RANCANG BANGUN MESIN PENGGILING IKAN KERING (BAGIAN STATIS)
PROYEK AKHIR
Oleh:
Anang Darun Naja 151903101026
PROGRAM STUDI DIPLOMA TIGA TEKNIK JURUSAN TEKNIK MESIN
FAKULTAS TEKNIK UNIVERSITAS JEMBER
ii
RANCANG BANGUN MESIN PENGGILING IKAN KERING (BAGIAN STATIS)
PROYEK AKHIR
Oleh:
Anang Darun Naja 151903101026
PROGRAM STUDI DIPLOMA TIGA TEKNIK JURUSAN TEKNIK MESIN
FAKULTAS TEKNIK UNIVERSITAS JEMBER
iii
RANCANG BANGUN MESIN PENGGILING IKAN KERING (BAGIAN STATIS)
PROYEK AKHIR
Diajukan guna melengkapi tugas akhir dan memenuhi salah satu syarat untuk
menyelesaikan Program Studi Teknik Mesin (DIII) dan mencapai gelar akhir Ahli Madya
Oleh:
Anang Darun Naja 151903101026
PROGRAM STUDI DIPLOMA TIGA TEKNIK JURUSAN TEKNIK MESIN
FAKULTAS TEKNIK UNIVERSITAS JEMBER
iv
Laporan Proyek Akhir ini saya persembahkan untuk :
1. Orang tua saya Bapak H. Sholehan dan Ibu Hj. Siti Farida, terimakasih atas
pengorbanan, doa, dukungan, kasih sayang, nasehat, dan air mata yang
menetes dalam setiap setiap untaian doa yang senantiasa mengiringi setap
langkah bagi perjuangan dan keberhasilan penulis;
2. Saudara dan kerabat dekat, terimakasih atas bantuan, motivasi, dan
dukungan yang telah diberikan kepada penulis;
3. Guru yang telah mangajarkan saya di TK Dharma Wanita, SDN 1 Puger,
SMPN 1 Puger, SMAN 1 Kencong, serta Dosen Jurusan Teknik Mesin
Fakultas Teknik Universitas Jember. Terimakasih atas ilmu dan didikan
yang telah diberikan kepada penulis;
4. Teman dan sahabat dari masa sekolah saya yang telah memberikan
bantuan, dukungan dan motivasi kepada penulis;
5. Teman-teman saya di Fakultas Teknik Universitas Jember, khususnya DIII
Teknik Mesin angkatan 2015, yang memberikan pengalaman hidup yang
sangat berharga bagi penulis selama masa perkuliahan;
6. Keluarga besar UKM MAHADIPA yang yang telah memberikan cerita,
warna, dan pengalaman hidup yang sangat berharga bagi penulis.
MAHADIPA angkatan XII (Ipas, Tlureng, Wetan, Mahok, Bogem,
Kliwon, Golem, Akar, Turming, Tek-tek, Enjel, Jongos, Serasah dan
Litong) yang sudah sama sama merasakan perjuangan, rasa persuadaraan,
penulis kangen kalian;
v
“ The more you give, the more you get”
-Arief Yahya-
“ Ketahuilah bahwa sesungguhnya kehidupan dunia ini hanyalah permainan dan
suatu yang melalaikan , perhiasan, dan bermegah-megah antara kamu serta
berbangga-banggaan tentang banyaknya harta dan anak, seperti hujan yang
tanam-tanamannya mengagumkan para petani; kemudian tanaman itu menjadi kering dan
kamu lihat warnanya kuning. Kemudian menjadi hancur dan diakhirat (nanti) ada
adzab yang keras dan ampunan dari Allah serta keridhaan-Nya, dan kehidupan
dunia ini tidak lain hanyalah kesenagan yang menipu ”. (Al- Hadid : 20)
“Apapun kendala yang terjadi jangan lah dijadikan beban melainkan jadikan tantangan. Karena Allah selalu menolong hambanya yang sabar”
vi
Saya yang bertanda tangan di bawah ini :
Nama : Anang Darun Naja
NIM : 151903101026
menyatakan dengan sesungguhnya bahwa proyek akhir yang berjudul “Rancang
Bangun Mesin Penggiling Ikan Kering ( Bagian Satis)” adalah benar-benar hasil
karya sendiri, kecuali kutipan yang sudah saya sebutkan sumbernya, belum
pernah diajukan pada institusi manapun, dan bukan karya jiplakan. Saya
bertanggung jawab atas keabsahan dan kebenaran isinya sesuai dengan sikap
ilmiah yang harus dijunjung tinggi.
Demikian pernyataan ini saya buat dengan sebenarnya, tanpa ada tekanan
dan paksaan dari pihak manapun serta bersedia mendapat sanksi akademik jika
ternyata dikemudian hari pernyataan ini tidak benar.
Jember, April 2018
Yang menyatakan,
Anang Darun Naja
vii
RANCANG BANGUN MESIN PENGGILING IKAN KERING (BAGIAN STATIS)
Oleh
Anang Darun Naja
NIM 151903101026
Pembimbing:
Dosen Pembimbing Utama : Dedi Dwi Laksana, S.T.,M.T
viii
Proyek akhir berjudul “Rancang Bangun Mesin Penggiling Ikan Kering” (Bagian
Statis)” telah diuji dan disahkan pada :
Hari, tanggal : ………2018
tempat : Fakultas Teknik Jurusan Teknik Mesin
Pembimbing
Pembimbing I, Pembimbing II,
Dedi Dwi Laksana, S.T., M.T M. Fahrur RozyH., S.T, M.T
NIP. 19691201 199602 1 001 NIP. 19800307 201212 1 003
Penguji
Penguji I Penguji II,
Moch. Edoward R, S.T.,M.T Ahmad Adib R, S.T.,M.T
NIP.19870430 201404 1 001 NIP. 19850117 201212 1 001
Mengesahkan,
Dekan Fakultas Teknik Universitas Jember,
Dr. Ir. Entin Hidayah, M.U.M
ix
Rancang Bangun Bagian Statis Mesin Penggiling Ikan Kering; Anang Darun
Naja; 151903101026; ….. halaman; Jurusan Teknik Mesin Fakultas Teknik
Universitas Jember.
Adanya ketidaksesuaian antara jumlah produksi ikan yang dihasilkan
nelayan daerah Puger kabupaten Jember dibandingkan dengan jumlah kebutuhan
konsumsi ikan menyebabkan sebagian ikan laut yang tidak terpakai menjadi tidak
segar sehingga nilai jualnya menjadi rendah. Hal ini mengakibatkan produk ikan
laut yang tidak terpakai tersebut terpaksa dipasarkan dalam bentuk ikan yang telah
dikeringkan setelah diolah secara konvensional, bahkan yang terlalu lama akan
dibuang karena berjamur dan kualitasnya telah menurun. Sbagian kecil
masyarakat Puger memanfaatkan gaplekan ikan menjadi tepung ikan, untuk
selanjutnya dijual sebagai bahan baku tambahan pembuatan pakan ternak pada
perusahaan pengolah pakan ternak.
