SEVEN TOOLS DI PT. H ILON SURABAYA
(STUDI K ASUS FINISHING
PRODUK MATRAS)
SKRIPSI
O
Olleehh::
A
A
N
N
D
D
R
R
I
I
H
H
E
E
R
R
M
M
A
A
W
W
A
A
N
N
0
0
5
5
3
3
2
2
0
0
1
1
0
0
1
1
2
2
8
8
J
J
U
U
R
R
U
U
S
S
A
A
N
N
T
T
E
E
K
K
N
N
I
I
K
K
I
I
N
N
D
D
U
U
S
S
T
T
R
R
I
I
F
F
A
A
K
K
U
U
L
L
T
T
A
A
S
S
T
T
E
E
K
K
N
N
O
O
L
L
O
O
G
G
I
I
I
I
N
N
D
D
U
U
S
S
T
T
R
R
I
I
U
U
N
N
I
I
V
V
E
E
R
R
S
S
I
I
T
T
A
A
S
S
P
P
E
E
M
M
B
B
A
A
N
N
G
G
U
U
N
N
A
A
N
N
N
N
A
A
S
S
I
I
O
O
N
N
A
A
L
L
“
“
V
V
E
E
T
T
E
E
R
R
A
A
N
N
”
”
J
ANALISIS DEFECT PADA PROSES PRODUKSI DENGAN
METODE QCC (QUALITY CONTROL CIRCLE) DAN
SEVEN TOOLS DI PT. H ILON SURABAYA
(STUDI K ASUS FINISHING
PRODUK MATRAS)
Oleh :
A
ANNDDRRIIHHEERRMMAAWWAANN 0
0553322001100112288
Telah diper tahankan dihadapan dan diter ima oleh Tim Penguji J ur usan Tek nik Industr i
Fakultas Teknologi Industr i
Univer sita s Pembangunan Nasional “Veter an” J atim Pada Tanggal 15 J uni 2012.
Tim Penguji :
1. Ir . Har i Pur woadi, MM NIP. 19480828 198403 1 001
2. Dr s. Pailan, MPd
NIP. 19650225 199203 1 001
3. Ir . Yustina Ngatilah, MT. NIP. 19570306 198803 2 001
Dosen Pembimbing :
1. Ir . Yustina Ngatilah, MT. NIP. 19570306 198803 2 001
2. Ir . Endang PW, MMT NIP. 19591228 198803 2 001
Mengetahui,
Dekan Fakultas Tek nologi Industr i
Univer sita s Pembangunan Nasional ”Veter an” J atim
SKRIPSI
ANALISIS DEFECT PADA PROSES PRODUKSI DENGAN
METODE QCC (QUALITY CONTROL CIRCLE) DAN
SEVEN TOOLS DI PT. H ILON SURABAYA
(STUDI K ASUS FINISHING
PRODUK MATRAS)
Oleh :
A
ANNDDRRIIHHEERRMMAAWWAANN 0
0553322001100112288
Telah Disetujui untuk mengikuti Ujian Negar a Lisan Per iode VI Tahun Akademik 2011 – 2012
Sur abaya, 04 J uni 2012
Mengetahui,
Pembimbing I Pembimbing II
I
Irr..YYuussttiinnaaNNggaattiillaahh,,MMTT.. IIrr..EEnnddaannggPPWW,,MMMMTT
NIP. 19570306 198803 2 001 NIP. 19591228 198803 2 001
Ketua J ur usan Teknik Industr i UPN “Veter an” J awa Timur
Dengan mengucapkan syukur kehadirat Allah SWT, penulis dapat menyelesaikan Tugas Akhir (Skripsi) dengan judul ANALISIS DEFECT PADA PROSES PRODUKSI DENGAN METODE QCC (QUALITY CONTROL CIRCLE) DAN SEVEN TOOLS DI PT. HILON SURABAYA (STUDI KASUS
FINISHING PRODUK MATRAS) Pelaksanaan penelitian di PT. HILON Surabaya
pada bulan Agustus 2010 sampai selesai.
Laporan ini disusun berdasarkan pengamatan dan data informasi yang saya peroleh dari lapangan dan pembimbing di PT. HILON Surabaya serta literatur yang tersedia. Oleh karena itu saya mengucapkan terima kasih yang sebesar-besarnya kepada :
1. Bapak Ir. Sutiyono, MT sebagai Dekan Fakultas Teknologi Industri UPN “Veteran” Jawa Timur.
2. Dr. Ir. Minto Waluyo, MM selaku Ketua Jurusan Teknik Industri FTI UPN “Veteran” Jawa Timur.
3. Ir. Yustina Ngatilah, MT selaku dosen pembimbing I dan Ir. Endang PW, MMT selaku dosen pembimbing II Tugas Akhir.
4. Bapak Mukhlas selaku pembimbing lapangan di PT. HILON Surabaya. 5. Segenap staf dan karyawan PT. HILON Surabaya yang telah membantu
pelaksanaan penelitian ini.
9. Thanks for all.
Semoga Allah SWT melimpahkan berkat dan rahmat-Nya kepada mereka, atas segala bantuan dan jasa yang telah diberikan kepada penulis selama ini. Penulis menyadari bahwa ada kekurangan dan kesalahan mohon dimaklumi dan penulis juga mengharapkan kritik dan saran yang bersifat membangun demi penyempurnaan laporan penelitian ini. Akhir kata, semoga laporan penelitian tugas akhir ini berguna bagi para pembaca.
Surabaya, 15 Juni 2012
HALAMAN J UDUL ...i
LEMBAR PENGESAHAN ...iii
KATA PENGANTAR ...v
DAFTAR ISI ...vii
DAFTAR GAMBAR ...xi
DAFTAR TABEL ...xiii
DAFTAR LAMPIRAN ...xv
ABSTRAKSI BAB I PENDAHULUAN 1.1. Latar Belakang ... 1
1.2. Perumusan Masalah ... 3
1.3. Batasan Masalah ... 4
1.4. Tujuan Penelitian ... 4
1.5. Asumsi ... 4
1.6. Manfaat Penelitian ... 5
1.7. Sistematika Penulisan ... 5
BAB II TINJ AUAN PUSTAKA 2.1. Kualitas ... 7
2.5. Seven Tools ... 24
2.5.1. Check Sheet (lembar isian) ... 24
2.5.2. Diagram Batang ... 26
2.5.3. Diagram Sebab Akibat ... 26
2.5.4. Diagram Pareto ... 29
2.5.5. Diagram Pencar ... 31
2.5.6. Peta kontrol ... 32
2.5.7. Stratifikasi ... 34
2.6 Gugus Kendali Mutu (QCC) ... 35
2.7 Produk Matras ... 38
2.8 Peneliti Terdahulu ... 38
BAB III METODE PENELITIAN 3.1. Lokasi dan Waktu Penelitian ... 41
3.2. Identifikasi dan Definisi Operasional Variabel ... 41
3.2.1 Identifikasi Variabel ... 41
3.2.2 Definisi Operasional Variabel ... 42
3.3. Metode Pengumpulan Data ... 43
3.4. Metode Pengolahan Data ... 44
4.1.1. Proses Produksi ... 53
4.1.2. Data Produksi... 53
4.1.2.1. Pemilihan Obyek Penelitian ... 53
4.1.3. Data Kecacatan ... 54
4.1.4. Data Jenis Kecacatan ... 55
4.2. Perhitungan Prosentase Kecacatan... 55
4.3. Pembuatan Checksheet, Histogram, Diagram Pereto, Peta Control ... 57
4.4. Identifikasi Penyebab Masalah ... 65
4.1.1. (Fishbone Diagram) ... 65
4.5. Perencanaan Perbaikan ... 74
4.6. Pengumpulan Data Setelah Perbaikan... 76
4.6.1. Data Kecacatan ... 77
4.6.2. Data Jenis Kecacatan ... 77
4.7. Perhitungan Prosentase Kecacatan... 78
4.8. Mengevaluasi Hasil Perbaikan... 79
4.8.1. Pembuatan Diagram Pereto, Peta Kontrol, dan Checksheet ... 79
4.9. Hasil Data Perbandingan Prosentase Kecacatan Antara Periode I dengan Periode II ... 85
4.10. Membuat Standarisasi ... 86
4.11. Menentukan Masalah Berikutnya ... 87
5.1. Saran ... 93 DAFTAR PUSTAKA
Gambar 2.1. Siklus PDCA ... 18
Gambar 2.2. Delapan Langkah Perbaikan Kualitas ... 19
Gambar 2.3. Check Sheet ... 25
Gambar 2.4. Histogram ... 26
Gambar 2.5. Fish Bone Diagram ... 29
Gambar 2.6. Diagram Pareto ... 31
Gambar 2.7. Scatter Diagram ... 32
Gambar 3.1. Flow Chart Pemecahan Masalah ... 47
Gambar 4.2. Histogram jenis dan jumlah kecacatan Health Matras Motif selama periode 3 bulan ... 58
Gambar 4.3 Diagram pareto jenis dan jumlah kecacatan Health Matras Motif selama periode 3 bulan ... 59
Gambar 4.4. Peta kontrol P kecacatan Health Matras Motif pada bulan Agustus 2010 ... 61
Gambar 4.5. Peta kontrol P kecacatan Health Matras Motif pada bulan September 2010 ... 63
Gambar 4.6. Peta kontrol P kecacatan Health Matras Motif pada bulan Oktober 2010 ... 65
Gambar 4.7. Diagram sebab akibat kecacatan Jahitan Tidak Rata ... 66
Gambar 4.8. Diagram sebab akibat kecacatan Dimensi Matras Tidak Sesuai ... 67
Gambar 4.12. Diagram sebab akibat kecacatan isi matras / padding tidak
merata ... 71 Gambar 4.13 Diagram pareto jenis dan jumlah kecacatan Health Matras
Motif bulan Januari 2011 - Maret 2011 ... 80 Gambar 4.14. Peta Kontrol P kecacatan kecacatan Health Matras Motif
pada bulan Januari 2011 ... 82 Gambar 4.15. Peta Kontrol P kecacatan kecacatan Health Matras Motif
pada bulan Februari 2011 ... 84 Gambar 4.16. Peta Kontrol P kecacatan Health Matras Motif pada bulan
Tabel 2.1. Matrik Rencana Perbaikan 5W + 1H ... 21 Tabel 4.1 Data produksi dan kecacatan jenis Matras Bulan Agustus –
Oktober 2010 ... 54 Tabel 4.2 Data produksi dan kecacatan Health Matras Motif Bulan Agustus
– Oktober 2010 ... 54 Tabel 4.3 Data jenis dan jumlah kecacatan Health Matras Motif Bulan
