BAB II
TINJAUAN PUSTAKA
2.1. Baja
Baja adalah besi karbon campuran logam yang dapat berisi konsentrasi dari elemen campuran lainnya, ada ribuan campuran logam lainnya yang mempunyai perlakuan bahan dan komposisi berbeda. Sifat mekanis adalah sensitif kepada isi dari pada karbon, yang mana secara normal kurang dari 1,0% C. Sebagian dari baja umum digolongkan menurut konsentrasi karbon, yakni ke dalam rendah, medium dan jenis karbon tinggi.
Baja merupakan salah satu bahan yang sangat banyak dipakai di seluruh dunia untuk keperluan kehidupan manusia, khususnya di dunia industri. Ditemukan pertama kali oleh orang Mesir lebih dari 4000 tahun yang lalu untuk perhiasan dan alat rumah tangga yang kemudian berkembang menjadi bahan berharga dan dimanfaatkan orang setiap hari saat ini.
Baja merupakan bahan dasar vital untuk industri. Semua segmen kehidupan, mulai dari peralatan dapur, transportasi, generator pembangkit listrik, sampai kerangka gedung dan jembatan menggunakan baja. Besi baja menduduki peringkat pertama di antara barang tambang logam dan produknya melingkupi hampir 90 % dari barang berbahan logam.
Tabel 2.1 Sifat Baja AISI 1060 Modulus Elastis : 190-210 GPa
Kekuatan Tarik : 1158 MPa Elongasi : 15%
Kekerasan : 333 BHN
2.1.1. Proses Pembuatan Baja
Untuk menghasilkan baja, banyak proses yang dilakukan, membutuhkan ilmu pengetahuan dan teknologi sehingga dapat dipakai untuk berbagai keperluan.
2.1.1.1 Pembuatan Besi Kasar
Besi kasar adalah hasil pengolahan dari bijih besi dengan melalui beberapa proses. Proses awal adalah dengan mengurangi senyawa-senyawa dan zat-zat lain yang terkandung dalam bijih besi dengan tahap sebagai berikut:
• Dibersihkan.
• Dipecah-pecah dan digiling sampai halus, sehingga partikel besi dapat dipisahkan dari bahan yang tidak diperlukan menggunakan magnit.
• Dibentuk menjadi “pellet” (bulatan-bulatan kecil), diameter ± 14 mm.
Untuk memudahkan dalam pembentukan “pellet” maka ditambahkan tanah liat, sehingga dapat dirol menjadi bentuk bulat.
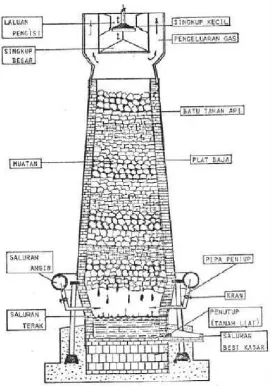
mencapai 100 meter. Dinding luar terbuat dari baja dan bagian dalam dilapisi batu tahan api yang mampu menahan temperatur tinggi.
Pada bagian atas dapur tinggi terdapat corong untuk memasukkan bahan baku, yaitu bijih besi, kokas dan batu kapur. Kokas adalah batu bara yang telah diproses (disuling kering) sehingga dapat menghasilkan panas yang tinggi. Batu kapur berfungsi untuk mengikat bahan-bahan yang tidak diperlukan.
Proses pada dapur tinggi adalah dengan meniupkan udara panas ke dalam dapur tinggi untuk membakar kokas dengan temperatur ± 2000°C. Cairan besi dan terak akan turun ke dasar dapur tinggi secara perlahan-lahan dan selanjutnya dituang ke kereta khusus. Hasil ini disebut besi kasar, yang kemudian dapat diproses lebih lanjut menjadi baja.
2.1.1.2 Proses Pembuatan Baja
Besi kasar dari hasil proses dapur tinggi, kemudian diproses lanjut untuk dijadikan berbagai jenis baja.
Ada beberapa proses yang dilakukan untuk merubah besi kasar menjadi baja:
2.1.1.2.1 Dapur Baja Oksigen (Proses Bassemer)
tanur menjadi besi kasar yang biasanya mengandung Karbon (C), Mangan (Mn), Silicon (Si), Nikel (Ni), Fosfor (P), Belerang (S). Kemudian leburan besi
dipindahkan ke tungku lain (converter) dan dihembuskan gas oksigen untuk mengurangi kandungan karbon.
Pada dapur baja oksigen dilakukan proses lanjutan dari besi kasar menjadi baja, yakni dengan membuang sebagian besar karbon dan kotoran-kotoran (menghilangkan bahan-bahan yang tidak diperlukan) yang masih ada pada besi kasar. Ke dalam dapur dimasukkan besi bekas, kemudian baru besi kasar, tapi sebagian pabrik baja banyak yang langsung dari dapur tinggi, sehingga masih dalam keadaan cair langsung disalurkan ke dapur Oksigen.
Kemudian, udara (oksigen) yang didinginkan dengan air dan kecepatan tinggi ditiupkan ke cairan logam. Ini akan bereaksi dengan cepat antara karbon dan kotoran-kotoran lain yang akan membentuk terak yang mengapung pada permukaan cairan.
Dapur dimiringkan, maka cairan logam akan keluar melalui saluran yang kemudian ditampung dalam kereta-kereta tuang.
Untuk mendapatkan spesifikasi baja tertentu, maka ditambahkan campuran lain sebagai bahan paduan. Hasil penuangan ini dapat langsung dilanjutkan dengan proses pengerolan untuk mendapatkan bentuk/profil yang diinginkan.
penempaan dingin, perlakuan panas, pengerasan permukaan dan lain-lain untuk dibentuk menjadi sebuah produk seperti terlihat pada gambar 2.1.
Gambar 2.1. Proses Pengerjaan Baja pada Dapur Tinggi
2.1.1.2.2 Dapur Baja Terbuka (Siemens Martin)
Sama halnya dengan Dapur Baja Oksigen, maka dapur baja terbuka (Siemens Martin) juga merupakan dapur yang digunakan untuk memproses besi kasar menjadi baja.
Dapur ini dapat menampung baja cair lebih dari 100 ton dengan proses mencapai temperatur ± 1600°C; wadah besar serta berdinding yang sangat kuat dan landai.
Proses pembuatan dengan dapur ini adalah proses oksidasi kotoran yang terdapat pada bijih besi sehingga menjadi terak yang mengapung pada permukaan baja cair. Oksigen langsung disalurkan kedalam cairan logam melalui tutup atas. Apabila selesai tiap proses, maka tutup atas dibuka dan cairan baja disalurkan untuk proses selanjutnya untuk dijadikan bermacam-macam jenis baja.
2.1.1.2.3 Dapur Baja Listrik
Panas yang dibutuhkan untuk pencairan baja adalah berasal arus listrik yang disalurkan dengan tiga buah elektroda karbon dan dimasukkan/diturunkan mendekati dasar dapur. Penggunaan arus listrik untuk pemanasan tidak akan mempengaruhi atau mengkontaminasi cairan logam, sehingga proses dengan dapur baja listrik merupakan salah satu proses yang terbaik untuk menghasilkan baja berkualitas tinggi dan baja tahan karat (stainless steel).
panas yang sangat tinggi (± 7000°C), sehingga besi bekas dan bahan-bahan lain yang dimasukkan dengan cepat dapat mencair.
Adapun campuran-campuran lain (misalnya untuk membuat baja tahan karat) dimasukkan setelah bahan-bahan menjadi cair dan siap untuk dituang.
Baja banyak digunakan karena baja mempunyai sifat mekanis lebih baik dari pada besi, sifat baja antara lain:
Tangguh dan ulet Mudah ditempa Mudah diproses
Sifatnya dapat diubah dengan mengubah karbon Sifatnya dapat diubah dengan perlakuan panas Kadar karbon lebih rendah dibanding besi Banyak dipakai untuk berbagai bahan peralatan.