Untuk meningkatkan efektifitas jumlah tenaga kerja, sehingga mesin
mampu ditangani oleh satu orang tenaga kerja saat proses produksi tepung ikan
serta mempersingkat proses produksi tepung ikan yang sebelumnya melalui dua
kali proses penggilingan merupakan tujuan utama perancangan dan pembuatan
mesin penggiling ikan kering. Selain itu diharapkan pada akhirnya mesin ini dapat
menekan biaya operasional dan meningkatkan harga jual tepung ikan .
Tahap dalam perancangan dan pembuatan mesin penggiling ikan kering
bagian statis diawali dengan studi literatur dan studi lapangan. Kemudian dari
permasalahan yang ada di lapangan, dilakukan perancangan untuk menentukan
desain mesin yang akan dibuat. Setelah itu dilanjutkan tahap pembuatan dan
perakitan mesin untuk menguji kelayakan dan kinerja mesin yang dilakukan
x
1. Perencanaan Rangka
2. Perencanaan Sambungan Las
3. Perencanaan Mur dan Baut
Dalam proses pengujian mesin penggiling ikan kering bagian statis
diketahui bahwa mesin dapat dioperasikan dengan melibatkan 1 orang tenaga
kerja efektif secara baik. Ikan kering menjadi tepung diproses dalam penggilingan
berupa berputarnya pisau bagian dinamis yang terdapat pada poros utama. Setelah
itu Ikan kering akan tegiling menjadi partikel kecil pada saat pisau bagian dinamis
dan statis beradu. Partikel ikan kering akan jatuh kebawah dan berada pada
saringan . Setelah itu tepung ikan halus akan lolos pada lubang saringan . Dan
tepung ikan yang lolos pada saringan pertama dan kedua itulah yang akan menjadi
tepung ikan siap pakai.
xi
Puji syukur kehadirat Allah SWT atas segala rahmat dan karunia-Nya
sehingga penulis dapat menyelesaikan proyek akhir yang berjudul “Rancang
Bangun Mesin Penggiling Ikan Kering (Bagian Statis)”. Laporan proyek akhir ini
disusun untuk memenuhi salah satu syarat menyelesaikan pendidikan diploma tiga
(DIII) pada jurusan Teknik Mesin Fakultas Teknik Universitas Jember.
Penyusunan proyek akhir ini tidak lepas dari bantuan berbagai pihak, oleh
karena itu, penulis menyampaikan terimakasih kepada :
1. Ibu Dr. Entin Hidayah, M.U.M selaku Dekan Fakultas Teknik Universitas
Jember;
2. Bapak Hari Arbiantara, S.T., M.T. selaku Ketua Jurusan Teknik Mesin
Universitas Jember;
3. Bapak Santoso Mulyadi, S.T., M.T selaku dosen pembimbing utama yang
telah meluangkan waktu, pikiran, dan perhatian dalam penulisan proyek akhir
ini;
4. Bapak Ahmad Adib R, S.T., M.T selaku dosen pembimbing anggota yang
telah meluangkan waktu, pikiran dan perhatian dalam penulisan proyek akhir
ini;
5. Bapak Hari Arbiantara B, S.T., M.T selaku dosen penguji I yang telah
meluangkan waktu, pikiran dan perhatian dalam penulisan proyek akhir ini;
6. Bapak Moch Edoward R, S.T., M.T selaku dosen penguji II yang telah
meluangkan waktu, pikiran dan perhatian dalam penulisan proyek akhir ini;
7. Bapak Agus Triono, S.T., M.T selaku dosen pembimbing akademik yang
selalu memberikan bimbingan dan arahan kepada penulis selama kuliah;
8. Seluruh Dosen Jurusan Teknik Mesin Fakultas Teknik Universitas Jember
yang telah memberikan ilmu, bimbingan, kritik dan saran kepada penulis;
9. Bapak H. Sholehan dan Ibu Hj. Siti Farida yang telah menjadi orang tua yang
xii
adik saya Iqbal Anas Makruf yang selalu membuat penulis termotivasi.
10.Teman-teman seperjuangan Teknik Mesin 2015 terutama DIII Teknik Mesin
angkatan 2015 yang telah memberikan pengalaman hidup, serta cerita semasa
kuliah;
11.Keluarga besar UKM MAHADIPA yang telah memberikan pengalaman
berorganisasi, dan menjadi mahasiswa Pecinta Alam selama kuliah serta
MAHADIPA Angakatan XII yang sudah bersama sama dalam suka duka
selama diperkuliaan.;
12.Kominitas Filli Nocte,Keluarga Vespa (IPA 3 SMAN 1 Kencong),Pedes
Puger, dan Grub Pugeran. Yang selalu mendengarkan keluh kesah, suka, duka
dan senang;
13.Semua pihak yang telah membatu;
Penulis juga menerima segala kritik dan saran dari semua pihak demi
kesempurnaan proyek akhir ini. Akhirnya penulis berharap, semoga tulisan ini
dapat bermanfaat.
