CAUSTICIZING
PRA RENCANA PABRIK
Oleh :
ALIFUDDIN ROZAQ
063101 0081
JURUSAN TEKNIK KIMIA FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN” JAWA TIMUR
Dengan mengucapkan rasa syukur kepada Tuhan Yang Maha Esa dan
dengan segala rahmat serta karuniaNya sehingga penyusun telah dapat
menyelesaikan Tugas Akhir “Pra Rencana Pabrik Caustic Soda dari Limestone
dan Soda Ash dengan Proses Continuous Dorr Causticizing”, dimana Tugas Akhir
ini merupakan tugas yang diberikan sebagai salah satu syarat untuk
menyelesaikan program pendidikan kesarjanaan di Jurusan Teknik Kimia,
Fakultas Teknologi Industri, Universitas Pembangunan Nasional “ Veteran” Jawa
Timur.
Tugas Akhir “Pra Rencana Pabrik Caustic Soda dari Limestone dan
Soda Ash dengan Proses Continuous Dorr Causticizing” ini disusun berdasarkan
pada beberapa sumber yang berasal dari beberapa literatur , data-data , majalah
kimia, dan internet.
Pada kesempatan ini kami mengucapkan terima kasih atas segala
bantuan baik berupa saran, sarana maupun prasarana sampai tersusunnya Tugas
Akhir ini kepada :
1. Bapak Ir. Sutiyono, MT
Selaku Dekan FTI UPN “Veteran” Jawa Timur
2. Ibu Ir. Retno Dewati, MT
Selaku Ketua Jurusan Teknik Kimia, FTI,UPN “Veteran” Jawa Timur.
3. Ibu Ir. Dyah Suci P, MT
“Veteran” Jawa Timur.
6. Kedua orangtua kami yang selalu mendoakan kami.
7. Semua pihak yang telah membantu , memberikan bantuan, saran serta
dorongan dalam penyelesaian tugas akhir ini.
Kami menyadari bahwa tugas akhir ini masih jauh dari sempurna,
karena itu segala kritik dan saran yang membangun kami harapkan dalam
sempurnanya tugas akhir ini.
Sebagai akhir kata, penyusun mengharapkan semoga Tugas Akhir yang
telah disusun ini dapat bermanfaat bagi kita semua khususnya bagi mahasiswa
Fakultas Teknologi Industri jurusan Teknik Kimia.
Surabaya , Februari 2011
Perencanaan pabrik Caustic Soda ini diharapkan dapat berproduksi dengan
kapasitas 305.000 ton NaOH/tahun. Pabrik beroperasi secara kontinyu berjalan
selama 24 jam tiap hari dan 330 hari kerja dalam setahun.
Kebutuhan Caustic Soda ( NaOH ) di Indonesia dewasa ini terus
meningkat terutama banyak digunakan untuk bahan pembuatan sabun, pemurnian
minyak, dan proses pengolahan minyak goreng. Secara singkat, uraian proses dari
pabrik NaOH sebagai berikut :
Na2CO3 direaksikan dengan Ca(OH)2 menghasilkan NaOH dan CaCO3.
Untuk NaOH ditampung yang kemudian akan di krangi kadar airnya ( dipekatkan
) dalam evaporator. Sedangkan CaCO3 dan Ca(OH) sisa akan dikalsinasi dan
diproses lagi di Slaking Reaktor untuk mendapatkan Ca(OH) sebagai bahan baku.
Pendirian pabrik berlokasi Ponorogo dengan ketentuan :
Bentuk Perusahaan : Perseroan Terbatas
Sistem Organisasi : Garis dan Staff
Jumlah Karyawan : 140 orang
Sistem Operasi : Kontinyu
Waktu Operasi : 330 hari/tahun ; 24 jam/hari
Analisa Ekonomi :
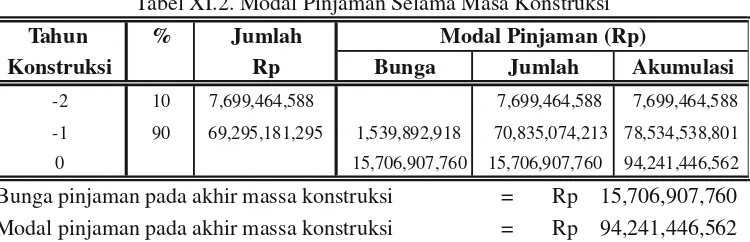
* Massa Konstruksi : 2 Tahun
* Umur Pabrik : 10 Tahun
* Biaya Bahan Baku (1 tahun) : Rp. 88.209.031.742
* Internal Rate of Return : 16.67%
* Rate On Investment : 22.26%
* Pay Out Periode : 5,2 Tahun
HALAMAN JUDUL ……….……….………. i
KATA PENGANTAR ……….……….………. ii
INTISARI ……….……….……….……… iv
DAFTAR ISI ……….……….……….………… v
BAB I PENDAHULUAN ……….……….…..…… I
BAB II SELEKSI DAN URAIAN PROSES ……….……… II
BAB III NERACA MASSA ……….……….………. III
BAB IV NERACA PANAS ……….……...……..…… IV
BAB V SPESIFIKASI ALAT ……….………... V
BAB VI INSTRUMENTASI DAN KESELAMATAN KERJA …..….. VI
BAB VII UTILITAS …... VII
BAB VIII LOKASI DAN TATA LETAK PABRIK ... VIII
BAB IX ORGANISASI PERUSAHAAN ……….……… IX
BAB X ANALISA EKONOMI ……….……….…..…. X
BAB XI PEMBAHASAN DAN KESIMPULAN ……....…………. XI
BAB I
PENDAHULUAN
I.1. LATAR BELAKANG
Caustic Soda ( NaOH ) adalah merupakan salah satu bahan kimia
yang sangat penting untuk industri – industri lain, bahkan termasuk
“Heavy Chemical Industry” yang diproduksi dalam volume besar.
Kebutuhan Caustic Soda ( NaOH ) di Indonesia dewasa ini terus
meningkat terutama banyak digunakan untuk bahan pembuatan sabun,
pemurnian minyak, dan proses pengolahan minyak goreng.
Kebutuhan akan Caustic Soda ( NaOH ) di Indonesia pada saat ini
masih ditunjang dengan import dan luar negeri, padahal Indonesia kaya
akan Calsium Karbonat yang dapat dimanfaatkan sebagai bahan baku
dalam pembuatan NaOH dengan proses Continous Door Causticizing.
Perancangan pabrik Caustic Soda ( NaOH ) dari Lime Stone dan Soda Ash
dengan proses Continous Door Causticizing ini diharapkan akan
mendatangkan manfaat yang cukup besar untuk memenuhi kebutuhan di
Indonesia dan mengurangi import.
Adapun kegunaan dari Caustic Soda ( NaOH ) adalah untuk :
1. Pembuatan sabun dan detergen.
2. Proses pembuatan kertas.
3. Proses pengolahan minyak goreng.
4. Pembuatan bumbu masak.
5. Pemurnian minyak bumi.
6. Pengolahan garam NaCl, dan lain – lain.
I.2. SIFAT – SIFAT FISIK & KIMIA BAHAN BAKU DAN PRODUK
Bahan baku pembuatan Caustic Soda ( NaOH ) adalah sebagai
1. Calsium Hidroksida ( Ca(OH)2 )
Calsium Hidroksida dihasilkan dari Calcite ( CaO ) atau
dolomit dengan penambahan air. Sedangkan CaO merupakan hasil
kalsinasi batu kapur pada suhu tinggi antara 900 – 1300 ºC. Reaksi
terbentuknya kapur hidrat adalah sebagai berikut : (Shreve, hal 67 )
• Batu kapur ( Kalsinasi ) CaCO3 → CaO + CO2
CaO + H2O → Ca(OH)2
• Dolomit
CaO.MgO + 2H2O → Ca(OH)2 + Mg(OH)2
Sifat fisika dan kimia dari Calsium Hidroksida adalah antara lain :
- Berbentuk bubuk putih halus.
- Bila dipanaskan pada suhu 450 °C akan terurai menjadi CaO
dan air.
- Menyerap CO2 dan membentuk calsium karbonat.
- Titik lelehnya 580 °C.
- Spesifik gravity : 22.
- Berat molekul (BM) : 74,08.
2. Natrium karbonat ( Na2CO3 )
Sifat fisika dari Natrium karbonat adalah antara lain :
- Berbentuk bubuk putih keabu – abuan atau seperti gumpalan
yang terdiri atas 99% sodium karbonat.
- Larut dalam air.
- Tidak larut dalam alkohol dan tidak mudah terbakar.
- Specific gravity : 1,5.
- Titik lelehnya 851 °C.
- Berat molekul (BM) : 106.
- Berfungsi sebagai pengikat ion Ca2+ yang ada dalam garam
karena bila ion ini berlebihan akan mengakibatkan
terbentuknya gas H2 dan mengurangi efisiensi Cl2.
1. Sodium Hidroksida ( NaOH )
a. Sifat fisika :
- Berbentuk padatan, serbuk.
- Berwarna putih.
- Larut dalam air, alkohol, dan glycerol.
- Menyerap air dan CO2 dari udara.
- Specifis gravity pada suhu 68°C : 2,13.
- Titik leleh : 318 °C.
- Titik didih : 1390 °C.
