalam menangani
mesin-mesin berteknologi tinggi.
Demikian pula dengan perusahaan tekstil PT. Iskandar Indah
Printing di Surakarta yang tidak melepaskan unsur tenaga kerja dlam
proses produksinya. Tenaga kerja yang ada di bagian produksi berjumlah
508 orang pada bagian weaving dan 650 orang pada bagian Finishing
dengan tingkat pendidikan rata-rata SMP untuk bagian produksi.
b. Sistem Kerja
Pelaksanaan kerja karyawan PT. Iskandar Indah Printing Textile di
Surakarta terbagi atas tiga shift. Pembagian waktu kerja di perusahaan
tersebut adalah :
1) Shift I = jam 07.00 WIB – jam 15.00 WIB
2) Shift II = jam 15.00 WIB – jam 23.00 WIB
3) Shift III = jam 23.00 WIB – jam 07.00 WIB
Tiap-tiap shift mendapatkan jam istrirahat selama satu jam, yang diatur
sedemikian rupa sehingga tidak terdapat waktu lowong dan tidak akan
karyawan bagian produksi, sedangkan non-produksi dari jam 08.00 WIB
sampai jam 16.00 WIB.
Sebelum menerima karyawan baru, PT. Iskandar Indah Printing
Textile melakukan seleksi yang ketat, dimulai dengan tes latihan kerja,
tes wawancara, dan tes kesehatan. Syarat-syarat yang dijadikan
perkembangan dalam penerimaan karyawan baru, adalah :
1) Tingkat Pendidikan
2) Jenis Kelamin
3) Usia
4) Pengalaman Kerja
5) Jumlah tenaga kerja yang dibutuhkan perusahaan
Setelah lulus seleksi dan dinyatakan diterima, karyawan
diwajibkan mengikuti job training dengan masa percobaan selama tiga
bulan. Selanjutnya bila karyawan tersebut dapat menyelesaikan masa
trainingdengan baik, maka dapat diangkat menjadi karyawan tetap di PT.
Iskandar Indah Printing Textile di Surakarta.
Pemberhentian terhadap karyawan dilakukan perusahaan apabila
karyawan tidak mengikuti training atau dinyatakan tidak lulus, karyawan
melanggar peraturan-peraturan yang ditetapkan perusahaan, karyawan
mengundurkan diri atas permintaan karyawan yang bersangkutan, dan
c. Sistem Pengupahan dan Fasilitas Tunjangan
Sistem upah yang dijalankan oleh PT. Iskandar Indah Printing
Textile bagi karyawannya adalah sebagai berikut :
1) Upah Bulanan
Upah atau gaji yang diberikan setiap akhir bulan, misalnya untuk staff,
kepala bagian, dan pengawas.
2) Upah Mingguan atau Harian
Upah atau gaji yang diberikan pada akhir minggu, misalnya untuk
bagian operator mesin pada unit weaving, printing, dan finishing.
3) Upah Borongan
Upah atau gaji yang diberikan sesuai dengan jumlah pekerjaan yang
diselesaikan, misalnya untuk bagian pengepakan dan pembungkusan.
Sistem upah mingguan untuk bagian operator mesin, apabila dalam
satu minggu tidak pernah absen maka akan memperoleh uang premi
mingguan. Apabila hasil produksi diatas standar yang telah ditentukan
oleh perusahaan maka karyawan memperoleh tambahan premi yang
disebut premi produksi. Sistem upah bulanan untuk staff dan kepala
bagian, selain gaji pokok mereka juga mendapat tambahan gaji setiap
akhir tahun sesuai dengan jabatan masing-masing karyawan.
Selain pemberian upah di atas, perusahaan juga menetapkan
ketentuan pembayaran upah gaji karyawan yang berhalangan masuk
1) Karyawan menikah : 2 hari x upah minimum
2) Menikahkan anak : 2 hari x upah minimum
3) Khitanan anaknya : 1 hari x upah minimum
4) Membaptiskan anaknya : 1 hari x upah minimum
5) Suami/ Istri/ Anak Mati : 1 hari x upah minimum
6) Karyawan wanita haid : 2 hari x upah minimum
Untuk meningkatkan kesejahteraan masyarakat para karyawannya,
selain upah atau gaji perusahaan juga memberikan ,acam-macam fasilitas
yang ditujukan untuk merangsang produktifitas kerja karyawan, seperti
pemberian bonus, pemberlakuan jam lembur, tunjangan hari raya, jaminan
kesehatan, asuransi tenaga kerja, dan fasilitas lain seperti rekreasi.
