1.1 Latar Belakang
Perkembangan industri manufaktur di Indonesia dewasa ini cukup pesat. Untuk
dapat bertahan dan tumbuh, maka industri-industri tersebut harus dapat
memanfaatkan sumber daya dan aset yang dimilikinya se-efektif dan efisien mungkin
agar tidak terjadi pemborosan waktu dan biaya yang dapat mengakibatkan kehilangan
konsumen. Sebagai contoh penulis melakukan penelitian pada PT. Benua Indah
Indonesia yang produksi utamanya bak air berbahan serat fiber. Perusahaan sejenis
ini tidak hanya satu atau dua perusahaan saja, oleh karena itu untuk dapat bertahan
perusahaan harus mampu memenuhi permintaan konsumen dengan meningkatkan
efisiensi dan mengoptimalkan produktivitas dari sumber daya yang digunakan untuk
menghasilkan produk tersebut. Proses produksi pada PT. Benua Indah Indonesia
dilakukan secara manual oleh para pekerja, sehingga ke-efektifan dan ke-efisienan
gerakan kerja dalam proses pengerjaan sangat dibutuhkan.
Oleh karena itu, penulis menerapkan salah satu metoda penentuan waktu baku
yaitu pengukuran waktu metoda (methods-time measurement) guna mendapatkan
standar gerakan dalam pengerjaan proses produksi serta menerapkan line balancing
untuk meningkatkan efisiensi dengan penyeimbangan beban kerja di tiap stasiun
1.2 Identifikasi dan Perumusan Masalah
Permasalahan yang saat ini dihadapi perusahaan yaitu adanya gerakan-gerakan dalam pengerjaan bak air oval O55 yang tidak efisien. Beberapa rumusan
permasalahan yang akan penulis bahas yaitu :
• Mengapa sering terjadi pergerakan operator yang harus berjalan dari meja kerja ke lokasi kerja dengan frekuensi gerak yang sering dan jarak tempuh
yang jauh?
• Bagaimana caranya agar para pekerja tidak cepat merasa lelah dan mengalami dampak psikologis oleh karena proses pengerjaan bak air oval (O55) yang
memakan waktu cukup lama ?
• Bagaimana cara meningkatkan efisiensi pada pengerjaan produk bak air oval (O55) yang dilakukan secara manual?
• Mengapa dapat terjadi bottleneck ?
• Bagaimana melakukan penyeimbangan beban kerja di masing-masing stasiun kerja?
1.3 Ruang Lingkup
Agar penelitian yang dilakukan lebih terarah, maka ditentukan ruang lingkupnya yaitu sebagai berikut :
¾ Penelitian dilakukan di PT. Benua Indah Indonesia.
¾ Produk yang dijadikan penelitian yakni difokuskan pada bak air oval (O55)
ukuran 120 liter yang diproduksi oleh PT. Benua Indah Indonesia.
¾ Pengambilan data di PT. Benua Indah Indonesia dilakukan pada bulan April - Mei 2008.
¾ Pembahasan hanya dimulai dari pengambilan data hingga melakukan perbaikan gerakan-gerakan kerja yang tidak efektif dengan peta tangan kiri
tangan kanan (PTKTK) dan memperbaiki keseimbangan lintasan dengan
melakukan pengalokasian sejumlah elemen kerja ke dalam stasiun kerja.
¾ Pembahasan hanya dilakukan sampai elemen kerja ke 15 untuk mal body, kemudian elemen kerja ke 20-29 untuk mal sayap dan elemen kerja ke 35-40
untuk mal sambungan pada proses pembuatan bak air oval (O55), yaitu hingga
proses sebelum pengeringan.
¾ Pengukuran waktu dilakukan secara langsung terhadap operator dengan menggunakan jam henti (stopwatch).
¾ Pengambilan gerakan kerja dilakukan secara langsung dengan merekam menggunakan video camera terhadap operator.
¾ Kemampuan dan kecepatan semua operator dianggap normal dan berada pada kondisi kerja yang wajar pada saat pengukuran dan pengambilan rekaman
dilakukan.