- Bersifat korosif terhadap kulit tetapi tetap dapat digunakan
untuk menyerap kelembaban dan karbon.
b. Sifat kimia :
- Bereaksi dengan gas CO2 dari udara sesuai reaksi sebagai
berikut :
2 NaOH + CO2→ Na2CO3 + H2O
- Bereaksi dengan asam lemak bebas ( FFA ) dengan
konsentrasi rendah, di bawah 0,5 normal. Sesuai dengan
reaksi sebagai berikut :
- Dengan asam klorida membentuk garam sesuai dengan
reaksi sebagai berikut :
HCl + NaOH → NaCl + H2O
I.3. ASPEK EKONOMI
Berdasarkan Badan Pusat Statistik Surabaya ( BPS Surabaya )
bahwa kebutuhan import Sodium Hidroksida semakin meningkat, pada
tahun 1997 Indonesia telah mengimport 2.774.120 kg/tahun, sedangkan 3
tahun kemudian yaitu tahun 2000 Indonesia mengimport sebanyak
21.825.000 kg/tahun. Kenaikkan yang cukup besar ini menunjukkan
kebutuhan Sodium Hidroksida di Indonesia semakin meningkat. Dengan
demikian di Indonesia diperlukan pabrik pembuatan Sodium Hidroksida
sehingga dapat menurunkan kebutuhan import.
Pabrik Sodium Hidroksida yang akan direncanakan, diharapkan
mampu memenuhi kebutuhan sebagai pendukung industri kimia lainnya.
Pabrik Sodium Hidroksida dapat mendorong dapat mendorong
berkembangnya indusri kimia lainnya, dapat menyerap investor untuk
menanamkan modalnya, dapat meningkatkan devisa Negara dan dapat
membuka lapangan pekerjaan bagi masyarakat di sekitar lokasi.
Pabrik yang akan didirikan diharapkan dapat memenuhi kebutuhan
dalam negri sehingga dapat mengurangi import dan dapat menambah
BAB II
SELEKSI DAN URAIAN PROSES
II.1. MACAM – MACAM PROSES
II.1.1. Proses Elektrolisis
Sebagai bahan baku digunakan garam NaCl dan H2O dengan
menggunakan aliran listrik yang dilewatkan pada larutan NaCl dalam air.
Sebagai reaktor digunakan cell yang di buat secara khusus. Sebagai produk
diperoleh gas hydrogen dan chlorine yang terbentuk pada katoda dan
anoda. Caustic soda yang diperoleh berupa larutan dengan kadar 10 – 12
% yang selanjutnya dipekatkan dengan evaporator sampai kadar sekitar 40
%.
Adapun reaksi yang terjadi untuk pembuatan sodium hidroksida
dengan proses elektrolisis adalah sebagai berikut :
2 NaCl + 2 H2O → 2 NaOH + H2 + Cl2
Produk Sodium Hidroksida dikemas dalam jerigen plastic atau dijual
dalam tangki suplay.
II.1.2. Proses Continous Dorr Causticizing
Sebagai bahan baku digunakan lime stone dan soda ash ( Na2CO3 ).
Lime stone dibakar dalam rotary kiln hingga terbentuk calcium oxide (
CaO ). Dengan penambahan air akan diperoleh hasil milk of lime atau
Ca(OH)2. Selanjutnya Ca(OH)2 ini direaksikan dengan soda ash ( Na2CO3)
hingga terbentuk NaOH dan CaCO3.
Reaksi yang terjadi pada proses ini adalah sebagai berikut :
• CaCO3→ CaO + CO2
Water slaker :
• CaO + H2O → Ca(OH)2
Causticizer :
• Na2CO3 + Ca(OH)2→ 2 NaOH + CaCO3
Sodium hidroksida ( Caustic Soda ) yang diperoleh ditampung dengan 19
– 50 % dan siap dijual.
II.2. PEMILIHAN PROSES
Dengan memperlihatkan beberapa segi, yakni segi ekonomis,
teknis dan lingkungan hidup, maka dipilih Proses Continous Dorr
Causticizing. Hal ini disebabkan oleh beberapa alasan yaitu sebagai
berikut :
1. Tidak timbul gas yang cukup berbahaya bagi lingkungan hidup, yakni
gas H2 dan Cl2.
2. Peralatan lebih sederhana dan mudah ditangani oleh tenaga yang ada.
3. Terdapat produk samping yang banyak diperlukan yaitu CaCO3
precipitated ( kapur ringan ) yang kemudian digunakan kembali
sebagai recovery.
4. Peralatan cukup murah dan tidak rumit, sehingga sangat mungkin
dirancang sendiri oleh tenaga ahli didalam negri saja ( Indonesia ).
5. Karena dapat dirancang sendiri peralatannya maka harga alat lebih
II.3. URAIAN PROSES
Bahan Na2CO3 ditampung dalam Raw yang akan dialirkan oleh
Belt Conveyor dan Hopper dengan waktu bersamaan dialirkan air proses
menuju tangki pelarutan yang akan memproses Na2CO3 dengan kadar 20%
berat. Setelah itu hasil Na2CO3 tersebut dipompa masuk Reaktor
Cauticizer , bersama – sama Ca(OH)2 yang dihasilkan dari proses di
Slaking Reactor. Suhu umpan masuk Reaktor Causticizer 57 °C sedangkan
suhu dipertahankan dalam reaktor 85 °C, terjadi pada tekanan 1 atm,
karena dalam tangki pelarutan reaksinya endothermic maka diperlukan
steam sebagai pemanas.
Reaksi yang terjadi dalam reaktor :
Na2CO3(l) + Ca(OH)2(l) → 2NaOH(l) + CaCO(l)
Konversi dalam reaktor adalah 99,4 %. Setelah berjalan selama 1 jam,
hasil larutan dari reaktor dengan bantuan pompa masuk ke thickener 1
kemudian proses pemisahan terjadi. Larutan overflow yang mengandung
11 % NaOH ditampung dalam tangki penampung yang akan dialirkan oleh
pompa masuk ke evaporator agar menghasilkan NaOH 50 %. Untuk
underflow dari thickener I dipompa menuju thickener II, pada thickener II
juga dimasukkan air pencuci yang berfungsi untuk melarutkan semua
NaOH yang berasal dari thickener I. Larutan overflow thickener II
ditampung dalam tangki penampung bersama dengan larutan overflow
thickener I. Sedangkan underflow dialirkan Rotary Drum Filter, di sini
terjadi pemisahan yaitu memisahkan cake dan filtrat. Filtrat di alirkan ke
proses Waste Water Treatment ( WWT ), sedangkan cakenya (CaCO3)
dengan bantuan Screw Conveyor masuk Rotary Kiln untuk mengalami
kalsinasi dengan suhu 900 °C. Rotary Kiln dilengkapi dengan Cyclone
dimana di dalam Cyclone gas – gas atau udara akan dipisahkan menuju ke
atas bagian Cyclone, sedangkan debu / partikel padat akan dikeluarkan
Hasil padatan dari Rotary Kiln berupa CaO masuk ke Rotary
Cooler untuk diturunkan dengan menggunakan udara pendingin dari udara
yang dilengkapi Cyclone juga, kemudian dengan bantuan Screw Conveyor
CaO masuk ke Slaking Reaktor, di sini akan terjadi pembentukkan
Ca(OH)2. Dimana pada Slaking Reaktor juga dimasukkan air proses dan
CaO make-up.
Reaksi yang terjadi dalam Slaking Reaktor adalah :
CaO + H2O → Ca(OH)2
Sedangkan dari tangki penampung sementara larutan NaOH overflow
Thickener I, umpan ditarik dengan tekanan vacum menuju evaporator,
suhu umpan masuk 80 °C.