Walaupun baja lebih sering digunakan, namun baja mempunyai kelemahan yaitu ketahanan terhadap korosinya rendah.
2.1.2. Klasifikasi Baja
Berdasarkan tinggi rendahnya presentase karbon di dalam baja, baja karbon diklasifikasikan sebagai berikut:
2.1.2.1 Baja Karbon Rendah (low carbon steel)
a) Baja karbon rendah yang mengandumg 0,04% - 0,10% C. untuk dijadikan baja – baja plat atau strip.
b) Baja karbon rendah yang mengandung 0,10% - 0,15% C digunakan untuk keperluan badan-badan kendaraan.
c) Baja karbon rendah yang mengandung 0,15% - 0,30% C digunakan untuk konstruksi jembatan, bangunan, membuat baut atau dijadikan baja konstruksi.
2.1.2.2 Baja Karbon Menengah (medium carbon steel)
Baja karbon menengah mengandung karbon antara 0,30% - 0,60% C. Baja karbon menengah ini banyak digunakan untuk keperluan alat-alat perkakas bagian mesin. Berdasarkan jumlah karbon yang terkandung dalam baja maka baja karbon ini dapat digunakan untuk berbagai keperluan seperti:
0,30 % – 0,40 % C : connecting rods, crank pins, axles.
0,40 % – 0,50 % C : car axles, crankshafts, rails, boilers, auger bits,
screwdrivers.
0,50 % – 0,60 % C : hammers dan sledges.
2.1.2.3 Baja Karbon Tinggi (high carbon steel)
Baja karbon tinggi mengandung kadar karbon antara 0,60% - 1,7% C dan setiap satu ton baja karbon tinggi mengandung karbon antara 70 – 130 kg. Baja ini mempunyai tegangan tarik paling tinggi dan banyak digunakan untuk material tools. Salah satu aplikasi dari baja ini adalah dalam pembuatan kawat baja dan
screw drivers, blacksmiths hammers, tables knives, screws, hammers, vise
jaws, knives, drills tools for turning brass and wood, reamers, tools for turning
hard metals, saws for cutting steel, wire drawing dies, fine cutters.
Berdasarkan Komposisi dalam prakteknya baja terdiri dari beberapa macam yaitu: Baja Karbon ( Carbon Steel ), dan Baja Paduan ( Alloyed Steel )
2.1.3. Sifat-Sifat Baja
Untuk dapat menggunakan bahan teknik dengan tepat, maka bahan tersebut harus dapat dikenali dengan baik sifat-sifatnya yang mungkin akan dipilih untuk digunakan. Sifat-sifat tersebut tentunya sangat banyak macamnya, untuk itu secara umum sifat-sifat bahan tersebut dapat diklasifikasikan sebagai berikut: 2.1.3.1 Sifat Kimia
Dengan sifat kimia diartikan sebagai sifat bahan yang mencakup antara lain kelarutan bahan terhadap larutan kimia, basa atau garam dan pengoksidasiannya terhadap bahan tersebut. Salah satu contoh dari sifat kimia yang terpenting adalah korosi.
2.1.3.2 Sifat Teknologi
Sifat teknologi adalah sifat suatu bahan yang timbul dalam proses pengolahannya. Sifat ini harus diketahui terlebih dahulu sebelum mengolah atau mengerjakan bahan tersebut.
2.1.3.3 Sifat Mekanik
Sifat mekanik suatu bahan adalah kemampuan bahan untuk menahan beban-beban yang dikenakan padanya. Beban-beban tersebut dapat berupa beban tarik, tekan, bengkok, geser, puntir, atau beban kombinasi.
Sifat-sifat mekanik yang terpenting antara lain : 2.1.3.3.1 Kekuatan (strength)
Menyatakan kemampuan bahan untuk menerima tegangan tanpa menyebabkan bahan tersebut menjadi patah. Kekuatan ini ada beberapa macam, dan ini tergantung pada beban yang bekerja antara lain dapat dilihat dari kekuatan tarik, kekuatan geser, kekuatan tekan, kekuatan puntir, dan kekuatan bengkok. 2.1.3.3.2 Kekerasan (hardness)
Dapat didefenisikan sebagai kemampuan bahan untuk bertahan terhadap goresen, pengikisan (abrasi) dan penetrasi. Sifat ini berkaitan erat dengan sifat keausan (wear resistance). Dimana kekerasan ini juga mempunyai korelasi dengan kekuatan.
2.1.3.3.3 Kekenyalan (elasticity)
Kekenyalan juga menyatakan seberapa banyak perubahan bentuk yang permanen mulai terjadi, dengan kata lain kekenyalan menyatakan kemampuan bahan untuk kembali ke bentuk dan ukuran semula setelah menerima beban yang menimbulkan deformasi.
2.1.3.3.4 Kekakuan (stiffness)
Menyatakan kemampuan bahan untuk menerima tegangan/beban tanpa mengakibatkan terjadinya perubahan bentuk (deformasi) atau defleksi. Dalam beberapa hal kekakuan ini lebih penting daripada kekuatan
2.1.3.3.5 Plastisitas (plasticity)
Menyatakan kemampuan bahan untuk mengalami sejumlah deformasi plastis yang permanen tanpa mengakibatkan terjadinya kerusakan. Sifat ini sangat diperlukan bagi bahan yang akan diproses dengan berbagai proses pembentukan seperti, forging, rolling, extruding dan sebagainya. Sifat ini sering juga disebut sebagai keuletan/kekenyalan (ductility). Bahan yang mampu mengalami deformasi plastis yang cukup tinggi dikatakan sebagai bahan yang mempunyai keuletan/kekenyalan tinggi, dimana bahan tersebut dikatakan ulet/kenyal (ductile). Sedang bahan yang tidak menunjukan terjadinya deformasi plastis dikatakan sebagai bahan yang mempunyai keuletan rendah atau dikatakan getas/rapuh (brittle).
2.1.3.3.6 Ketangguhan (toughness)
suatu kondisi tertentu. Sifat ini dipengaruhi oleh banyak faktor, sehingga sifat ini sulit untuk diukur.
2.1.3.3.7 Kelelahan (fatigue)
Merupakan kecenderungan dari logam untuk patah apabila menerima tegangan berulang-ulang (cyclic stress) yang besarnya masih jauh di bawah batas kekuatan elastisitasnya. Sebagian besar dari kerusakan yang terjadi pada komponen mesin disebabkan oleh kelelahan. Karenanya kelelahan merupakan sifat yang sangat penting tetapi sifat ini juga sulit diukur karena sangat banyak faktor yang mempengaruhinya.
2.1.3.3.8 Keretakan (creep)
Merupakan kecenderungan suatu logam mengalami deformasi plastik yang besarnya merupakan fungsi waktu, pada saat bahan tersebut menerima beban yang besarnya relatif tetap.
2.1.4. Diagram Fasa Fe-C
Perlakuan panas pada logam merupakan ilmu yang mempelajari tentang perubahan sifat dan struktur pada logam akibat pemberian panas pengaturan laju pendinginan. Secara umum, perlakuan panas pada logam akan berhubungan erat dengan tiga hal yaitu temperatur, waktu, dan komposisi.
paduan yang mampu menyelinap di sela – sela ikatan atom, atau di sekitar kristal satu dengan yang lain. Selain jumlah, ukuran pun penting untuk menentukan apakah elemen paduan tersebut menyelinap (interstisi), atau mengganti (substitusi). Atom itu tidak diam, tapi bergerak. Atom dalam setiap logam mampu bergerak dan berpindah tempat disebabkan oleh dua hal yaitu kondisi energi yang diberikan (diwakilkan oleh temperatur) dan komposisi elemen paduan (diwakilkan oleh persen berat unsur). Secara alamiah, suatu lingkungan yang padat akan cenderung mencari kestabilan dengan mengurangi kepadatannya menuju lingkungan lain yang kurang padat. Itu adalah proses difusi, dipengaruhi oleh gradien komposisi. Namun, untuk bisa berpindah, butuh energi. Kombinasi dari keduanya, maka kita akan mendapatkan ilmu pertama dari Ilmu dan Teknik Material.