¾ Metoda penentuan waktu baku yang digunakan adalah pengukuran waktu metoda (methods-time measurement) dan metoda keseimbangan lini yang
digunakan adalah Ranked Positional Weight (RPW).
1.4 Tujuan dan Manfaat
Adapun tujuan yang ingin dicapai dalam penelitian ini ialah :
Meng-efisienkan gerakan kerja operator dalam pengerjaan bak air oval (O55).
Berkurangnya waktu pengerjaan bak air oval (O55).
Mengurangi bottleneck dan meningkatkan efisiensi.
Manfaat yang dapat diambil dari penelitian ini adalah :
Bagi Perusahaan
Penelitian ini dapat membantu perusahaan untuk memperbaiki metoda kerja
dengan gerakan-gerakan kerja yang efektif dengan menerapkan peta tangan
kiri tangan kanan metoda MTM serta meningkatkan efisiensi dan
Bagi Universitas
Agar penelitian ini dapat bermanfaat bagi pihak universitas sebagai wawasan
mengenai aplikasi peta tangan kiri tangan kanan dan keterkaitannya dengan
keseimbangan lini.
Bagi Penulis
Laporan tugas akhir ini dapat bermanfaat sebagai batu loncatan bagi penulis
dalam mengaplikasikan ilmu teknik industri di dunia industri.
1.5 Gambaran Umum Perusahaan 1.5.1 Sejarah Singkat Perusahaan
PT. Lima Benua Sakti yang sejak tahun 2000 berganti nama menjadi PT. Benua
Indah Indonesia adalah salah satu perusahaan yang bergerak dalam industri fiber
glass yang memproduksi bak mandi. PT. Lima Benua Sakti didirikan tanggal 12
Agustus 1996 dengan akte perndirian No. 10 tahun 1996 diharapkan notaris Hosiana
S.H. Perusahaan terletak di Jl. Raya Pekayon (Lapangan Cobra) Bekasi Timur-Jawa
Barat.
Pada awalnya industri fiber glass di Indonesia diragukan prospeknya oleh banyak
pihak, karena produk fiber glass dirasakan tidak memiliki daya pakai yang tinggi,
disamping itu harga jual cukup mahal, hal ini terlihat dari lambatnya perkembangan
industri fiber glass pada tahun 80-an.
Kemudian seiring dengan semakin membaiknya tingkat ekonomi di Indonesia,
berpikir praktis, di samping kemudahan dalam pemasangan produk, hal ini turut
mendorong perkembangan industri fiber glass. Perkembangan teknologi yang
semakin maju sangat berpengaruh terhadap teknik produksi dari suatu badan usaha.
Terutama bagi perusahaan besar persaingan usaha tidak dapat dihindarkan lagi.
Seperti halnya tren dan mode konsumsi masyarakat dewasa ini di industri fiber glass
khususnya bak mandi semakin meningkat.
Hal tersebut dapat diketahui dari tingkat penjualan produk fiber glass khususnya
bak mandi serta kecenderungan masyarakat yang lebih suka menggunakan bak mandi
fiber glass. Selain itu, wilayah dan jumlah penduduk Indonesia memiliki potensi
pasar yang sangat besar di industri fiber glass.
1.5.2 Struktur Organisasi dan Manajemen Perusahaan
Struktur organisasi merupakan cara di mana kegiatan-kegiatan suatu organisasi
dibagi, diorganisir dan dikoordinasi. Struktur organisasi juga merupakan kelengkapan
utama dari suatu organisasi, apabila organisasi tersebut menginginkan adanya
efisiensi dalam menjalankan kegiatan operasionalnya. PT. Benua Indah Indonesia
memiliki struktur organisasi garis. Struktur organisasi perusahaan disusun sedemikian
rupa sehingga wewenang dan tanggung jawab masing-masing dalam melakukan
Pentingnya struktur organisasi di PT. Benua Indah Indonesia mencerminkan:
1. Pembagian tugas operasional pemasaran, produksi, keuangan dan administrasi ke
dalam berbagai jabatan yang dibentuk oleh perusahaan.