Jember, April 2018
xiii
HALAMAN SAMPUL ... I HALAMAN JUDUL ... II HALAMAN PERSEMBAHAN ... III HALAMAN MOTTO ... IV HALAMAN PERNYATAAN ... V HALAMAN PEMBIMBINGAN ... VI HALAMAN PENGESAHAN ... VII RINGKASAN ... VIII PRAKATA ... XI DAFTAR ISI ... XIII DAFTAR GAMBAR ... XVI DAFTAR TABEL ... XVIII
BAB 1. PENDAHULUAN ... 1
1.1Latar Belakang ... 1
1.2Rumusan Masalah ... 2
1.3Batasan Masalah ... 2
1.4Tujuan dan Manfaat ... 3
1.4.1 Tujuan ... 3
1.4.2 Manfaat ... 3
BAB 2. TINJAUAN PUSTAKA ... 4
2.1 Mesin Penggiling Ikan Kering ... 4
2.2 Limbah Ikan ... 5
2.3 Tepung Ikan ... 6
2.4 Proes Prencanaan Rangka ... 7
2.4.1 Perencanaan Batang Penyangga proses rangka ... 7
2.5 Proses Perencanaan Pisau ... 10
2.6 Bahan kolom dan rangka ... 11
xiv
2.7.2 Kampuh Las ... 12
2.7.3 Mampu Las ... 13
2.7.4 Perhitungan Kekuatan Las ... 13
2.8 Pemilhan Baut dan mur ... 16
2.8.1 Perencanaan perhitungan baut dan mut ... 18
2.9 Perencanaan Kerja bangku ... 20
2.10 Perencanaan pemesinan ... 21
2.10.1 Pengeboran ... 21
2.10.2 Pembubutan ... 21
2.10.3 Pengerindaan ... 22
BAB 3. METODOLOGI PERANCANGAN ... 23
3.1 Alat dan Bahan ... 23
3.1.1 Alat ... 23
3.1.2 Bahan ... 23
3.2 Waktu dan Tempat ... 23
3.2.1 Waktu ... 23
3.2.2 Tempat ... 23
3.3 Metode Penelitian ... 24
3.3.1 Studi Literatur ... 24
3.3.2 Studi Lapangan ... 24
3.3.3 Konsultasi ... 24
3.4 Metode Pelaksanaan ... 24
3.4.1 Pencarian Data ... 24
3.4.2 Perencanaan dan Perancangan ... 25
3.4.3 Proses Manufaktur ... 25
3.4.4 Proses Perakitan ... 25
3.4.5 Pengujian Alat ... 25
3.4.6 Penyempurnaan Alat ... 25
xv
BAB 4. HASIL DAN PEMBAHASAN ... 27
4.1Hasil perancangan dan pembuatan alat ... 27
4.2Analisa Hasil Perancangan dan Perhitungan rangka ... 28
4.3Hasil Perencanaan Kolom ... 29
4.4Hasil perencanaan Pengelasan ... 29
4.5Hasil Perencanaan Baut dan mur ... 29
4.6Hasil Manufaktur ... 30
4.6.1 Pemotongan ... 31
4.6.2 Pengeboran ... 31
4.6.3 Pengelasan ... 33
4.6.4 Perakitan ... 33
4.7 Hasil Pengujian ... 33
4.7.1 Prosedur Pengujian Rangka, Mur, baut dan las ... 33
4.8 Hasil Pengujian Mesin Penggiling Ikan kering ... 35
4.9 Hasil Pengujian Bahan ... 39
BAB 5. PENUTUP ... 40
5.1 Kesimpulan ... 40
5.2 Saran ... 40
DAFTAR PUSTAKA LAMPIRAN A. LAMPIRAN A PERHITUNGAN RANGKA ... 42
B. LAMPIRAN B PERHITUNGAN MOMEN ... 52
C. LAMPIRAN C PERHITUNGAN KOLOM ... 54
D. LAMPIRAN D PERHITUNGAN LAS ... 55
E. LAMPIRAN E PERHITUNGAN MUR DAN BAUT ... 58
F. LAMPIRAN F TABLE ... 55
G. LAMPIRAN G GAMBAR ... 55 SOP MESIN PENGGILING IKAN KERING
xvi
Gambar 2.1 Mesin Penggiling Ikan Kering ... 4
Gambar 2.2 Limbah ikan yang sudah dikeringkan ... 6
Gambar 2.3 Tepung Ikan ... 6
Gambar 2.4 Analisis Gaya Batang Terpusat ... 8
Gambar 2.5 Potongan 1 Bidang Geser ... 8
Gambar 2.6 Potongan II Bidang Geser ... 9
Gambar 2.7 Potongan I Bidang geser ... 9
Gambar 2.8 Potongan II Bidang Momen ... 9
Gambar 2.9 Tegangan Lentur ... 10
Gambar 2.10 Pisau Dinamis ... 10
Gambar 2.11 Macam-Macam Profil Rangka ... 11
Gambar 2.12 Bentuk Penampang Las ... 14
Gambar 2.13 Profil Ulir Pengikat ... 16
Gambar 2.14 Jenis Jenis Jalur Ulir ... 16
Gambar 2.15 Ulir Kanan Ulir Kiri ... 17
Gambar 2.16 Ulir Standar ... 17
Gambar 2.17 Jenis Jenis Baut Pengikat ... 18
Gambar 4.1 Mesin Penggiling Ikan Kering ... 27
Gambar 4.2 Rangka Mesin ... 28
Gambar 4.3 Hasil Pengujian ... 35
Gambar 4.4 Pengujian 2 ... 36
Gambar 4.5 Sisa Pengujian 2 ... 36
Gambar 4.6 Pengujian 3 ... 37
Gambar 4.7 Sisa Ikan Kering Pengujian 3 ... 37
Gambar 4.8 Hasil Pengujian 4 ... 38
Gambar 4.9 Sisa Ikan Kering Pengujian 4 ... 38
Gambar 4.10 Mesh 40 ... 37
xvii
xviii
Tabel 2.1 Kekuatan Bahan ... 12
Tabel 4.1 Waktu yang dibutuhkan untuk Pengeboran ... 32
Tabel 4.2 Hasil Pengujian Rangka, Buat, Mur, dan Las ... 34
Tabel 4.3 Hasil Pengujian Ikan Kering ... 35
Tabel 4.4 Hasil Pengujian Terpusat ... 39
1
1.1Latar Belakang
Indonesia merupakan negara perairan yang yang sangat luas dengan hasil
perikanan berlimpah. Namun demikian masih banyak terdapat beberapa hasil
yang tidak terolah, seperti ikan-ikan dengan ukuran kecil ataupun jenis ikan yang
kurang disukai untuk dikonsumsi ataupun diekspor. Dari bahan-bahan tersebut
sebenarnya, masih ada peluang usaha yang dapat dikembangkan, yaitu
pemanfaatan ikan untuk bahan baku pembuatan tepung
a. akan menyebabkan peningkatan biaya operasional dan waktu kerja menjadi
lebih lama.
Proses penyaringan di dalam mesin terhadap hasil ikan
ikan. Kandungan protein dan mineral yang tinggi menjadikan tepung ikan ini
sangat baik untuk digunakan sebagai bahan baku pakan.
Dalam pakan harus terdiri dari bahan baku yang berkualitas dan bagus
agar mengasilkan ikan yang pertumbuhannya baik dan menguatkan kekebalan
tubuh ikan tersebut dari pakan tersebut. terutama bahan paku harus memiliki
protein, kabohidrat, lemak untuk memenuhi kebutuhan nutrisi pada ikan tersebut
dan tergantung pada ikan yang ingin diberikan pakan ikan larva, juvenil (Ikan
yang tingkat perkembangannya antara pasca larva dan dewasa) dan ikan dewasa.
(Darsudi,2011)
Bahan baku pakan (tepung ikan) mempunyai nutrisi yang berbeda
karbohidrat , lemak dan Protein. Tepung ikan salah satu bahan yang menjadi
pertimbangan dalam membuat pakan dikarenakan memiliki protein tinggi yang
lengkap dan baik untuk pertumbuhan ikan serta kekebalan tubuh ikan. Komposisi
tepung ikan yaitu memerlukan kandungan berupa protein, karbohidrat, lemak,
vitamin dan mineral. Pemilihan bahan baku pakan buatan harus memenuhi syarat
sebagai berikut: Mempunyai nilai gizi yang tinggi, mudah dicerna oleh ikan,
harganya relatif lebih murah, mudah diperoleh dan tidak mengandung racun atau
Puger merupakan salah satu tempat penghasil ikan laut di Jawa Timur
yang menghasilkan ikan segar jenis ikan konsumsi dan beberapa ikan olahan yang
berupa tepung ikan. Masyarakat memilih mengolah ikan yang tidak terkonsumsi
menjadi tepung ikan karena nilai jual ikan olahan berupa tepung memiliki nilai
jual cukup tinggi dengan jumlah yang cukup besar .
