57 BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
4.1. Data-Data Awal Analisa Tegangan
Berikut ini data-data awal yang menjadi dasar dalam analisa tegangan ini baik untuk perhitungan secara manual maupun untuk data masukan sofware CAESAR II adalah sebagai berikut :
Kode dan standar : ASME B31.3
Line no. : PA211-8SLC-27810-ASA2-(P)
Tegangan yang diijinkan : 20 ksi = 137.8951 N/mm2 pada suhu maksimum
Tegangan yang diijinkan : 20 ksi = 137.8951 N/mm2 pada suhu minimum
Asumsi nilai f : 1.0
Material pipa : carbon steel (ASTM A106 grade B)
Koefisien material : 0.4 ( ASME B31.3 appendix table A1)
58
Faktor kualitas produksi : 0.95 (API 5L seamless)
Massa jenis pipa : 7.8334 x 10-6 kg/mm3
Diameter pipa : 8 inci (219 mm)
Tekanan design : 1.05 kgf/cm2G = 0.1029 N/mm2
Tekanan operasi : 1.03 kgf/cm2G = 0.1010 N/mm2
Temperature design : 110 ºC
Temperature operasi : 61 ºC
Corrosion allowance :1.7 mm
Jenis insulasi pipa : PP (personal protection)
Material insulasi : calcium silicate
Massa jenis insulasi : 2.4 x 10-7 kg/mm3
Ketebalan insulasi : 25 mm
Jenis service / content : SLC (steam low condensate)
Massa jenis content : 9.8713 x 10-7 kg/mm3
Material nozzle pompa : carbon steel
Panjang nozzle pompa : 125 mm
Beban maksimum nozzle : 890 N searah sumbu porosnya
59
Koefisien muai carbon steel : 1.044 x 10-5 mm/mm ºC
Jenis expansion joint : rubber expansion joint (flexible hose)
Effective ID expansion joint : 200 mm
Axial Stiffness : 196.5 N/mm
Tranverse Stiffness : 305 N/mm
Bending Stiffness : 18 N.mm/deg
4.1.1. Perhitungan Tebal Dinding Pipa
Tebal dinding pipa menjadi salah satu parameter pada sofware CAESAR II yang harus dimasukkan sebagai data input dalam proses analisa, untuk itu harus diperhitungkan. Penentuan ketebalan dinding pipa menjadi faktor penentu terhadap hasil analisa, adapun perhitungannya adalah sebagai berikut :
... (2.25)
Hasil perhitungan tebal dinding menunjukkan hasil t = 1.786 mm yang menunjukkan bahwa pada kondisi tersebut untuk pipa diameter luar NPS 8 inci ( 219 mm ) mempunyai diameter dalam 215.428 mm. Hasil nilai tebal pipa tersebut merupakan tebal minimum, oleh karena itu pada proyek ini ketebalan pipa sudah
60
ditentukan dengan menggunakan acuan schedule pipa dan ketersediaannya dipasaran yaitu menggunakan SCH 20 dengan tebal dinding pipa 6.35 mm.
4.1.2. Perhitungan Displacement Nozzle
Perubahan panjang nozzle pada pompa akibat dari perubahan suhu dapat memberikan beban tambahan baik pada pipa maupun pada pompa itu sendiri sehingga perlu diperhitungkan pada analisa fleksibilitas, berikut ini adalah perhitungannya :
... (2.18)
Akibat perubahan suhu, nozzle mengalami perubahan panjang 0.1161 mm searah sumbu axial. Nilai tersebut menjadi data input untuk salah satu pemilihan parameter displacement pada analisa software CAESAR II dengan memasukkan nilai tersebut pada kolom isian dz (arah nozzle-nya).
4.1.3. Perhitungan Jarak Penyangga Pipa (Span Support)
Berbagai fungsi dari penyangga sesuai jenis yang digunakan pada masing-masing posisi dan masing-masing kasus dapat pula menghambat pergerakan pipa untuk mencapai fleksibilitasnya. Untuk itu pemilihannya harus didasarkan pada proses engineering secara matang.