Evaporator yang digunakan adalah Triple Effect Evaporator, untuk
memekatkan bahan dari NaOH 11 % menjadi 50 %. Produk ditampung
BAB III
NERACA MASSA
1. TANGKI PELARUTAN
Massa Keluar
Bahan Na2CO3 dari tangki penampung : Larutan Na2CO3 ke tangki Causticizer :
= kg = kg
Total 12676.390 Total 12676.390
2. REAKTOR CAUZTICIZER
Larutan Na2CO3 dari tangki pelarutan : Larutan NaOH ke Thickener I :
= kg = kg
= kg = kg
kg = kg
= kg
= kg
Komposisi recycle dari slaking reaktor : kg
= kg
Massa Masuk Massa Keluar
Na2CO3 2535.28 NaOH 1905.46 H2O 10141.11 CaCO3 2377.42 12676.39 Na2CO3 15.24
3. THICKENER I
Komposisi masuk : Aliran overflow ( menuju evaporator ) :
= kg = kg
= kg = kg
= kg = kg
= kg kg
= kg
kg Aliran underflow :
= kg
= kg
= kg
kg
Solid ( underflow ) :
= kg
= kg
kg
= kg = kg
Massa Masuk Massa Keluar
NaOH 1905.4564 NaOH 1714.9108 CaCO3 2377.4211 Na2CO3 13.7158 Na2CO3 15.2398 H2O 9127.0086 Ca(OH)2 10.6195 10855.6352 H2O 10141.1206
14449.8574
NaOH 190.5456 Na2CO3 1.5240 H2O 1014.1121 1206.1817
CaCO3 2377.42108 Ca(OH)2 10.61947 2388.0405
4. THICKENER II
Komposisi masuk : Aliran overflow ( menuju evaporator ) :
= kg = kg
= kg = kg
= kg = kg
= kg kg
= kg
kg Aliran underflow :
= kg
= kg
= kg
kg
Solid ( underflow ) :
= kg
= kg
kg
= kg = kg
Massa Masuk Massa Keluar
NaOH 190.5456 NaOH 171.491 Na2CO3 1.5240 Na2CO3 1.372 H2O 8202.5565 H2O 7382.301
CaCO3 2377.4211 7555.164
Ca(OH)2 10.6195
10782.6667
NaOH 19.055
Na2CO3 0.152 H2O 820.256 839.463
CaCO3 2377.42 Ca(OH)2 10.62 2388.04
5. ROTARY DRUM VACUM FILTER
Feed masuk berupa solid : Komposisi cake :
= kg = kg
= kg = kg
kg = kg
= kg
Feed yang masuk berupa liquid : = kg
= kg kg
= kg
= kg Komposisi filtrat :
kg = kg
= kg
Air pencuci : = kg
= kg kg
= kg = kg
Massa Masuk Massa Keluar
CaCO3 2377.42 CaCO3 2377.42 Ca(OH)2 10.62 Ca(OH)2 10.62
2388.04 NaOH 3.52
Na2CO3 0.03 H2O 261.79
NaOH 19.05 2653.38
Na2CO3 0.15 H2O 820.26
839.46 NaOH 15.53 Na2CO3 0.12 H2O 1155.48
H2O 597.01 1171.13
6. ROTARY KILN
Komponen Masuk : Komponen menuju Rotary Cooler :
= kg = kg
= kg = kg
= kg = kg
= kg kg
= kg
kg Campuran menuju Cyclone :
= kg
= kg
= kg
= kg
= kg
kg
= kg = kg
Massa Masuk Massa Keluar
CaCO3 2377.421 NaOH 3.5161 Ca(OH)2 10.619 Na2CO3 0.0281
NaOH 3.520 CaO 1338.0528
Na2CO3 0.028 1341.5970
H2O 261.790
2653.378
NaOH 0.00352 Na2CO3 0.00003
CaO 1.33939
CO2 1046.06527 H2O 264.37314 1311.78135
7. CYCLONE I
Komponen masuk dari Rotary Kiln : Produk menuju Rotary Cooler :
= kg = kg
Massa Masuk Massa Keluar
NaOH 0.00352 NaOH 0.00348
Na2CO3 0.00003 Na2CO3 0.00003
CaO 1.33939 CaO 1.32600
CO2 1046.06527 1.32951
H2O 264.37314 H2O 264.3731405 1310.4518432
Total : 1311.78135 Total 1311.78135
8. ROTARY COOLER
Feed dari Rotary Kiln : Produk menuju Slaking Reaktor :
= kg = kg
= kg = kg
= kg = kg
kg kg
Feed dari Cyclone 1 : Produk menuju Cyclone 2 :
= kg = kg
= kg = kg
= kg = kg
kg kg
= kg = kg
Massa Masuk Massa Keluar
NaOH 3.5161 NaOH 3.5161
Na2CO3 0.0281 Na2CO3 0.0281
CaO 1338.0528 CaO 1338.0394 1341.5970 1341.5836
NaOH 0.00348 NaOH 0.00352
Na2CO3 0.00003 Na2CO3 0.00003
CaO 1.32600 CaO 1.33938
1.32951 1.34293
9. CYCLONE II
Feed masuk : Produk menuju Slaking Reaktor :
= kg = kg
Massa Masuk Massa Keluar
NaOH 0.00352 NaOH 0.003484 Na2CO3 0.00003 Na2CO3 0.000028
CaO 1.33938 CaO 1.325985
1.34293 1.329497
NaOH 0.0000352 Na2CO3 0.0000003 CaO 0.0133938 0.0134293
Total 1.34293 Total 1.34293
10. SLAKING REAKTOR
Komposisi feed masuk : Produk menuju Cauzticizer :
= kg = kg
= kg = kg
= kg = kg
kg = kg
kg Kebutuhan air proses :
= kg
Massa Masuk Massa Keluar
NaOH 3.5196 NaOH 3.5196
Na2CO3 0.0281 Na2CO3 0.0281 CaO 1339.3654 Ca(OH)2 1769.911
1342.9131 H2O 0.0086 1773.4674
H2O 430.5189
CaO 0.0268
H2O 0.0086
0.0354
11. EVAPORATOR
Feed masuk : Produk menuju silo :
= kg = kg
= kg = kg
= kg = kg
kg kg
Uap air :
= kg
= kg = kg
Massa Masuk Massa Keluar
18410.7987 3787.8911 NaOH 1886.4018 NaOH 1886.4018 Na2CO3 15.0874 Na2CO3 15.0874
H2O 14622.9076
18410.7987 Total 18410.7987 Total
BAB IV
1. TANGKI PELARUTAN
Dari tangki penampung Na2CO3 dan air proses : Menuju ke Tangki Causticizer :
= kkal = kkal
= kkal = kkal
= kkal kkal
kkal
Panas pelarutan :
= kkal = kkal
= kkal Panas Masuk Panas Keluar
3456.110 258.702 50446.858 54161.670
Q supplay 448099.688
Na2CO3
H2O
Na2CO3
H2O
H2O
22119.105 324515.585 346634.690
2. REAKTOR CAUZTICIZER
Dari Slaking Reaktor : Menuju Thickener I :
= kkal = kkal Dari Tangki Pelarutan :
= kkal Q loss = kkal
Panas Masuk Panas Keluar
Na2CO3
3. THICKENER I
Dari Reaktor Cauzticizer : Menuju Thickener II :
= kkal = kkal
Panas pelarutan : Panas pelarutan :
= kkal = kkal
= kkal = kkal
kkal kkal
Menuju ke Evapor ator :
= kkal
4. THICKENER II
Dari Thickener I Menuju Evapor ator :
= kkal = kkal
= kkal = kkal
= kkal = kkal
= kkal kkal
= kkal
kkal Panas pelarutan :
= kkal
Panas pelarutan : = kkal
= kkal kkal
= kkal
kkal Menuju RDVF :
= kkal
Panas Masuk Panas Keluar
5. ROTARY KILN
Dari Rotary Drum Vacum Filter : Ke Rotary Cooler :
= kkal = kkal
= kkal = kkal
= kkal = kkal
= kkal kkal
= kkal
kkal Ke Cyclone Kiln :
= kkal
Panas Masuk Panas Keluar
Na2CO3
NaOH Ca(OH)2
6. ROTARY COOLER
Dari Cyclone Kiln : Menuju Cyclone Rotary Cooler :
= kkal = kkal
= kkal = kkal
= kkal = kkal
kkal kkal
Dari Rotary Kiln : Menuju Slaking Reaktor :
= kkal = kkal
= kkal = kkal
= kkal = kkal
kkal kkal
Udara masuk : Udara keluar :
= kkal = kkal
Panas Masuk Panas Keluar
7. SLAKING REAKTOR
Dari Rotary Cooler : Menuju Reaktor Cauzticizer :
= kkal = kkal
Panas Masuk Panas Keluar
8. EVAPORATOR
Evaporator I : Evaporator I :
H Umpan = kkal H Liquid = kkal H Steam = kkal H Steam = kkal Q loss = kkal
Evaporator II : Evaporator II :
H Umpan = kkal H Liquid = kkal H Steam = kkal H Uap = kkal Q loss = kkal Evaporator III :
H Umpan = kkal Evaporator III :
H Steam = kkal H Liquid = kkal H Uap = kkal Q loss = kkal
Total = kkal Total = kkal 940584.0799 3396636.804 42166.98808
486272.3545 Panas Masuk Panas Keluar
2066100.244 3154878.314
1391079.534 2988308.337
2298877.13 947948.7812
13333464.696 13333464.696 91080.81133
940584.0799 2792514.186
BAB V
SPESIFIKASI ALAT
1. Raw Na2CO3 ( F – 110 )
Spesifikasi alat :
Fungsi : Untuk menyimpan bahan baku Na2CO3 padatan selama 7 hari Type : Centrifugal Bucket Elevator
Kapasitas : lb / jam
Fungsi : Menampung sementara Na2CO3
Type : Silinder dengan bagian atas terbuka, tutup bawah berbentuk conical dengan posisi vertikal
Kapasitas : cuft Diameter dalam silinder : ft
Tinggi bin : ft
Nama alat : Tangki Pelarutan
Fungsi : Untuk melarutkan Na2CO3 dengan H2O sehingga menghasilkan larutan Na2CO3 20%
Type : Silinder tegak dengan tutup atas berbentuk dishead dan tutup bawah berbentuk conical, yang dilengkapi dengan pengaduk dan jaket.
Bahan konstruksi : Carbon steel, SA - 283 Grade C
Kondisi operasi - Suhu operasi = 30 oC = oF - Tekanan operasi = 1 atm = psi Waktu operasi : menit
Proses operasi : Semi Continue Jumlah : 1 buah
Dimensi Reaktor :
- Tinggi bejana : ft - Diameter dalam bejana : ft - Tebal bejana : in
Dimensi Tutup :
- Tebal tutup atas : in - Tebal tutup bawah : in - Tinggi tutup atas : ft - Tinggi tutup bawah : ft
Pengaduk :
- Jenis pengaduk : Tipe flat blade turbin dengan jumlah blade 6 buah - Jumlah pengaduk : 2 buah
- Diameter impeller : ft
- Lebar blade : ft
- Panjang blade : ft - Jarak impeller dari dasar : ft - Lebar baffle : ft
- Type poros : Commercial hot rolled steel - Diameter poros : cm - Panjang poros : ft
- Putaran : rpm
- Jumlah impeller : buah
- Daya motor : hp
Fungsi = Memompa larutan Na2CO3 20% menuju Reaktor Cauzticizer
Jenis = centrifugal pump
Kapasitas = Kg/jam
Power = Hp
Eff. Pompa = Eff. Motor =
Jumlah = 1 pompa Bahan konstruksi = Carbon Stell
80%
Type : Silinder tegak dengan tutup atas berbentuk dishead dan tutup bawah berbentuk conical, yang dilengkapi dengan pengaduk dan jaket.