Berikut ini akan dijelaskan masing-masing fasilitas tersebut :
1) Pemberian Bonus
Pemberian bonus ini didasarkan pada ketentuan indeks efisiensi yang
telah ditetapkan. Adapun cara menghitungnya adalah upah atau gaji
pokok ditambah prosentase bonus yang dikalikan upah atau gaji
pokok. Misalnya: upah atau gaji pokok Rp3.600,00 sedangkan
persentase bonus 30% maka upah yang diterima adalah Rp3.600,00 + (
30% x Rp3.600,00 ) = Rp4.680,00. Pada dasarnya semakin banyak
produksi yang dihasilkan maka semakin tinggi bonus yang akan
2) Pemberian Upah Lembur
Upah lembur adalah upah yang diberikan di luar jam kerja, dengan
perhitungan sebagai berikut :
Upah per jam = 3/20 x upah minimum
Hari biasa jam I = 3/2 x upah per jam
Jam II dan seterusnya
Hari besar jam I = 2 x upah per jam
Jam II dan seterusnya = 3 x upah per jam
Upah Mingguan = 150% gaji x jumlah hari libur
100 % gaji
Upah Bulanan = X jumlah hari libur 25
3) Tunjangan Hari Raya
Merupakan tunjangan yang diberikan khusus pada hari lebaran yang
diberikan khusus pada hari lebaran. Besar kecilnya tergantung pada
lama pengabdian terhadap perusahaan. Selain tunjangan berupa uang,
diberikan pula barang berupa hasil produksi ( kain ).
Ketentuan pemberian tunjangan hari raya adalah :
< 1 tahun = Memperoleh tunjangan berupa uang sejumlah :
> 1 tahun = Memperoleh tunjangan berupa uang sejunlah UMR
satu bulan ditambah barang berupa hasil produksi yang jenis dan
jumlahnya disesuaikan dengan masa kerja karyawan.
Bagi staff perusahaan, kepala bagian, tunjangan berupa uang sebanyak
satu bulan gaji pokok.
4) Jaminan Kesehatan
Segi kesehatan juga mendapat perhatian serius oleh perusahaan
melalui penyediaan obat-obatan dan pelayanan dokter khusus.
Pelayanan kesehatan ini diadakan secara cuma-cuma.
5) Asuransi Tenaga Kerja
Bagi karyawan tetap bagian produksi diikutsertakan dalam asuransi
tenaga kerja. Pembayaran premi dibagi antara karyawan dipotong 1%
dri upah yang diterima dan sebagian lagi ditanggung perusahaan.
6) Tunjangan Kecelakaan dan Kematian
Perusahaan memberikan tunjangan kecelakaan pada karyawan yang
mengalami kecelakaan pada saat bekerja di perusahaan, yaitu sebesar
: Rp50.000,00 hingga Rp100.000,00. Sedangkan untuk tunjangan
kematian sebesar Rp50.000,00 untuk biaya pemakaman ditambah lagi
tunjangan lain yang disesuaikan dengan kemampuan perusahaan.
7) Rekreasi
Setiap satu tahun sekali karyawan tetap perusahaan diberi kesempatan
untuk mengurangi rasa jenuh dalam bekerja untuk menambah keertan
hubungan diantara karyawan.
Selain pemberian berbagai tunjangan diatas, para karyawan bagian
produksi juga diberikan satu stel pakaian dinas setiap tahunnya. Demi
kelancaran dalam bekerja yang akan berkaitan erat dengan hasil produksi
maka disediakan fasilitas transportasi, yaitu bus perusahaan untuk antar
jemput karyawan.
7. Aspek Pemasaran
a. Daerah Pemasaran
Hingga saat ini PT. Iskandar Indah Printing Textile memang belum
merasa kesulitan dalam memasarkan hasil produksinya. Maksudnya
penjualan yang terjadi selama ini masih menguntungkan perusahaan. Pada
awal berdirinya, pemasaran hasil produksi hanya sekitar Surakarta, namun
seiring dengan berkembangnya usaha maka berkembang pula pemasaran
hingga tersebar ke seluruh wilayah tanah air. Meliputi kota-kota besar
seperti Jakarta, Surabaya, Medan, Ujung Pandang, Denpasar, dan lain-lain.
Bahkan saat ini hasil produksi sudah diekspor ke negara-negara Amerika
Latin, Uni Emirat Arab, dan berbagai negara Afrika dan negara tetangga.
b. Penetapan Harga Jual
Penetapan harga jual yang dilakukan perusahaan bertujuan untuk
mendapatkan keuntungan, memperoleh pengembalian investasi sesuai
dengan yang ditargetkan, dan untuk mempertahankan dan meningkatkan
metode yang menetapkan harga jual sama dengan prosentase laba yang
diinginkan. Strategi penetapan harga menggunakan penetrasi harga, yaitu
strategi yang menetapkan harga dibawah harga standar untuk memperoleh
volume penjualan tinggi.
c. Saluran Distribusi
Ciri-ciri khas suatu produk juga turut menentukan desain saluran
distribusinya. Barang-barang yang kurang awet memerlukan pemasaran
lebih langsung, mengingat resiko kerusakan jika terlambat atau sering
ditangani banyak orang. Barang-barang yang dapat mengurangi jarak
pengangkutan dan membatasi jumlah penanganan dalam perjalanan dari
produsen sampai kepada pemakai terakhir.