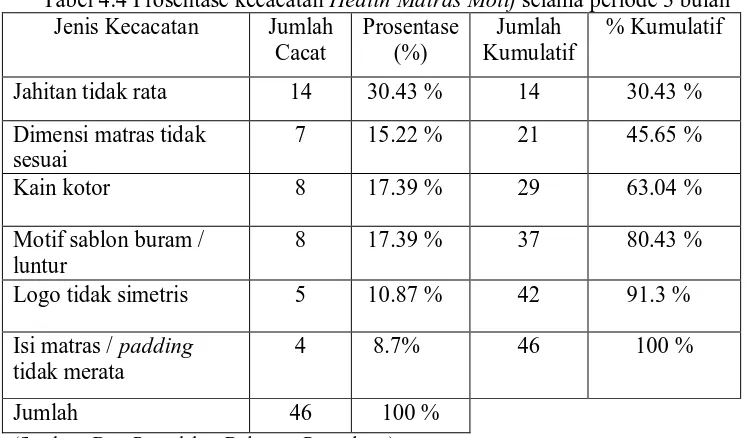
Agustus – Oktober 2010 ... 55 Tabel 4.4 Prosentase kecacatan Health Matras Motif selama periode 3
bulan ... 56 Tabel 4.5 Check Sheet untuk jumlah cacat pada bulan Agustus 2010 –
Oktober 2010 ... 57 Tabel 4.6 Data distribusi Frekuensi ... 57 Tabel 4.7. Perhitungan Untuk peta kontrol P kecacatan Health Matras
Motif pada bulan Agustus 2010 ... 61
Tabel 4.8. Perhitungan Untuk peta kontrol P kecacatan Health Matras Motif pada bulan September 2010 ... 62
Tabel 4.9. Perhitungan Untuk peta kontrol P kecacatan Health Matras Motif pada bulan Oktober 2010 ... 64
Tabel 4.10 Rencana perbaikan (5 W + 1 H) ... 74 Tabel 4.11 Data produksi dan prosentase kecacatan Health Matras Motif
Tabel 4.13. Perhitungan Untuk diagram pareto jenis dan jumlah matras health matras motif pada bulan Januari 2011 - Maret 2011 ... 79
Tabel 4.14 Check Sheet untuk jumlah cacat pada bulan Januari 2011 –
Maret 2011 ... 79 Tabel 4.15. Perhitungan Untuk peta kontrol P kecacatan Health Matras
Motif pada bulan Januari 2011 ... 81 Tabel 4.16 Perhitungan Untuk peta kontrol P kecacatan Health Matras
Motif pada bulan Februari 2011 ... 82 Tabel 4.17. Perhitungan Untuk peta kontrol P kecacatan Health Matras Motif
pada bulan Maret 2011 ... 84 Tabel 4.18. Perbandingan kecacatan Health Matras Motif Sebelum dan
Sesudah Usulan Perbaikan ... 85 Tabel 4.19 Perhitungan Cacat produksi Health Matras Motif
LAMPIRAN I GAMBARAN UMUM PERUSAHAAN
LAMPIRAN II ALUR PROSES PRODUKSI MATRAS
LAMPIRAN III DATA PRODUKSI DAN KECACATAN
LAMPIRAN IV PERHITUNGAN PROSENTASE KUMULATIF
LAMPIRAN V PERHITUNGAN PETA KONTROL
LAMPIRAN VI PERHITUNGAN HASIL PERBANDINGAN ANTARA KE
PENDAHULUAN
1.1Latar Belakang
Secara umum kualitas atau mutu merupakan karakteristik dari suatu produk atau jasa yang ditentukan oleh pemakai atau customer dan diperoleh melalui pengukuran proses serta melalui perbaikan yang berkelanjutan (continuous improvement). Keuntungan yang dicapai dengan menghasilkan produk yang bermutu yaitu pertama, peningkatan pasar (market gain), mutu produk yang meningkat akan membuat produk tersebut makin dikenal sehingga permintaan pasar meningkat dan keuntungan perusahaan juga meningkat. Keuntungan kedua adalah penghematan biaya (cost saving). mutu produk yang meningkat akan menurunkan biaya produksi, cacat produk tentu akan mengakibatkan penggantian ulang (rework) yang membutuhkan tambahan biaya material, biaya tenaga kerja, listrik,dll, yang mengurangi keuntungan perusahaan.
Alat – alat pengendalian kualitas produk yang dikenal dengan sebutan Seven Tools, Seven tools ini terdiri dari : check sheet, diagram pareto, diagram
sebab akibat, control chart, scatter diagram (diagram sebar) dan histogram. Seven Tools adalah 7 alat yang digunakan untuk mengendalikan kualitas dengan macam
PT. HILON - SURABAYA merupakan perusahaan tekstil / garmen yang memproduksi beberapa produk padding, yang berlokasi di JL. Mastrip Warugunung 207, Surabaya. Produk yang dihasilkan yaitu bantal, guling, kasur lipat, matras. Produk matras disini berbahan dari padding, kain, benang dengan proses produksi menggunakan mesin quilting. Alur proses pembuatan matras pertama yaitu proses padding yang merupakan proses pembuatan lembaran padding dan selanjutnya yaitu proses quilting yaitu proses pelapisan padding
dengan kain yang telah diberi motif dan setelah itu baru proses penjahitan. Setelah produk jadi masuk ke proses reparasi jahitan yaitu pengecekan ulang pada jahitan setelah selesai masuk ke proses packing. Permasalahan yang dihadapi oleh PT. HILON menurut kepala produksi PT. HILON adalah masalah kecacatan pada hasil produksi matras, karena produk matras juga merupakan salah satu produk yang paling banyak diproduksi dan mempunyai tingkat kecacatan yang lebih besar, maka sangat perlu untuk memperhatikan kualitas produk tersebut. Dalam penelitian ini didapatkan standart untuk defect produk matras yaitu tidak lebih dari 2.9%. Dan untuk standart kecacatan produk yang ditetapkan dari perusahaan dari bagian quality control adalah cacat produk tidak lebih dari 1.5%. Kedua standart tersebut merupakan ukuran prosentase yang dijadikan patokan dari perbaikan kualitas secara continous. Kecacatan matras terjadi pada hasil quilting atau jahitan yang kurang baik, kain matras kotor atau ada lubang, ketahanan atau daya tekan padding, logo matras dan kemasan yang kurang simetris atau tidak center. Hal ini
Guna mencapai kondisi ini harus dilakukan perbaikan secara terus menerus. Hal tersebut dapat dilaksanakan dengan menggunakan metode QCC (Quality Control Circle). Teknik ini menggunakan alat - alat dasar seven tools
seperti : check sheet, diagram pareto, histogram, diagram sebab akibat, stratifikasi, scatter diagram (diagram sebar), dan control chart. Alat – alat ini
membantu memahami dan mengembangkan proses pengendalian maupun perbaikan kualitas. Adapun metode lain yang berhubungan dengan kualitas baik produk atau jasa yaitu; TQM, Six Sigma, QFD, TQC. Perbandingan metode tersebut dengan metode QCC yaitu, TQM merupakan sistem manajemen yang mengangkat kualitas sebagai strategi usaha dan berorientasi pada kepuasan pelanggan dengan melibatkan seluruh anggota organisasi, lebih mengarah ke faktor tenaga kerjanya. (Tjiptono, F & Diana, A ,2001). Six Sigma adalah suatu visi peningkatan kualitas menuju kesempurnaan (zero defect - kegagalan nol). (Gaspersz, Vincent, 2002). QFD berfokus pada pengembangan ketrampilan untuk merancang, menciptakan dan memasarkan produk yang dibutuhkan dan diinginkan oleh pelanggan. Sedangkan metode QCC sendiri merupakan pelaksanaan yang menyeluruh mulai dari mengidentifikasi permasalahan atau deffect, langkah perbaikan, dan penetapan standarisasi untuk mempertahankan
1.2Per umusan Masalah
Berdasarkan pendahuluan di atas permasalahan yang akan dibahas dalam penelitian ini adalah “Bagaimana menganalisis kualitas dan memperbaiki defect pada produksi matras di PT. HILON – SURABAYA”.
1.3Batasan Masalah
Batasan masalah dalam penelitian ini diperlukan agar dalam pemecahan masalah tidak menyimpang dari tujuan penelitian, serta untuk menghindari terlalu luasnya permasalahan yang akan dipecahkan.
1. Tidak membahas permasalahan biaya.
2. Kriteria tingkat keempukan dari matras tidak diteliti 3. Kecacatan yang diteliti adalah berupa kecacatan atribut
4. Penelitian ini dilakukan pada proses lanjutan (proses setelah produksi padding)
1.4Asumsi
Asumsi – asumsi yang digunakan dalam penelitian ini antara lain : 1. Pengadaan bahan baku dan material berjalan lancar.
2. Bila produk cacat dianggap hanya mempunyai 1 jenis kecacatan 1 unit.
1.5Tujuan Penelitian
Sesuai dengan permasalahan yang ada maka tujuan dari penelitian ini adalah :
2. Menganalisis kecacatan produk matras. 3. Melakukan usulan perbaikan.
1.6 Manfaat Penelitian
Manfaat yang dapat diambil dari penelitian yang dilakukan adalah sebagai berikut :
1. Memberikan masukan gambaran tentang faktor – faktor yang mempengaruhi kualitas produk atau proses dan penyebab timbulnya cacat.