Pada pengolahan tepung ikan, salah satu hal yang penting adalah
penghancuran bahan baku menjadi tepung ikan yang siap untuk dikemas. Tepung
ikan yang bermutu baik harus mempunyai sifat-sifat sebagai berikut : butiran – butirannya harus seragam, bebas dari sisa – sisa tulang, mata ikan dan benda asing. Dari hasil survei lapangan ditemukan kendala kendala yang dialami oleh
para pengolah ikan, yaitu :
b. Proses pembuatan tepung ikan tersebut dilakukan dua kali tahap penggilingan,
yaitu penghancuran ikan menjadi tepung ikan kasar, kemudian dilanjutkan
dengan penggilingan lanjutan untuk menghasilkan tepung ikan dengan ukuran
lebih halus, dengan dua kali tahap penggilingan ini yang sering terganggu
dengan adanya penyumbatan pada bagian lubang saringan.
Oleh karena itu, dengan adanya peningkatan biaya operasional, lama
waktu kerja mesin dan banyaknya tenaga kerja dapat menghambat peningkatan
kuantitas produksi penulis merancang bangun mesin tepung ikan yang lebih
efisien dan dapat memecahkan masalah tersebut.
1.1Perumusan Masalah
Dengan latar belakang diatas maka muncul beberapa masalah seperti :
a. Bagaimana merancang mesin pengiling ikan kering?
b. Bagaimana membuat mesin pengiling ikan kering yang ekonomis?
c. Bagaimana melakukan perhitungan untuk menentukan dan merancang mesin
pengiling ikan kering?
1.2Batasan Masalah
Dari perancanaan membuat mesin pebuat tepung ikan perlu adanya batasan
masalah agar pembahasan lebih jelas seperti :
b. Limbah ikan yang dimaksud adalah ikan yang tidak layak konsumsi (ikan
busuk)
c. Perencanaan yang dijelasakan nantinya hanya bagian statis pada mesin
pembuat tepung ikan, seperti sebagai berikut :
d. Perencanaan kerangka dari mesin tepung Ikan.
e. Perencanaan sambungan las pada rangka.
f. Perencanaan pengikat mur dan baut.
g. Proses manufaktur yang bersifat statis.
1.3Tujuan dan Manfaat
Adapaun tujuan dan manfaat dari penelitian dan mesin pengiling ikan kering
ini adalah :
1.3.1 Tujuan
Tujuan yang diharapkan dari mesin pengiling ikan kering seperti :
a. Merancang mesin pengiling ikan kering
b. Membuat mesin pengiling ikan kering yang ekonomis
c. Memperhitungkan dan merencanakan mesin pengiling ikan kering
1.3.2 Manfaat
Manfaat yang diharapakan dari mesin pengiling ikan kering adalah :
a. Memahami mengenai merancang mesin pengiling ikan kering
b. Memahami mesin pengiling ikan kering yang ekonomis
c. Memahami dalam memperhitungkan dan merencanakan mesin pengiling ikan
4 2.1 Mesin Pengiling Ikan Kering
Mesin pengiling ikan kering (disk mill) adalah mesin yang digunakan untuk
menghancurkan ikan yang telah kering, untuk dihaluskan menjadi tepung ikan,
yangdi gunakan sebagai bahan dasar campuran makanan ternak, karena
kandungan protein pada ikan sangat tinggi. Jadi proses penggiling ikan yaitu
dengan memanfaatkan energi mekanik yang dihasilkan dari putaran mesin untuk
menggerakkan poros,dan putaran tersebut ditransmisikan dengan menggunakan
sabuk-V kemudian putaran tersebut digunakan untuk menggerakkan pisau
penghancur agar dapat menghaluskan ikan yang sudah kering menjadi tepung.
Gambar 2.1 Mesin Tepung Ikan (Sumber : Mesin Penggiling Ikan Kering di Desa
Puger)
Dalam pembuatan tepung ikan, mula-mula ikan segar sudah Anda siapkan
terlebih dahulu. Ikan-ikan ini dapat Anda keringkan secara manual menggunakan
sinar matahari maupun mengeringkannya secara otomatis dan cepat menggunakan
mesin oven pengering. Fungsi pengeringan dilakukan untuk mengurangi kadar air
sebelum diproses menggunakan mesin tepung ikan. Setelah ikan kering, barulah
masukan ikan-ikan tersebut ke mesin tepung ikan untuk digiling menjadi
serpihan-serpihan halus. Dengan menggunakan mesin penepung ikan ini, Anda
a. Hemat tenaga karena penggilingan dilakukan secara otomatis menggunakan
mesin penepung ikan, bukan dengan manual.
b. Menggiling menggunakan mesin mampu memudahkan Anda untuk
meningkatkan produktivitas dalam menghasilkan tepung-tepung ikan
berkualitas untuk hewan ternak.
c. Hasil akhirnya adalah tepung ikan dalam jumlah besar dapat digiling dengan
cepat dan hemat tenaga.
Adapun Mesin penepung ikan diatas memiliki kekurangan yaitu
a. Mesin penepung ikan masih mengalami 2 kali proses. Di mana hasil gilingan
pertama masih kasar dan dilakukan pengeringan lagi lalu dilakukan
penghancuran ulang hingga jadi tepung.
b. Mesin tepung ikan ini memakai bahan bakar Solar di mana pengisian bahan
bakar ini habis 100.000,00 sampai 2 hari pemakian. Dalam 2 hari pemakain
bisa sampai 100 Kg.
2.2 Limbah Ikan
Limbah yang dihasilkan dari kegiatan perikanan adalah berupa :
a. Ikan curah yang bernilai ekonomis rendah sehingga belum banyak
dimanfaatkan sebagai pangan
b. Ikan yang tidak terserap oleh pasar, terutama pada musim produksi ikan
melimpah
Limbah yang sudah membusuk tidak dapat dimanfaatkan dengan cara
apapun. Limbah demikian harus ditangani secara baik agar tidak menyebabkan
pencemaran lingkungan. Berikut ini gambar limbah ikan yang sudah dikeringkan
Gambar 2.2 Limbah ikan ysng sudah dikeringkan (Sumber : Ikan kering di
Desan Puger)
2.3 Tepung Ikan
Tepung ikan merupakan salah satu pakan sumber protein hewani yang
biasa digunakan dalam ransum ternak monogastrik. Kebutuhan ternak akan
pakansumber protein hewani sangat penting, karena memiliki kandungan protein
relatif tinggi yang disusun oleh asam - asam amino esensial kompleks yang
dapatmempengaruhi pertumbuhan sel-sel jaringan tubuh ternak (Purnamasari et
al.2006). Tepung ikan yang baik mempunyai kandungan protein kasar sebesar
58-68%, air 5,5-8,5%, serta garam 0,5-3,0% (Sitompul, 2004). Tepung ikan adalah
salah satu produk yang diolah dari ikan, baik ikan bentuk utuh, limbah
pengolahanikan ataupun ikan yang tidak layak dikonsumsi manusia.