2. Pembagian wewenang dan tanggung jawab pejabat sesuai hirarkinya.
3. Hubungan komando dan koordinasi antara berbagai jabatan/posisi yang ada dalam
organisasi.
Secara rinci struktur organisasi PT. Lima Benua Sakti dapat dijelaskan sebagai
berikut:
1. RUPS
Tugas dan tanggung jawab :
a. Merupakan kekuasaan tertinggi dalam PT. Lima Benua Sakti.
b. Memilih, mengangkat serta memberhentikan Dewan Komisaris dan Direktur
Utama.
c. Menentukan anggaran yang harus dikeluarkan oleh perusahaan untuk
menjalankan kegiatan operasionalnya.
2. Dewan Komisaris
Tugas dan tanggung jawab :
a. Bertanggung jawab kepada RUPS dan bersama Direktur Utama menentukan
b. Melakukan pengawasan terhadap segala tindakan Direktur Utama dan
kegiatan perusahaan.
c. Memberikan nasehat dan petunjuk kepada Direktur Utama dalam rangka
mencapai tujuan perusahaan.
3. Direktur Utama
Tugas dan tanggung jawab :
a. Bertanggung jawab atas operasi perusahaan secara keseluruhan.
b. Mengawasi dan mengkoordinasi semua aktivitas perusahaan mulai dari proses
produksi, ketenagakerjaan, pembelanjaan sampai dengan masalah keuangan
baik melalui pengawasan langsung maupun berdasarkan laporan-laporan yang
dibuat oleh General Manager di bawahnya.
c. Mewakili perusahaan dalam mengambil keputusan.
d. Menyusun rencana, kebijakan dan program yang diperlukan untuk mencapai
tujuan perusahaan.
4. General Manager
Tugas dan tanggung jawab :
a. Bertanggung jawab secara langsung atas operasi perusahaan.
b. Membuat rencana operasi perusahaan secara keseluruhan.
c. Mengkoordinasikan seluruh kepala bagian di bawahnya dan mengawasi
5. Sekretaris
Tugas dan tanggung jawab :
a. Membantu tugas General Manager.
b. Menyusun dan mencatat kegiatan kantor atau perusahaan sesuai dengan
keputusan Direktur diteruskan kepada bagian masing-masing untuk diketahui
dan dilaksanakan.
c. Menyusun dan mencatat peraturan dan pengumuman perusahaan.
d. Mencatat surat masuk dan surat keluar ke agenda yang berhubungan dengan
seluruh kegiatan perusahaan.
e. Melaksanakan surat menyurat dan tugas korespondensi lainya.
6. Manager Kepala Engineering
Tugas dan tanggung jawab :
a. Membuat rencana produk berdasarkan order.
b. Mengkoordinasikan sub-sub yang ada di bawahnya.
c. Memastikan proses produksi dapat berjalan lancar.
d. Bertanggung jawab atas mutu barang yang telah selesai dikerjakan.
e. Mengawasi bahan untuk produksi.
7. Manager Kepala Produksi
Tugas dan tanggung jawab :
a. Mengatur jalannya semua produksi (line) masing-masing produksi.
b. Menyesuaikan rencana produksi (bahan baku dan pendukung) sesuai dengan
schedule produksi yang dibuat oleh marketing.
c. Bertanggung jawab atas mutu produksi hasil proses produksi.
d. Mengawasi jalannya proses produksi hasil proses produksi.
e. Bertanggung jawab atas semua personil/crew yang ada di bagian produksi.
8. Manager Quality Control
Tugas dan tanggung jawab :
a. Menentukan kualitas dan kuantitas kebutuhan bahan yang dibebankan pada
masing-masing produk.
b. Mengorganisir, mengawasi hasil akhir produksi dan kualitas produk yang siap
didistribusikan.
c. Menjaga kualitas produk agar konstan yang sesuai dengan standar kualitas
9. Finance dan Account Manager
Tugas dan tanggung jawab :
a. Mengatur dan membuka hubungan dengan bank-bank.
b. Memeriksa kas yang ada di perusahaan.
c. Bertanggung jawab atas uang masuk dan uang keluar yang telah disetujui
Direktur dengan bukti-bukti yang sah.