2. Menambah wawasan dan kemampuan dalam mengaplikasikan ilmu – ilmu Teknik Industri khususnya metode Quality Control Circle untuk memecahkan masalah-masalah riil dalam dunia industri.
1.7Sistematika Penulisan
Sistematika Penulisan yang digunakan akan disesuaikan dengan yang ditetapkan oleh pihak fakultas untuk memudahkan dalam pelaksanaan penelitian yaitu:
BAB I : PENDAHULUAN
Bab ini berisi tentang gambaran umum persoalan yang terdiri atas latar belakang, rumusan masalah, batasan masalah, tujuan penelitian, asumsi, manfaat penelitian dan sistematika penelitian.
BAB II : TINJ AUAN PUSTAKA
dalam proses pemecahan masalah yang dimulai dari identifikasi masalah dan berakhir pada tahap penarikan kesimpulan dan pengusulan saran-saran.
BAB III : METODE PENELITIAN
Bab ini berisi tentang tempat dan waktu penelitian, identifikasi variabel – variabel serta, metode pengumpulan data, metode analisis data serta langkah – langkah pemecahan masalah secara sistematis. BAB IV : HASIL ANALISIS DAN PEMBAHASAN
Bab ini berisi tentang proses pengolahan data yang diperoleh dari observasi, kemudian hasil dari pengolahan data tersebut dianalisis dan diinterpretasi.
BAB V : KESIMPULAN DAN SARAN
Bab ini berisi kesimpulan dan saran sebagai bahan pertimbangan. DAFTAR PUSTAKA
TINJ AUAN PUSTAKA
2.1. Kualitas
Para pakar kualitas mencoba memberikan beberapa definisi dari kata kualitas, diantaranya sebagai berikut :
1. Menurut Garvin dan Davis (1994)
Kualitas merupakan suatu kondisi dinamis yang berhubungan dengan produk, manusia/tenaga kerja, proses dan tugas serta lingkungan yang memenuhi atau melebihi harapan pelanggan atau konsumen. (Nasution,M., A.2005).
2. Menurut Tjiptono (1996), kualitas merupakan arti penting dalam kompetisi didunia usaha strategi marketing, harus berdasarkan pada komitmen manajemen untuk meneruskan perbaikan kualitas, dan hal ini sudah diaplikasikan oleh banyak organisasi serta perusahaan untuk mempertahankan posisinya, disamping adanya persaingan membuat hilangnya pangsa pasar yang cukup besar ke pesaing lain yang lebih mengutamakan kualitas. Konsep
kualitas sering dianggap sebagai ukuran relatif kebaikan suatu produk atau jasa yang terdiri atas kualitas desain dan kualitas kesesuaian. Kualitas desain
merupakan fungsi spesifikasi produk, sedangkan kualitas kesesuaian adalah suatu ukuran seberapa jauh suatu produk mampu memenuhi persyaratan atau spesifikasi kualitas yang telah ditetapkan. Pada kenyataannya aspek ini
bukanlah satu-satunya aspek kualitas.
• Kualitas meliputi usaha memenuhi atau melebihi harapan pelanggan. • Kualitas mencakup produk, tenaga kerja, proses, dan lingkungan.
• Kualitas merupakan kondisi yang selalu berubah (misalnya apa yang
dianggap merupakan kualitas saat ini mungkin pada masa yang mendatang dianggap kurang berkualitas). (Nasution,M., A.2005).
Ada delapan dimensi kualitas yang dikembangkan Garvin dan dapat digunakan sebagai kerangkan perencanaan strategi dan analisis. Dimensi tersebut adalah : (Tjiptono, F & Diana, A ,2001).
1. Kinerja (performance), karakteristik operasi pokok dari produk ini.
2. Ciri – ciri keistimewaan tambahan (features), yaitu karakteristik sekunder dan pelengkap.
3. Kehandalan (Realibility), yaitu kemungkinan kecil yang akan mengalami kerusakan atau gagal yang dipakai.
4. Kesesuaian dan spesifikasi (confermance to spesification), yaitu sejauh mana karakteristik desain dan operasi memenuhi standard yang telah ditetapkan sebelumnya.
5. Daya tahan (durability), berkaitan erat dengan berapa lama suatu produk dapat terus digunakan.
6. Servicebility, meliputi kecepatan, kompetensi, kenyamanan, mudah dispersi dan penanganan keluhan yang memuaskan.
7. Estetika, yaitu daya tarik produk terhadapa panca indera.
Setiap produk mempunyai sejumlah unsur yang bersama-sama menggambarkan kecocokan penggunanya. Parameter-parameter ini biasanya dinamakan ciri-ciri kualitas. Ciri-ciri kualitas ada beberapa jenis :
1. Fisik, yaitu Panjang, berat, voltase, kekentalan. 2. Indera, yaitu Rasa, penampilan, warna.
3. Orientasi waktu, yaitu keandalan (dapatnya dipercaya), dapatnya dipelihara, dapatnya dirawat. (Douglas C, 1993).
2.2. Manajemen Kualitas
Pada dasarnya manajemen kualitas (Quality Management) didefinisikan sebagai suatu cara meningkatkan performansi terus-menerus (Continous Performance Improvement) pada setiap level operasi atau proses, dalam setiap
area fungsional dari suatu modal yang tersedia. (Quality Vocabulary) mendefinisikan manajemen kualitas sebagai aktivitas dari suatu fungsi manajemen secara keseluruhan yang menetukan kebijaksanaan kualitas, tujuan – tujuan dan tanggung jawab serta mengimplementasikannya melalui alat – alat seperti :
1. Penetapan dan pengembangan tujuan dan kebutuhan untuk kualitas serta penerapannya yang disebut perencanaan kualitas (Quality Planning).
2. Teknik – teknik dan aktifitas operasional yang digunakan untuk memenuhi persyaratan kualitas disebut pengendalian kualitas (Quality Control).
4. Tindakan – tindakan yang diambil guna meningkatkan nilai produk untuk pelanggan melalui struktur organisasi disebut peningkatan (Quality Improvement). (Nasution,M., A.2005)
Manajemen kualitas dapat didefinisikan dalam berbagai versi, namun pada dasarnya manajemen kualitas berfokus pada perbaikan terus - menerus untuk memenuhi kepuasan pelanggan dengan berorientasi pada proses yang mengintegrasikan semua sumber daya manusia, pemasok - pemasok (supllier) dan para pelanggan (customers) di lingkungan perusahaan (corporate environment).
Dalam manajemen kualitas diperlukan perencanaan kualitas yang meliputi pengembangan produk, sistem, dan proses yang dibutuhkan untuk memenuhi atau melampaui harapan pelanggan.
Langkah-langkah yang dibutuhkan menurut The Juran Trilogy adalah : 1. Menentukan siapa yang menjadi pelanggan.
2. Mengidentifikasi kebutuhan para pelanggan.
3. Mengembangkan produk dengan keistimewaan yang dapat memenuhi kebutuhan pelanggan.
4. Mengembangkan sistem dan proses yang memungkinkan organisasi untuk menghasilkan keistimewaan tersebut.
5. Menyebarkan rencana kepada level operasional. (Nasution,M., A.2005)
2.3. Pengendalian Kualitas
Pengendalian kualitas adalah suatu sistem verifikasi dan penjagaan atau perawatan dari suatu tingkatan atau derajat kualitas atau proses yang dikehendaki dengan cara perencanaan yang seksama, pemakaian peralatan yang sesuai, inpeksi yang terus menerus, serta tindakan korektif bilamana diperlukan. Dengan demikian hasil yang diperoleh dari kegiatan pengendalian kualitas ini benar - benar bisa memenuhi standard – standard yang telah direncanakan / ditetapkan.
Aktivitas pengendalian kualitas umumnya akan meliputi kegiatan - kegiatan :
1. Pengamatan terhadap performans produk atau proses.
2. Membandingkan performans yang ditampilkan tadi dengan standard – standard yang berlaku.
3. Mengambil tindakan apabila terdapat penyimpangan – penyimpangan yang cukup signifikan (accept or reject) dan apabila perlu dibuat tindakan yang mengkoreksinya. (Wignjosoebroto, 2003).
Kegiatan pengendalian kualitas pada dasarnya akan merupakan keseluruhan kumpulan aktivitas dimana kita berusaha untuk mencapai kondisi “fitness for use” tidak peduli dimana aktivitas tersebut akan dilaksanakannya, yaitu mulai dari suatu produk dirancang, diproses sampai selesai dan didistribusikan ke konsumen. Kegiatan pengendalian kualitas antara lain akan meliputi aktivitas – aktivitas sebagai berikut :
1. Perencanaan kualitas pada saat merancang (desain) produk dan proses pembuatannya.
2. Pengendalian dalam penggunaan segala sumber material yang dipakai dalam proses produksi (incoming material control).
3. Analisa tindakan koreksi dalam kaitannya dengan cacat – cacat yang dijumpai pada produk yang dihasilkan, dll. (Wignjosoebroto, 2003).
Suatu produk harus dibuat sedemikian rupa sehingga bisa sesuai (conform) dan memenuhi spesifikasi, standard dan kriteria – kriteria standard kerja lainnya yang telah disepakati. Dalam pemakaian nantinya, maka produk tersebut harus pula sesuai dengan fungsi yang telah dirancang sebelumnya. Kualitas kesesuain ini akan berkaitan dengan tiga macam bentuk pengendalian (kontrol) sebagai berikut :
a. Pencegahan cacat (defect preventation)]
b. Mencari kerusakan, kesalahan atau cacat (defect finding)
Aplikasi dan pemakaian metode - metode yang spesifikasi untuk proses inspeksi, pengujian, analisis statistik, dan lain – lain. Proses untuk mencari penyimpangan - penyimpangan terhadap tolak ukur atau standard yang telah ditetapkan.
c. Analisa & tindakan koreksi (defect analysis & correction)
Menganalisa kesalahan - kesalahan yang terjadi dan melakukan koreksi - koreksi terhadap penyimpangan tersebut. Kegiatan ini merupakan tanggung jawab dari bagian pengendalian kualitas.