Tepung ikan dapat diolah melalui dua metoda, yaitu dengan
carapengukusan menurut Sriharti dan Sukirno (2003) dan penjemuran
langsungdengan sinar matahari menurut Kurnia dan Purwani (2008). Kedua
metoda inisangat mempengaruhi kandungan zat makanan (air, protein kasar,
lemak kasar,serat kasar dan abu), mineral (kalsium dan fosfor) dan sifat fisik
(kerapatantumpukan, kerapatan pemadatan tumpukan, laju pemadatan dan sudut
tumpukan)tepung ikan. Selain itu, jenis dan proporsi tubuh ikan juga
mempengaruhi kualitasmutu tepung ikan itu sendiri.
2.4 Proses Perancangan Rangka
Rangka dirancang untuk mendukung beban dalam bentuk tertentu dan
yang terpenting dalam perancangan rangka hampir semua kasus hanya
mengalami deformasi sedikit jika mengalami pembebanan. Semua struktur
teknik atau unsur structural mengalami gaya eksternal atau pembebanan. Hal
ini akan mengakibatkan gaya eksternal lain atau reaksi pada titik pendukung
strukturnya
Semua gaya yang bekerja pada benda dianggap bekerja pada titik
tersebut dan jika gaya-gaya ini tidak seimbang maka benda mengalami gerak
translasi. Oleh karena itu agar sebuah sistem gaya dalam keseimbangan
resultan semua gaya dan resultan semua momen terhadap suatu titik = 0
persyaratan yang harus dipenuhi adalah: Ʃ Fy = 0 dan My = 0 (Tood, 1984).
2.4.1 Perancanaan Batang Kontruksi Penyangga Poros pada Rangka
Jika pada suatu batang dikenei beban maka batang tersebut akan mengalami
tekukkan (Buckling). Tentukkan ini dapat terjadi meskipun baesarnya tegangan
maksimum pada batang lebih kecil dari yield point bahan. Beban yang sanggup
ditahan oleh batang tanpa menyebabkan tekukkan (Buckling) Tersebut beban
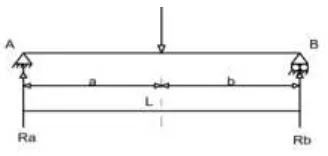
Gambar 2.4 Analisis gaya batang terpusat
Syarat keseimbangan
∑ =0 (gaya lintang arah sumbu x )
∑ =0 (gaya lintang arah sumbu y)
∑ =0 (gaya lintang arah sumbu x)
∑ =0 (gaya lintang arah sumbu y) Gaya reaksi pada tumpuhan R
Apabila gaya yang terjadi pada batang kontruksi dengan tumpuhan
sederhana(beban terpusat), maka gaya reaksi pada tumpuhan R adalah :
Selanjutnya melakukan perancangan dengan tahap-tahap sebagai berikut
a. Menentukkan beban (F) yang dialami rangka
b. Menentukkan gaya aksi-reaksi pada tumpuan A dan B
∑ =0
Rb.L – F.a = 0...(2.1)
∑ b=0
Ra.L – F.b = 0...(2.2)
c. Menentukkan bidang gaya lintang
Potongan I dengan 0
Gambar 2.5 Potongan I bidang geser
∑ =0
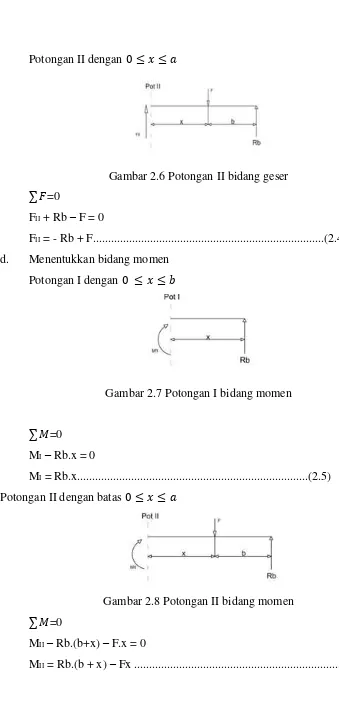
Potongan II dengan
Gambar 2.6 Potongan II bidang geser
∑ =0
FII + Rb – F = 0
FII = - Rb + F...(2.4)
d. Menentukkan bidang momen
Potongan I dengan
Gambar 2.7 Potongan I bidang momen
∑ =0 MI– Rb.x = 0
MI = Rb.x...(2.5)
Potongan II dengan batas
Gambar 2.8 Potongan II bidang momen
∑ =0
MII– Rb.(b+x) – F.x = 0
e. Menentukan tegangan lentur
. ...(2.7)
Dimana
= Tegangan lentur yanf terjadi pada batang
= Momen lentur yang dialami pada batang
Jarak serat terjauh dari sumbu tampang
= Momen Inersia
Gambar 2.9 Tegangan Lentur
f. Menentukan momen inersia
...(2.8) Di mana :
I = Momen inersia
M = massa benda
L = lrngan momen
2.5 Proses Perencanaan Pisau
Pisau pada mesin penggiling ikan yang ada di desa Puger hanya memakai
pisau dinamis.Pisau dinamis adalah pisau yang berputar. Berikut pisau dinamis
yang dipakai oleh Mesin Penggiling Ikan kering yang ada di Desa Puger.
Gambar 2.10 Pisau Dinamis (Sumber : Mesin Penggiling Ikan Kering di Desa Puger)
Pada perencenaan pisau ini ada beberapa inovasi yang diberikan yaitu
adanya tambahan pisau statis yang dipakai. Pisau statis adalah pisau yang tidak
mengalami pergerakan yang berfungsi untuk memotong ikan kering yang sedang
berputar.
2.6Bahan Kolom dan Rangka
Sejarah profil baja struktur tidak terlepas dari perkembangan rancangan
struktur di Amerika Serikat yang kemudian diikuti oleh negara lain. Bentuk profil
yang pertama kali dibuat di Amerika Serikat adalah besi siku pada tahun 1819.
Baja I pertama kali dibuat di AS pada tahun 1884 dan struktur rangka yang
pertama (Home Insurance Company Builing of Chicago) dibangun pada tahun
yang sama.
