61
BAB V
HASIL DAN ANALISA
5.1 HASIL METODE ANP
5.1.1 Pendefinisan Derajat Pembobotan
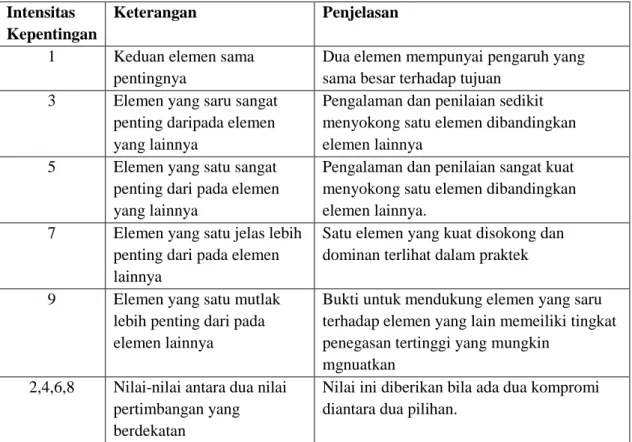
Penentuan derajat pada kriteria dan subkriteria didasarkan pada penentuan tingkat kepentingan masing-masing kriteria dan subkriteria yang telah diberikan ke responden. Semakin tinggi tingkat kepentingan, maka semakin tinggi derajat yang diberikan. Pada table dibawah ini akan dipaparkan mengenai definisi derajat pembobotan yang akan digunakan pedoman.
Tabel 5.1 Tabel Definisi Derajat Pembobotan Intensitas
Kepentingan
Keterangan Penjelasan
1 Keduan elemen sama pentingnya
Dua elemen mempunyai pengaruh yang sama besar terhadap tujuan
3 Elemen yang saru sangat penting daripada elemen yang lainnya
Pengalaman dan penilaian sedikit menyokong satu elemen dibandingkan elemen lainnya
5 Elemen yang satu sangat penting dari pada elemen yang lainnya
Pengalaman dan penilaian sangat kuat menyokong satu elemen dibandingkan elemen lainnya.
7 Elemen yang satu jelas lebih penting dari pada elemen lainnya
Satu elemen yang kuat disokong dan dominan terlihat dalam praktek 9 Elemen yang satu mutlak
lebih penting dari pada elemen lainnya
Bukti untuk mendukung elemen yang saru terhadap elemen yang lain memeiliki tingkat penegasan tertinggi yang mungkin
mgnuatkan 2,4,6,8 Nilai-nilai antara dua nilai
pertimbangan yang berdekatan
Nilai ini diberikan bila ada dua kompromi diantara dua pilihan.
Kebalikan Jika untuk aktivitas i mendapatkan satu angka disbanding dengan aktivitas j, maka j mempunyai nilai kebalikanya dibanding dengan i
5.1.2 Hasil pemilihan Alternatif Fabrikator
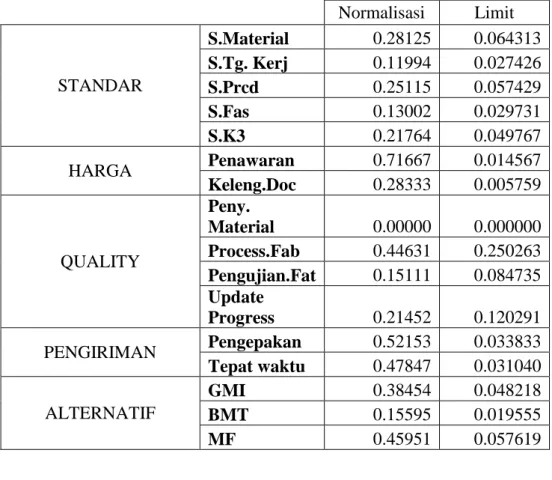
Dari perhitungan dengan menggunakan software super decisions didapat data nilai perhitungan prioritas dan sitetis yang dijadikan dasar untuk pemilihan fabrikator sebagai beikut :
Tabel 5.2 Bobot perhitungan prioritas
Normalisasi Limit STANDAR S.Material 0.28125 0.064313 S.Tg. Kerj 0.11994 0.027426 S.Prcd 0.25115 0.057429 S.Fas 0.13002 0.029731 S.K3 0.21764 0.049767 HARGA Penawaran 0.71667 0.014567 Keleng.Doc 0.28333 0.005759 QUALITY Peny. Material 0.00000 0.000000 Process.Fab 0.44631 0.250263 Pengujian.Fat 0.15111 0.084735 Update Progress 0.21452 0.120291 PENGIRIMAN Pengepakan 0.52153 0.033833 Tepat waktu 0.47847 0.031040 ALTERNATIF GMI 0.38454 0.048218 BMT 0.15595 0.019555 MF 0.45951 0.057619
Tabel 5.3 Hasil Sintetis dengan menggunakan software Super Decisions
Name Ideals Normals Raw
PT. BMT 0.339391 0.155954 0.019555
PT. GMI 0.836838 0.384536 0.048218
Dari hasil sitetis diatas bahwa, masing-masing alternatif mempunyai nilai. Dari nilai-nilai tersebut dipilih alternatif berdasarkan nilai yang mendekati ini
5.2 ANALISA METODE ANP
5.2.1 Analisa Kriteria dan Subkriteria
Kriteria dan subkriteria dalam menentukan pemilihan fabrikator yang didapat berdasarkan wawancara dengan pakar dan studi literatur. Pakar yang dipilih adalah Manager Enginering yang mana posisi tersebut mempunyai otoritas untuk menentukan keputusan. Berdasarkan wawancara dan studi literatur didapat 4 kriteria, 13 subkirteria dan 3 alternatif. berkut adalah kriteria dan subkriteria yang di dapat :
Tabel 5.4. Kriteria, Subkriteria dan Alternatif