10.Marketing manager
Tugas dan tanggung jawab :
a. Sebagai ujung tombak perusahaan.
b. Membuat strategi dalam pemasaran barang/produk.
c. Membuat schedule pasar/daerah yang akan dituju.
11.Manager Kepala Gudang
Tugas dan tanggung jawab :
a. Menerima bahan baku dari supplier.
b. Menyiapkan bahan baku yang akan dipakai untuk produksi.
c. Menyusun/memakai bahan baku secara FIFO.
d. Mengawasi aura masuk dan arus keluar barang secara FIFO.
12.Teknisi
Tugas dan tanggung jawab :
a. Membantu Kepala engineering dalam operasional mesin sehari-hari.
b. Bertanggung jawab atas kelancaran operasional mesin sehari-hari kepada
Kepala engineering.
13.Pelaksana
Tugas dan tanggung jawab :
a. Mengangkut hasil produksi ke dalam kemasan pelindung produk.
b. Menyiapkan dan mengangkut hasil produksi yang siap didistribusikan.
14.Analis
Tugas dan tanggung jawab :
a. Membantu quality control dalam pelaksanaan teknis pengawasan mutu produk.
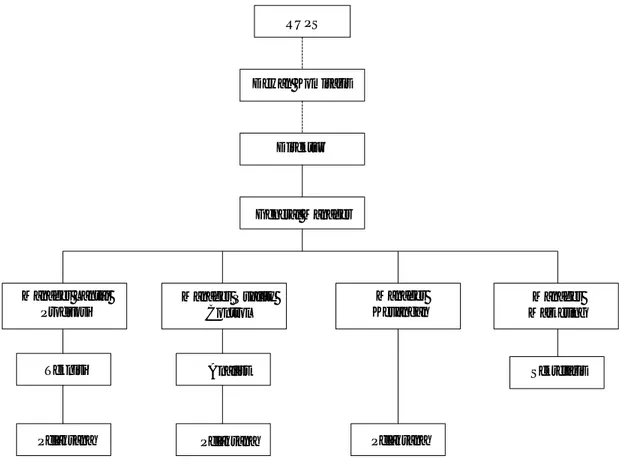
Berikut struktur organisasi PT. Benua Indah Indonesia : RUPS Dewan Komisaris Direktur General Manager Manager Lantai Produksi Manager Quality Control Manager Keuangan Manager Marketing Teknisi Pelaksana Pelaksana Analist Pelaksana Sekretaris Keterangan : = Garis Perintah = Garis Pengawasan
1.5.3 Lokasi Bidang Usaha Perusahaan
PT. Benua Indah Indonesia dari mulai berdiri sampai sekarang mempunyai 2
lokasi:
1. Office & Marketing :
JL. Kalimalang no 1 – 2, Jaka Sampurna
Bekasi Barat – Jawa Barat
2. Pabrik :
JL. Raya Pekopen ( Lapangan Cobra ) Tambun
Bekasi Timur – Jawa Barat
PT. Benua Indah Indonesia memiliki karyawan sebanyak 20 orang pada lantai
produksi dengan 6 hari kerja dan hari sabtu setengah hari kerja dan 1 shift = 8 jam
dimulai dari pukul 08.00 hingga 16.30 dan istirahat selama 30 menit. PT. Benua
Indah Indonesia menempati lahan seluas 1800 m2 di Kecamatan Tambun Bekasi,
Sekitar 80% tenaga kerja bagian produksi yang bekerja di PT. Benua Indah Indonesia
merupakan masyarakat yang tinggal di sekitar pabrik.
1.5.4 Proses Produksi bak Air Oval (O55)
Keputusan perencanaan mutu untuk perusahaan ini menyangkut tentang apa yang
dilakukan, bagaimana melakukan, kapan melakukan dan siapa yang melakukannya.
Pada bagian ini yang ditugaskan untuk melakukan perencanaan mutu di lapangan
standar untuk beberapa hal perlu dilakukan penyesuaian-penyesuaian dengan kondisi
yang ada di lapangan.