Tentu saja dalam proses manufaktur baja akan terjadi variasi sehingga
besaran penampang yang ada tidak sepenuhnya sesuai dengan yang tersedia dalam
tabel manual tersebut. Untuk mengatasi variasi tersebut, toleransi maksimum telah
ditentukan dalam peraturan. Sebagai konsekuensi dari toleransi tersebut,
perhitungan tegangan dapat dilakukan berdasarkan properti penampang yang
diberikan dalam tabel. Dari tahun ke tahun terjadi perubahan dalam penampang
baja. Hal ini disebabkan tidak cukup banyaknya permintaan baja profil tertentu,
atau sebagai akibat dari perkembangan profil yang lebih efisien, dll. Berikut
Macam macam rangka khusus dan lebih banyak digunakan untuk struktur baja
antara lain :
Gambar 2.11 Macam macam profil rangka
Dalam pemilihan bahan perlu diketahui kekuatan bahan yang akan digunakan
untuk suatu konstruksi baja, dibawah ini terdapat tabel kekuatan bahan sebagai
berikut:
Tabel 2.1 Kekuatan Bahan
Bahan Tarik (MPa) Tekan (MPa) Geser (MPa)
Baja karbon tinggi 83-166 83-166 55-110
Baja karbon rendah 110-2017 110-207 83-138
Baja cor 55-103 55-103 41-83
Besi cor 21-28 70-110 21-28
Sumber :Harris, 1982
2.6.1 Pemilihan Bahan Kolom dan Rangka
Rangka menggunakan bahan baja, dengan profil siku sama kaki.
Langkah-langkah perancangan rangka alat pengiris ketela pohon adalah sebagai berikut:
a. Menentukan kekuatan izin yang diizinkan;
izin= u / ………...………(2.9)
Dengan:
u = Tegangan batas bahan yang dipilih (Mpa)
= Faktor keamanan
2.7 Perancangan Pengelasan
Pengelasan adalah salah satu cara untuk menyambung dua buah benda
logam dengan cara kedua benda tersebut dipanaskan.
2.7.1 Metode Pengelasan
Berdasarkan klasifikasi ini pengelasan dapat dibagi dalam tiga kelas utama
yaitu:
a. Pengelasan tekan yaitu cara pengelasan yang sambungannya dipanaskan dan
kemudian ditekan hingga menjadi satu;
b. Pengelasan cair yaitu ruangan yang hendak disambung (kampuh) diisi dengan
berbatasan mencair. Kalor yang dibutuhkan dapat dibangkitkan dengan cara
kimia atau listrik;
c. Pematrian yaitu cara pengelasan yang sambungannya diikat dan disatukan
dengan menggunakan paduan logam yang mempunyai titik cair rendah. Dalam
cara ini logam induk turut mencair.
2.7.2 Kampuh Las
Agar perlakuan las dapat memperoleh kampuh yang baik dengan
pelekatan atau pelelehan yang baik terhadap benda kerja dilas maka sebaiknya:
a. Pelat dengan ketebalan ≤ 2,5 mm dapat diletakkan tumpuk satu terhadap yang
lain dan disambung dengan satu sisi;
b. Pelat dengan ketebalan ≥ 2,5 mm dapat dilas dengan diberi ruang antara 1-5
mm dan las dua sisi sebaiknya terlabih dahulu diberi tepi miring pada pelat
dengan jalan mengetam atau mengefrais atau dapat juga menggunakan dengan
pembakar potong (proses persiapan tepi).
2.7.3 Mampu Las
Tidak semua bahan yang mampu untuk dilas dan dapat dihandalkan serta
dapat dibuat dengan tujuan yang dikehendaki, baik dari segi kekuatan maupun
ketangguhan. Beberapa faktor penting untuk mengetahui bahan yang dapat dan
mampu dilas:
a. Sifat fisik dan sifat kimia bahan untuk bagian hendak dilas termasuk
prasejarahnya (cara pengelasan, metode pemberian bentuk, dan perlakuan
panas);
b. Tebal bagian yang hendak disambung, dimensi dan kekuatan konstruksi yang
hendak dibuat;
c. Teknologi metode las yaitu sifat dan susunan elektroda, urutan pengelasan,
perlakuan panas yaitu sebelum dan setelah pengelasan serta temperature pada
waktu pengelasan dilakukan.
2.7.4 Perhitungan Kekuatan Las
Sambungan las dengan menggunakan las pada konstruksi rangka banyak
mengalami tegangan terutama tegangan lentur dan tegangan geser. Oleh karena itu
diperoleh konstruksi rangka yang kuat untuk mengetahui tegangan maksimum
yang terjadi pada rangka adalah sebagai berikut (Niemen, 1999):
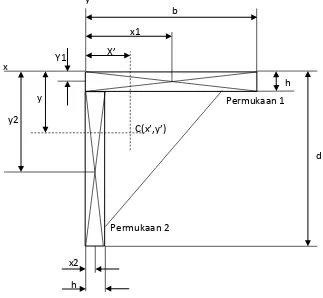
Gambar 2.12 Bentuk penampang lasan
a. Menentukan gaya yang terjadi pada lasan
……….…...……….(2.10) Dengan:
= Gaya (N)
= Beban (kg)
= Gaya gravitasi (m/det2)
b. Momen lentur
………...…………..(2.11) Dengan :
= Momen lentur (N.mm)
= Gaya (N)
= panjang benda yang mendapatkan beban kegaris normal (mm)
h
C(x’,y’) x
y2 y ’
Y1 X’
x1
b y
Permukaan 1
Permukaan 2
x2
h
c. Menentukan tegangan normal dalam kampuh
’ =
. …….……...……….(2.12) Dengan :
’ = Tegangan normal (N/mm2)
= Momen lentur (N.mm)
= Momen inersia (mm4)
= Setengah panjang benda kerja yang mendapat beban ke garis normal
(mm)
d. Menentukan tegangan geser dalam kampuh
………...…..………....(2.13)
Dengan :
= Tegangan geser dalam kampuh (N/mm2)
= Gaya (F)
= Luas penampang kampuh (mm2)
e. Menentukan tegangan resultan
√( ) ( ) …………...……….(2.14) Dengan :
= Tegangan resultan (N/mm2)
= Tegangan geser dalam kampuh (N/mm2)
f. Pengujian persyaratan kekuatan las
’ < ………...………...(2.15)
Dengan :
= Tegangan resultan (N/mm2)
= Tegangan normal (N/mm2)
2.8 Pemilihan Baut dan Mur
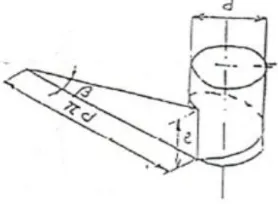
Bentuk ulir dapat terjadi bila sebuah lembaran berbentuk segi tiga
pemakaian. Ulir selalu bekerja dalam pasangan ulir luar dan ulir dalam, seperti
dalam gambar ulir pengikat umumnya mempunyai profil segitiga sama kaki. Jarak
antara satu puncak dengan puncak berikutnya dari profil ulir tersebut jarak bagi.