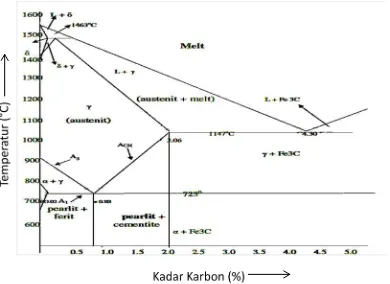
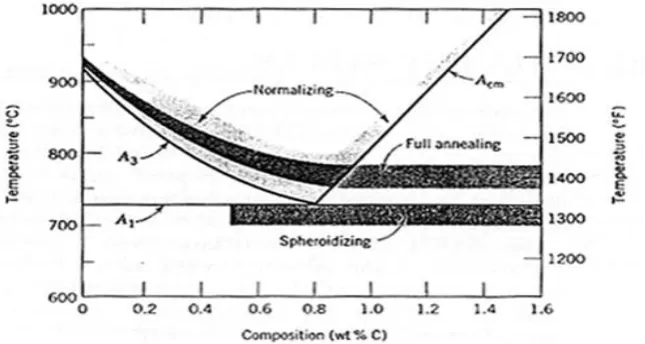
Diagram keseimbangan besi karbon seperti pada gambar 2.2 adalah diagram yang menampilkan hubungan antara temperatur dimana terjadi perubahan fasa selama proses pendinginan dan pemanasan yang lambat dengan kadar karbon. Diagram ini merupakan dasar pemahaman untuk semua operasi-operasi perlakuan panas. Dimana fungsi diagram fasa adalah memudahkan memilih temperatur pemanasan yang sesuai untuk setiap proses perlakuan panas baik proses anil, normalizing maupun proses pengerasan.
mengenai perubahan fasa pada kondisi seimbang memberikan ilmu pengetahuan dasar untuk melakukan perlakuan panas.
Untuk mempermudah penelitian atau pun memodifikasi suatu baja dengan kadar karbon tertentu maka dilakukan penelitian secara terperinci selama bertahun-tahun mengenai pengaruh kondisi temperatur pemanasan terhadap fasa yg terjadi pada baja tersebut. Sehingga menghasilkan kurva seperti gambar 2.2.
Gambar 2.2. Diagram Fasa Fe-C
Komponen dari diagram fasa ada dua yaitu komposisi karbon (sumbu X) dan temperatur (sumbu Y). Di tengah diagram tersebut ada “peta” dari jenis fasa yang terbentuk.
Intinya yaitu dalam memodifikasi baja dengan pemanasan dalam tujuan memperlunak baja, hal-hal utama yang perlu diperhatikan yaitu kandungan kadar karbon dan temperatur pemanasan yang menyebabkan fasa tertentu.
2.1.4.1 Delta Iron (Delta Ferrite)
Delta Iron merupakan fasa yang terbentuk dan stabil pada temperatur sekitar 1500°C. Pada daerah ini, karbon yang bisa menjadi interstisi di dalam besi maksimal sekitar 0.09%. Delta, di sebelah kiri, memiliki garis kelarutan karbon (lebih dari 0.025% dan kurang dari 0.5%), garis mendatar di sebelah kanan, menunjukkan kelarutan karbon maksimal. Fasa delta ini cenderung lunak dan tidak stabil pada suhu kamar. Struktur kristal yang terbentuk adalah BCC. Gambar 2.3 ini menunjukkan gambar struktur mikro Delta Iron yang di etching dengan kondisi tertentu menggunakan teknik metalurgi khusus pada baja stainless steel.
2.1.4.2 Ferrite(α)
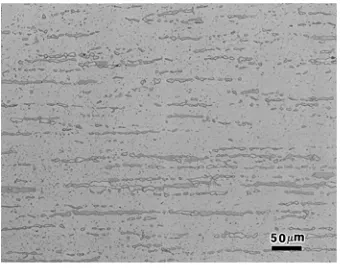
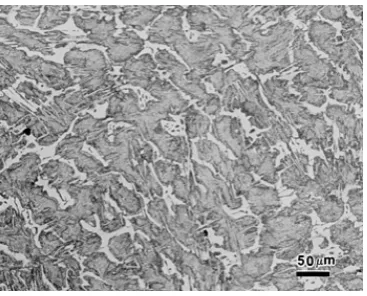
Ferrite (α) merupakan fasa yang terbentuk pada temperatur sekitar 300-723°C. Pada daerah ini, kelarutan karbon maksimalnya adalah 0,025% pada temperatur 725°C, dan turun drastis menjadi 0% pada 0°C. Fasa ini biasa terjadi bersamaan dengan cementite, membentuk pearlite pada pendinginan lambat. Fasa ini lunak, dan memberikan kemampuan bentuk pada logam. Gambar 2.4 menunjukkan struktur fasa ferrite yang berwarna hitam, dan austenite yang berwarna putih. Hal ini menunjukkan bahwa, selain lunak, ferrite sendiri cenderung lebih mudah berkarat dibandingkan austenite.
Gambar 2.4. Mikro Struktur Ferrite
2.1.4.3 Cementite (Fe3C)
Gambar 2.5. Mikro Struktur Cementite
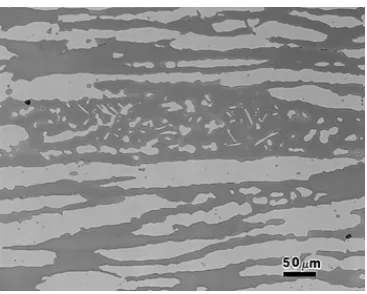
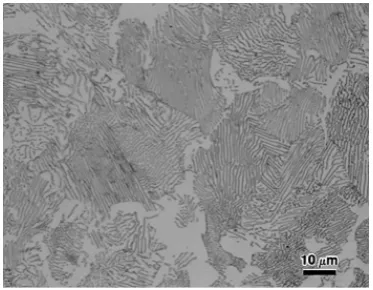
2.1.4.4 Pearlite(α + Fe3C)
Pearlite merupakan satu fasa yang terbentuk dari gabungan dua fasa,
ferrite dan cementite. Pearlite dianggap sebagai satu fasa sendiri, karena
memberikan kontribusi sifat yang seragam. Seperti dijelaskan di atas, di dalam satu fasa, biasa terbentuk dalam satu butir. Namun, untuk Pearlite berbeda, karena ada dua fasa dalam satu butir.
Karena butir berukuran lebih besar dari ukuran fasa ferrite dan cementite itu sendiri (ukuran terkecil yang bisa dikarakterisasi sebesar ukuran indentasi dari uji keras mikro vickers, sekitar 50 mikron), maka pearlite, atas kesepakatan bersama para ahli material, digolongkan sebagai satu fasa dalam satu butir. Pearlite memiliki morfologi mirip seperti lapisan (lamellae) antara ferrite (hitam)
Gambar 2.6 Mikro Struktur Pearlite
2.1.4.5 Austenite(γ)
Gamma Iron merupakan fasa yang terbentuk pada terbentuk pada temperatur 1140°C, dengan kelarutan karbon 2,08%. Kelarutan karbon akan turun menjadi 0,08% pada 723°C. Fasa austenite terlihat jelas pada gambar di bagian ferrite di atas, berwarna putih. Hal ini menunjukkan bahwa fasa ini memiliki
ketahanan karat yang lebih baik daripada fasa yang lain. Austenite merupakan fasa yang tidak stabil di temperatur kamar, sehingga dibutuhkan komposisi paduan lain yang akan berungsi sebagai kamar, contohnya adalah mangan (Mn).