Pelaksanaan yang cermat terhadap upaya pengendalian kualitas dari rancangan produk (quality of design) dan kualitas kesesuaian (quality of conformance) akan memberikan tingkat kualitas performans dari produk yang
dihasilkan (quality of performance). (Wignjosoebroto, 2003).
A. Langkah-langkah dalam pengendalian kualitas menurut The Juran Trilogy, yaitu :
1. Menilai kinerja kualitas aktual.
2. Membandingkan kinerja dengan tujuan.
3. Bertindak berdasarkan perbedaan antara kinerja dan tujuan. B. Tujuan dari pelaksanaan kualitas adalah :
1. Pencapaian kebijaksanaan dan terget perusahaan secara efisien. 2. Perbaikan hubungan manusia.
3. Peningkatan moral karyawan.
Dengan mengarahkan pada pencapaian tujuan-tujuan diatas maka akan terjadi peningkatan produktivitas dan profibilitas usaha. Secara spesifik dapat dikatakan bahwa tujuan pengendalian kualitas adalah :
1. Memperbaiki kualitas produk yang dihasilkan.
2. Penurunan ongkos kualitas (cost of quality) secara keseluruhan. (Wignjosoebroto, 2003).
2.4. Per baikan Kualitas
Suatu perusahaan selalu berusaha untuk memperbaiki kualitas produk yang dihasilkan secara terus – menerus agar bisa bersaing dengan perusahaan lain dan tentunya agar bisa diterima oleh konsumen. Perbaikan harus dilakukan secara on-going dan terus-menerus. Langkah-langkah yang dapat dilakukan menurut The
Juran Trilogy adalah :
1. Mengembangkan infra struktur yang diperlukan untuk melakukan perbaikan kualitas setiap tahun. 2. Mengidentifikasi bagian-bagian yang membutuhkan perbaikan dan melakukan
proyek perbaikan.
3. Membentuk suatu tim proyek yang bertanggung jawab dalam menyelesaikan setiap proyek perbaikan.
Terdapat beberapa metode yang digunakan dalam perbaikan kualitas, yaitu : 1. QCC (Quality Control Circle)
Metode ini mampu untuk mengidentifikasi sekaligus memperbaiki hasil proses produksi dan tingkat defect produk yang lebih kecil. Pendekatan ini banyak dipakai oleh perusahaan dalam melakukan perbaikan kualitas adalah siklus atau daur PDCA yang merupakan singkatan dari Plan-Do-Check-Act, pendekatan ini diperkenalkan oleh W.E. Deming dan WA Shewhart, sehingga siklus PDCA ini juga dikenal sebagai siklus Deming atau siklus pengendalian yang kemudian dalam perkembangannya lebih dikenal sebagai delapan langkah perbaikan kualitas. (Nasution,M., A.2005)
2. TQM (Total Quality Management)
TQM diartikan sebagai perpaduan semua fungsi dari perusahaan kedalam
falsafah holistik yang dibangun berdasarkan konsep kualitas, teamwork, produktivitas dan pengertian serta kepuasan pelanggan. Definisi lainnya menyatakan bahwa TQM merupakan sistem manajemen yang mengangkat kualitas sebagai strategi usaha dan berorientasi pada kepuasan pelanggan dengan melibatkan seluruh anggota organisasi. (Tjiptono, F & Diana, A ,2001).
3. Six Sigma
Six Sigma merupakan sebuah sistem yang komprehensif dan fleksibel untuk
dan perhatian yang cermat untuk mengelola, memperbaiki dan menanamkan kembali proses bisnis. (Cavanagh, Peter S. Pande, Robert P.Neuman, 2002). Six Sigma adalah suatu visi peningkatan kualitas menuju target 3,4 kegagalan
per sejuta kesempatan (DPMO) untuk setiap transaksi produk (barang atau jasa). Upaya giat menuju kesempurnaan (zero defect - kegagalan nol). (Gaspersz Vincent, 2002).
4. QFD (Quality Function Deployment)
QFD merupakan serangkaian aktifitas perancangan dan komunikasi yang
digunakan pertama kali digolongan kapal mitshubishi di Kobe. QFD berfokus pada pengembangan ketrampilan untuk merancang, menciptakan dan memasarkan produk yang dibutuhkan dan diinginkan oleh pelanggan. Konsep mengunakan bagan yang terperinci untuk menterjemahkan persepsi kualitas kedalam karakteristik produk, yang kemudian dijadikan persyaratan tahap perekayasaan dan produksi. Alat rancangan dasar berupa suatu bagan yang disebut House of Quality. (Nasution,M., A.2005)
5. TQC (Total Quality Control)
TQC merupakan pemikiran Armand Feigenbaum yang dikemukan pada tahun
2.4.1 Delapan Langkah Per baikan Kualitas
Sebelum menjelaskan mengenai delapan langkah perbaikan kualitas, maka lebih baik harus dimengerti dahulu masalah PDCA (Plan – Do – Check – Action). PDCA adalah simbol prinsip pemecahan maslaah secara berulang dengan
membuat perbaikan langkah demi langkah (step – by – step) dan mengulangi siklus perbaikan berulang kali.
a. Plan (Mengembangkan rencana perbaikan)
Mengembangkan rencana perbaikan merupakan langkah setelah dilakukan pengujian ide perbaikan masalah. Rencana perbaiakan disusun berdasarkan prinsip 5 - W (what, why, who, when dan where) dan 1 H (how), yang dibuat secara jelas dan terinci serta menetapkan sasaran dan target yang harus dicapai. Dalam menetapkan sasaran dan target harus diperhatikan prinsip SMART (Spesific, Measurable, Attainable, Reasonable dan Time).
b. Do (Melaksanakan rencana)
Rencana yang telah disusun diimplementasikan secara bertahap, mulai dari skala kecil dan pembagian tugas secara merata sesuai dengan kapasitas dan kemampuan dari setiap personil. Selama dalam melaksanakan rencana harus dilakukan pengendalian, yaitu mengupayakan agar seluruh rencana dilaksanakan dengan sebaik mungkin agar sasaran dapat dicapai.
c. Check (Memeriksa atau meneliti hasil yang dicapai)
d. Action (Melakukan tindakan penyesuain yang diperlukan)
Penyesuaian dilakukan bila dianggap perlu, yang didasarkan hasil analisis di atas. Penyesuain berkaitan dengan standarisasi prosedur baru, guna menghindari timbulnya kembali masalah yang sama atau menetapkan sasaran baru bagi perbaikan berikutnya.
Siklus PDCA tersebut berputar secara berkesinambungan, segera setelah suatu perbaiakn dicapai, keadaan perbaikan tersebut dapat memberikan inspeirasi untuk perbaikan selanjutnya. Oleh karenanya, manajemen harus secara terus menerus mermuskan sasaran dan target – target perbaikan baru. (Nasution,M., A.2001).
Gambar 2.1. Siklus PDCA
(Nasution,M., A.2001).
Dalam siklus PDCA terdapat umpan balik (feed back) untuk pengecekan agar tidak kehilangan arah tujuan perbaikan. Dalam konteks ini sangat penting untuk segera menyampaikan perbaikan produk atau jasa kepada konsumen atau ke proses berikutnya untuk memperoleh umpan balik.
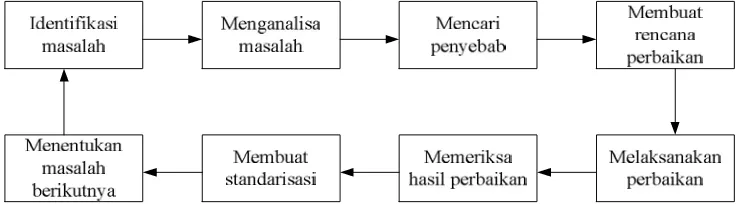
Sedangkan mengenai ke delapan langkah perbaikan kualitas merupakan proses yang berurutan yang dimana dilangkah tersebut pengaplikasiannya menggunakan seven tools yang terdiri dari :
1. Identifikasi masalah dengan menggunakan stratifikasi, check sheet dan histogram.
2. Menganalisa masalah dapat menggunakan stratifikasi, diagram pareto, peta kontrol.
3. Mencari penyebab dapat menggunakan diagram fish bone chart. 4. Membuat rencana perbaikan dapat menggunakan 5 W + 1 H 5. Melaksanakan perbaikan
6. Memeriksa hasil perbaikan dapat menggunakan stratifikasi, histogram, 7. Membuat standarisasi
8. Menentukan masalah berikutnya (Nasution,M., A.2001).
Adapun penjelasannya adalah sebagai berikut : 1. Identifikasi masalah
Langkah pertama yaitu harus membentuk tim perbaikan kualitas (Quality Improvement Team (QIT)) atau Gugus Kendali Mutu (GKM) dan saat
melaksanakan tugasnya tim GKM ini sebaiknya dibimbing oleh manajer, agar lebih terarah dan efektif dalam proses mencari atau mengidentifikasi masalah. Kemudian tim melakukan pendalaman masalah, dengan menggunakan alat bantu seperti : stratifikasi, check sheet, dan histogram.
Brainstorming dilakukan dengan cara semua anggota tim memberitahukan
tentang masalah – masalah yang ada, kemudian dicatat dan setelah itu diseleksi yang nantinya akan didapatkan satu masalah. (Wignjosoebroto,2003) 2. Menganalisa masalah
Setelah pada langkah pertama satu masalah terpilih dengan tema tertentu, langkah berikutnya adalah melakukan pengumpulan dan analisa data. Pada langkah ini dapat menggunakan beberapa alat bantu seperti : stratifikasi, diagram pareto, dan peta kontrol.