Gambar 2.13 Profil ulir pengikat (Sumber: Sularso dan Suga, 1987)
Ulir disebut tunggal atau satu jalan bila hanya ada satu jalur yang melilit
silinder dan disebut dua atau tiga jalan bila ada dua atau tiga jalur. Jarak antara
puncak-puncak yang berbeda satu putaran dari suatu jalur disebut kisar.
Gambar 2.14 Jenis-jenis jalur ulir (Sumber: Sularso dan Suga, 1987)
Ulir juga dapat berupa ulir kanan dan ulir kiri, ulir kanan bergerak maju
bila diputar searah jarum jam dan ulir bergerak maju bila diputar berlawanan arah
Gambar 2.15 Ulir kanan dan ulir kiri (Sumber: Sularso dan Suga, 1987)
Dalam perancangan rangka mesin pengiris ketela pohon digunakan ulir
standart metris kasar karena pada konstruksi rangka mesin ini tidak diperlukan
ulir dengan ketelitian yang tinggi.
Gambar 2.16 Ulir standart (Sumber: Sularso dan Suga, 1987)
Baut dan mur dibagi menjadi baut penjepit, baut untuk pemakaian khusus,
sekrup mesin, sekrup penetap, sekrup pengetap dan mur. Dalam perancangan
mesin pengiris ketela pohon hanya digunakan baut penjepit berbentuk baut
tembus untuk menjepit dua bagian melalui lubang tembus yang diletakkan dengan
Gambar 2.17 Jenis-jenis baut pengikat (Sumber: Sularso dan Suga, 1987)
Baut dan mur adalah elemen pengikat yang sangat penting untuk
menyatukan rangka. Pemilihan baut dan mur harus dilakukan secara cermat untuk
mendapatkan ukuran yang sesuai.
2.8.1 Perancangan Pehitungan Baut dan Mur
a. Menentukan besarnya beban maksimum yang diterima oleh masing-masing
baut dan mur. Dengan faktor koreksi ( ) = 1,2 – 2,0 untuk perhitungan
terhadap deformasi (Sularso, 1997).
………...……….(2.16)
Dengan :
= Beban (N)
= Faktor koreksi
b. Menentukan jenis bahan baut dan mur
Tegangan tarik yang diizinkan ( ) :
= ………...…………...……….(2.17)
Tegangan geser yang diizinkan ( ) :
= ………...………..(2.18)
Dengan :
= Beban (N)
= Kekuatan tarik (N/mm2)
= Tegangan geser yang diizinkan (N/mm2)
c. Dengan mengetahui besar beban maksimum dan besar tegangan yang diizinkan
pada baut, maka diameter ini ( ) baut dapat dihitung dengan menggunakan
rumus:
√ √ ……...………..(2.19)
Dengan :
= Diameter yang diperlukan (mm)
= Beban rencana (N)
= Kekuatan tarik bahan yang diizinkan (N/mm2)
d. Ulir baut dan mur dipilih ulir metris ukuran standart dengan dimensi sebagai
berikut:
1) = Diamater luar ulir dalam (mm)
2) = Jarak bagi (mm)
3) = Diameter inti (mm)
4) = Diameter efektif ulir dalam (mm)
5) = Tinggi kaitan (mm)
e. Menentukan jumlah dan tinggi ulir yang diperlukan
………...………...(2.20)
Dengan :
= Jumlah ulir yang diperlukan
= Diameter efektif ulir dalam (mm)
= Tinggi kaitan (mm)
= Tekanan permukaan yang diizinkan (N/mm2)
f. Jumlah ulir yang diperlukan untuk panjang H dalam mm adalah
g. Jumlah ulir yang dipakai adalah
…………...………...(2.22)
h. Tegangan geser akan ulir mur
=
………...…...(2.23)
Dengan :
= Tegangan geser akan ulir mur (N/mm2)
= Konstanta ulir metris 0,84
i. Tegangan geser akan ulir dalam adalah
=
………...………...…...(2.24)
Dengan :
= Tegangan geser akan ulir dalam (N/mm2)
= Diameter ulir dalam
j = Konstanta jenis ulir metris 0,75
j. Persyaratan kelayakan dari baut dan mur yang direncanakan
………...…...(2.25)
…………...………...…...(2.26)
Dimana perancangan baut dan mur dapat diterima apabila harga dan ( )
lebih kecil dari .
2.9Perencanaan Kerja Bangku
Dalam perencanaan rangka, langkah yang dibutuhkan adalah proses
manufaktur yaitu proses perakitan dan permesinan. Proses perakitan adalah
merupakan proses kerja yang akan dikerjakan dengan menggunakan alat yaitu :
a. Pengukuran : merupakan membandingkan besaran yang akan diukur dengan
suatu ukuran pembanding yang telah tertera. Macam-macam alat ukur
panjang yang sederhana yaitu:
a. Mistar baja
b. Jangka
2.10Perencanaan Permesinan
2.10.1 Pengeboran
Mesin bor termasuk mesin perkakas dengan gerak utama
berputar, fungsi pokok mesin ini adalah untuk membuat lubang yang
silindris pada benda kerja dengan mempergunakan mata bor sebagai
alatnya (Syamsir, 1986).
a. Menentukan kecepatan potong (mm/menit)
vc =𝜋
. .
………...…..(2.27)
1000
b. Kecepatan pemakanan (mm/menit)
vf= f.n………....…….(2.28)
a. Jarak bebas bor (mm)
A = 2. (0,3). D………...….(2.29)
b. Jarak pengeboran keseluruhan (mm)
L = t + l 1+A………...………...(2.30)
c. Waktu pengeboran (menit)
Tm =
𝑉
Dimana :
vc = Kecepatan potong (mm/menit)
D = Diameter mata bor (mm)
n = Putaran bor (rpm)
vf= Kecepatan pemakanan (mm/menit)
s = Gerak pemakanan (mm/menit)
A = jarak bebas bor (mm)
L = Jarak pengeboran keseluruhan (mm)
t = Tebal benda kerja yang akan di bor (mm)
2.10.2 Pembubutan
Mesin bubut adalah suatu mesin perkakas yang dalam proses kerjanya
umumnya digunkan untuk pengerjaan benda-benda yang berbentuk silinder. Pada
sistem pengerjaannya terbagi atas 2 langkah yakni roughing (pengerjaan kasar)
dan pengerjaan finishing. Antara pembubutan roughing dan finishing memiliki
perhitungan yang sama.