2.1.4.6 Eutectic, Hypo-eutectoid dan hyper-eutectoid
karbon, sedangkan titik eutectic terletak pada garis komposisi 4% karbon. Biasanya, baja yang terletak pada daerah eutectoid disebut baja karbon, sedangkan pada daerah 4% karbon disebut baja cor. Pada baja karbon, ada baja karbon yang kandungan karbonnya rendah (di bawah 0,8%) dan tinggi (di atas 0,8%). Dengan kesepakatan bersama, baja dengan kandungan karbon di bawah 0,8% disebut baja karbon rendah, medium, dan tinggi, sedangkan baja dengan kandungan karbon di atas 0,8% disebut baja saja (steel).
2.2. Proses Pembentukan Logam
Tujuan utama proses manufacturing adalah membuat komponen dengan mempergunakan material tertentu yang memenuhi persyaratan bentuk dan ukuran serta struktur yang mampu melayani kondisi lingkungan tertentu.
Melihat, faktor-faktor di atas maka faktor membuat suatu bentuk tertentu merupakan faktor utama. Ada beberapa metoda atau membuat geometri (betuk dan ukuran) dari suatu bahan yang dikelompokan menjadi empat kelompok dasar proses pembuatan (manufacturing processes) yaitu pengecoran (Casting), pemesinan (Machining), proses konsolidasi dari beberapa bahan menjadi satu (Consolidating, misalkan : Powder Metallurgy, Mechanical fastener, Bonding, Welding dan sebagainya) dan proses deformasi.
Proses pemesinan atau lebih spesifik lagi material removal process (proses pembuangan material), memberikan ketelitian yang sangat tinggi dan fleksibilitas (keuletan) yang besar.
Proses deformasi memanfaatkan sifat beberapa material yaitu kemampuannya mengalir secara plastis pada keadaan padat tanpa merusak sifat-sifatnya. Dengan menggerakan material secara sederhana ke bentuk yang diinginkan, maka sedikit atau bahkan tidak ada material yang terbuang sia-sia.
Dari proses pengecoran, direduksi ukurannya dan diubah ke dalam bentuk-bentuk dasar seperti plates, sheets dan rod. Bentuk-bentuk dasar ini kemudian mengalami proses deformasi lebih lanjut sehingga diperoleh kawat (wire) dan myriad (berjenis-jenis) produk akhir yang dihasilkan melalui tempa (forging),
ekstrusi, sheet metal forming dan sebagainya.
Deformasi yang diberikan dapat berupa aliran curah (bulk flow) dalam tiga dimensi. Geser sederhana, tekuk sederhana dan gabungan ataupun kombinasi dari beberapa jenis proses tersebut. Tegangan yang diperlukan untuk mendapatkan deformasi tersebut dapat berupa tarikan (tension), tekan (compression), geseran (shear) atau kombinasi dari beberapa jenis tegangan tersebut.
Secara makroskopis, deformasi dapat dilihat sebagai perubahan bentuk dan ukuran. Perubahan bentuk yang terjadi dapat di bedakan atas deformasi elastis dan deformasi plastis.
Meskipun hakekat proses pembentukan logam adalah mengusahkan deformasi plastis yang terkontrol, namun dalam berbagai hal pengaruh deformasi elastis cukup besar sehingga tidak dapat diabaikan begitu saja. Untuk itu perlu dibahas lebih dahulu pengertian deformasi elastis dan deformasi plastis.
bila beban ditiadakan, maka benda akan kembali kebentuk dan ukuran semula. Di lain pihak, defomasi plastis adalah perubahan bentuk yang permanen, meskipun bebannya dihilangkan. Secara diagramatis menunjukan pengertian deformasi elastis dan deformasi plastis pada suatu diagram tegangan-regangan.
Bila suatu material dibebani sampai daerah plastis maka perubahan bentuk yang saat itu terjadi adalah gabungan antara deformasi elastis dengan deformasi plastis (penjumlahan ini sering juga disebut deformasi total). Bila beban-beban ditiadakan, maka deformasi elastis akan hilang pula, sehinga perubahaan bentuk yang ada hanyalah deformasi plastis saja.
Pengaruh temperatur terhadap proses-proses pembentukan adalah hal mengubah sifat-sifat dan prilaku material. Secara umum kenaikan temperatur akan mengakibatkan turunnya kekuatan material, naiknya keuletan dan turunnya laju pengerasan regangan yang mana perubahannya tersebut mengakibatkan kemudahan material untuk deformasi.
Berdasarkan temperatur material pada saat deformasi ini, proses pembentukan logam dapat diklasifikasikan menjadi dua kelompok besar, yaitu:
Pengerjaan panas (Hot working) Pengerjaan dingin (Cold working)
Batasan yang berlaku lebih umum adalah yang didasarkan pada temperatur rekristalisasi logam yang diproses. Hal ini memang berkaitan dengan ada atau tidaknya proses pelunakan selama proses berlangsung.
2.2.1 Proses Pengerjaan Panas
Pengerjaan panas adalah proses pembentukan logam yang mana proses deformasinya dilakukan di atas kondisi temperatur dan laju regangan dimana proses rekritalisasi dan deformasi terjadi bersamaan.
Proses pengerjaan panas dapat didefinisikan sebagai proses pembentukan yang dilakukan pada daerah temperatur rekristalisasi logam yang diproses (agar lebih singkat daerah temperatur di atas temperatur rekristalisasi untuk selanjutnya disebut sebagai daerah temperatur tinggi). Dalam proses deformasi pada temperatur tinggi terjadi peristiwa pelunakan yang terus menerus, khususnya akibat terjadinya rekristalisasi. Akibat yang konkret ialah bahwa logam bersifat lunak pada temperatur tinggi. Kenyataan inilah yang membawa keuntungan-keuntungan pada proses pengerjaan panas. Yaitu bahwa deformasi yang diberikan kepada benda kerja dapat relatif besar. Hal ini disebabkan karena sifat lunak dan sifat ulet, sehingga gaya pembentukan yang dibutuhkan relatif kecil, serta benda kerja mampu menerima perubahaan bentuk yang besar tanpa retak. Karena itulah keuntungan proses pengerjaan panas biasanya digunakan pada proses-proses pembentukan primer yang dapat memberikan deformasi yang besar, misalnya proses pengerolan panas, tempa dan ekstrusi.
perbadaan yang jelas apabila perbandingan dengan kurva tegangan – regangan sebenarnya yang naik ke atas pada deformasi di bawah temperatur rekristalisasi. Dengan demikian proses pengerjaan panas secara drastis mampu mengubah bentuk material tanpa akan timbulnya retak pembentukan yang berlebihan.
Di samping itu, temperatur tinggi memacu proses difusi sehingga hal ini dapat menghilangkan ketidak homogenan kimiawi, pori-pori karena efek pengelasan dapat tertutup atau ukurannya berkurang selama derformasi berlangsung serta struktur metalurgi dapat diubah sehingga diperoleh sifat-sifat akhir yang lebih baik. Dilihat dari segi negatif, temperatur tinggi dapat mengakibatkan reaksi yang tidak dikehendaki antara benda kerja dengan lingkungannya.
