ASME welding codeand specifications
Bebas
25
0
0
Teks penuh
(2) DEFINISI n. “Specification Specification”” (spesifikasi spesifikasi)) adalah suatu standard yang berisikan penjelasan yang rinci dan akurat tentang persyaratan teknis dari material, produk produk,, sistim atau jasa jasa.. n Contoh Kode : – Structural Welding CodeCode-Steel (AWS D1.1) – Boiler & Pressure Vessel Code (ASME) – Welded Pipeline & Vessel (API) n. Contoh Specification : – Filler Metal Specification (AWS A5.X) – Material & Consumable of Welding (ASME sec. IIC). AWS – Structural Welding Code n n n n n n. AWS D l.1, Structural Welding Code— Code—Steel AWS D l.2, Structural Welding Code— Code—Aluminum AWS D l.3, Structural Welding Code— Code—Sheet Steel AWS D l.4, Structural Welding Code— Code—Reinforcing Steel AWS D l.5, Bridge Welding Code AWS D l.6, Structural Welding Code— Code—Stainless Steel. 2.
(3) Welding Code – Steel (AWS D.1.1). 3.
(4) 4.
(5) ASME STANDARD. API - STANDARD n. API 1104, Standard for Welding Pipeline and Related Facilities n API 620, Recommended Rules for Design and Construction of Large Welded LowLowPressure Storage Tanks n API 650, Standard for Welded Steel Tank for Oil Storage. 5.
(6) Persyaratan Dasar dalam Menentukan Kualitas dalam Pengelasan. Standar Eropa dan Amerika dalam mendukung Kualitas Lasan n. ASME (American Society of Mechanical Engineers) n EN (European Norm) / European Standard n AWS (American Welding Society ). 6.
(7) ASME Standard untuk Welding n. ASME Sec IX (Qualification Standard for Welding and Brazing Procedure, Welder, and Welding & Braze Operator. n ASME Sec II C Standard for Material and Consumable of Welding.. STANDARD KUALITAS LAS dari ASME Basic BasicConstruction ConstructionCode Code//Standard Standard:: •ASME •ASMESec SecI,I,ASME ASMEB31.1 B31.1,,ASME ASMEB31.3 B31.3 •ASME •ASMESec SecVIII VIIIDiv DivII&&22. Examination Examinationand and Testing Testing ••ASME ASME VV. Quality of Welds. Welding WeldingPersonnel Personnel And Welding And Welding Procedure Procedure ••ASME ASMEIX IX. Welding WeldingMaterial Material ••ASME ASMEIIIICC. 7.
(8) European Standard For Welding n. EN 288 (Standard & Qualification Welding Procedure) n EN 287 ( Standard & Qualification of Welder) n EN 1418 ( Standard & Qualification of Welding Operator ). STANDARD KUALITAS LAS dari EN. 8.
(9) PROSEDUR LAS - EN 288 n n n n n n n n. EN 288 - 1 . General rules fusion welding. EN 288 - 2. WPS for Arc Welding EN 288 - 3. Welding procedure test for Arc welding of steel. EN 288 - 4. Welding Procedure Test for Arc welding of Aluminum and It’ It’ s alloys EN 288 - 5. Approval by using approved welding consumables for arc welding EN 288 - 6. Approval related to previous experience EN 288 - 7. Approval by a standard welding procedure for arc welding EN 288 - 8. Approval by a prepre-production welding test.. KUALIFIKASI WELDER - EN 287 n n n n n. n n n. EN 287 - 1 . Approval testing of welders – Fusion welding part 1 : Steels. EN 287 - 2. Approval testing of welders – Fusion welding part 2 : Aluminum and aluminum Alloys. EN 287 - 3. Approval testing of welders – Fusion welding part 3 : Copper and Copper Alloys. EN 287 - 4. Approval testing of welders – Fusion welding part 4 : Nickel and Nickels alloys EN 287 - 5. Approval testing of welders – Fusion welding part 5 : Titanium and Titanium, Zirconium and Zirconium alloys EN 288 - 6. Approval related to previous experience EN 288 - 7. Approval by a standard welding procedure for arc welding EN 288 - 8. Approval by a prepre-production welding test.. 9.