Ketepatan pemilihan dan perhitungan jarak penyangga menjadi faktor penentu dalam keberhasilan analisa fleksibilitas. Jarak penyangga dapat
61
ditentukan dengan menggunakan tabel dan dapat juga dari hasil perhitungan, adapun perhitungannya adalah sebagai berikut :
... (2.26)
dimana,
W = WP + WC + WI ... (2.28)
WP = berat pipa per satuan panjang
= π/4 . (do2-di2) . (density of steel) ... (2.29)
= π/4 x (2192-206.32) x (7.8334 x 10-6)
= 3.3214 x 10-2 kg/mm
= 0.3255 N/mm
WC = berat isi (content) per satuan panjang
= π/4 . (di2) . (density of fluida) ... (2.30)
= π/4 x (206.32) x (9.8713 x 10-7)
= 3.2980 x 10-2 kg/mm
= 0.3232 N/mm
WI = berat insulasi per satuan panjang
= π/4 . (do insul2-do2) . (density of insulation) ... (2.31)
= π/4 x (2692-2192) x (2.4 x 10-7)
= 4.5970 x 10-3 kg/mm
= 0.0450 N/mm
Jadi berat total per satuan panjang (W),
62
W = 0.3255 + 0.3232 + 0.0450 = 0.6937 N/mm Sedangkan untuk nilai Z nya adalah :
... (2.27)
... (2.26)
Nilai L tersebut merupakan nilai maksimal jarak antar penyangga agar tidak terjadi tegangan yang melebihi batas yang telah ditentukan oleh kode dan standar ataupun untuk mencegah terjadinya defleksi yang melampaui batasan.
4.2. Tegangan Maksimum yang Diijinkan
Tegangan maksimum yang diijinkan (SA) berdasarkan displacement stress akibat dari suhu yang terjadi pada pipa dapat diperhitungkan sebagai berikut :
63
... (2.19)
4.3. Analisa Tegangan dan Hasil Data Output Software CAESAR II
Permodelan dan pengisian parameter data input yang dilakukan disesuaikan dengan gambar isometrik dari jalur pipa 8SLC-27810-ASA2-(P) pada proyek PKT-5 dan dari berbagai sumber data dalam proyek tersebut dengan harapan dapat mendekati hasil kebenarannya.
64
Gambar 4.1 Tampilan Permodelan Line no. PA211-8SLC-27810-ASA2-(P) Pada Kondisi Operasi
Referensi : software CAESAR II
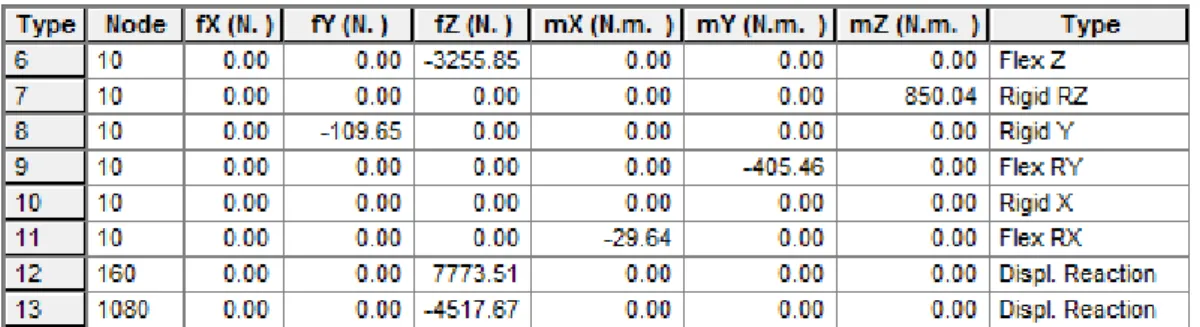
Gambar 4.2 Hasil Output Beban Nozzle Pompa Pada Line no. PA211-8SLC-27810-ASA2-(P)
Referensi : software CAESAR II
4.3.1. Hasil Output Software CAESAR II
CASE 1 (OPE) W+D1+T1+P1
Piping Code: B31.3 -2004, April 29, 2005 NO CODE STRESS CHECK PROCESSED: LOADCASE 1 (OPE) W+D1+T1+P1 Highest Stresses: (N./sq.mm. ) LOADCASE 1 (OPE) W+D1+T1+P1 OPE Stress Ratio: 0.0 @Node 60
OPE Stress: 235.8 Allowable: 0.0 Axial Stress: 9.3 @Node 1050
Bending Stress: 226.7 @Node 60 Torsion Stress: 41.9 @Node 70 Hoop Stress: 17.1 @Node 20 3D Max Intensity: 313.8 @Node 60
CASE 2 (OPE) W+T2+P2
Piping Code: B31.3 -2004, April 29, 2005
65
NO CODE STRESS CHECK PROCESSED: LOADCASE 2 (OPE) W+T2+P2 Highest Stresses: (N./sq.mm. ) LOADCASE 2 (OPE) W+T2+P2 OPE Stress Ratio: 0.0 @Node 60
OPE Stress: 228.3 Allowable: 0.0 Axial Stress: 9.1 @Node 1050
Bending Stress: 219.4 @Node 60 Torsion Stress: 40.6 @Node 70 Hoop Stress: 16.7 @Node 20 3D Max Intensity: 303.9 @Node 60
CASE 3 (SUS) W+P1
Piping Code: B31.3 -2004, April 29, 2005 CODE STRESS CHECK FAILED : LOADCASE 3 (SUS) W+P1
Highest Stresses: (N./sq.mm. ) LOADCASE 3 (SUS) W+P1 CodeStress Ratio: 222.8 @Node 60