Cara yang ditempuh perusahaan tekstil PT. Iskandar Indah Printing
Textile dalam menyalurkan hasil produksinya ke konsumen adalah
perusahaan langsung berhubungan dengan padagang besar, dan dari
BAB V
ANALISA DATA DAN PEMBAHASAN
Perusahaan Iskandar Indah Printing Textile merupakan sebuah perusahaan
manufaktur yang bergerak dalam bidang produksi kain grey. Kain grey yang
di-produksi ada 2 (dua) macam, yaitu: grey TR dan grey cotton. Perusahaan di dalam
menentukan posisi persaingan perusahaan di pasaran selalu berusaha meningkatkan
kualitas produksi dengan memusatkan perhatian yang teliti pada setiap proses
produksi, karena hasil produksi ini menentukan posisi persaingan perusahaan di
pasaran.
Just in Time (JIT) merupakan suatu sistem penyediaan barang tepat pada
waktunya, tepat jumlahnya dengan kualitas baik. ProduksiJust in Time (JIT)
ditentu-kan oleh permintaan, sehingga JIT tidak mungkin diterapditentu-kan dalam perusahaan yang
permintaan atas produksinya sangat sulit diperkirakan. Sistem JIT memungkinkan
perusahaan menghasilkan produk yang dibutuhkan konsumen dan berkualitas,
sehingga mampu untuk bersaing dan terus berkembang.
Penerapan sistem produksi JIT di dalam perusahaan tentunya menuntut
serangkaian persyaratan yang harus terpenuhi agar sistem tersebut dapat diterapkan.
Penelitian ini dilakukan untuk mengetahui apakah PT. Iskandar Indah Printing Textile
mungkin untuk menerapkan sistem produksi JIT. Agar dapat mengetahui apakah
kondisi perusahaan memungkinkan atau tidak, maka dilakukan langkah-langkah
sebagai berikut :
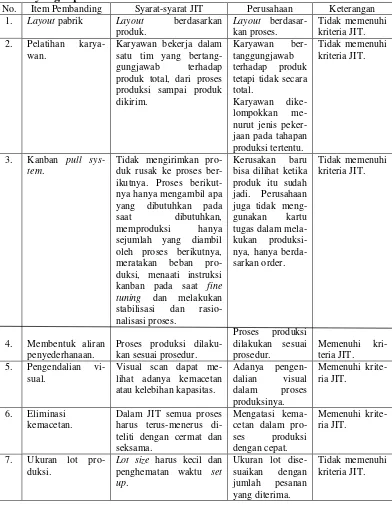
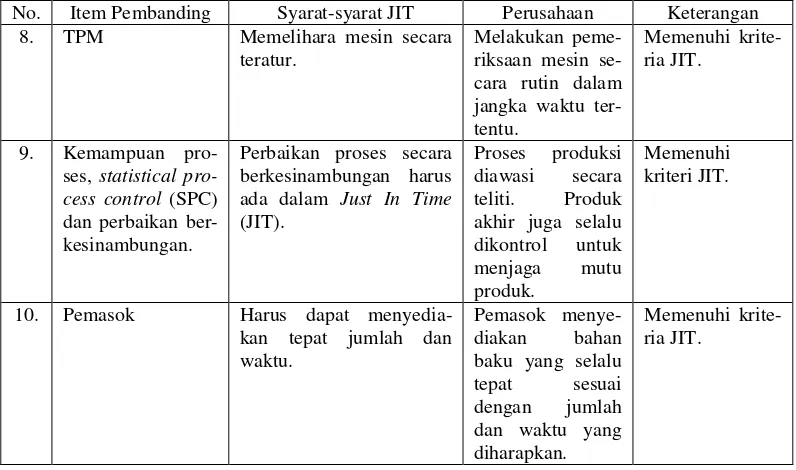
1. Membandingkan Data Mengenai Kondisi Perusahaan dengan Syarat-syarat
Penerapan SistemJust in Time(JIT) menurut Teori
a. Layout Pabrik
Dalam sistem Just in Time (JIT) pengolahan produk dipindahkan
dari satu mesin ke mesin yang lain dari awal produksi sampai proses
produksi berakhir dalam satu tempat sehingga setiap sel menghasilkan
satu jenis produk. Dengan menerapkan pola sel pemanufakturan, maka
perusahaan mampu melakukan penghematan biaya karena tidak diperlukan
biaya untuk mengangkut atau memindahkan produk dari satu proses ke proses
selanjutnya.
PT. Iskandar Indah Printing Textile menerapkan sistem
depar-tementalisasi dalam proses produksinya. Layout berdasarkan proses, dimana
peralatan dan mesin-mesin yang mempunyai fungsi yang sama diletakkan
dalam satu ruangan. PT. Iskandar Indah Printing Textile mempunyai 5 (lima)
departemen, yaitu : departemen warping, departemen cucuk, departemen
palet, departemen tenun, dan departemen lipat, dimana jarak antara
departemen tidak terlalu jauh karena hanya dibatasi oleh sekat-sekat. Proses
produksi di dalam PT. Iskandar Indah Printing Textile juga menggunakan
mesin-mesin otomatis. Setiap mesin ditangani oleh satu operator dalam
setiap shiftnya.
Berdasarkan data yang diperoleh tersebut dapat dikatakan bahwa
PT. Iskandar Indah Printing Textile belum menerapkan Just in Time (JIT)