Suhu rekristalisasi, merupakan salah satu indikator untuk menentukan batas antara pengerjaan panas dan pengerjaan dingin, dimana untuk pengerjaan panas logam, dilakukan di atas suhu rekristalisasi atau disebut juga di atas daerah pengerasan kerja. Sementara itu, pengerjaan dingin dilakukan di bawah suhu rekristalisasi, bahkan sering dilakukan pada suhu kamar (ambiance temperature), sebagai contoh: suhu rekristalisasi baja berkisar antara 500°C sampai dengan 700°C, namun untuk pengerjaan panas, sering dilakukan di atas suhu tersebut. Pengerasan kerja sesungguhnya baru akan terjadi, ketika batas bawah daerah rekristalisasi tersebut dicapai.
rekristalisasi, sementara itu, daerah pengerasan kerja, juga tergantung pada pengerjaan dingin yang mungkin telah pernah dilakukan sebelumnya pada logam yang ditinjau.
Perlu juga diketahui, bahwa selama operasi pengerjaan panas, logam berada dalam keadaan plastis, sehingga mudah untuk dibentuk dengan tekanan.
Toleransi menjadi rendah sebagai akibat adanya penyusutan/pemuaian termal ataupun akibat pendinginan yang tidak seragam. Secara metalurgis dapat terjadi sehingga ukuran butir produk akan bervariasi tergantung pada besar reduksi yang alami, temperatur deformasi yang terakhir, setelah deformasi dan faktor-faktor lainnya.
Keberhasilan dan kegagalan proses pengerjaan panas sering sangat tergantung pada keberhasilan mengatur kondisi termal, karena hampir 90% energi yang diberikan kepada benda kerja akan diubah menjadi panas maka temperatur benda kerja akan naik jika deformasi berlangsung sangat cepat. Meskipun demikian, pada umumnya pemanasan benda kerja dipanaskan pada temperatur yang lebih rendah.
Guna mendapatkan toleransi produk yang lebih baik maka temperatur dies dinaikan dan waktu kontak yang lebih lama (kecepatan deformasi yang lebih rendah). Namun dengan cara seperti ini juga akan semakin memperpendek umur dies. Pada saat memproses forming produk yamg bentuknya rumit, seperti pada hot forging, bagian tipis akan mendingin lebih cepat dari pada bagian yang tebal
sehingga hal ini akan semakin memperumit perilaku aliran benda kerja. Lebih jauh lagi ketidak seragaman pendinginan benda karja akan menimbulkan tegangan sisa pada produk akhir hasil proses hot working.
Ada beberapa pengerjaan panas yang sering digunakan untuk menghasilkan sebuah produk. Dengan pengerjaan panas ini diharapkan produk yang dihasilkan memiliki sifat-sifat yang dibutuhkan.
Heat treatment, dari sebuah rangkuman yang ditulis oleh Avner (1974:
676) menyatakan bahwa perlakuan panas (heat treatment) adalah: “Heating and cooling a solid metal or alloy in such away as to obtain desired conditions or
properties. Heating for the sole purpose of hot-working is excluded from the
meaning of this definition”.
komposisi kimia, khususnya karbon dapat mengakibatkan perubahan sifat-sifat fisis.
Perlakuan-perlakuan panas untuk proses roling panas yang lain yaitu: 2.2.1.1 Pengerasan (Hardening)
Hardening atau pengerasan dan disebut juga penyepuhan merupakan salah
satu proses perlakuan panas yang sangat penting dalam produksi komponen-komponen mesin. Untuk mendapatkan struktur baja yang halus, keuletan, kekerasan yang diinginkan, dapat diperoleh melalui proses ini.
Menurut Kenneth Budinski (1999: 167), pengerasan baja membutuhkan perubahan struktur kristal dari body-centered cubic (BCC) pada suhu ruangan ke struktur kristal face-centered cubic (FCC). Dari diagram keseimbangan besi karbon dapat diketahui besarnya suhu pemanasan logam yang mengandung karbon untuk mendapatkan struktur FCC. Logam tersebut harus dipanaskan dengan sempurna sampai daerah austenit.
Pengerasan meliputi pekerjaan pendinginan yang menyebabkan karbon terbentuk dalam struktur kristal. Pendinginan dilakukan dengan mengeluarkan dengan cepat logam dari dapur pemanas (setelah direndam selama waktu yang cukup untuk mendapatkan temperatur yang dibutuhkan) dan mencelupkan ke dalam media pendingin air atau oli.
2.2.1.2 Pelunakan (Annealing)
dilakukan untuk tujuan meningkatkan keuletan dan mengurangi tegangan dalam yang menyebabkan material berperilaku getas. Secara umum proses pelunakan dapat berupa proses normalizing, full annealing dan spheroidizing.
2.2.1.3 Normalizing
Normalizing merupakan proses perlakuan panas yang bertujuan untuk
memperhalus dan, menyeragamkan ukuran serta distribusi ukuran butir logam. Proses ini diperlukan untuk komponen atau material yang mengalami proses pembentukan seperti pengerolan dingin, tempa dingin dan pengelasan.
Proses normalizing yaitu dengan cara memanaskan material pada temperatur 55°C sampai 85°C di atas temperatur kritis. Kemudian ditahan untuk beberapa lama hingga fasa secara penuh bertransformasi ke fasa austenit. Selanjutnya material didinginkan pada udara terbuka hingga mencapai suhu kamar, seperti terliat pada gambar 2.7.
2.2.1.4 Full annealing
Full annealing merupakan proses perlakuan panas yang bertujuan untuk
melunakkan logam yang keras sehingga mampu dikerjakan dengan mesin. Proses ini banyak dilakukan pada baja medium. Proses ini dilakukan dengan cara memanaskan material baja pada temperatur 15°C hingga 40°C di atas temparatur A3 atau A1 tergantung kadar karbonnya. Pada temperatur tersebut pemanasan ditahan untuk beberapa lama hingga mencapai kesetimbangan. Selanjutnya material didinginkan dalam dapur pemanas secara perlahan-lahan hingga mencapai temperatur kamar. Struktur mikro hasil full annealing berupa pearlit kasar yang relatif lunak dan ulet.
2.2.1.5 Spheroidizing
Baja karbon medium dan tinggi memiliki kekerasan yang tinggi dan sulit untuk dikerjakan dengan mesin dan dideformasi. Untuk melunakkan baja ini dilakukan proses spheroidizing.
Proses spheroidizing dilakukan dengan cara memanaskan baja pada temperatur sedikit di bawah temperatur eutectoid, yaitu sekitar 700°C. Pada temperatur tersebut ditahan selama 15 hingga 25 jam. Kemudian didinginkan secara perlahan-lahan di dalam tungku pemanas hingga mencapai temperatur kamar.
dikurangi dengan menekan bahan tersebut menggunakan dua rol yang saling berhadapan Karena memerlukan gaya yang sangat besar maka dilakukan pemanasan agar gaya yang diperlukan dapat dikurangi.
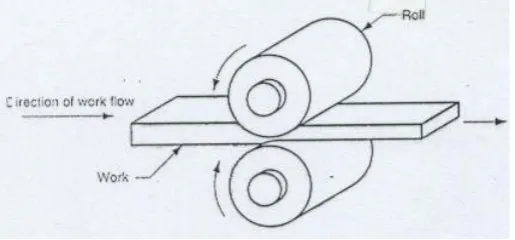
Pengerolan yang digunakan untuk mengurangi ketebalan (deformasi) yaitu pengerolan datar, seperti terlihat pada gambar 2.8. Pengerolan datar adalah pengerolan terhadap benda kerja untuk memperoleh hasil rol yang memiliki permukaan datar. Pada umumnya pengerolan datar dilakukan dengan pengerjaan panas (disebut pengerolan panas) karena dalam pengerolan ini diperlukan deformasi yang besar.