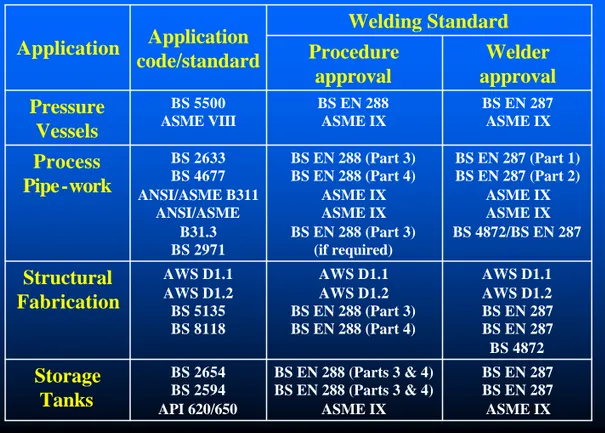
(10) Table 1 Examples of application codes and standards and related welding procedure and welder approval standards. Application Application code/standard. Welding Standard Procedure Welder approval approval. BS 5500 ASME VIII. BS EN 288 ASME IX. BS EN 287 ASME IX. BS 2633 BS 4677 ANSI/ASME B311 ANSI/ASME B31.3 BS 2971. BS EN 288 (Part 3) BS EN 288 (Part 4) ASME IX ASME IX BS EN 288 (Part 3) (if required). BS EN 287 (Part 1) BS EN 287 (Part 2) ASME IX ASME IX BS 4872/BS EN 287. Structural Fabrication. AWS D1.1 AWS D1.2 BS 5135 BS 8118. AWS D1.1 AWS D1.2 BS EN 288 (Part 3) BS EN 288 (Part 4). AWS D1.1 AWS D1.2 BS EN 287 BS EN 287 BS 4872. Storage Tanks. BS 2654 BS 2594 API 620/650. BS EN 288 (Parts 3 & 4) BS EN 288 (Parts 3 & 4) ASME IX. BS EN 287 BS EN 287 ASME IX. Pressure Vessels Process Pipe-work. Why a WPS A weld cannot be checked to the full extent ! strength, ductility and corrosion resistance can only be checked by destructive techniques. properties can only be guaranteed for the actual product when manufactured to exactly the same written procedure, and carefully controlled.. 10.
(11) Why a WPS The main objective of a WPS is to make a welding operation. reproducable. What is a WPS ? The welding procedure is somewhat analogous to a cook's recipe. It outlines the steps required to make a quality weld under specific conditions. The WPS is a communication tool, and it is the primary means of communication to all the parties involved regarding how the welding is to be performed. It must therefore be readily available to foremen, inspectors and the welders.. 11.
(12) What is a WPS ? According to QW-100.1 ASME Sec IX. Welding Procedure Specification (WPS). WPS is a written document that provides direction to the welder or welding operator for making production welds in accordance with Code requirements. According to QW-200.2 ASME Sec IX. Procedure Qualification Record (PQR). A PQR is a record of the welding data used to weld a test coupon. The PQR is a record of variables recorded during the welding of the test coupons. It also contains the test results of the tested specimens. Recorded variables normally fall within a small range of the actual variables that will be used in production welding.. What is WPS Variables ? Process (SMAW, FCAW, etc.) Electrode specification (AWS A5.1, A5.20, etc.) Electrode classification (E7018, E71T-1, etc.) Electrode diameter (1/8 in., 5/32 in., etc.) Electrical characteristics (AC, DC+, DC-) Base metal specification (A36, A572 Gr50, etc.) Minimum preheat and interpass temperature Welding current (amperage)/wire feed speed Arc voltage Travel speed Position of welding Post weld heat treatment Shielding gas type and flow rate Joint design details. 12.
(13) What is Variales in WPS ? 1. Essential Variable : QW-401.1 Essential Variable (Procedure). A change in a welding condition which will affect the mechanical properties (other than notch toughness) of the weldment (for example, change in P-Number, welding process, filler metal, electrode, preheat or postweld heat treatment, etc.). QW-401.2 Essential Variable (Performance). A change in a welding condition which will affect the ability of a welder to deposit sound weld metal (such as a change in welding process, deletion of backing, electrode, F-Number, technique, etc.).. What is Variales in WPS ? 2. Supplemental Essential Variable : QW-401.3 Supplemental Essential Variable (Procedure). A change in a welding condition which will affect the notchtoughness properties of a weldment (for example, change in welding process, uphill or down vertical welding, heat input, preheat or PWHT, etc.). When a procedure has been previously qualified to satisfy all requirements other than notch toughness, it is then necessary only to prepare an additional test coupon using the same procedure with the same essential variables, but additionally with all of the required supplementary essential variables, with the coupon long enough to provide the necessary notch-toughness specimens.. 13.