Bahan konstruksi : Carbon steel, SA - 283 Grade C
Kondisi operasi - Suhu operasi = 85 oC = oF - Tekanan operasi = 1 atm = psi Waktu operasi : menit
Proses operasi : Semi Continue Jumlah : 1 buah
Dimensi Reaktor :
- Tinggi bejana : ft - Diameter dalam bejana : ft - Tebal bejana : in
Dimensi Tutup :
- Tebal tutup atas : in - Tebal tutup bawah : in - Tinggi tutup atas : ft - Tinggi tutup bawah : ft
Pengaduk :
- Jenis pengaduk : Tipe flat blade turbin dengan jumlah blade 6 buah - Jumlah pengaduk : 2 buah
- Diameter impeller : ft
- Lebar blade : ft
- Panjang blade : ft - Jarak impeller dari dasar : ft - Lebar baffle : ft
- Type poros : Commercial hot rolled steel - Diameter poros : cm - Panjang poros : ft
- Putaran : rpm
- Jumlah impeller : buah
7. Pompa ( L – 211)
Spesifikasi :
Fungsi = Memompa larutan menuju Thickener I Jenis = Centrifugal pump
Kapasitas = Kg/jam
Power = Hp
Eff. Pompa = Eff. Motor =
Jumlah = 1 pompa Bahan konstruksi = Carbon Stell
14449.8574
Fungsi = Memisahkan padatan dengan cara sedimentasi
Type = silinder tegak, tutup bawah conis, dan tutup atas dianggap datar Kapasitas = cuft Bahan konstruksi = Carbon stell SA-283 grade C
Jumlah = 1 buah
Fungsi = Memompa underflow Thickener I ke Thickener II Jenis = Centrifugal Pump
Kapasitas = Kg/jam
Power = 0.27 Hp
Eff. Pompa = Eff. Motor =
Jumlah = 1 pompa Bahan konstruksi = Carbon Stell
80% 40%
10. Tangki Penampung NaOH ( F – 222 )
Spesifikasi :
Fungsi = Menampung sementara NaOH sebagai feed ke evaporator selama 1 jam Type = Tangki vertikal dengan tutup atas dished head dan tutup bawah flat.
Volume = cuft
Diameter = ft
Tinggi = ft
Tebal shell = in Tebal tutup atas = 1/4 in Tebal tutup bawah = 3/16 in
Bahan konstruksi = Alloy stell SA-204 grade C Jumlah = 1 buah
Fungsi = Mengalirkan larutan NaOH menuju Evaporator I Jenis = Centrifugal Pump
Kapasitas = Kg/jam
Power = Hp
eff. Pompa = eff. Motor =
jumlah = 1 pompa bahan konstruksi = Carbon Stell
19321.6070 2.5
12. Thickener II ( H – 230 )
Spesifikasi :
Fungsi = Memisahkan padatan dengan cara sedimentasi
Type = Silinder tegak, tutup bawah conis, dan tutup atas dianggap datar Kapasitas = cuft Bahan konstruksi = Carbon stell SA-283 grade C
Jumlah = 1 buah
Fungsi = Memompa underflow Thickener II ke Rotary Drum Vacuum Filter Jenis = Centrifugal Pump
Kapasitas = Kg/jam
Power = Hp
Eff. Pompa = Eff. Motor =
Jumlah = 1 pompa Bahan konstruksi = Carbon Stell
80%
Fungsi : Untuk memisahkan bahan dari larutannya Jenis : Rotary drum vacum filter
Kapasitas : cuft/jam Diameter drum : ft
Panjang filter : ft Bahan : Carbon steel
Power : Hp
Fungsi : Mengangkut cake dari RDVF menuju ke Rotary Kiln Tipe : Standart screw
Dasar pemilihan : Sesuai untuk memindahkan bahan tanpa tercecer. Kapasitas : kg / jam
Fungsi : Mengkalsinasi CaCO3 dan Ca(OH)2 menjadi CaO Type : Rotary drum
Kapasitas : lb/jam Isolasi : Batu isolasi
Tebal Isolasi : 4 in Tebal Shell : in Diameter : ft Panjang : ft Tinggi bahan : ft Sudut rotary : 0,61o
Time of passes : menit
17. Cyclone I ( H – 253 )
Spesifikasi :
Fungsi : untuk memisahkan padatan yang terikut udara Type : Van Tongeren Cyclone
Kapasitas : cuft/dt Diameter partikel : ft Tebal Shell : in Tebal tutup atas : in Tebal tutup bawah : in Jumlah : 1 buah
Fungsi : Mengangkut kristal dan debu dari Rotary Kiln menuju Rotary Cooler Tipe : Standart screw
Dasar pemilihan : Sesuai untuk memindahkan bahan tanpa tercecer. Kapasitas : kg / jam
Fungsi : Memindahkan udara dari udara bebas ke Rotary Kiln Tipe : Centrifugal blower
Kapasitas : cuft/menit HP shaft : 8.5 hp
Bahan konstruksi : Carbon Steel Jumlah : 1 buah
20. Rotary Cooler ( B – 260 )
Spesifikasi :
Fungsi = Untuk mendinginkan kristal yang keluar dari Rotary Kiln Type = Rotary drum
Kapasitas = lb/jam Isolasi = Batu isolasi
Tebal Isolasi = 4 in Tebal Shell = 1/4 in Diameter = 3 ft
Panjang = ft
Tinggi bahan = ft Sudut rotary = 60o Time of passes = menit
Power = hp
Fungsi : untuk memisahkan padatan yang terikut udara Type : Van Tongeren Cyclone
22. Blower ( G – 262 )
Spesifikasi :
Fungsi : Memindahkan udara dari udara bebas ke Rotary Cooler Tipe : Centrifugal blower
Kapasitas : cuft/menit HP shaft : 16.5 hp
Bahan konstruksi : Carbon Steel Jumlah : 1 buah
5298.5510
23. Screw Conveyor ( J – 264 )
Spesifikasi
Fungsi : Mengangkut kristal dan debu dari Rotary Cooler menuju Slaking Reaktor Tipe : Standart screw
Dasar pemilihan : Sesuai untuk memindahkan bahan tanpa tercecer. Kapasitas : kg / jam
Fungsi = Untuk membentuk Ca(OH)2 Type = Rotary drum
Kapasitas = lb/jam Isolasi = Batu isolasi
Diameter = 4.4 ft
Panjang = ft
Tinggi bahan = ft Time of passes = menit
Power = hp
Fungsi = Mengalirkan larutan menuju Reaktor Cauzticizer Jenis = Centrifugal Pump
Kapasitas = Kg/jam
Power = Hp
eff. Pompa = eff. Motor =
jumlah = 1 pompa bahan konstruksi = Carbon Stell 1773.4674
Nama alat : Triple Efect Evaporator
Fungsi : Untuk memekatkan NaOH sampai dengan kadar 50%
Type : Forced Circulation Type Evaporator with inside vertical heating Bahan konstruksi : Carbon steel, SA - 283 Grade C
Kondisi operasi - Suhu operasi = 100 oC = oF - Tekanan operasi = 2 in Hg = psi Waktu operasi : menit
Proses operasi : Semi Continue Jumlah : 3 buah Diameter shell : ft Tinggi shell : ft Diameter drum : ft Tinggi drum : ft
27. Pompa Evaporator II ( L – 321 )
Spesifikasi :
Fungsi = Mengalirkan larutan NaOH dari Evaporator I menuju Evaporator II Jenis = Centrifugal Pump
Kapasitas = Kg/jam
Power = Hp
eff. Pompa = eff. Motor =
jumlah = 1 pompa bahan konstruksi = Carbon Stell
13910.7987
Fungsi = Mengalirkan larutan NaOH dari Evaporator II menuju Evaporator III Jenis = Centrifugal Pump
Kapasitas = Kg/jam
Power = Hp
eff. Pompa = eff. Motor =
jumlah = 1 pompa bahan konstruksi = Carbon Stell 8910.7987
1.2 40% 80%
29. Barometrik Kondensor ( E – 332 )
Spesifikasi Alat :
Fungsi
:
Mengembunkan uap air yang keluar dari evaporator efek ketiga
30. Stem Jet Ejector ( G – 333 )
Spesifikasi :
Fungsi : memvacuumkan evaporator V-330
Type : Single stage steam-jet ejector
Bahan konstruksi : Carbon steel
Inlet (suction) : 2,1972 ft
Panjang : 19,7807 ft
Kapasitas design : 409 lb/jam
Kebutuhan Steam : 2826,5129 lb/jam
Jumlah alat : 1 buah
31. Tangki Penampung NaOH ( F – 334 )
Spesifikasi :
Fungsi = Menampung produk NaOH 50% dari Evaporator Type = silinder tegak, tutup bawah datar dan tutup atas dish
Volume = cuft
Diameter = ft
Tinggi = ft
Tebal shell = 1/4 in Tebal tutup atas = 1/4 in Tebal tutup bawah = 1/2 in
Bahan konstruksi = Alloy stell SA-204 grade C Jumlah = 1 buah
BAB VI
INSTRUMENTASI DAN KESELAMATAN KERJA
VI.1. Instrumentasi
Instrumentasi merupakan bagian yang penting dari peralatan proses suatu
industri, termasuk industri kimia. Pemasangan instrumentasi dimaksudkan untuk
mengawasi proses produksi disamping mengatur dan mencatat operasi yang
berlangsung.
Harga-harga variasi proses dapat dikendalikan baik secara manual maupun
secara otomatis dengan adanya instrumentasi ini. Pengaturan secara manual
biasanya dilakukan dengan memberi instrumen petunjuk atau pencatat saja,
sedang untuk pengontrolan secara otomatis diperlukan suatu sistem pengendalian
otomatis. Selain itu untuk variabel-variabel proses yang kritis harus dilengkapi
dengan peralatan khusus (misalnya alarm otomatis) sebagai peringatan kepada
para operator akan kondisi yang kritis dan berbahaya.
