PENGENDALIAN KUALITAS PRODUK DENGAN MENGGUNAKAN METODE SIX SIGMA PADA PT.MAJUBERSAMA SURYA INDAH MOTOR
Teks penuh
Gambar
Dokumen terkait
Dengan metode six sigma kemudian dilakukan pengendalian dengan menganalisa penyebab kecacatan dengan fishbone diagram didapat faktor faktor penyebab defect ada 5
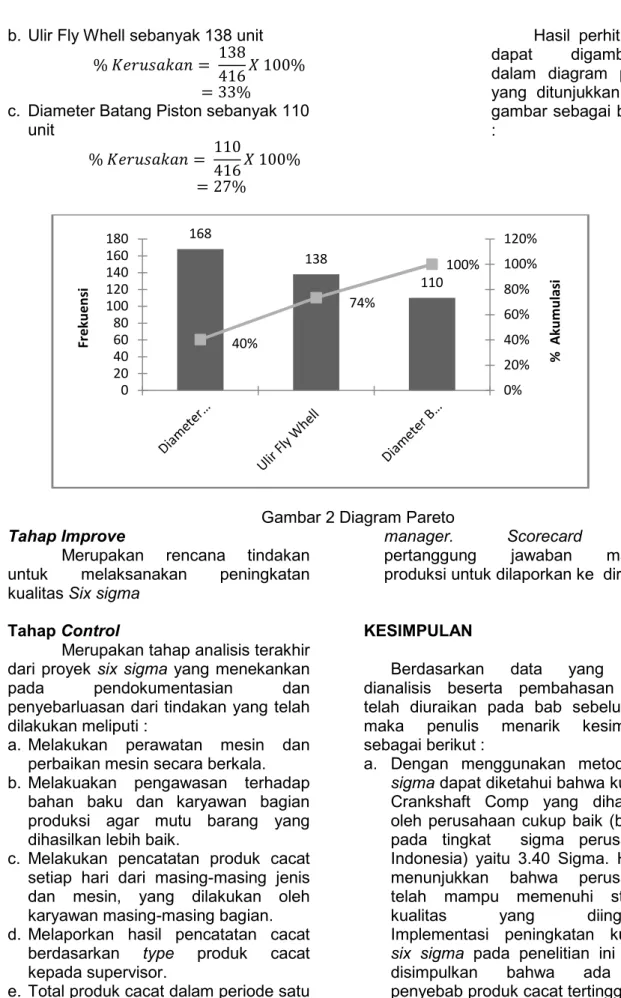
Dengan berdasarkan pada permasalahan yang ada, 3 penyebab produk cacat tertinggi dapat didefinisikan yaitu: cacat gramasi (44,1%), cacat seal ( 19.5% ) serta cacat bihun basah
Pada tahap ini yaitu mengidentifikasikan usulan yang dapat dilakukan untuk menekan angka produk cacat tersebut. Pada penelitian ini hanya berupa usulan tidak sampai pada
Dengan metode six sigma kemudian dilakukan pengendalian dengan menganalisa penyebab kecacatan dengan fishbone diagram didapat faktor faktor penyebab defect ada
XYZ yang memiliki jumlah paling signifikan yaitu cacat standar kualitas tidak sesuai, maka diidentifikasi sumber terjadinya kecacatan yang meliputi faktor
karakteristik kecacatan yang dihasilkan pada proses produksi eyeshadow yaitu adanya cacat gendut, cacat grepes, cacat under. 5) Total Opportunities (TOP) merupakan total
3.1.2 Data Produk Cacat Produk cacat pada produk tepung kemasan 25 Kg ini di klasifikasikan ke dalam 4 jenis cacat, yaitu kandungan tepung yang tidak sesuai standar yang selanjutnya
Tabel 7 Penjabaran faktor-faktor penyebab terjadinya cacat hasil hardchrome tidak rata Faktor penyebab cacat pada proses hardchrome Akar Permasalahan Penjabaran Akar Permasalahan