(14) What is Variales in WPS ? 3. Nonessential Variable : QW-401.4 Nonessential Variable (Procedure). A change in a welding condition which will not affect the mechanical properties of a weldment (such as joint design, method of back gouging or cleaning, etc.). 14.
(15) ASME SECTION IX MATERIAL GROUPING P-NUMBERS The material group are based on comparable base material characteristics, such as composition, weldability, braze-ability, and mechanical properties.. 15.
(16) P No.. EN-288. Base Metal Carbon Manganese Steels, 4 Sub Groups Group 1 up to approx 65 ksi. 1. 1. Group 2 Approx 70ksi Group 3 Approx 80ksi Group 4 Special (e.g. SA-724 gr. A, B, C). ASME & EN MATERIAL P NUMBER. 2. -. Not Used. 3. 4. 3 Sub Groups:- Typically half moly and half chrome half moly. 4. 5. 2 Sub Groups:- Typically one and a quarter chrome half moly. 5A. 5. Typically two and a quarter chrome one moly. 5B. 5. 2 Sub Groups:- Typically five chrome half moly and nine chrome one moly. 5C. 6. 5 Sub Groups:-Chrome moly vanadium. 6. 8. 6 Sub Groups:-Martensitic Stainless Steels Typically Grade 410. 7. 8. Ferritic Stainless Steels Typically Grade 409 Austenitic Stainless Steels, 4 Sub groups Group1 Typically Grades 304, 316, 347. 8. 9. Group 2 Typically Grades 309, 310 Group 3 High manganese grades Group 4 Typically 254 SMO type steels. 9A, B, C. 7. Typically two to four percent Nickel Steels. 10A,B,C,F,G. ?. Mixed bag of low alloy steels, 10G 36 Nickel Steel. 10 H. 10. Duplex and Super Duplex Grades 31803, 32750. 10J. ?. Typically 26 Chrome one moly. 11A Group 1 11 A Groups 2 to 5 11B. 7. 9 Nickel Steels. ?. Mixed bag of high strength low alloy steels.. ?. 10 Sub Groups:- Mixed bag of high strength low alloy steels.. ASME F Numbers F No.. General Description. 1. Heavy rutile coated iron powder electrodes :- A5.1 : E7024. 2. Most Rutile consumables such as :- A5.1 : E6013. 3. Cellulosic electrodes such as :- A5.1 : E6011. 4. Basic coated electrodes such as : A5.1 : E7016 and E7018. 5. High alloy austenitic stainless steel and duplex :- A5.4 : E316L-16. 6. Any steel solid or cored wire (with flux or metal). 2X. Aluminium and its alloys. 3X. Copper and its alloys. 4X. Nickel alloys. 5X. Titanium. 6X. Zirconium. 7X. Hard Facing Overlay. Note:- X represents any number 0 to 9. 16.
(17) ASME Welding Positions Note the welding progression, (vertically upwards or downwards), must always be stated and it is an essential variable for both procedures and performance qualifications.. Welding Positions For Groove welds:Welding Position. Test Position. ISO and EN. Flat. 1G. PA. Horizontal. 2G. PC. Vertical Upwards Progression. 3G. PF. Vertical Downwards Progression. 3G. PG. Overhead. 4G. PE. Pipe Fixed Horizontal. 5G. PF. Pipe Fixed @ 45 degrees Upwards. 6G. HL045. Pipe Fixed @ 45 degrees Downwards. 6G. JL045. Welding Positions For Fillet welds:Welding Position. Test Position. ISO and EN. Flat (Weld flat joint at 45 degrees). 1F. PA. Horizontal. 2F. PB. 2FR. PB. Horizontal Rotated Vertical Upwards Progression. 3F. PF. Vertical Downwards Progression. 3F. PG. Overhead. 4F. PD. Pipe Fixed Horizontal. 5F. PF. POSISI LAS - ASME IX. 17.
(18) ASME WELDING POSITION. POSISI LAS - EN 288. 18.
(19) WELD POSITION EN-287. POSISI LAS - AWS. 19.