Sistem pengendalian ini pada dasarnya terdiri dari :
a. Sensing Element/Primary Element
Yaitu elemen yang merasakan (menunjukkan) adanya perubahan dari
harga variabel yang diukur.
b. Elemen Pengukur
Yaitu elemen yang menerima output dari elemen primer dan melakukan
pengukuran, termasuk disini adalah alat penunjuk (indikator) maupun
alat-alat pencatat (recorder).
c. Elemen Pengontrol
Yaitu elemen yang menunjukkan perubahan harga dari variabel yang
dirasakan oleh elemen perasa dan diukur oleh elemen pengukur untuk mengatur
sumber tenaga sesuai dengan perubahan yang terjadi. Tenaga tersebut dapat
berupa tenaga mekanis maupun elektrik.
Yaitu elemen yang sebenarnya merubah input ke dalam proses sehingga
variabel yang diukur tetap berada dalam range yang diijinkan.
Faktor-faktor yang perlu diperhatikan dalam instrumentasi :
- Level instrumentasi
- Range yang diperlukan untuk pengukuran
- Ketelitian yang dibutuhkan
- Bahan konstruksinya
- Pengaruh pemasangan instrumentasi pada kondisi proses
- Faktor ekonomi
Tipe-tipe pengontrolan meliputi :
- Indikator : sebagai alat penunjuk
- Recorder : sebagai alat pencatat
- Controller : sebagai alat pengontrol variabel proses
Dengan adanya instrumentasi diharapkan proses akan bekerja sesuai
dengan yang diharapkan. Instrumentasi yang umum digunakan dalam pabrik
adalah :
1. Untuk variabel suhu :
a. Temperature Controller (TC)
b. Temperature Indicator (TI)
c. Temperature Recorder Controller (TRC)
2. Untuk variabel proses tinggi permukaan liquida :
a. Level Controller (LC)
b. Level Indicator (LI)
c. Level Recorder Controller (LRC)
3. Untuk variabel proses laju aliran fluida :
a. Flow Controller (FC)
b. Flow Indicator (FI)
c. Flow Recorder Controller (FRC)
4. Untuk variabel proses tekanan :
a. Pressure Indicator (PI)
c. Pressure Recorder Controller (PRC)
Pada pabrik Aluminium Sulfate ini digunakan alat-alat instrumentasi
sebagai berikut :
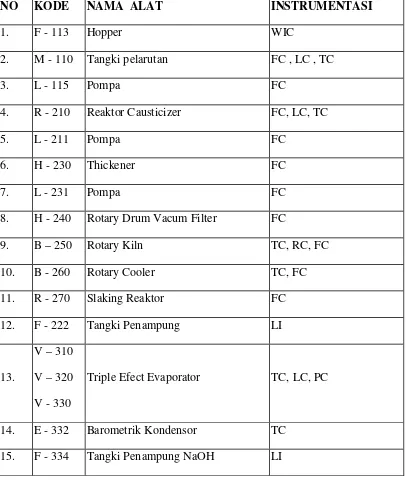
Tabel VI.1. Instrumentasi pada Pabrik
NO KODE NAMA ALAT INSTRUMENTASI
1. F - 113 Hopper WIC
2. M - 110 Tangki pelarutan FC , LC , TC
3. L - 115 Pompa FC
4. R - 210 Reaktor Causticizer FC, LC, TC
5. L - 211 Pompa FC
6. H - 230 Thickener FC
7. L - 231 Pompa FC
8. H - 240 Rotary Drum Vacum Filter FC
9. B – 250 Rotary Kiln TC, RC, FC
10. B - 260 Rotary Cooler TC, FC
11. R - 270 Slaking Reaktor FC
12. F - 222 Tangki Penampung LI
13.
V – 310
V – 320
V - 330
Triple Efect Evaporator TC, LC, PC
14. E - 332 Barometrik Kondensor TC
VI.2. Keselamatan Kerja
Keamanan dan keselamatan kerja harus mendapatkan perhatian yang
serius dan penting dalam perencanaan suatu proses pabrik. Dengan keamanan
yang terjamin maka karyawan akan merasa tenang dalam melakukan
pekerjaannya. Rasa aman disini berarti suasana yang harus diciptakan hendaknya
sedemikian rupa sehingga bahaya yang mungkin terjadi dalam pabrik dapat
dikendalikan, karenanya perlu dibentuk suatu sistem keselamatan kerja yang
berfungsi :
a. Mencegah dan mengurangi kecelakaan kerja.
b. Mengamankan instalasi, alat-alat produksi dan bahan-bahan produksi dari
kemungkinan kecelakaan kerja.
c. Menciptakan lingkungan kerja yang aman dan nyaman, sehingga akan
meningkat pula aktivitas kerja para karyawan.
Adapun bahaya-bahaya yang mungkin timbul dalam suatu pabrik banyak
sekali macamnya, tergantung pada bahan yang diolah serta jenis proses yang
dikerjakan.
Secara umum bahaya-bahaya tersebut dapat dibagi dalam tiga kelompok
yaitu :
- bahaya kebakaran dan ledakan
- bahaya kecelakaan karena mekanik
- bahaya terhadap kesehatan
Untuk menghindari kecelakaan yang mungkin terjadi, berikut ini ada
beberapa hal yang perlu mendapat perhatian pada setiap pabrik pada umumnya
dan pabrik Aluminium Sulfat pada khususnya.
VI.2.1. Bahaya Kebakaran dan Ledakan
a. Penyebab Kebakaran
- Adanya nyala terbuka (open flame) yang berasal dari unit utilitas,
- Adanya loncatan bunga api yang disebabkan karena aliran listrik
seperti pada stop kontak, saklar serta instrumentasi lainnya.
- Adanya ledakan akibat sifat bahan yang mudah terbakar.
b. Pencegahan
- Memasang kabel atau kawat listrik di tempat-tempat yang terlindung,
jauh dari daerah yang panas yang memungkinkan terjadinya
kebakaran.
- Sistem alarm hendaknya ditempatkan pada lokasi yang mudah
dijangkau bila terjadi kebakaran.
c. Alat Pencegah Kebakaran
- Instalasi permanen seperti fire hydrant system sprinkle yang otomatis.
- Pemasangan portable extinguisher, yang diletakkan di tempat yang
mudah dijangkau bila sewaktu-waktu terjadi kebakaran.
VI.2.2. Bahaya Kecelakaan Karena Mekanik
Bahaya mekanik sering terjadi karena kesalahan pengerjaan dan
tidak mengikuti aturan yang berlaku. Bentuk kecelakaan yang umum
adalah karena panas dan ledakan. Kejadian ini selain mengakibatkan
kerugian material juga dapat menimpa para pekerja yang tidak dapat
mengakibatkan cacat tubuh atau meninggal dunia.
Beberapa kemungkinan kecelakaan karena mekanik pada pabrik
Caustic Soda dan cara pencegahannya dapat dikelompokkan sebagai
berikut :
a. Vessel / Tangki
- Bahan konstruksi vessel atau tangki harus diseleksi dengan seksama
dan memperhatikan masalah fabrikasi yang menyangkut pengelasan.
- Dilengkapi dengan instrumentasi pengontrol sesuai dengan yang
dibutuhkan.
b. Pemasangan Peralatan
- Adanya jarak yang cukup antar peralatan untuk memperoleh
- Untuk alat-alat yang bergerak dipasang penghalang pelindung yang
cukup.
c. Perpipaan
- sistem perpipaan sebaiknya diletakkan di atas permukaan tanah,
karena pipa terkubur dapat menimbulkan bahaya bila terjadi
kebocoran sulit diketahui.
- Kalau pipa dipasang dalam tanah, maka fire stops dan drain harus
dipasang pada jarak-jarak yang teratur.
d. Listrik
Kebakaran sering terjadi pula akibat kurang baiknya perencanaan
instalasi listrik dan kecerobohan operator yang bekerja.
Cara pencegahan :
- Alat-alat listrik di bawah tanah sebaiknya diberi tanda dengan cat
warna pada penutup.
- Pemasangan alat remote shut down dari alat-alat operasi disamping
starter.
- Penerangan yang cukup pada semua bagian pabrik supaya operator
tidak mengalami kesulitan dalam bekerja.
e. Insulasi
Insulasi penting sekali terutama pengaruhnya terhadap para
karyawan yang dapat mengganggu pekerjaannya karena kepanasan.
Cara pencegahannya :
- Dipasang insulasi pada alat-alat yang menimbulkan panas, seperti
pada alat perpindahan panas.
- Hendaknya dipasang insulasi pada kabel instrumen dan kawat-kawat
listrik yang ada di daerah panas untuk mencegah terjadinya
kebakaran.
VI.2.3. Bahaya Terhadap Kesehatan
Banyak bahan kimia yang berbahaya terhadap kesehatan. Namun
biasanya para pekerja tidak mengetahui seberapa jauh bahaya yang
mungkin ditimbulkannya.
Cara pencegahan yang dapat dilakukan antara lain :
- Menghindari timbulnya kebocoran bahan-bahan yang beracun.
- Memperhatikan fasilitas kesehatan termasuk transportasi yang
disediakan untuk karyawan yang keracunan, yang harus segera
mendapat perawatan di rumah sakit.
- Para karyawan diwajibkan menggunakan pelindung, baik pakaian,
sarung tangan, sepatu dan pelindung muka bila berada di ruang proses.
- Diadakan pemeriksaan rutin terhadap peralatan seingga adanya
kerusakan dapat diketahui sedini mungkin.
- Adanya peringatan tertulis di sekitar area proses akan bahaya-bahaya
yang mungkin terjadi agar para pekerja lebih waspada.