Kriteria Subkriteria
STANDAR
(S1)Standar Material (S2) Standar Tenaga Kerja (S3) Standar Fasilitas (S4) Standar K3
(S5) Procedure Pengetesan HARGA (H1) Proses Penawaran
(H2) Kelengkapan Dokumen Penawaran Harga
QUALITY
(Q1) Penyediaan Material (Q2) Proses Fabrikasi (Q3) Pengujian / FAT
(Q4) Kemudahan untuk dihubungi/Update Progress PENGIRIMAN (P1) Tepat Waktu (P2) Standar Pengepakan ALTERNATIF PT. GMI PT. MF PT. BMT
5.2.2 Analisa Hubungan Keterkaitan dan Perbandingan Berpasangan
Berdasarkan identifikasi keterkaitan antar sub kriteria dapat diketahui bahwa dalam memilih fabrikator menggunakan subkriteria saling terkait. Berikut dibawah ini gambar rangkuman hubungan keterkaitan antar kriteria, subkkriteria dan alternatif.
Gambar 5.1 Struktur Keterkaitan ANP dengan menggunakan software Super Decisions
Dari gambar diatas keterkaitan-katerkaitan tersebut dijadikan sebagai model hubungan keterkaitan untuk mengambil sebuah keputusan untuk memilih fabrikator. Hubungan antar subkriteria dan antar kriteria terjadi karena adanya pengaruh satu sama lain. Dari adanya pengaruh subkriteria terhadap subkriteria lain dan perngaruh kriteria terhadap kriteria lain tersebut, nantinya akan diperhitungkan tingkat kepentingan relatif pengaruhnya. Hal ini dilakukan melalui perbandingan berpasangan. Perbandingan berpasangan yang terjadi dalam model penyelesaian ANP terdiri dari dua jenis, yaitu node comparison dan cluster
comparison.
a. Analisa Hubungan dan Hasil Perbandingan Berpasangan antara Subkriteria dengan Alternatif
Berdasarkan tabel 5.2 sampai dengan tabel 5.5 bahwa alternatif Fabrikator MF secara rata-rata mendapatkan nilai yang besar disetiap hubungan subkriteria. Berikut analisa hubungan setiap alternatif dengan subkriteria-subkriteria yang berpengaruh :
Berdasarkan tabel 5.2 bahwa alternatif Fabricator MF memiliki bobot yang tinggi pada subkriteria Standar Tenaga Kerja bobot 0.673811 dengan nilai rasio inkonsistensi 0,0000 lebih kecil dari 0.1 sehingga bobot yang dihasilkan tersebut konsisten dan Standart Fasilitas bobot 0.600000 dengan nilai rasio inkonsistensi 0,0000 lebih kecil dari 0.1 sehingga bobot yang dihasilkan tersebut konsisten,, sedangkan Fabricator GMI mendapatkan bobot yang tinggi pada subkriteria Stanadart K3 bobot 0.725848 dengan nilai rasio inkonsistensi 0,0279 lebih kecil dari 0.1 sehingga bobot yang dihasilkan tersebut konsisten dan Standat Procedure Pengetesan bobot 0.527858 dengan nilai rasio inkonsistensi 0,1303 lebih kecil dari 0.1 sehingga bobot yang dihasilkan tersebut konsisten. Dari segi subkriteria Standar Material antara alternative Fabricator Multifab dan GMI bobot sama 0.400000 dengan nilai rasio inkonsistensi 0,0000 lebih kecil dari 0.1 sehingga bobot yang dihasilkan tersebut. tidak konsisten. Hal tersebut memerlukan revisi dari penerapan nilai perbandingan antara nilai yang dibuat.
Berdasarkan tabel 5.3 bahwa alternatif Fabrikator memiliki bobot pada subkriteria H1 Penawaran, dan H2Kelengkapan Document dari kriteria harga dengan masing-masing nilai sebesar 0,546931, 0,569541 dan memiliki nilai rasio inkonsistensii 0,0516 dan 0,0237, yang mana kurang dari 0,1 sehingga bobot yang dihasilkan tersebut konsisten.