Gambar 2.8. Proses Pengerolan Datar
Keuntungan pengerolan panas yaitu bebas dari tegangan sisa dan sifat-sifatnya lebih homogen karena terjadi deformasi yang merata, sedangkan kerugiannya yaitu dimensi akibat deformasi kurang akurat dan terjadi oksidasi pada permukaan spesimen.
maka proses ini disebut sebagai rolling panas. Jika suhu logam di bawah suhu rekristalisasinya, proses ini disebut sebagai rolling dingin, seperti gambar 2.9.
Gambar 2.9. Skema Perollingan
Ada banyak jenis proses roling, termasuk rol cincin, rol bending, rol membentuk, roling profil, dan roling terkontrol.
Rolling mills adalah yang paling awal digunakan di pabrik, yang
diperkenalkan dari Belgia ke Inggris pada 1590. Yang cara kerjanya melewatkan bar datar antara rol untuk membentuk pelat besi, yang kemudian lewat di antara gulungan beralur (slitters) untuk menghasilkan batang dari besi. Belakangan ini mulai menjadi rerolled dan kaleng untuk membuat tinplate. Para produksi awal dari besi plat di Eropa adalah hasil tempa, bukan rolling mills.
Dengan memutar batang sebesar 90° untuk setiap langkah (pas), maka umum nya tidak akan terbentuk sirip (sirip ini perlu dibersihkan kemudian).
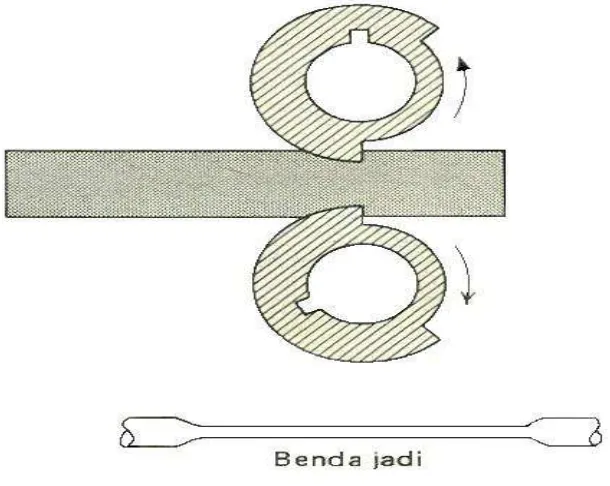
Bila mesin rol berada dalam posisi terbuka, maka operator akan menempatkan batang yang dipanas kan diantara rol-rolnya, seperti terlihat pada gambar. Ketika rol berputar, batang dijepit oleh alur rol dan didorong kearah operator, bila rol terbuka, batang didorong kembali dan digiling lagi, atau dipindah kan ke alur rol berikutnya untuk langkah selanjutnya.
Gambar 2.10. Proses Rolling dan Hasilnya
perlu gaya yang cukup besar untuk membentuk baja mengikuti alur yang diinginkan.
Gambar 2.11 menunjukkan suatu benda awal tempa yang kasar, dapat dibentuk menjadi roda yang licin dengan menggunakan rol-rol lainnya, yang dipasangkan di sekeliling roda tersebut. Bila roda berputar maka diameter benda berangsur-angsur bertambah besar, sedangkan pelat dan rim nya makin tipis, setelah sesuai dimensi, maka benda dipindah ke mesin lainnya untuk proses pembentukan akhir.
Gambar 2.11. Tahapan Perollingan
sudu baling-baling pesawat terbang, turbin linggis
mata pisau pahat tabung tirus ujung per daun
Sebuah paten diberikan kepada Thomas Blockley dari Inggris pada 1759 untuk polishing dan roling logam. Paten lain diberikan pada 1766 kepada Richard Ford dari Inggris untuk pabrik gabungan pertama. Sebuah pabrik gabungan adalah dimana logam yang terrol di tingkat berturut-turut.
Praktek rolling modern dapat dikaitkan dengan upaya perintis Henry Cort dari Fontley Besi Mills, dekat Fareham, Inggris. Pada 1783 paten dikeluarkan untuk Henry Cort dimana dia menggunakan gulungan beralur untuk batang besi bergulir. Dengan pabrik desain baru. Mampu menghasilkan 15 kali output per hari dibandingkan dengan palu. Meskipun Cort tidak yang pertama untuk menggunakan gulungan beralur, ia pertama yang menggabungkan penggunaan banyak fitur terbaik dari berbagai cara pembuatan baja dan proses membentuk dikenal pada saat itu. Dengan demikian penulis modern telah memanggilnya "ayah dari roling modern".
Pabrik rel rolling pertama didirikan oleh John Birkenshaw pada tahun 1820, di mana ia menghasilkan rel besi tempa ikan berperut dalam panjang dari 15 sampai 18 kaki. Dengan kemajuan teknologi di rolling mills ukuran rolling mills tumbuh pesat seiring dengan produk ukuran roling medium. Contoh mesin rolingnya seperti terlihat pada gambar 2.12.
Gambar 2.12. Mesin Roling
langsung ke dalam rolling mills pada suhu yang tepat. Dalam operasi yang lebih kecil bahan dimulai pada suhu kamar dan harus dipanaskan. Hal ini dilakukan di sebuah lubang perendaman gas atau minyak bakar untuk benda kerja yang lebih besar dan lebih kecil untuk benda kerja digunakan pemanas induksi. Saat bahan ini dikerjakan temperatur harus dipantau untuk memastikan tetap berada di atas temperatur rekristalisasi. Contoh dari hasil rolling panas seperti terlihat pada gambar 2.13 di bawah ini. Untuk mempertahankan faktor keamanan temperatur penyelesaian didefinisikan di atas suhu rekristalisasi, hal ini biasanya 50°C sampai 100°C (90°F sampai 180°F) di atas suhu rekristalisasi. Jika suhu tidak turun di bawah suhu ini materi harus kembali dipanaskan sebelum roling panas lebih panas.
Gambar 2.13. Hasil Rolling Panas
tidak homogen akan menyebabkan banyak tegangan sisa, yang biasanya terjadi dalam bentuk-bentuk yang memiliki penampang tidak rata, seperti bentuk-I dan bentuk-H. Sementara produk jadi yang berkualitas baik, permukaan dilapisi dalam skala pabrik, yang merupakan oksida yang terbentuk pada suhu tinggi. Hal ini biasanya dihapus melalui pengawetan atau proses permukaan halus bersih, yang menghasilkan permukaan halus. Dimensi toleransi biasanya 2 sampai 5% dari dimensi keseluruhan.
2.2.2 Proses Pengerjaan Dingin
Proses pengerjaan dingin didefinisikan sebagai proses pembentukan yang dilakukan pada daerah temperatur di bawah temperatur rekristalisasi. Dalam praktek memang pada umumnya pangerjaan dingin dilakukan pada temperatur kamar, atau dengan lain perkataan tanpa pemanasan benda kerja.
Agar lebih singkat, untuk selanjutnya daerah temperatur di bawah temperatur rekristalisasi disebut saja sebagai daerah temperatur rendah. Pada kondisi ini pada logam yang diderformasi terjadi peristiwa pengerasan regangan. Logam akan bersifat makin keras dan makin kuat tetapi makin getas bila mengalami deformasi. Hal ini menyebabkan relatif kecil deformasi yang dapat diberikan pada proses pengerjaan dingin. Bila dipaksakan adanya suatu perubahan bentuk yang besar, maka benda kerja akan retak akibat sifat getasnya.
tahapan tersebut deformasi yang dapat diberikan adalah relatif besar. Namun proses pengerolan panas ini tidak dapat dilanjutkan pada pelat yang relatif lebih tipis. Memang mungkin saja suatu gulungan pelat dipanaskan terlebih dahulu pada tungku sampai temperaturnya melewati temperatur rekristalisasi. Akan tetapi bila pelat tersebut dirol, maka temperaturnya akan cepat turun sampai di bawah temperatur rekristalisasi. Hal ini disebabkan oleh besarnya panas yang berpindah dari pelat ke sekitarnya. Pelat yang tipis akan lebih cepat mengalami penurunan temperatur dari pada pelat yang tebal.