Diharapkan dengan adanya pencegahan-pencegahan terhadap
BAB VII
BAB IX
LOKASI DAN TATA LETAK PABRIK
IX.1. Lokasi Pabrik
Lokasi pabrik merupakan salah satu faktor penting yang menentukan
sukses tidaknya suatu pabrik. Jadi menentukan lokasi pabrik langkah awal
berdirinya pabrik. Suatu desain maupun proses dalam suatu pabrik yang cukup
baik tanpa didukung kecermatan dalam pemillihan lokasinya akan menimbulkan
kesulitan yang terus-menerus di masa mendatang.
Di dalam menentukan lokasi suatu pabrik dapat digunakan beberapa
metode, dimana yang umum digunakan adalah scoring metode. Penentuan ini
didasarkan pada nilai tertinggi dari beberapa lokasi yang dipilih. Penentuan ini
juga ditinjau dari segi ekonomis, yaitu berdasarkan pada “ return on investment “
yang merupakan presentase pengembalian modal tiap tahun. Daerah operasi
ditentukan oleh faktor utama, sedangkan tepatnya lokasi pabrik yang dipilih
ditentukan oleh faktor khusus.
Setelah mempelajari dan mempertimbangkan faktor-faktor yang
mempengaruhi penentuan lokasi tersebut maka Pabrik Caustic Soda ini didirikan
di daerah Gresik
IX.1.1. Faktor Utama
Faktor utama meliputi :
a. Bahan baku
Bahan baku utama pabrik Caustic Soda adalah Na2CO3 dan CaO, dimana
bahan baku merupakan produk lokal negeri ini. Bahan baku diperoleh dari suplier
yang dapat didistribusikan di daerah Gresik dan sekitarnya.
b. Pemasaran
Dengan melihat pangsa pasar yang luas maka produk ini dapat
didistribusikan ke mana saja, sehingga distribusi dan pemasaran dapat dilakukan
dengan mudah dengan menggunakan jalur alternative Gresik dan melalui kota
c. Persediaan air
Persediaan air di daerah Gresik cukup melimpah karena adanya pasokan
dari sungai Bengawan. Dengan adanya aliran sungai ini, maka kebutuhan air dapat
tercukupi. Air yang diambil akan digunakan untuk persediaan steam, air proses
daqn air sanitasi. Mengingat letak sungai ini tidak jauh dari lokasi pabrik, maka
penyediaan air tidak akan mengalami kesulitan.
d. Persediaan tenaga listrik dan bahan bakar
Sumber tenaga listrik yang dapat disuplai oleh PLN ke kawasan industri
ini adalah sebesar 80 MVA. Sedangkan bila digunakan sumber listrik dari
generator set maka kebutuhan akan bahan bakar akan mudah diperoleh karena
sarana transportasi yang sangat mendukung.
e. Iklim
Daerah Gresik mempunyai iklim yang cukup baik , jarang terjadi angin
ribut, gempa dan banjir.
IX.1.2. Faktor Khusus
Faktor khusus meliputi :
a. Transportasi
Daerah Gresik sangat mudah dicapai dengan bermacam-macam sarana
transportasi dari berbagai tempat. Hanya 45 menit perjalanan darat dari Surabaya
Dengan kondisi jalan yang baik untuk pengangkutan kendaraan beban berat
sehingga mempermudah distribusi dan pengambilan bahan baku. Serta tempat ini
dekat dengan Pelabuhan Tanjung Perak hanya perjalan 1,5 jam. Dan dekat dengan
bandara Juanda, sehingga memudahkan penjualan secara internasional.
b. Masalah bahan buangan
Dalam hal ini air buangan tidak menjadi masalah karena sebelum air
buangan keluar dari lokasi pabrik, telah dilakukan proses pengolahan sehingga air
tesebut tidak mengandung bahan yang berbahaya bagi lingkungan di sekitarnya.
c. Kebutuhan tenaga kerja
Umumnya tenaga kerja dapat dengan mudah dapat dipenuhi dengan
jumlah yang memenuhi dan ongkos yang murah. Sehingga hal ini merupakan
d. Peraturan Pemerintah dan Daerah
Menurut Peraturan Pemerintah dan Peraturan Daerah, daerah ini adalah
daerah industri.
e. Pajak dan Asuransi
Sistem-sistem perpajakan yang berlaku adalah yang menyangkut pajak
upah, perseroan, pajak penghasilan, dan lain-lain. Mengenai asuransi, perlu
ditinjau adanya asuransi pabrik dan asuransi tenaga kerja. Sesuai dengan UU
Jaminan Sosial no.3/1992 mengenai tenaga kerja, pihak pabrik wajib
mengikutsertakan karyawannya dalam program ASTEK.
f. Karakteristik dari lokasi
Keadaan tanah yang akan direncanakan untuk lokasi pabrik ini sangat
baik, dan juga didukung dengan adanya struktur tanah yang baik terhadap pondasi
bangunan dan jalan.
g. Keadaan lingkungan masyarakat
Dengan adanya kawasan industri di daerah ini akan terbukalah lapangan
kerja baru bagi masyarakat disekitarnya. Hal ini akan meningkatkan taraf hidup
penduduk disekitar lokasi. Selain itu kawasan industri ini menyediakan berbagai
fasilitas umum seperti tempat ibadah, poliklinik, pembelanjaan, sarana olah raga,
pusat telekomunikasi, bank dan lain-lain.
IX.2. Tata Letak Pabrik
Tata letak pabrik adalah pengaturan-pengaturan yang optimum dari
seperangkat bangunan maupun peralatan proses didalam suatu pabrik. Tata letak
pabrik merupakan faktor yang sangat penting dalam mendapatkan efisiensi kerja,
keselamatan kerja, kelancaran kerja para karyawan dan juga untuk kelancaran
proses.
Tata letak pabrik dibagi beberapa daerah utama :
a. Daerah Banguan
- Perkantoran
- Laboratorium
- Kantin, poliklinik, mushola, parkir kendaraan
- Bengkel
b. Daerah Proses
- Peralatan proses
- Utilitas dan pengolahan air
- Bahan bakar
- Tangki-tangki
Untuk mencapai hal-hal diatas, perlu dipertimbangkan beberapa faktor yaitu :
a. Tiap – tiap alat diberikan ruang yang cukup luas agar memudahkan
pemeliharaan, proses pengendalian dan tidak mengganggu lalu lintas pekerja.
b. Alat yang fungsinya sama diletakkan dalam satu kelompok.
c. Bahan yang mudah terbakar dan berbahaya disimpan pada tempat yang jauh
dari unit proses dan untuk pengamanan juga disediakan unit pemadam
kebakaran.
d. Setiap alat disusun berurutan menurut fungsinya sehingga tidak menyulitkan
aliran proses.
e. Alat kontrol ditempatkan pada posisi yang mudah diawasi oleh operator.
f. Sistem perpipaan yang merupakan salah satu bagian penting yang
mempengaruhi operasi pabrik, diletakkan pada posisi yang tepat sehingga
memudahkan aktivitas kerja (misalnya pemeliharaan, pengosongan).
g. Bangunan pabrik diusahakan memenuhi standart bangunan misalnya ventilasi
yang cukup, jarak yang cukup antara bangunan yang satu dengan yang lain.
h. Persedian tanah untuk perluasan pabrik.