(20) CONTOH TAHAPAN PROSES PENGELASAN PIPA. .. Project Eng. Operation Operation Requirement Requirement Material Material Selection Selection. Science. WPS WPS. Welding Eng. Technology. Fabrication Fabrication of of Pipes Pipes. Manufac turer. WPQR WPQR. Welding Welding Application Application Inspection Inspection. Wel der. Standard. Welding Inspect. WELDING AND JOINING. .. WELDING PROCEDURES WELDING AND JOINING. WPQR AND WPS n. Kualifikasi Prosedur (Procedure Qualification) Ä Sebelum mengelas komponen (pipa atau lainnya) umumnya prosedur pengelasan (welding procedure) harus dibuat dan dikualifikasi.. n. Dokumentasi (Record) Ä Detail mengenai prosedur harus didokumentasi (record) yang berisi hasil lengkap tentang “procedure qualification test”.. n. Kualifikasi Operator Las (Qualification of Welders) Ä Setiap welder atau operator las harus dikualifikasi menurut prosedur baku sebelum melakukan pengelasan komponen (pipa atau lainnya). Tujuannya adalah untuk menentukan kemampuan operator las (welder) dalam menghasilkan lasan yang baik tanpa cacat dengan menggunakan prosedur sebelumnya yang telah lulus qualifikasi.. 20.
(21) ISI WELDING PROSEDUR WELDING AND JOINING. WPQR AND WPS. ¥ Process è Manual, Semi-or automatic welding process ¥ Pipe and Fitting Material è API 5L or ASTM ¥ Diameter and Wall Thickness ¥ Joint Design ¥ Filler Metal and Number of Bed è The size and classification number of the filler metal and minimum number and sequence of bead ¥ Electrical Characteristics è The range of voltage and amperage ¥ Position è Roll or fix ¥ Direction of Welding è Uphill or downhill. ¥ Time Between Passes è Max time between completion of the root bed and start of the second and other bed ¥ Type and Remove of Lineup Clamp ¥ Cleaning and or Grinding ¥ Pre and Post-Heat Treatment è Methods, Temp. temp-control methods ¥ Shielding Gas and Flow Rate è Composition and range of flow rate ¥ Shielding Flux ¥ Speed of Travel è in inch per minute. CONTOH PENGELASAN PIPA WELDING AND JOINING. NUMBER OF WELD METAL-LAYER n The number of weld metal-layer (pass) in welding of pipe depend on pipe wall thickness. Recommended number of layer as shown below.. Range of Pipe Wall Thickness. Number of Layers. 3/8 to 5/8 in. 2. 5/8 to 7/8 in. 3. 7/8 to 1 1/8 in. 4. Cross Section of Weld. 2 1. 3 2 1. 4 3 2 1. Remark. 1 = Rott pass 2 = Cover pass 1 = Root pass 2 = Hott pass 3 = Cover pass 1 = Root pass 2 = Hott pass 3 = Filler pass 4 = Cover pass. 21.
(22) PIPE WELDING PROCEDURES WELDING AND JOINING. TYPE OF PASS. . Filler Pass 3/16 Electrode 180 - 190 A DC +. Cover Pass 3/16 Electrode 160 - 190 A DC +. Base Metal. Hot Pass 5/32 Electrode 170 - 200 A DC +. Root/Stringer Bead 5/32 Electrode 135 - 175 A DC +. PIPE WELDING PROCEDURES WELDING AND JOINING. SPEED OF TRAVEL .. Layer. Travel Speed, Cm/Minute. Root Pass. 7.5 - 20. Hot Pass. 7.5 - 20. Filler Pass. 12.5 - 25. Cover Pass. 12.5 - 25. 22.
(23) PIPE WELDING PROCEDURES WELDING AND JOINING. FILLER METAL. . Filler Metal Group Group. 1 2 3. AWS E6010 AND E6011. AWS Specificatio n A5.1. E6010, E6011. A5.5. E7010, E7011. 1/8. 75 - 125. A5.5. E8010, E8011. 5/32. 110 - 170. 26. A5.1 or 5.5. E7015, E7016, E7018. 3/16. 140 - 215. 24 - 26. A5.5. E8015, E8016, E8018. 7/32. 170 - 250. 26 - 30. A5.17. EL8, EL8K, EL12, EM5K. 1/4. 210 - 320. 26 - 30. EM12K, EM13K, EM15K. 5/16. 275 - 425. 28 - 34. 4. Electrode. Electrode Dia, In. Current A. Votage, Arc Volt. 3/32. 40 - 80. 23 - 25 24 -. 28 - 34. PIPE WELDING PROCEDURES WELDING AND JOINING. PRE HEATING AND STRESS RELIEF n. Preheating shall be performing when: Ä Carbon steel having a carbon content in excess of 0.32 % (ladle analysis) or a carbon equivalent (C + 1/4 ( Mn + Si ) ) in excess of 0.65 % (ladle analysis). Ä Steel having lower carbon content or CE when the welding procedure indicates that chemical composition, ambient/or metal temperature, material thickness. .. Preheating Requirement Based on CE CE %. Preheating Reaquired. Up to 0.45. Preheat optional. 0.45 to 0.60. Preheat to 93 - 205 deg C. Over 0.60. Preheat to 205 to 370 deg C. or weld geometry require such treatment to produce satisfactory welds (Source ASME B31.8) n. Preheating Method Ä Furnace Heat Treatment. Preheating Requirement Based on C Content C Content, %. Preheating Temperatur, oC. Ä Induction Heating. Below 0.2. Ä Torch Heating. 0.20 - 0.30. Up to 93 93 - 150. Ä Resistance Heating. 0.30 - 0.45. 150 - 260. Ä Exothermal Heating. 0.45 - 0.80. 260 - 425. 23.