3. Mencari penyebab
Langkah ketiga adalah melakukan identifikasi terhadap segala penyebab yang mungkin dan dipilih beberapa yang besar pengaruhnya terhadap masalah yang dibahas. Untuk melakukan analisa sebab akibat ini dapat digunakan beberapa alat bantu seperti : diagram fish bone chart.
4. Membuat rencana perbaikan
dengan langkah membalik akar dari penyebab tersebut. Untuk memudahkan pembalikan akar penyebab, dibuat dalam sebuah model matriks untuk perencanaan perbaikan mutu. (Wignjosoebroto,2003).
Tabel 2.1. Matr iks Rencana Per baikan (5 W + 1 H + 1 C) No (1) Penyebab Dominan (2) Why (3) What (4) Where (5) When (6) Who (7) How (8) Cost (10) 1 2 3 4 Dsb (Wignjosoebroto,2003). Keterangan :
Why adalah “mengapa diperlukan perbaikan terhadap penyebab masalah”
What adalah “apa rencana perbaikan untuk mencari kondisi (3)” Where adalah “lokasi yang tepat untuk melaksanakan perbaikan” When adalah “alokasi waktu yang diperkirakan untuk perbaikan”
Who adalah “anggota tim yang melaksanakan perbaikan, memperoleh data hasil perbaikan dan melaporkan kemajuan perbaikan”
How adalah “metode untuk memperbaiki faktor penyebab utama (2)” Cost adalah “perkiraan biaya yang diperlukan untuk perbaikan”
a) Mencapai tingkat perbaikan mutu yang diharapkan, bila semua penyebab utama dapat dipecahkan.
b) Mencapai tingkat ketrampilan yang diharapkan dari tim.
c) Benchmarking ke pesaing / tim yang sedang melakukan proses yang sama. Target ini dapat dinyatakan dengan prosentase, satuan / unit yang spesifik sesuai dengan karakteristik masalah yang diperbaiki.
5. Melaksanakan perbaikan
Langkah yang kelima adalah melaksanakan perbaikan dalam melaksanakan rencana perbaikan. Perlu diperhatikan hal – hal penting berikut ini :
a) Menjadikan tabel 5 W + 1 H + 1 C hasil dilangkah 4 diatas sebagai pegangan untuk melakukan monitoring.
b)Mengatasi hambatan yang muncul di lapangan, bila perlu konsultasi dengan atasan.
c) Mencatat semua kejadian selama pelaksanakan perbaikan.
d)Mengadakan pertemuan evaluasi secara teratur, untuk memastikan bahwa semua rencana dilakukan secara konsisten.
Penguasaan proses perbaikan yang benar jauh lebih penting dari pada hasil akhirnya. Artinya tim harus berorientasi proses (task oriented) dan bukan berorientasi pada hasil (result oriented). Result oriented biasanya cenderung untuk mengambil tindakan “potong jalan” karena ingin cepat memperoleh hasil dengan mengabaikan proses yang benar. Tindakan semacam ini tentunya tidak akan memberikan pelajaran yang berharga bagi anggota tim maupun anggota baru berikutnya.
6. Memeriksa hasil perbaikan
Setelah suatu solusi diimplementasikan, maka harus diperiksa apakah solusi tersebut bisa memecahkan masalah atau mencapai target yang direncanakan. misalnya, suatu grafik yang menunjukkan kerusakan menurun dalam suatu kurun waktu menunjukkan adanya perbaikan.
Pemeriksaan hasil perbaikan bisa juga dilakukan dengan cara membandingkan hasil yang dicapai setelah perbaikan dengan hasil sebelum perbaikan. Dalam membandingkannya tentu harus menggunakan cara pengukuran yang sama, sehingga hasilnya dapat jelas terlihat apa ada perbaikan atau tidak.
Evaluasi hasil ini sangat penting untuk mengetahui apakah masalah tersebut sudah diatasi dan target tercapai, penuh atau parsial dan mengapa hal tersebut bisa terjadi. Adapun alat bantu yang digunakan dalam pemeriksaan hasil implementasi rencana antara lain : Stratifikasi, histogram.
7. Membuat standarisasi
b. Untuk kualitas, dalam bentuk standard spesifikasi baru. c. Untuk hasil akhir, dalam bentuk performance yang baru.
Buatlah sebuah pemberitahuan resmi kepada semua pihak terkait (ditandatangani oleh atasan tim) agar cara – cara perbaikan yang telah dilaksanakan menjadi standard kerja baru untuk mencapai hasil kerja yang dikehendaki. Jadikan pencapaian perbaikan ini sebagai standard minimal ynag harus dipertahankan.
8. Menentukan masalah berikutnya
Pada langkah kedelapan ini ada dua hal yang penting yaitu :
a) Lakukan refleksi atas pengalaman yang diperoleh dari langkah 1 sampai ke-7.
b)Tim menentukan tema masalah baru/ berikutnya melalui suatu perencanaan yang matang sesuai dengan prinsip “continous improvement”.
Perencanaan ini tentu harus konsisten dengan rencana perusahaan jangka panjang yang memfokuskan pada kepuasan konsumen dan strategi marketing, terutama untuk proses pengembangan produk / jasa baru dalam rangka mengatasi persaingan ketat di pasar. (Nasution,M., A.2001).
2.5. Seven Tools
Seven tools merupakan 7 alat yang digunakan untuk mengendalikan
kualitas atau mutu suatu produk. Alat - alat tersebut adalah sebagai berikut :
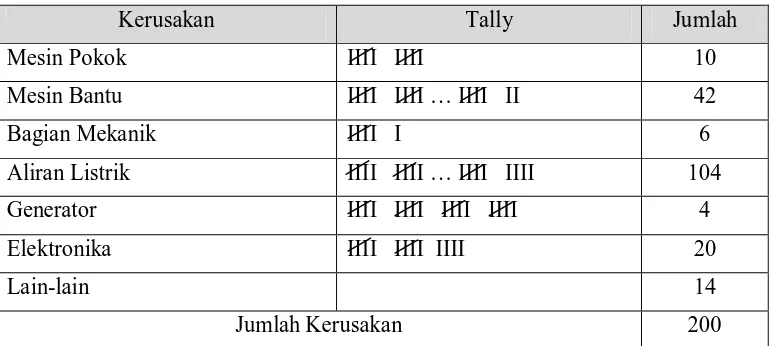
2.5.1. Check Sheet (Lembar isian)
kondisi kerja yang ada. Di dalam pengumpulan data maka data yang diambil harus benar-benar sesuai dengan kebutuhan analisis dalam arti bahwa data harus jelas, tepat dan mencerminkan fakta serta dikumpulkan dengan cara yang benar, hati-hati dan teliti.
Untuk mempermudah proses pengumpulan data ini maka perlu dibuat suatu lembar isian (check sheet) , dimana perlu pula diperhatikan hal-hal seperti berikut:
a. Maksud pembuatan harus jelas
1. Informasi apa yang ingin diketahui?
2. Apakah yang nantinya diperoleh cukup lengkap sebagai dasar untuk mengambil tindakan?
b. Statifikasi harus sebaik mungkin 1. Mudah dipahami dan diisi
2. Memberikan data yang lengkap tentang apa yang ingin diketahui c. Dapat diisi dengan cepat, mudah dan secara otomatis bisa segera dianalisa.
(Nasution,M., A.2001).
Kerusakan Tally Jumlah
Mesin Pokok IIII IIII 10
Mesin Bantu IIII IIII … IIII II 42
Bagian Mekanik IIII I 6
Aliran Listrik IIII IIII … IIII IIII 104
Generator IIII IIII IIII IIII 4
Elektronika IIII IIII IIII 20
Lain-lain 14
Jumlah Kerusakan 200
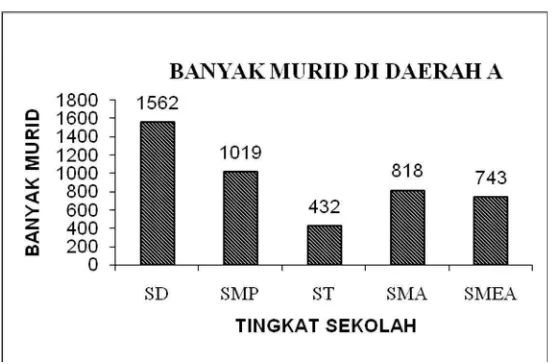
2.5.2. Diagram Batang (Histogram)
Penyajian data dalam gambar akan lebih menjelaskan lagi persoalan secara visual. Untuk ini, pertama-tama akan diuraikan pokok dasar pembuatan diagram batang. Data yang variabelnya berbentuk kategori atau atribut sangat tepat disajikan dalam diagram batang. Data tahunan pun dapat pula disajikan dalam diagram ini asalkan tahunnya tidak terdapat terlalu banyak. Untuk menggambarkan diagram batang diperlukan sumbu datar dan sumbu tegak yang berpotongan tegak lurus. (Purnama, Nursya’bani, 2005).
Gambar 2.4. Digr am Batang (Histogram) (Purnama, Nursya’bani, 2005).
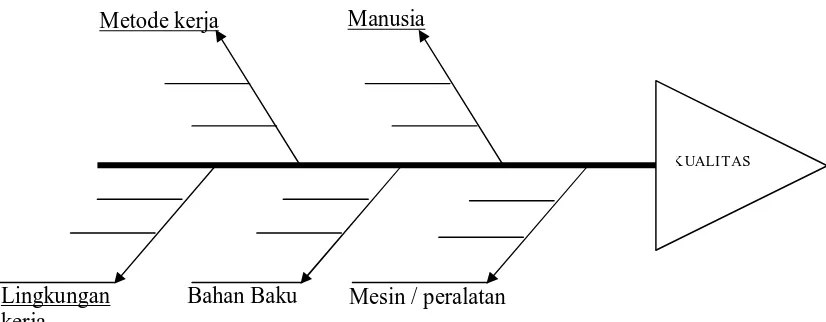
2.5.3. Diagram Sebab Akibat
Diagram sebab akibat yang terkenal dengan istilah lain diagram tulang ikan (fish bone diagram) diperkenalkan pertama kalinya oleh Prof. Kouru Ishikawa (Tokyo University) pada tahun 1943.
menganalisa dan menemukan faktor-faktor yang berpengarug secara signifikan di dalam menentukan karakteristik kualitas output kerja. Disamping juga untuk mencari penyebab-penyebab yang sesungguhnya dari suatu m,asalah. Dalam hal ini metode sumbang saran (brainstorming method) akan cukup efektif digunakn untuk mencari faktor-faktor penyebab terjadinya penyimpangan kerja secara detail.