Berdasarkan faktor – faktor diatas maka disediakan tanah seluas 20.000 m2
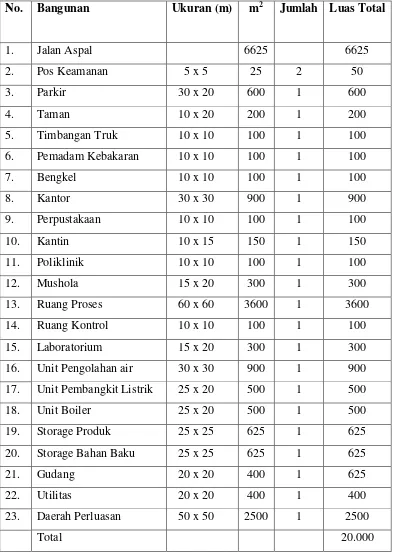
Tabel IX.1. Pembagian Luas Pabrik
No. Bangunan Ukuran (m) m2 Jumlah Luas Total
1. Jalan Aspal 6625 6625
2. Pos Keamanan 5 x 5 25 2 50
3. Parkir 30 x 20 600 1 600
4. Taman 10 x 20 200 1 200
5. Timbangan Truk 10 x 10 100 1 100
6. Pemadam Kebakaran 10 x 10 100 1 100
7. Bengkel 10 x 10 100 1 100
8. Kantor 30 x 30 900 1 900
9. Perpustakaan 10 x 10 100 1 100
10. Kantin 10 x 15 150 1 150
11. Poliklinik 10 x 10 100 1 100
12. Mushola 15 x 20 300 1 300
13. Ruang Proses 60 x 60 3600 1 3600
14. Ruang Kontrol 10 x 10 100 1 100
15. Laboratorium 15 x 20 300 1 300
16. Unit Pengolahan air 30 x 30 900 1 900
17. Unit Pembangkit Listrik 25 x 20 500 1 500
18. Unit Boiler 25 x 20 500 1 500
19. Storage Produk 25 x 25 625 1 625
20. Storage Bahan Baku 25 x 25 625 1 625
21. Gudang 20 x 20 400 1 625
22. Utilitas 20 x 20 400 1 400
23. Daerah Perluasan 50 x 50 2500 1 2500
Luas Bangunan Gedung :
= (2) + (3) + (5) + (6) + (7) + (8) + (9) + (10) + (11) + (12)
= 2.700 m2
Luas Bangunan Pabrik :
= (13) + (14) + (15) + (16) + (17) + (18) + (19) + (20) + (21) + (22)
= 10.675 m2
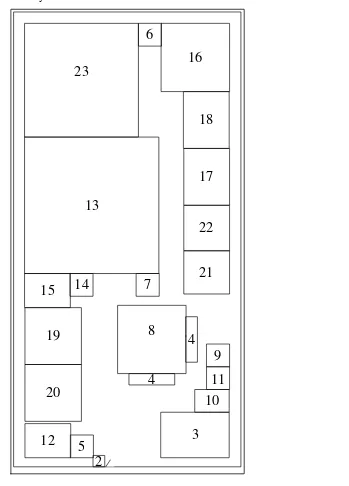
Gambar IX.1. Lay Out Pabrik
23
13
19
20
3
16
18
17
22
8
5
6
7
9
10
21
12
15
4
4
Keterangan Gambar :
2 = Pos Keamanan
3 = Parkir
4 = Taman
5 = Timbangan Truk
6 = Pemadam Kebakaran
7 = Bengkel
8 = Kantor
9 = Perpustakaan
10 = Kantin
11 = Poliklinik
12 = Mushola
13 = Ruang Proses
14 = Ruang Kontrol
15 = Laboratorium
16 = Unit Pengolahan Air
17 = Unit Pembangkit Listrik
18 = Unit Boiler
19 = Storage Produk
20 = Storage Bahan Baku
21 = Gudang
22 = Utilitas
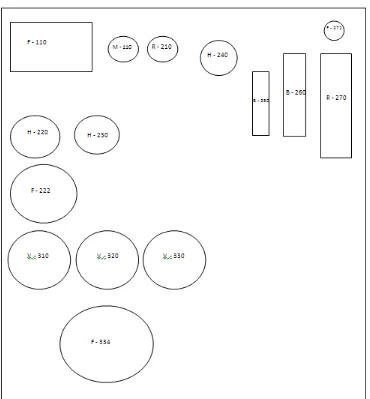
Keterangan :
F – 110 = Raw material
M - 110 = Tangki Pelarutan
R – 210 = Reaktor Cauzticizer
H – 220 = Thickener I
H – 230 = Thickener II
H – 240 = Rotary Drum Vacum Filter
B – 250 = Rotary Kiln
B – 260 = Rotary Cooler
R – 270 = Slaking Reaktor
F – 222 = Tangki Penampung
V – 310 = Evaporator I
V – 320 = Evaporator II
V – 330 = Evaporator III
BAB X
ORGANISASI PERUSAHAAN
X.1. UMUM
Bentuk Perusahaan : Perseroan Terbatas
Lokasi : Kawasan Gresik Jawa Timur
Lapangan Usaha : Memproduksi Caustic Soda
Kapasitas Produksi : 30.000 ton / tahun
X.2. BENTUK PERUSAHAAN
Bentuk perusahaan dari pabrik ini adalah bernbentuk Perseroan Terbatas
(PT). Dasr pertimnagnagn dari pemilihan bentuk perusahaan ini adalah sebagai
berikut:
1. Mudah mendapatkan modal, selain modal dari bank, modal dapt juga
diperoleh dengan penjualan saham.
2. Kekayaan persero terpisah dari kekayaan setiap pmegang saham.
3. Demi kelancaran produksi, maka tanggung jawab setiap pemegang
saham dipegang oleh pimpinan perusahaan.
4. Kelangsungan hidup perusahaan terjamin karena tidak terpengaruh oleh
terhentinya pemegang saham, direksi, maupun karyawan.
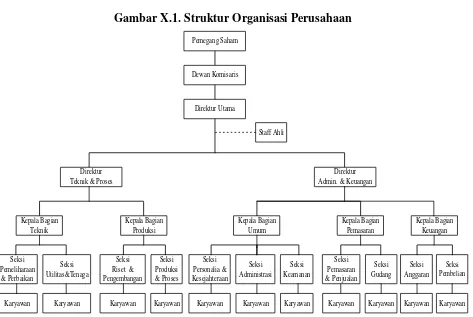
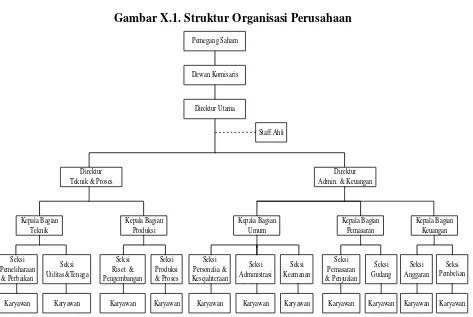
X.3. STRUKTUR ORGANISASI
Bentuk Organisasi : Garis dan staf
Bentuk Organisasi ini mempunyai keuntungan antara lain :
a. Dapat dipergunakan oleh setiap organisasi yang mempunyai tujuan
yang bagaimanapun juga besarnya.
b. Ada pembagian yang jelas antara pimpinan, staf, dan pelaksana.
c. Bakat-bakat yang berbeda dari karyawan dapat dikembangkan
d. Sistem penempatan “The Right Man in The Right Place” lebih
mudah untuk dilaksanakan.
e. Pengambilan keputusan dapat dilakukan dengan cepat walaupun
banyak orang yang diajak berunding. Hal ini disebabkan karena
pimpinan perusahaan dapat mengambil keputusan yang mengikat.
f. Pengambilan keputusan yang lebih sehat lebih mudah dicapai
karena ada anggota-anggota staf yang ahli dalam bidangnya yang
dapat memberikan nasehat dan dapat mengerjakan suatu
perencanaan yang teliti.
g. Koordinasi dapat pula dengan mudah dikerjakan karena sudah ada
pembagian tugas masing-masing.
h. Disiplin dan moral karyawan biasanya tinggi, karena tugas yang
dilaksanakan oleh seseorang sesuai dengan bakat, keahlian, dan
pengalamannya.
A. Pembagian Tugas dan Tanggung Jawab
1. Pemegang Saham
Pemegang saham adalah beberapa orang yang mengumpulkan
modal untuk pabrik dengan cara membeli saham perusahaan perusahaan.
Mereka adalah pemilik perusahaan dan mempunyai kekuasaan tertinggi
dalam perusahaan.
Tugas dan wewenang pemegang saham :
a. Memilih dan memberhentikan komisaris
b. Meminta pertanggungjawaban kepada dewan komisaris
2. Dewan Komisaris
Dewan komisaris sebagai wakil dari para pemegang saham dan
semua keputusan dipegang dan ditentukan oleh rapat persero. Biasanya
yang menjadi ketua dewan komisaris adalah ketua dari para pemegang
Tugas dan wewenang dewan komisaris :
a. Mengawasi General Manager dan berusaha agar tindakan General
Manager tidak merugikan perusahaan.
b. Menetapkan kebijaksanaan perusahaan dan memberikan nasehat
kepada General Manager, dan juga menyetujui atau menolak rancangan
yang diajukan oleh General Manager.
c. Mengadakan evaluasi / pengawasan tentang hasil yang diperoleh
perusahaan.
d. Mempunyai wewenang untuk mengganti General Manager, apabila
tindakannya tidak sesuai dengan anggaran dasar yang telah ditetapkan.
3. General Manager
General Manager merupakan pimpinan perusahaan yang
bertanggungjawab kepada dewan komisaris dan membawahi :
a. Manager Administrasi
b. Manager Produksi
Tugas dan wewenang Manager utama :
a. Bertanggungjawab kepada dewan komisaris.
b. Menetapkan kebijaksanan, peraturan, dan tata tertib perusahaan.
c. Mengatur dan mengawasi keuangan perusahaan.
d. Mengangkat dan memberhentikan pegawai.
e. Bertanggungjawab atas kelancaran jalannnya perusahaan.
4. Manager
Disamping Manager utama tersebut ada juga Asisten General
Manager dan dua Manager yaitu, manager produksi dan manager
administrasi, yang tugasnya yaitu :
Bertugas mengurus segala permasalahan dan proses yang terjadi di
perusahaan. Sedang untuk permasalahan yang menyangkut hubungan
dengan perusahaan lain ditangani oleh General Manager.
b. Manager Produksi dan Teknik
Manager produksi bertanggungjawab pada manager utama dalam hal :
1. Pengawasan dan peningkatan mutu produksi
2. Perencanaan jadwal produksi dan penyediaan sarana produksi
3. Pengawasan peralatan pabrik
4. Perbaikan pemeliharaan alat-alat administrasi
c. Manager Administrasi dan Keuangan
Manager keuangan bertanggungjawab kepada Manager utama dalam hal :
1. Biaya perusahaan
2. Laba ruginya perusahaan
3. Neraca Keuntungan
4. Administrasi perusahaan
5. Perencanaan pemasaran dan penjualan
5. Kepala Bagian (Kabag)
Terdiri dari :
1. Kabag produksi
2. Kabag QC / QA
3. Kabag keuangan
4. Kabag umum
5. Kabag pemasaran
Tugas umum kepala bagian adalah :
a. Menjalankan organisasi / mengatur / mengkoordinasi / mengawasi
pekerja – pekerja seksi dibawahnya.
b. Bertanggungjawab atas kerja seksi-seksi dibawahnya.
c. Membuat laporan berkala dari seksi-seksi dibawahnya.
d. Mengajukan saran – saran / pertimbangan – pertimbangan mengenai
Tugas khusus kepala bagian :
a. Kepala bagian produksi
Menyelenggarakan dan mengembangkan produksi dengan cara yang
ekonomis dalam batas kualitas yang direncanakan oleh perusahaan
disamping secara periodik menganalisa kualitas produk dan bahan
baku.
b. Kepala Bagian QC / QA
Mengusahakan dan menjaga kelancaran operasi disegala bidang
produksi seperti pemenuhan prosedur kerja job describtion tiap
pegawai, menentukan proses yang harus dikerjakan dan menjaga
kualitas produk.
c. Kepala bagian umum
Melaksanakan dan mengatur segala sesuatu yang berkaitan dengan
urusan personalia, secretariat perusahaan, dan security.
d. Kepala bagian keuangan
Merencanakan, menyelenggarakan, dan mengevaluasi hasil operasi
keuangan.