Dari uraian tersebut jelaslah bahwa proses deformasi yang dapat dilakukan pada benda kerja yang luas permukaan spesifiknya besar hanyalah proses pengerjaan dingin. Beberapa contohnya adalah proses pembuatan pelat tipis dengan pengerolan dingin, proses pembuatan kawat dengan proses panarikan (wire drawing), serta seluruh proses pembentukan terhadap pelat (sheet metal forming).
Keunggulan proses pengerjaan dingin adalah kondisi permukaan benda kerja yang lebih baik dari pada yang diproses dengan pengerjaan panas. Hal ini disebabkan oleh tidak adanya proses pemanasan yang dapat menimbulkan kerak pada permukaan.
Keunggulan lainnya ialah kekerasan dan kekuatan logam sebagai akibat pengerjaan dingin. Namun hal ini diikuti pula oleh suatu kerugian, yaitu makin getasnya logam yang dideformasi dingin.
Sifat-sifat logam dapat diubah dengan proses perlakuan panas (heat treatment). Perubahan sifat menjadi keras dan getas akibat deformasi dapat
Ditinjau dari segi proses pembuatan (manufacturing), proses pengerjaan dingin mempunyai sejumlah kelebihan yang jelas sehingga bebagai Jenis proses pengerjaan dingin menjadi sangat penting dalam kehidupan sehari-hari. Apabila dibandingkan dengan proses pengerjaan panas maka proses pengerjaan dingin mempunyai beberapa keuntungan, yaitu:
Tidak perlu pemanasan Permukaan akhir lebih baik
Pengaturan dimensi lebih bisa terkendali, sehingga walaupun ada
sangat sedikit sekali proses pemesinan lanjut
Produk yang dihasilkan mempunyai reproducibility (mampu
diproduksi kembali dengan kualitas yang sama) interchangeability (mampu tukar) yang lebih baik
Kekuatan, kekuatan lelah (fatigue strength) dan ketahanan ausnya
lebih baik
Sifat-sifat terarah (directional properties) dapat dimunculkan Masalah kontaminasi dapat dikurangi
Adapun kerugiannya adalah
Diperlukan gaya yang besar untuk melakukan deformasi Perlu peralatan yang berat dan berdaya besar
Produk menjadi kurang ulet
Logam harus bersih dan bebas kerak
Terjadi pengeras regangan (strain hardening) sehingga perlu proses
Rusaknya directional properties Timbulnya tegangan sisa
Dari fakta-fakta di atas seperti yang telah dipaparkan di atas. Terlihat bahwa proses pengerjaan dingin khusus cocok untuk produksi dalam jumlah yang banyak, dimana kuantitas produk dapat mengimbangi ongkos peralatan yang mahal.
Cocok tidaknya logam diproses pembentukan dingin ditentukan olah sifat-sifat tariknya yang mana hal ini langsung berkaitan dengan struktur metalurginya. Dengan penjelasan yang sama maka proses pengerjaan dingin akan mengubah sifat material pada produk yang dihasilkan. Defomasi plastis pada suatu logam hanya dapat terjadi jika batas elastis logam dilewati.
Proses pembentukan logam (metal forming) pada temperatur ruang biasa disebut dengan pengerjaan dingin (cold working). Pada pengerjaan dingin proses deformasi akan mengakibatkan peningkatan kekuatan atau kekerasan logam. Peningkatan kekuatan atau kekerasan yang terjadi, akan tergantung pada seberapa besar deformasi atau regangan yang diterima oleh benda kerja. Bertambahnya kekerasan atau kekuatan suatu logam akibat regangan atau pengerjaan dingin (cold working) disebut pengerasan regangan atau pengerasan kerja (work
hardening). Dengan bertambahnya regangan, maka tegangan yang diperlukan
untuk proses deformasi selanjutnya akan menjadi lebih besar.
datar dan lembaran. Jenis-jenis dalam pengerolan berdasarkan temperatur yang bekerja yaitu
1. Pengerolan Panas
Pengerolan panas adalah suatu proses pengerolan yang dilakukan di atas temperatur rekristalisasi. Keuntungannya adalah gaya yang dibutuhkan untuk mendeformasi material jauh lebih kecil, sehingga untuk mencapai reduksi yang besar dapat dilakukan hanya dengan beberapa tahap.
2. Pengerolan Dingin
Pengerolan dingin adalah suatu proses pengerolan yang dilakukan di bawah temperatur rekristalisasi. Pengerolan ini dipergunakan untuk menghasilkan produk yang memiliki kualitas permukaan akhir yang baik. Pengerasan regangan yang diperoleh dari reduksi dingin dapat meningkatkan kekuatan.
Material yang diproses dengan pengerolan pada suhu di bawah suhu dikatakan telah mengalami pengerjaan dingin. Material pada umumnya mengalami pengerjaan dingin pada temperatur kamar, meskipun perlakuan tersebut mengakibatkan kenaikan suhu. Pengerolan dingin dapat mengakibatkan distorsi pada butir dan meningkatkan kekuatan dan kekerasan, memperbaiki kemampuan pemesinan, meningkatkan ketelitian dimensi serta menghaluskan permukaan logam. Sewaktu material mengalami pengerolan dingin terjadi perubahan yang mencolok pada struktur butir seperti perpecahan butir dan pergeseran atom-atom.
batas elastis. Karena tidak mungkin terjadi rekristalisasi selama pengerolan dingin, tidak terjadi pemulihan dari butir yang mengalami perpecahan.
Untuk pengerolan dingin memerlukan mesin roling dengan kemampuan roll untuk gaya yang sangat besar. Karena roling dilakukan tanpa pelunakan terlebih dahulu. Bisa kita bayangkan baja sekeras itu diroling (dipress) sampai deformasi yang diinginkan. Apabila mesin roling tidak mampu dengan beban itu maka mesin akan kelebihan muatan dan kemungkinan mesin akan rusak.
2.3 Pengujian Sifat Mekanis Logam
Ada beberapa pengujian yang dilakukan yaitu:
2.3.1 Pengujian Tarik
Banyak hal yang dapat kita pelajari dari hasil uji tarik. Bila kita terus menarik suatu bahan sampai putus, kita akan mendapatkan profil tarikan yang lengkap berupa kurva seperti digambarkan pada gambar 2.14.
Gambar 2.14. Kurva Tegangan Regangan Baja Karbon Sedang dengan Perlakuan Rolling pada Temperatur 800°C Deformasi 20%
Perubahan panjang dalam kurva disebut sebagai regangan teknik, yang
didefinisikan sebagai perubahan panjang yang terjadi akibat perubahan statik (∆L)
terhadap panjang batang mula-mula (L0). Tegangan yang dihasilkan pada proses ini disebut dengan tegangan teknik (σeng), dimana didefinisikan sebagai nilai
pembebanan yang terjadi (F) pada suatu luas penampang awal (A0).
Tegangan normal tesebut akibat gaya tarik dapat ditentukan berdasarkan persamaan (2.1).
𝜎𝜎= 𝐹𝐹
𝐴𝐴₀ (2.1)
Dimana:
σ = Tegangan tarik (MPa)
F = Gaya tarik (N)
Ao = Luas penampang spesimen mula-mula (mm2)
Regangan akibat beban tekan statik dapat ditentukan berdasarkan persamaan (2.2).