Kinerja produksi khususnya pengendalian mutu ( Quality Control ) sangat
mempengaruhi kualitas dari suatu produk yang dihasilkan. Karena itulah perusahaan
sangat memperhatikan proses produksi.
Perencanaan standar mutu PT. Benua Indah Indonesia mencakup perencanaan
standar mutu bahan baku, perencanaan standar mutu proses produksi dan standar
mutu produk akhir. Perencanaan ketiga standar mutu tersebut digunakan sebagai
pedoman dalam melakukan pengawasan mutu.
Proses produksi pada PT. Benua Indah Indonesia dilakukan secara kontinu
sehingga pada saat proses produksi sudah dimulai maka harus diselesaikan apabila
tidak diteruskan maka bahan baku yang digunakan akan terbuang sia-sia.
Untuk lebih jelasnya proses produksi sebagai berikut :
1. Dimulai dari molding ( cetakan ), membuat cetakan kasar secara manual
dengan menggunakan produk jadi. Proses ini tidak selalu dilakukan setiap kali
melakukan produksi, namun bila memang dibutukan cetakan lagi, baru akan
dibuat kembali.
2. Setelah molding secara manual telah terbentuk , cetakan dibersihkan dari debu
3. Colouring ( Pemberian warna )
Setelah cetakan dibersihkan kemudian cetakan dilapisi dengan campuran
resin, pigmen dan pengental pigmen (warna). Warna yang digunakan ini
sesuai dengan warna bak mandi yang ingin diproduksi. Cetakan terdiri dari 3
bagian (part) yaitu :
a. mal body
b. mal sayap
Gambar 1.2 Mal Sayap
c. mal sambungan
4. Matting (penempelan matt )
Lapisan warna yang sudah cukup kering kemudian Matt tipe 300 ditempelkan
pada lapisan warna tersebut. Setelah seluruh permukaan cetakan dipenuhi
dengan matt, bak mandi tersebut kembali dilapisi dengan campuran resin dan
pigmen agar matt menyatu dengan lapisan warna yang hampir kering
sebelumnya.
5. Pelapisan Resin dan pigmen pada WIP (work in proces/ barang setengah jadi )
dimaksudkan agar WIP tadi tidak tembus pandang. Pada proses ini dilakukan
pengawasan mutu / QI ( Quality Inspection ) dan apabila tidak melewati QI,
produk dikembalikan ke bagian repair untuk diperbaiki.
6. Dalam keadaan 50% kering, lapisan warna kembali dilapisi dengan campuran
resin dan pigmen yang sama pada bagian terdahulu, hanya saja ditambahkan
katalisator untuk mempercepat pengeringan dan agar lapisan warna tadi dapat
menyatu dengan matt ( fiber/serat ).
7. Drying ( pengeringan ).
Proses pengeringan dilakukan secara manual dengan cara dijemur baik
langsung terkena sinar matahari maupun tidak.
8. Pengangkatan WIP dari cetakan.
WIP yang telah kering diangkat dari cetakan dengan menggunakan dorongan
tekanan angin yaitu dari mesin kompresor. Apabila pada saat pelepasan WIP
kebocoran pada bak mandi. Pada proses ini kembali dilakukan QI ( Quality
Inspection ).
9. Finishing ( penyelesaian )
Pada tahap finishing dilakukan 3 bagian yaitu :
a. Paper Sanding , yaitu mengamplas permukaan bak mandi baik bagian
dalam maupun bagian luar, untuk menghaluskan permukaan bak madi dari
debu dan air bubble ( gelembung udara ).
b. Cleaning, yaitu pembersihan permukaan bak mandi dengan menggunakan
thinner dari sisa bahan baku, debu dan air.
c. Wax, yaitu pelapisan permukaan bak mandi agar menjadi licin dan
menyemprotkan lemon pledge untuk mengkilapkan permukaan bak mandi.
Pada tahap akhir ini, produk kembali diperiksa sebelum dimasukkan ke dalam