6. KepalaSeksi
Tugas umum kepala seksi:
1. Melakukan tugas operasional dalam bidang masing-masing
2. Melaksanakan rencana yang telah ditetapkan Direksi
3. Bertanggung jawab atas kelancaran / keserasian kerja dari tiap
bagian yang dipegang.
Tugas khusus staf bagian :
a. Bagian produksi dan proses
Melaksanakan proses produksi sesuai dengan ketentuan yang telah
ditetapkan, dan mengadakan kegiatan agar proses produksi dapat
berlangsung dengan baik, mulai dari bahan baku masuk sampai
produk akhir.
Mengembangkan dan menyelenggarakan kebijaksanaan dan
program perusahaan dalam bentuk tenaga kerja yang baik dan
memuaskan.
c. Bagian keamanan
Melaksanakan dan mengatur hal-hal yang berkaitan dengan
keamanan perusahaan.
d. Bagian administrasi
Melaksanakan dan mengatur administrasi dan inventarisasi
perusahaan
e. Bagian pemasaran dan penjualan
Melaksanakan dan mengatur penjualan produksi kepada konsumen.
Dalam hal ini Manager Utama berperan dalam menentukan
kebijaksanaan perusahaan.
f. Bagian gudang
Melaksanakan penyimpanan dan pengeluaran serta mengamankan
bahan baku / bahan pembantu, dan mengatur serta melaksanakan
penyimpanan, penerimaan, serta pengiriman produksi kepada
konsumen.
g. Bagian Anggaran
Mengadakan pembukuan dan mengadakan dana keuangan yang
cukup dengan mendayagunakan modal dan mengamankan fisik
keuangan.
h. Bagian pembelian
Mengadakan pembelian dan persediaan dari semua peralatan
beserta sparepart dan semua bahan-bahan untuk keperluan
produksi dengan memperhatikan mutu, harga, dan jumlah yang
tepat.
i. Bagian Pemeliharaan dan Perbaikan
Menjamin keadaan peralatan / mesin – mesin yang ada dalam
pabrik selalu dalam keadaan baik dan siap dipakai dengan
j. Bagian Utilitas dan Pembangkit Tenaga
Menyediakan unsur penunjang proses dalam pabrik yaitu meliputi :
air, listrik, steam dan bahan bakar.
k. Bagian Riset dan Pengembangan
Mengadakan pemeriksaan dan menetapkan acceptibilitas bahan
baku, bahan pembantu maupun produk, selain itu juga melakukan
penelitian guna keperluan pengembangan.
X.4. Jam Kerja.
Pabrik direncanakan beroperasi 330 hari dalam setahun dan 24 jam
perhari. Sisa hari libur untuk perbaikan dan perawatan mesin-mesin. Jam
kerja pegawai adalah sebagai berikut :
a) Untuk pekerja non shift
Bekerja selama enam hari dalam seminggu, sedang hari minggu dan
hari besar libur. Untuk kerja non shift pagi adalah sebagai beriku :
• Senin – Jumat : 08.00 – 15.00
• Sabtu : 08.00 – 12.00
Dengan istirahat :
• Senin – Kamis : 12.00 – 13.00
• Jumat : 11.00 – 13.00
b) Untuk pekerja shift
Sehari bekerja dalam 24 jam yang terbagi dalam 3 shift, yaitu :
• Shift 1 (malam) : 23.00 – 07.00
• Shift 2 (pagi) : 07.00 - 15.00
• Shift 3 (siang) : 15.00 – 23.00
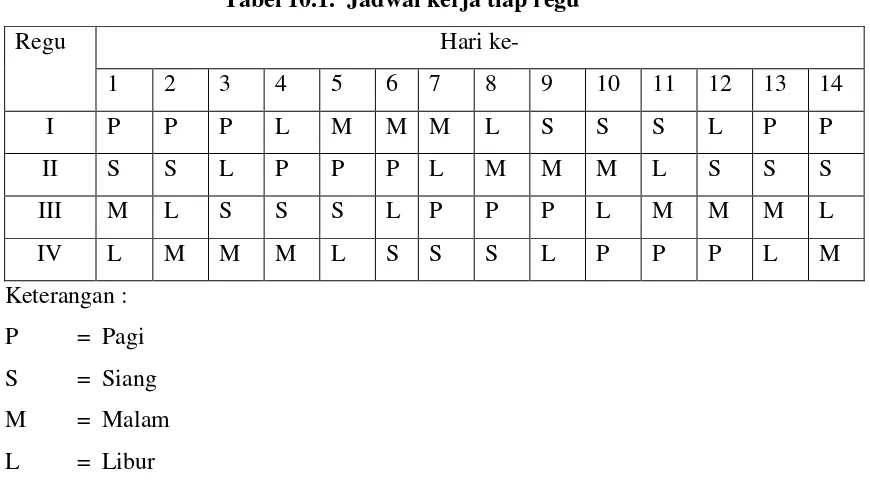
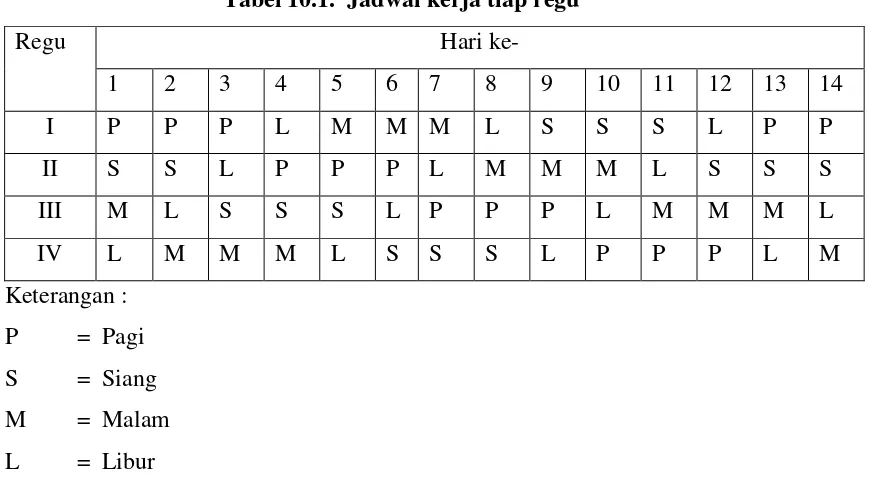
Seluruh pembagian jam kerja tersebut diatur didalam 4 regu
(masing-masing shift atau regu. Pengaturan tugas shift tiap regu seperti diterangkan pada
Tabel 10.1. Jadwal kerja tiap regu
Regu Hari ke-
1 2 3 4 5 6 7 8 9 10 11 12 13 14
I P P P L M M M L S S S L P P
II S S L P P P L M M M L S S S
III M L S S S L P P P L M M M L
IV L M M M L S S S L P P P L M
Keterangan :
P = Pagi
S = Siang
M = Malam
L = Libur
X.5. Penggolongan Tingkat Pendidikan Karyawan
Penggolongan karyawan berdasarkan tingkat kedudukan dalam
struktur organisasi pra rencana pabrik Caustic Soda adalah :
a. Direktur Utama
b. Direktur
c. Kepala Bagian
d. Kepala Seksi
e. Operator
X.6. Status Karyawan dan Sistem Upah
Pada pabrik ini, sistem upah karyawan berbeda – beda tergantung pada
status karyawan, kedudukan, tanggung jawab, dan keahlian. Menurut statusnya,
karyawan pabrik dapat dibagi menjadi tiga golongan sebagai berikut :
a. Karyawan tetap.
Karyawan tetap adalah karyawan yang diangkat dan diberhentikan
dengan surat keputusan (SK). Direksi mendapat gaji bulanan
berdasarkan kedudukan, keahlian, dan masa kerjanya.
Karyawan harian adalah karyawan yang diangkat dan diberhentikan oleh
direksi berdasarkan nota persetujan Direksi atas pengajuan kepala yang
membawahinya dan menerima upah yang dibayarkan tiap akhir pekan.
c. Karyawan borongan
Karyawan borongan adalah pekerja yang dipergunakan oleh pabrik bila
diperlukan saja, misalnya bongkar muat barang dan lain-lain. Pekerja ini
menerima upah borongan untuk suatu pekerjaan.
X.7. Jaminan Sosial
Jaminan sosial yang diberikan oleh perusahaan kepada
karyawannya antara lain :
a. Pakaian kerja, diberikan kepada karyawan tetap sebanyak dua stel
pakaian setiap tahun.
b. Tunjangan, diberikan kepada karyawan tetap berupa uang dan
dikeluarkan bersama-sama dengan gaji, dimana besarnya disesuaikan
dengan kedudukan, keahlian, dan masa kerja.
c. Pengobatan, dapat dilakukan di poliklinik perusahaan secara gratis, atau
pada rumah sakit atau dokter yang ditunjuk oleh perusahaan dimana
biaya pengobatan menjadi tanggung jawab perusahaan sepenuhnya.
X.10. Perincian Jumlah Tenaga Kerja
Jumlah tenaga kerja dan daftar gaji / upah karyawan di pabrik Caustic
Direktur Utama
Direktur Produksi dan Teknik
Direktur Keuangan & Administrasi