Berdasarkan Tabel 5.4 bahwa alternatif Fabrikasi Multifab memiliki bobot pada subkriteria Q1 Penyediaan Material, Q2 Process Fabrikasi, Q3 FAT dan Q4 Update Progress dari kriteria Quality dengan masing-masing nilai sebesar 0,466437, 0,559065, 0,457875, 0,558925 dan memiliki nilai rasio inkonsistensi 0,0033, 0,0516, 0,0064 dan 0,0176 kurang dari 0.1 sehingga bobot yang dihasilkan tersebut konsisten. Berdasarkan Tabel 5.5 bahwa alternatif Fabrikator MF memiliki bobot
tertinggi pada subkriteria Tepat Waktu (P1) dan Standar Pengepakan (P2) dengan nilai masing-masing sebesar 0,310814 dan 0,327476. Pada subkriteria Tepat Waktu (P1) mempunyai nilai rasio inkonsistensi lebih dari 0,1. Bobot tersebut tidak konsisten. Hal tersebut memerlukan revisi dari penerapan nilai perbandingan antara nilai yang dibuat.
b. Analisa Hubungan dan Hasil Perbandingan Berpasangan antara Subkriteria dengan Subkriteria
Dari data perhitungan melalui software superdecisions seperti yang terdapat pada tabel 5.6 memiliki nilai rasio inkonsistensi kurang dari 0,1 sehingga bobot tersebut konsisten, kecuali pada hubungan antara subkriteria Tenaga Kerja dengan subkriteria Proces Fabrikasi, Pengujian FAT, Update Progress , dan hubungan antara subkriteria Standart Fasilitas dengan subkriteria Standart Material, Standart Tenaga Kerja, Standart Proecdure Pengetesan, yang mana nilai rasio Bobot tersebut tidak konsisten sehingga diperlukan revisi dari penerapan nilai perbandingan antara nilai yang dibuat.
c. Analisa Hubungan dan Hasil Perbandingan Berpasangan antar Cluster
Dari data perhitungan melalui software superdecisions seperti yang terdapat pada tabel 5.10 nilai rasio konsistensi kurang dari 0,1.
d. Analisa Bobot Prioritas Kriteria dari Perhitungan Software Super Decisions
Berdasarkan hasil pengolahan data dapat diperoleh prioritas untuk seluruh sub kriteria seperti pada Tabel 5.11 .
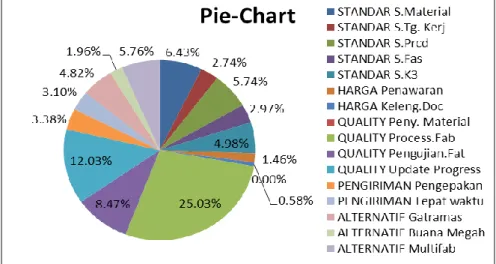
Untuk mempermudah pembacaan tabel 5.11 maka dibuatlah diagram pie chart seperti pada gambar 5.11. dibawah ini :
Gambar 5.2 Pie chart prioritas limit
Dari gambar 5.11 dapat terlihat prioritas yang paling dominan adalah subkriteria Quality Pada Proces Fabrikasi Pengetesan (Q2) sebesar 25,03%, Quality Update Progress (Q4) sebesar 12,03%, Quality Pengujian FAT (Q3) sebesar 8,47% dan Standart Material (S1) sebesar 6,43%. Keempat peringkat prioritas tersebut menjadi factor utama yang harus dipenuhi demi keberhasilan sebuah proses fabrikasi, karena fabricator tidak hanya bisa menghasilkan produk yang baik namun produk tersebut harus lulus dalam standar pengetesan. Keempat subkriteria utama ini diambil sebagai acuan untuk ditetapkanya kriteria standar yang akan
digunakan dalam pemilihan fabrikator. Adapun kriteria lain yang diambil untuk dijadikan sebagai kriteria dasar adalah subkriteria Standar Material (S1) dengan nilai sebesar 0,064313, Standar Keselamatan Kerja (S3) dengan nilai 0,049767 dan Standar Fasilitas (S4) dengan nilai 0,029731. Fabrikator dituntut dapat memenuhibebarapa Subkriteria-subkriteria diatas pada subkriteria Standar Material (S1). Fabrikator harus mempunyai pengetahuan tentang material-material standar yang disetujui oleh
customer. Fabrikator harus mempunyai Standar Fasilitas untuk pengerjaan
Tingkat keselamatan kerja bagi pekerja juga wajib dipenuhi, Fabrikator juga menyedikan standar tenaga kerja yang sesuai khususnya dalam pengerjaan proses perpipaan dan Konstruksi.
5.2.3 Analisa Perhitungan Sistesis dengan Software Superdecisions
Dari perhitungan sistesis dengan menggunakan software superdecision bisa dibawah ini bahwa PT. MF sebagai alternatif (F3) mendapatkan nilai tertinggi dibanding dengan alternatif-alternatif yang lain.
Untuk mempermudah pembacaan tabel 5.12 maka dibuatlah seperti pada gambar 5.12 dibawah ini :
Gambar 5.3 Diagram Hasil Sintetis
Dari table diatas PT. MF memiliki hasil pembobotan tertinggi, Oleh sebab itu disarankan dalam pemilihan Fabrikator PT. YS dapat memilih PT. MF sebagai mitra kerja untuk pengerjaan fabrikasi Perpipaan dan Konstruksi.