Code Stress: 307.3 Allowable: 137.9 Axial Stress: 13.0 @Node 1050
Bending Stress: 295.0 @Node 60 Torsion Stress: 54.6 @Node 70 Hoop Stress: 23.7 @Node 20 3D Max Intensity: 306.1 @Node 60
CASE 4 (SUS) W+P2
Piping Code: B31.3 -2004, April 29, 2005 CODE STRESS CHECK FAILED : LOADCASE 4 (SUS) W+P2
Highest Stresses: (N./sq.mm. ) LOADCASE 4 (SUS) W+P2 CodeStress Ratio: 218.6 @Node 60
Code Stress: 301.4 Allowable: 137.9
66
Axial Stress: 12.7 @Node 1050 Bending Stress: 289.4 @Node 60 Torsion Stress: 53.5 @Node 70 Hoop Stress: 23.2 @Node 20 3D Max Intensity: 300.3 @Node 60
CASE 5 (EXP) L5=L1-L3
Piping Code: B31.3 -2004, April 29, 2005 CODE STRESS CHECK PASSED : LOADCASE 5 (EXP) L5=L1-L3 Highest Stresses: (N./sq.mm. ) LOADCASE 5 (EXP) L5=L1-L3 CodeStress Ratio: 3.1 @Node 59
Code Stress: 6.4 Allowable: 206.8 Axial Stress: 0.1 @Node 160
Bending Stress: 6.4 @Node 59 Torsion Stress: 1.1 @Node 69 Hoop Stress: 0.0 @Node 20 3D Max Intensity: 8.5 @Node 59
CASE 6 (EXP) L6=L2-L3
Piping Code: B31.3 -2004, April 29, 2005 CODE STRESS CHECK PASSED : LOADCASE 6 (EXP) L6=L2-L3 Highest Stresses: (N./sq.mm. ) LOADCASE 6 (EXP) L6=L2-L3 CodeStress Ratio: 1.1 @Node 69
Code Stress: 2.2 Allowable: 206.8 Axial Stress: 0.2 @Node 70
Bending Stress: 2.2 @Node 69 Torsion Stress: 0.3 @Node 70 Hoop Stress: 0.3 @Node 20
67
3D Max Intensity: 3.2 @Node 69
4.3.2. Tegangan Karena Beban Tetap (Sustained Load)
Tegangan ini dipengaruhi oleh beberapa faktor diantaranya beban axial, pengaruh tekanan, dan momen bending yang terjadi pada sistem perpipaan. Nilai tegangan bending sudah diketahui dari hasil output CAESAR II pada kasus sustained load (SUS). Perhitungan ini dimaksudkan sebagai pembenaran dari
hasil analisa dengan software sesuai dengan kenyataan dalam standar yang digunakan.
... (2.21) dimana,
68
Nilai Sb adalah nilai bending stress yang terjadi pada case 3 (sustained load) yaitu sebesar 295 N/mm2 pada node 60.
... (2.21)
Dari perhitungan secara manual menunjukkan kegagalan dalam sistem perpipaan tersebut ( SL ≥ Sh ). Adapun perbedaan hasil dari perhitungan manual dan dari software dikarenakan pada perhitungan manual, faktor-faktor yang diperhitungkan tidak secara menyeluruh seperti pada software CAESAR II.
4.3.3 Tegangan Karena Beban Thermal (Expansion Load)
Tegangan ini terjadi karena perubahan suhu yang menyebabkan perubahan panjang sehingga mempengaruhi momen bending dan momen puntir pada sistem perpipaan. Nilai tegangan bending dan tegangan puntir sudah diketahui dari hasil output CAESAR II pada kasus expansion load (EXP).
Perhitungan ini dimaksudkan sebagai pembenaran dari hasil analisa dengan software sesuai dengan kenyataan dalam standar yang digunakan.
dimana,
69
Nilai Sb adalah nilai bending stress yang terjadi pada case 5 (expansion load) yaitu sebesar 6,4 N/mm2 pada node 59.
Nilai ST adalah nilai torsion stress yang terjadi pada case 5 (expansion load) yaitu sebesar 1,1 N/mm2 pada node 69.
... (2.23)