𝜀𝜀 =∆𝐿𝐿𝐿𝐿 (2.2)
Dimana: ∆L = L-L0
Keterangan:
Lo = Panjang spesimen mula-mula (mm)
Pada prakteknya nilai hasil pengukuran tegangan pada suatu pengujian tarik pada umumnya merupakan nilai teknik. Regangan akibat gaya tarik yang terjadi, panjang akan menjadi bertambah dan diameter pada spesimen akan menjadi kecil, maka ini akan terjadi deformasi plastis (Nash, 1998). Hubungan antara stress dan strain dirumuskan pada persamaan (2.3)
E = σ / ε (2.3)
E adalah gradien kurva dalam daerah linier, dimana perbandingan
tegangan (σ) dan regangan (ε) selalu tetap. E diberi nama “Modulus Elastisitas”
atau “Young Modulus”. Kurva yang menyatakan hubungan antara strain dan stress seperti ini kerap disingkat kurva SS (SS curve).
Deformasi merupakan perubahan bentuk, dimensi dan posisi dari suatu materi baik dari suatu materi baik merupakan bagian dari alam ataupun buatan manusia dalam skala waktu dan ruang. Deformasi dapat terjadi jika suatu benda atau materi dikenai gaya (Force).
deformasi plastis adalah perubahan bentuk yang merupakan kelanjutan dari deformasi elastis yang bersifat permanen meskipun beban dihilangkan.
Umumnya, limit elastis bukan merupakan definisi tegangan yang jelas, tetapi pada besi tidak murni dan baja karbon rendah, titik awal terjadinya deformasi plastis ditandai dengan penurunan beban secara tiba-tiba yang menunujukan adanya titik luluh atas dan titik luluh bawah. Perilaku luluh ini merupakan karakteristik bebagai jenis logam, khususnya yang memiliki struktur BBC dan mengandung sejumlah kecil elemen terlarut. Untuk material yang tidak memiliki titik luluh yang jelas, berlaku definisi konvensional mengenai titik awal deformasi plastis, yaitu tegangan uji 0,1% atau 0,2%. Di sini ditarik garis sejajar dengan bagian elastis kurva tegangan-regangan dari titik dengan regangan 0,2%.
2.3.2 Pengujian Kekerasan
(2.4). Dimana bilangan Brinell didefinisikan sebagai tegangan P/A, dalam satuan kgf/mm2, diamana P adalah beban dan A adalah luas permukaan kutub bola yang membentuk indentasi. Jadi
BHN =𝑃𝑃/(𝜋𝜋
Dimana d adalah diameter jejak dan D adalah diameter indentor. Agar diperoleh hasil yang kosisten maka rasio d/D harus kecil dan diusahakan agar tetap konstan. Dengan begini nilai BHN untuk material lunak adalah sama. Pengujian kekerasan penting, baik untuk pengendalian kerja maupun penelitian, khususnya bilamana diperlukan informasi mengenai getas pada suhu tinggi.
2.3.3 Analisa Struktur Butir
Tiap volume yang mempunyai orientasi tertentu disebut butir dan daerah tidak teratur antar butir disebut batas butir. Lebar batas butir sekitar dua atau tiga deretan atom. Sebetulnya, butir dan batas butir berdimensi tiga. Dan gambar hanya menampilkan penampang tertentu. Gelembung polyhedral yang terbentuk bila larutan sabun kita kocok merupakan model tiga dimensi dari kristal dengan batas butirnya.
Butir kristal tidak sepenuhnya berbentuk polyhedral, tetapi dapat mempunyai bentuk yang berbeda, bergantung pada riwayat termal dan mekanik bahan utuh. Sifat mekanik turut ditentukan oleh ukuran butir. Makin halus butir, makin keras bahan dan kekuatan luluh, keuletan dan ketangguhan bahan juga lebih tinggi. Hubungan antara besar butir dan kekuatan diberikan oleh persamaan Petch yang dirumuskan pada persamaan (2.5).
𝜎𝜎𝑦𝑦 =𝜎𝜎1+𝐾𝐾𝑦𝑦𝑑𝑑 1
2
Dimana:
σy = Tegangan luluh
σ1 = Tegangan friksi (friction stress)
k = Koefisien penguat (strengthening coefficient) d = ukuran (diameter) butir
2.3.4 Pertumbuhan Struktur Butir
Struktur kristal logam akan rusak pada titik cairnya (Alexander, 1991). Batas butir akan lenyap dan kekuatan mekanik tidak akan berarti lagi. Struktur kristal akan terbentuk kembali jika logam didinginkan. Sewaktu membeku, energi dilepaskan dalam bentuk panas laten pembekuan, dan laju pembekuan bergantung pada jumlah panas yang dapat dilepaskan.
Bila pendinginan berlangsung secara perlahan-lahan, terbentuklah kelompok atom pada permukaan cairan yang kemudian menjadi inti butiran padat. Selama solidifikasi dengan laju pendinginan lambat, inti pertama bertambah besar akibat kepindahan atom dari cairan ke bahan padat. Akhirnya, semua cairan bertransformasi dan butir bertambah besar. Batas butir merupakan titik pertemuan pertumbuhan berbagai inti. Bila pendinginan cepat, jumlah kelompok bertambah dan tiap-tiap kelompok tumbuh dengan cepat hingga akhirnya saling bertemu. Sebagai hasil akhir, diperoleh logam dengan jumlah butir yang banyak atau disebut logam padat berbutir halus.
cairan tidak mengandung energi deformasi mekanik. Oleh karena itu, struktur akan stabil dan hampir-hampir tidak mempunyai kecederungan untuk berubah. Pemanasan hingga suhu tinggi hanya akan mengubah bentuk butir secara terbatas, terkecuali pada besi dan baja. Akan tetapi, umumnya bahan teknik tidak mengalami transformasi seperti itu dan struktur coran akan tetap ada sampai dipecahkan secara mekanik.
2.3.5 Perhitungan Diameter Butir
Ada beberapa metode yang dapat dilakukan untuk mengukur besar butir dari struktur mikro suatu material salah satunya adalah metode Planimetri yang dikembangkan oleh Jeffries. Dimana metode ini cukup sederhana untuk menetukan jumlah butir persatuan luas pada bagian-bidang yang dapat dihubungkan pada standar ukuran butir ASTM E 112. Metode planimetri ini melibatkan jumlah butir yang terdapat dalam suatu area tertentu yang dinotasikan dengan NA. Secara skematis proses perhitungan menggunakan metode ini seperti pada gambar 2.15.
Cara penghitungan butiran dengan metode planimetri ini adalah sebagai berikut, jumlah butir bagian dalam lingkaran (Ninside) ditambah setengah jumlah butir yang bersingungan (Nintercepted) dengan lingkaran dikalikan oleh pengali Jeffries (f) dapat dituliskan pada persamaan (2.5).
𝑁𝑁𝐴𝐴 = 𝑓𝑓 (𝑁𝑁𝑖𝑖𝑖𝑖𝑖𝑖𝑖𝑖𝑑𝑑𝑖𝑖 + 𝑁𝑁𝑖𝑖𝑖𝑖𝑖𝑖𝑖𝑖𝑖𝑖𝑖𝑖𝑖𝑖𝑖𝑖𝑖𝑖𝑖𝑖𝑑𝑑2 ) (2.5)
Dimana pengali Jeffries yang dipergunakan tergantung pada perbesaran yang digunakan pada saat melihat struktur mikro dan dapat ditentukan melalui tabel 2.2. Pengali Jeffries ini ditentukan berdasarkan perhitungan yang didapat dari hasil penelitian.
Tabel 2.2. Hubungan antara Perbesaran yang Digunakan dengan Pengali Jeffries
Perbesaran (M)
Pengali Jefrries( f) untuk menetukan butiran/mm2
1 0.0002
10 0.02
25 0.125
50 0.5
75 1.125
100 2.0
150 4.5
200 8.0
250 12.5
500 50.0
750 112.5
1000 200.0