Untuk mencari faktor-faktor penyebab terjadinya penyimpangan kualitas hasil kerja, maka orang akan selalu mendapatkan bahwa ada 5 (lima) faktor penyebab utama yang signifikan yang perlu diperhatikan, yaitu:
a. Manusia (man)
b. Metode kerja (work method)
c. Mesin atau peralatan kerja lainnya (machine/equipment) d. Bahan-bahan baku (raw materials)
e. Lingkungan kerja (work environment). (Wignjosoebroto,2003).
Diagram sebab akibat ini sangat bermanfaat untuk mencari faktor – faktor penyebab sedetail – detailnya (uncountable) dan mencari hubungannya dengan penyimpangan kualitas kerja yang ditimbulkannya. Untuk ini langkah-langkah dasar yang harus dilakukan dalam membuat diagram sebab akibat dapat diuraikan sebagai berikut:
kotak di ujung kanannya dan tuliskan masalah atau sesuatu yang akan diperbaiki atau diamati didalam kotak tersebut.
2. Tulis faktor-faktor penyebab utama (main causes) yang diperkirakan merupakan sumber terjadinya penyimpangan atau yang mempunyai akibat pada permasalahan yang ada tersebut.
3. Faktor-faktor penyebab ini biasanya akan berkisar pada faktor 4M + 1E. Gambarkan anak panah (cabang-cabang) yang menunjukkan faktor – faktor penyebab ini mengarah pada panah utama yang telah digambarkan pada langkah 1.
4. Cari lebih lanjut faktor – faktor yang lebih terperinci yang secara nyata berpengaruh atau mempunyai akibat pada faktor-faktor penyebab utama tersebut. Tuliskan detail faktor tersebut di kiri kanan gambar panah cabang faktor – faktor utama dan buatlah anak panah (ranting) menuju ke arah panah cabang tersebut.
5. CHECK! Apakah semua items yang berkaitan dengan karakteristik kualitas output benar-benar sudah kita cantumkan dalam diagram.
Gambar 2.5. Diagr am Tulang Ikan (Fish Bone Diagram) (Wignjosoebroto,2003).
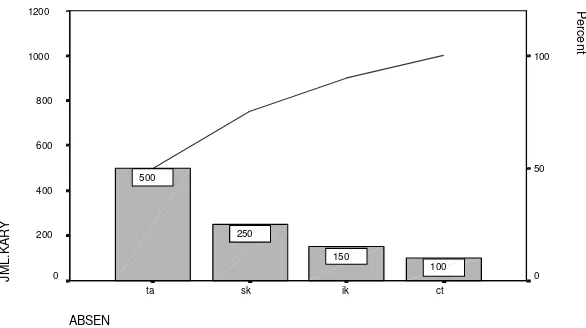
2.5.4. Diagr am Par eto
Diagram ini diperkenalkan pertama kali oleh seorang ahli ekonomi dari Italia bernama VILFREDO PARETO (1848-1923). Diagram pareto dibuat untuk menemukan masalah atau penyebab yang merupakan kunci dalam penyelesaian masalah dan perbandingan terhadap keseluruhan. Dengan mengetahui penyebab-penyebab yang dominan yang seharusnya pertama kali diatasi maka kita akan bisa menetapkan prioritas perbaikan. Perbaikan atau tindakan koreksi pada faktor penyebab yang dominan ini akan membawa akibat/pengaruh yang lebih besar dibandingkan dengan penyelesaian penyebab yang tidak berarti. Prinsip pareto adalah “sedikit tetapi penting, banyak tetapi remeh”. Kegunaan dari diagram pareto adalah:
a. Menunjukkan persoalan utama yang dominant dan perlu segera diatasi
b. Menyatakan perbandingan masing-masing persoalan yang ada dan kumulatif secara keseluruhan
K UALITAS Manusia
Metode kerja
Mesin / peralatan Lingkungan
kerja
c. Menunjukkan tingkat perbaikan setelah tindakan koreksi dilakukan pada daerah yang terbatas
d. Menunjukkan perbandingan masing-masing persoalan sebelum dan sesudah perbaikan. (Wignjosoebroto,2003).
Langkah – langkah pembuatan diagram pareto dapat dijelaskan sebagai berikut:
1. Kelompokkan masalah yang ada dan nyatakan hal tersebut dalam angka yang bisa terukur secara kuantitatif.
2. Atur masing-masing penyebab atau masalah yang ada sesuai dengan pengelompokan yang dibuat. Pengaturan dilaksanakan berurutan sesuai dengan besarnya nilai kuantitatif masing-masing. Selanjutnya gambarkan keadaan ini dalam bentuk grafik kolom. Penyebab nilai kuantitatif terkecil digambarkan paling kanan.
3. Buatlah grafik garis kumulatif (berdasarkan persentase penyimpangan) diatas grafik kolom ini.
ABSEN
ct ik
sk ta
JML
.K
ARY
1200
1000
800
600
400
200
0
Perce
n
t
100
50
0 100
150 250
500
Gambar 2.6. Diagr am Par eto. (Wignjosoebroto,2003).
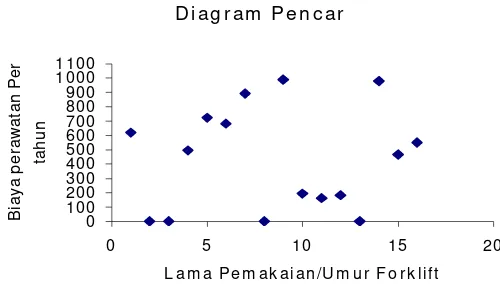
2.5.5. Diagram Pencar (Scatter Diagram)
Diagram pencar (scatter diagram) dipakai untuk melihat korelasi (hubungan) dari suatu faktor penyebab yang berkesinambungan terhadap faktor lain. Dalam hal ini faktor lain tersebut adalah merupakan “karakteristik kualitas hasil kerja”.
Prosedur Pembuatan Diagram Pencar :
1. Kumpulkan 20 sampai 100 pasang sample data yang hubungannnya akan kita teliti. Masukkan data ini ke dalam suatu lembar data. Sebagai contoh kita ingin melihat apakah ada korelasi antara umum pemakaian fork-lift dengan biaya perawatan (maintenance cost) yang harus dikeluarkan setiap tahunnya.
D i ag r am P en c ar
0 10 0 20 0 30 0 40 0 50 0 60 0 70 0 80 0 90 0 1 00 0 1 10 0
0 5 1 0 1 5 2 0
L a m a P e m a k a i an /U m u r F o r k l if t
B
iay
a p
e
raw
at
a
n
Per
tah
u
n
akibat (effect) sedangkan sumbu horizontal akan menunjukkan nilai kuantitatif dari sebab (cause).
3. Plot data yang ada dalam grafik. Titik-titik data ini diperoleh dengan memotongkan nilai kuantitatif yang ada dari kedua sumbu vertical dan horizontal. Apabila nilai data ternyata berulang dan jatuh pada titik yang sama maka lingkari titik tersebut seuai dengan frekuensi pegulangannya. (Wignjosoebroto,2003).
Gambar 2.7. Diagr am Pencar (Scatter Diagram). (Wignjosoebroto,2003).
2.5.6. Peta Kontrol
Peta Kontrol/ grafik pengendali adalah teknik pengendali proses pada jalur yang digunakan secara luas untuk maksud ini. Peta kontrol dapat juga digunakan untuk menaksir parameter suatu proses produksi dan melalui informasi ini, menentukan kemampuan proses. Dapat juga memberikan informasi yang berguna dalam meningkatan proses itu.
data yang berada diluar batas kontrol (baik diatas BKA maupun dibawah BKB) maka indikasi bahwa proses berada dalam posisi out of control dan proses produksi segera dikoreksi. Variabilitas yang menyimpang dari batas – batas kontro tersebut disebabkan oleh faktor – faktor penyebab yang assignable sebaiknya bilamana plot data terletak diantara BKA dan BKB, hal ini tidak perlu dirisaukan, karena proses masih bisa dikatakan terkendali, variabilitas yang terjadi diantara batas – batas kontrol ini umunya disebabkan oleh faktor – faktor penyebab yang random (chance causes). (Wignjosoebroto, 1993).
Manfaat peta kontrol adalah memberitahukan kapan harus membiarkan suatu proses berjalan seadanya atau kapan harus mengambil tindakan untuk mengatasi ganguan. Peta kontrol itu sendiri dibedakan menjadi dua kelompok, yaitu peta kontrol untuk variabel data dan peta kontrol untuk atribut data.