(24) PIPE WELDING PROCEDURES WELDING AND JOINING. PRE HEATING AND STRESS RELIEFING Stress - Reliefing. Ä Equipment. Ä To eliminate or greatly reduce built up stress caused by welding.. § Electric induction. Ä Required when. § Fuel-fired ring burner. § Electric resistance. § Following a welding operation on a big work piece (wall thickness >). § Fuel-fired torch Ä Temperature Controller. § On that is likely to have large built up stress in it, § Having trouble with warping out of shape.. work -piece. § Thermocouple pyrometer Stress-Relief Time & Temperature for Carbon Steel. Ä Methods of Stress Relieving. Metal Temp. o C. § Heat the complete structure as a unit. Time per Inch of Section Thickness, h. § Heat a complete section containing the weld to be stress relief. 593. 1. § Heat a part of work by slowly heating a circumferential band containing the weld at the center.. 565. 2. 538. 3. 510. 5. 482. 10. § Branch or other welded attachment. PIPE WELDING INSPECTION. WELDING AND JOINING. METHODS OF INSPECTION þ NDT. þ. n Visual. weld, at randomly by operators. n Radiographic Testing. n Class 1 location, except offshore,. n Magnetic Particle Testing. at least 10 %. n Liquid Penetrant Testing. n Class 2 location, at least 15 %. n Ultrasonic Testing þ The method used shall produce indications of defects that can be accurately interpreted and evaluated. þ Qualification of Inspection Personnel n Welding inspection personnel shall be qualified by experience and training for the specified inspection task they performed. þ Radiographic testing least by Level I. Percentages of each day’s field butt. performed. at. n Class 3, and class 4 location, at crossing. or. navigable. river,. offshore and rail road or public highway right of way, including tunnels, bridges and over head road crossing, 100 %, unless impracticable, at least 90 %. n Pipelines tie-in, 100 %. þ Only Level II or III personnel shall interprete test results.. 24.
(25) PIPE WELDING INSPECTION. WELDING AND JOINING. BASIC CONCEPT Preparation Preparation Radiographic Radiographic Test Test Interpretation Interpretation and andEvaluation Evaluation. Acceptance Acceptance Yes. Welding Weldingis isPerfect Perfect. No. Repair Repair. WELDING AND JOINING. Terima Kasih .. 25.
(26)
Gambar
Dokumen terkait
Faktor pendukung pembentukan karakter Mahasiswa fakultas Ekonomi dan Bisnis diantaranya, (1) pembiasaan dan keteladanan dari pengelola Baitul Arqom dalam membimbing,
Tujuan dari penelitian ini adalah mengetahui aktivitas antibakteri ekstrak etanol daging buah sirsak terhadap bakteri Pseudomonas aeruginosa, Shigella sonnei, Staphylococcus aureus
Mendeskripsikan Faktor yang melatar belakangi terjadinya wujud pragmatik imperatif yang digunakan dalam kegiatan pembelajaran di taman pendidikan Alquran Al Falah Desa
Tesis yang berjudul "Psikoedukasi Integrative Model untuk Menurunkan Stigma dan Ekspresi Emosi Family Caregiver Pasien Skizofrenia : Sebuah Studi Mixed
[r]
Proposal Tesis yang berjudul “Perbedaan Pengaruh Metode Recovery Pasca Latihan Maksimal Terhadap Kadar Asam Laktat Ditinjau Dari Jenis Kelamin (Studi Eksperimen Metode
Kekuatan mengikat SEMA hanyalah bentuk ketaatan subjek hukum yang menjadi sasaran dari SEMA tersebut, yakni lingkungan peradilan yang berada di bawah MA; Ketiga ,
Jika suatu persegi dengan sisi satu satuan dibagi menjadi 5 persegi panjang dengan luas yang sama seperti ditunjukkan pada gambar di bawah ini, maka panjang ruas garis