Grafik pengendali dapat diklasifikasikan dalam dua tipe umum yaitu : 1. Karakteristik kualitas berdasarkan variabel
Apabila karakteristik kualitas dapat diukur dan dinyatakan dalam bilangan. 2. Karakteristik kualitas berdasarkan atribut
Karakteristik kualitas yang tidak diukur dengan skala kuantitatif, dalam keadaan ini kita dapat menilai tiap unit produk sebagai sesuai atau tidak sesuai.
memberikan informasi tentang penampilan suatu proses yang lebih banyak daripada grafik pengendali sifat. (Montgomery, 1995)
Peta kontrol dari variabel ini terdiri dari dua jenis, yaitu :
1. Peta X ( X – Chart) yang berguna untuk mengfetahui harga rata – rata dari pengukuran.
2. Peta R (R – Chart) yang berguna untuk mengetahui range (rentang) dari pengukuran. (Muchtar Karo – Karo, 1989)
Banyak karakteristik kualitas tidak dapat dengan mudah dinyatakan sebagai numerik. Peta kontrol dengan pemeriksaan secara atribut digunakan sebagai alat untuk mengontrol proses dengan mengumpulkan dan menganalisa data dari kualitas suatu produk berdasarkan atas cacat atau tidak cacat, karakteristik kualitas seperti ini dinamakan sifat (atribut). (Montgomery, 1995)
Peta kontrol tersebut ada tiga macam yaitu :
1. Peta kontrol p, yaitu suatu peta kontrol yang berguna untuk mengetahui prosentase cacat dalam sample.
2. Peta kontrol c, yaitu suatu peta kontrol yang berguna untuk mengetahui sejumlah cacat yang terdapat dalam sebuah unit barang.
3. Peta kontrol u, yaitu peta kontrol yang digunakan untuk mengetahui kecacatan dengan ukuran sampel yang tepat sama dengan ukuran unit penerimaan. (Muchtar Karo – Karo, 1989)
2.5.7. Str atifikasi
sehingga kesimpulan – kesimpulan dapat lebih mudah diambil. Kategori – kategori yang dibentuk meliputi data relatif terhadap lingkungan. Sumber daya manusia yang terlibat, mesin yang digunakan dalam proses, bahan bakar dan lain – lain. (Wignjosoebroto, 2003).
2.6. Gugus Kendali Mutu (Quality Control Circle)
Basic Quality Control Circle adalah suatu kelompok kecil (4 -10) orang
yang melakukan aktivitas ditempat kerja yang sama secara bebas dalam kegiatan meningkatkan skill individu dan menciptakan tempat kerja yang menarik serta pengendalian kualitas. Kelompok tersebut melakukan aktifitas yang berkesinambungan, pertisipasi seluruh angota ditempat kerja yang ada, menggunakan metode QC, pengembangan secara mandiri, pengembangan kemampuan secara bersama, merupakan bagian dari aktivitas management mutu perusahaan (TQM), QCC management adalah daya upaya untuk mengendalikan kegiatan QCC sehingga menunjang rencana kegiatan perusahaan.
Istilah “gugus kendali mutu” mempunyai arti berlainan bagi orang yang berlainan, istilah tersebut seolah – olah menunjukkan bahwa pengendalian mutu (peningkatan mutu dalam organisasi) dan gugus kendali mutu (kelompok yang berpartisipasi dalam pengambilan keputusan) adalah satu dan sama. Walaupun gugus kendali mutu biasanya memberikan tekanan pada pengendalian mutu, tapi kedua konsep ini tidaklah sama.
mencari dan memutuskan pemecahan atas persoalan di pabrik. Sekarang ini, di Jepang, gugus kendali mutu dan kegiatan kelompok kecil lainnya telah berkembang melampaui sektor pabrikasi dan telah masuk pada kegiatan penjualan dan pemasaran. Gerakan tersebut sekarang memberikan penekanan bukan saja pada peningkatan mutu dan produktivitas. Pengembangan karyawan dan peningkatan komunikasi dan moral diantara sesama pekerja juga penting.
Gugus kendali mutu di Amerika Utara sama dengan yang terdapat di Jepang walaupun terdapat kenyataan bahwa di masing – masing negara mungkin memberikan penekanan pada fungsi tertentu seperti pemecahan persoalan, pembinaan tim atau pengendalian mutu.
Gugus kendali mutu Amerika dan Kanada, walaupun berkaitan dengan produktivitas dan mutu, juga mempelajari peningkatang kehidupan di tempat kerja. Bukan merupakan hal yang luar biasa anggota QC memecahkan persoalan seperti pengelompokan mobil, absen, bus, perawatan anak. Dan gagasan ini telah menjangkau bidang di luar manufaktur ke bidang jasa, terutama ke bidang pengecer, keuangan, pendidikan dan transportasi.
membuat setiap pekerja menjadi pengambil keputusan sepanjang menyangkut pekerjaanya.
Gugus kendali mutu merupakan mekanisme formal dan dilembagakan yang bertujuan untuk mencari pemecahan persoalan dengan memberikan tekanan pada partisipasi dan kreatifitas di antara karyawan. Kelompok kecil pekerja terlibat dalam suatu proses pengkajian bersama untuk menyingkapkan dan memecahkan persoalan yang berkaitan dengan pekerjaan.
Untuk menekankan persoalan mutu sekecil mungkin, maka perlu dilakukan pengamatan atas gejala yang berkaitan dan selanjutnya menganalisis secara obyektif hubungan antara berbagai faktor yang ikut mempengaruhi mutu produk secara luas sebagai alat analisis dan oleh karena itu harus dimasukkan ke dalam program latihan pengendalian mutu.
2.7Pr oduk Matr a s
Produk ini dalam dalam pembuatannya membutuhkan bahan yaitu, kain, padding, dan benang. Pembuatan matras tersebut yaitu menggunakan mesin
quilting sedangkan untuk membuat bahan padding sendiri yaitu menggunakan
mesin padding. Karena untuk memenuhi keinginan konsumen untuk membuat produk yang berkualitas yang diperhatikan adalah bahan dasar produk tersebut.
Kriteria kondisi matras yang bagus yaitu dilihat dari :
1. Isi matras (padding), tidak menjamur, lembaran Padding rata atau menggumpal.
2. Kain sesuai matras tidak ada kecacatan misalnya ada lubang, robek, dll. 3. Motif matras, sablonan motif pada kain tidak luntur.
4. Jaitan pada matras rata tidak ada gumpalan benang, atau tidak ada jaitan yang putus – putus.
2.8. Penelitian Ter dahulu
ini terdiri dari beberapa perwakilan dari departemen-departemen yang berbeda, dan team QCC ini bersifat sukarela untuk melakukan kegiatan pengendalian dan perbaikan secara berkesinambungan. Untuk mengantisipasi ataupun memecahkan persoalan maka gugus kendali mutu mempunyai siklus yang disebut siklus PDCA (Plan-Do-Check-Action). Di dalam melakukan perbaikan berkesinambungan, team QCC menggunakan teknik quality qontrol yang berupa tujuh alat bantu. Fungsi dari tujuh alat bantu adalah mencari akar permasalahan. Ternyata hasil pada laporan ini menunjukkan bahwa permasalahan (cacat jahit pada bagian depan) yang dihadapi team QCC, dapat diketahui akar permasalahannya dengan keempat alat bantu, seperti lembar periksa, peta kendali, diagram pareto, diagram sebab akibat. Dari keempat alat yang digunakan permasalahan yang benar-benar dirasakan dominan adalah jahit kansai yang meloncat dan posisi kancing terbalik. Setelah akar permasalahan diketahui, maka tindakan-tindakan perbaikan dibuat dan diimplementasikan (on-site training dan peningkatan pengawasan). Hasil akhir pada penelitian ini adalah cacat produk yang dihasilkan menurun sebesar 13% dan dapat dilakukan standarisasi.
mengidentifikasi penyebab timbulnya ketidaksesuaian, diagram hubungan guna memperjelas faktor – faktor yang menghubungkan terjadinya ketidaksesuaian pada produk.
Dari hasil penelitian dan setelah dilakukan identifikasi terhadap ketidaksesuaian pada produk dengan menggunakan diagram pareto didapat ketidaksesuaian untuk tingkat kerataan benang diluar standar menjadi cacat yang diprioritaskan dan harus dilakukan perbaikan, maka dilakukan pencarian terhadap faktor penyebab dengan menggunakan diagram sebab – akibat dan didapat faktor manusia, mesin, material, metode dan lingkungan yang dapat mempengaruhi terjadinya cacat tersebut dan jika dilakukan dengan diagram hubungan faktor mesin sangat berhubungan erat dengan faktor manusia dan faktor metode, faktor material dapat menjadi faktor penyebab utama.
METODE PENELITIAN
3.1. Loka si dan Waktu
Lokasi Penelitian di PT. HILON Surabaya. Kegiatan penelitian dilakukan pada proses produksi matras lipat. Pengambilan data dilakukan pada bulan Agustus 2010 sampai dengan data yang diperlukan telah memenuhi.
3.2. Identifikasi Dan Definisi Oper asional Var iabel
Pada tahap ini dilakukan identifikasi variabel penelitian yang didapatkan berdasarkan data dari perusahaan yang digunakan dalam penelitian dengan Seven Tools beserta definisi operasionalnya. Variabel yang digunakan adalah variabel
bebas dan variabel terikat. 3.2.1 Identifikasi Va r iabel
1. Variabel terikat : Usulan Perbaikan (5W + 1H)
2. Variabel bebas : jenis kecacatan produk matras meliputi : a. Jahitan tidak rata
b. Dimensi matras tidak sesuai c. Kain kotor
d. Motif sablon buram / luntur e. Logo tidak simetris
3.2.2 Definisi Oper asional Var iabel
1. Variabel terikat adalah variabel yang nilainya tergantung dari variasi perubahan dari variabel bebas. Yang termasuk variabel terikat disini adalah Rencana perbaikan (5W + 1H). Rencana perbaikan tersebut dilakukan pada 5 faktor yaitu manusia, mesin, material, metode, dan lingkungan kerja.
2. Variabel bebas adalah variabel yang mempengaruhi variasi perubahan nilai dari variabel terikat. Yang termasuk variabel bebas disini yaitu jenis kecacatan produknya, dan disini produk matras mempunyai kreteria jenis kecacatan meliputi :
a. Jahitan tidak rata
Yang dimaksud dengan jahitan tidak rata adalah dimana jahitan pada saat proses pelapisan cover / pada proses bending jahitan terlihat tidak merata (ada loncatan dalam satu garis jahitan).
b. Dimensi matras tidak sesuai
Yang dimaksud dengan dimensi matras tidak sesuai adalah dimana terdapat kesalahan pada saat proses pengukuran dan pemotongan padding,cover, dan kain spunbond.
c. Kain kotor
d. Motif sablon buram / luntur
Yang dimaksud dengan motif sablon buram / luntur adalah dimana logo atau gambar motif terdapat coretan (luntur) / terlihat buram / tidak sesuai dengan logo / motif aslinya.
e. Logo tidak simetris
Yang dimaksud dengan logo tidak simetris adalah dimana pemasangan logo yang tidak sesuai (melenceng) atau dari ukuran logonya sendiri yang tidak sesuai akibat dari kurang telitinya saat pengukuran dan pemotongan. f. Isi matras / padding tidak merata
Yang dimaksud dengan isi matras / padding tidak merata adalah dimana terjadi perbedaan ukuran antara padding lapisan atas dengan bawah, sehingga pada saat proses finishing terlihat ada gumpalan / berpedaan ketebalan pada matras.
3.3. Metode Pengumpulan Data
Pengumpulan data dalam penelitian ini adalah berupa data primer dan data sekunder.
1. Data primer
Yaitu data yang dikumpulkan sendiri oleh penulis untuk mendapatkan data – data yang relevan untuk memperkuat penulisan, maka penulisan menggunakan cara :
a) Interview
b) Observasi
Yaitu mengadakan pengamatan secara langsung dan pengukuran obyek penelitian.
2. Data sekunder
Yaitu pengumpulan data dengan menggunakan data – data dari dokumen (arsip) perusahaan yang berkaitan dengan obyek penelitian, terdiri dari data jumlah produksi, jumlah kecacatan dan jenis – jenis kecacatan produksi matras.
3.4 Metode Pengolahan Data
Setelah masalah terpilih dengan melakukan pengumpulan data maka dilakukan pengolahan data. Pengolahan data dilakukan dengan menggunakan seven tools seperti : check sheet, diagram pareto, histogram, diagram sebab akibat,
stratifikasi, scatter diagram, dan control chart serta menggunakan software
Microsoft office (Excel).
1. Check Sheet
Check sheet merupakan alat pengumpul dan analisis data. Tujuan digunakannya
alat ini adalah untuk mempermudah proses pengumpulan data bagi tujuan – tujuan tertentu dan menyajikannya dalam bentuk yang komunikatif sehingga dapat dikonversi menjadi informasi.
2. Pareto Analysis
3.Histogram
Histogram merupakan suatu diagram yang dapat menggambarkan penyebaran
atau standar deviasi suatu proses. Data frekuensi yang diperoleh dari pengukuran menunjukkan suatu puncak pada suatu lini tertentu. Variasi ciri khas kualitas yang dihasilkan disebut distribusi. Angka yang menggambarkan frekuensi dalam bentuk batang disebut histograin. Alat tersebut terutama digunakan untuk menentukan masalah dengan memeriksa bentuk dispersi, nilai rata – rata, dan sifat dispersi.
4. Cause and Effect Diagram (Diagram sebab akibat)
Diagram sebab akibat adalah sejumlah garis dan simbol yang menggambarkan hubungan antara akibat (atau persoalan yang telah dipilih) dan penyebabnya. Diagram ini berguna untuk menganalisa dan menemukan faktor – faktor yang berpengaruh secara signifikan di dalam menentukan karakteristik kualitas output kerja, disamping juga untuk mencari penyebab – penyebab yang sesungguhnya dari suatu masalah.
5. Stratifikasi
Stratifikasi merupakan teknik pengelompokan data ke dalam kategori – kategori
tertentu agar data dapat menggambarkan permasalahan secara jelas sehingga kesimpulan – kesimpulan dapat lebih mudah diambil. Kategori – kategori yang dibentuk meliputi data relatif terhadap lingkungan, sumber daya manusia yang terlibat, mesin yang digunakan dalam proses, bahan baku, dan lain – lain. 6. Scatter Diagram
variabel, seperti contohnya temperatur dengan tekanan udara. Hubungan tersebut dapat merupakan penggambaran, apabila sebuah variabel meningkat maka variabel lain akan meningkat pula (korelasi positif) atau dapat pula menyatakan tidak adanya hubungan langsung atau bahkan hubungan negatif antara 2 variabel tersebut.
7. Control Chart
Control chart adalah grafik yang digunakan untuk menentukan apakah suatu
proses berada dalam keadaan in control atau out of control limit yang meliputi batas atas (upper control limit) dan batas bawah (lower control limit) dapat membantu kita untuk menggambarkan performansi yang diharapkan dari suatu proses yang menunjukkan bahwa proses tersebut konsisten.
3.5. Langkah – langkah Penelitian dan Pemecahan Masalah
Studi Pustaka Studi Lapangan
Perumusan Masalah Mulai
Tujuan Penelitian
Identifikasi Variabel
- Variabel bebas : Jenis kecacatan produk
- Variabel terikat :
usulan perbaikan (5W + 1H)
Pengumpulan data : 1. Uraian proses produksi 2. Data produksi
3. Data jumlah kecacatan
4. Data Jenis dan jumlah Kecacatan
Pembuatan :
Check Sheet, Histogram, Diagram Pareto, Peta control
Perhitungan prosentase kecacatan
Mencari penyebab masalah : Fishbone diagram
Menentukan langkah-langkah perbaikan Membuat Matrik Tahap I (5 W + 1 H)
A
Pengumpulan data setelah perbaikan (Periode ke-II) : 1.Data kecacatan
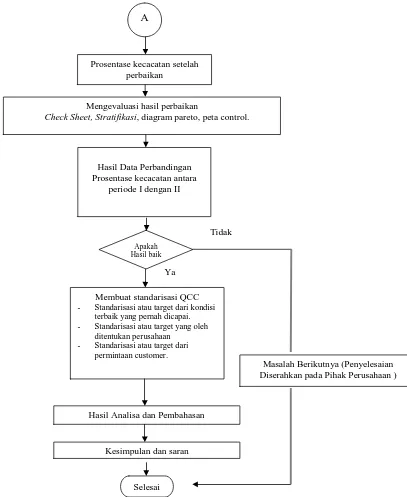
Gambar 3.1 Langkah – Langkah pemecahan masalah
Masalah Berikutnya (Penyelesaian Diserahkan pada Pihak Perusahaan ) Apakah
Hasil baik
Hasil Analisa dan Pembahasan
Kesimpulan dan saran
Selesai
Membuat standarisasi QCC
- Standarisasi atau target dari kondisi
terbaik yang pernah dicapai.
- Standarisasi atau target yang oleh
ditentukan perusahaan
- Standarisasi atau target dari
permintaan customer.
Ya
Tidak A
Prosentase kecacatan setelah perbaikan
Mengevaluasi hasil perbaikan
Check Sheet, Stratifikasi, diagram pareto, peta control.
Hasil Data Perbandingan Prosentase kecacatan antara
Penjelasan Langkah – Langkah pemecahan masalah : 1. Mulai
Adalah langkah atau tahap awal dari penelitian ini. 2. Studi lapangan
Studi lapangan dilakukan dengan maksud dapat mengetahui kondisi nyata obyek yang akan diteliti. Hal ini untuk menghindari terjadinya ketidaksesuaian antara tujuan peneliti dengan kondisi obyek penelitian.
3. Studi pustaka
Studi pustaka merupakan tahap penelusuran referensi, dapat bersumber dari buku, jurnal maupun penelitian yang telah dilakukan sebelumnya. Berguna untuk mendukung tercapainya tujuan penelitian yang telah dirumuskan. 4. Perumusan masalah
Perumusan masalah mengacu pada keadaaan dan data yang sebenarnya yang didapatkan di PT. HILON Surabaya, yaitu banyaknya jumlah kecacatan yang timbul pada produksi matras. Dari perumusan masalah dilanjutkan dengan perumusan tujuan penelitian terhadap permsalahan yang ada sehingga tujuan yang diharapkan dapat menyelesaikan masalah.
5. Tujuan Penelitian
Penetapan tujuan dilakukan dengan maksud agar langkah-langkah dalam pemecahan masalah menjadi terarah dan mencapai sasaran yang di inginkan. 6. Identifikasi variabel
(luntur, buram,dll), logo tidak simetris, isi matras / padding tidak merata. Dan yang termasuk variabel terikat adalah usulan perbaikan (5W + 1H)
7. Pengumpulan data
Data yang digunakan dalam penelitian ini merupakan data historis yang diperoleh dari dokumen perusahaan, yaitu data uraian proses produksi, data produksi matras, data jumlah kecacatan dan data jenis kecacatan yang akan diamati. Data yang diambil mulai pada bulan Agustus 2010.
8. Perhitungan prosentase kecacatan
Yaitu hasil prosentase cacat pada produk matras yang diteliti / yang diamati. 9. Pembuatan Check Sheet, Histogram, Diagram Pareto, Peta control
Pada langkah ini merupakan langkah untuk menganalisa permasalahan yang timbul dalam produksi matras dari hasil pengumpulan data. Alat yang digunakan dalam menganalisa masalah ini dengan Check Sheet, Histogram, Diagram Pareto, Peta control.
10.Mencari penyebab (fishbone diagram)
Proses ini mengidentifikasi akar penyebab dari beberapa masalah yang dihadapi oleh perusahaan dalam produksinya. Alat yang digunakan untuk proses pencarian penyebab ini dengan menggunakan fishbone diagram. 11.Menentukan langkah-langkah perbaikan membuat matrik (5 W + 1 H)
membuat matrik 5 W + 1 H
12.Pengumpulan data Setelah Perbaikan
Pengumpulan data ini berupa data kecacatan dan data jenis kecacatan yang diambil setelah dilakukan perbaikan. Data diambil selama 3 bulan.
13.Mengevaluasi hasil perbaikan
Setelah mengimplementasikan suatu solusi maka harus diperiksa apakah solusi tersebut memang memecahkan masalah atau mencapai target yang direncanakan. Misalnya, suatu grafik yang menunjukkan kerusakan menurun dalam suatu kurun waktu menunj