a. Kecepatan potong
Vc= ...(2.31)
b. Jumlah penyayatan
∑
...(2.32)
c. Waktu pemotongan (menit)
...(2.33)
Dimana:
vc = Kecepatan potong (mm/menit)
d = Diameter benda kerja (mm)
n = Putaran spindel (rpm)
∑A = Jumlah penyayatan
A = Tebal yang akan dikurangi (mm)
A max= Tebal yang di tentukan (mm)
tc = Waktu pengerjaan (menit)
L= Jarak panjang pembubutan (mm)
f= feeding
2.10.3 Penggerindaan
Penggerindaan adalah suatu proses untuk mengasah benda kerja untuk
membuat permukaan benda kerja menjadi lebih rata dengan menggunakan mesin
gerinda. Secara umum mesin gerinda terdiri dari motor listrik, batu gerinda, poros,
23 3.1 Alat dan Bahan
Yang digunakan dalam pernacangan proyek akhir pembuatan rangka
tepung ikan adalah sebagai berikut :
3.1.1 Alat
1. Mesin Gerinda; 11. Kikir;
2. Mesin Gerinda potong; 12. Ragum;
3. Mesin Bor; 13. Gergaji Tangan;
4. Mesin Las; 14. Kunci Pas;
5. Pelindung Mata; 15. Penggores;
6. Mesin Bubut; 16. Palu.
7. Mesin Bor duduk;
8. Jangka Sorong;
9. Gunting Plat;
10. Jangka Sorong;
3.1.2 Bahan
1. Pelat 6. Mur dan baut
2. Pulley 7. Elektroda
3. Motor Listrik
4. Bearing (Bantalan)
5. Poros
3.2 Waktu dan Tempat
3.2.1 Waktu
Analisis, perancancangan, pembuatan dan pengujian alat dilaksanakan selama
kurang lebih 3,5 bulan berdasarkan pada jadwal yang ditentukan.
3.2.2 Tempat
Tempat palaksanaan perancangan dan pembuatan mesin pengiling ikan kering
adalah laboraturium kerja logam dan laboratorium teknologi terapan, jurusan
3.3 Metode Penelitian
3.3.1 Studi Literatur
Mempelajari literatur yang membantu dan mendukung perancangan mesin
(Bagian Statis), mempelajari dasar perancagan dan pembuatan mesin pengiling ikan
kering (Bagian Statis), serta literatur lain yang mendukung.
3.3.2 Studi Lapangan
Perancangan dan pembuatan mesin pengiling ikan kering dikerjakan dengan
melakukan pengamatan secara langsung pada mesin pengiling ikan kering lainnya
untuk melihat mekanisme dan prinsip kerjanya sebagai dasar dalam perancangan
dan pembuatan mesin ini.
3.3.3 Konsultasi
Konsultasi dengan dosen pebimbing maupun dosen lainnya untuk
mendapatkan petunjuk-petunjuk tentang perancangan dan pembuatan mesin
pengiling ikan kering (Bagian Statis)
3.4 Metode Pelaksanaan
3.4.1 Pencarian Data
Dalam merencanakan mesin penepung ikan bagian dinamis, maka terlebih
dahulu dilakukan pengamatan di lapangan, studi literatur dan konsultasi yang
mendukung pembuatan proyek akhir ini.
3.4.2 Perencanaan dan Perancangan
Setelah melakukan pencarian data dan pembuatan konsep yang didapat
dari studi literatur, studi lapangan dan konsultasi maka dapat direncanakan
bahan-bahan yang dibutuhkan dalam perancangan dan pembuatan mesin pengiling ikan
kering (Bagian Statis).
Dari studi literatur, studi lapangan dan konsultasi tersebut dapat dirancang
pemesinan. Dalam proyek ini proses yang akan dirancang adalah :
a. Perancangan konstruksi dan elemen mesin pengiling ikan kering;
b. Persiapan alat dan bahan yang dibutuhkan;
3.4.3 Proses Manufaktur
Proses ini merupakan proses pembuatan mesin pengiling ikan kering yang
meliputi proses pemesinan untuk membentuk suatu alat sesuai dengan desain yang
diinginkan. Adapun macam-macam proses pemesinan yang dilakukan dalam
pembuatan alat yaitu meliputi :
a. Proses pemotongan;
b. Proses pengeboran;
c. Pembuatan poros;
d. Proses Penyambungan
3.4.4 Proses Perakitan
Proses perakitan dilakukan setelah proses pembuatan (pemesinan) selesai,
sehingga akan membentuk sistem penepung ikan. Proses perakitan bagian –bagian
mesin penepung ikan meliputi :
a. Memasang motor listrik;
b. Memasang silinder mesin penepung ikan;
c. Memasang poros dan pisau
3.4.5 Pengujian Alat
Dilakukan untuk mengetahui apakah mesin pengiling ikan kering dapat
bekerja dengan baik. Hal-hal yang dilakukan dalam pengujian alat sebagai berikut
:
a. Melihat apakah elemen mesin bekerja dengan baik;
b. Menghitung komponen statis yang ada di perancangan dan pembuatan mesin
pengiling ikan kering;
c. Melihat hasil dari proses penepungan ikan
3.4.6 Penyempurnaan Alat
Penyempurnaan alat dilakukan apabila tahap pengujian terdapat masalah
atau kekurangan, sehingga dapat berfungsi dengan baik sesuai prosedur, tujuan
dan perancangan yang dilakukan.
3.4.7 Pembuatan Laporan
Pembuatan laporan proyek akhir ini dilakukan secara bertahap dari awal
3.5 Diagram Alir Perancangan dan Pembuatan
Tahap tahap perancangan dan pembuatan mesin pengiling ikan kering
(Bagian Statis) dijelaskan secara garis besar berupa diagram alir proses
pembuatan rangka seperti di bawah ini
Studi Pustaka
Mulai
Survey
Study pustaka
Bagian Statis
Kerangka Bagian Dinamis
Perakitan Perbaikan
Pengujian
Pembuatan Laporan
Selesai Ide
Perencanaan
Dinamis Statis
Krangka Sambungan Las Mur dan Baut
Perakitan Perbaikan
Pembuatan Laporan
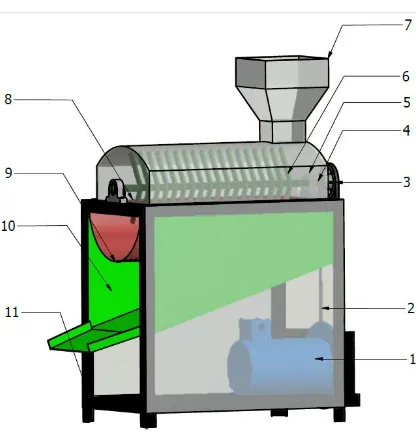
4.1 Hasil Perencangan dan Pembuatan Alat
Berikut ini adalah desain dari mesin Penggiling Ikan Kering
Gambar 4.1 Mesin Penggiling Ikan Kering
Keterangan :
1. Motor listrik 7. Hooper
2. V- belt 8. Pisau Statis
3. Pulley 9. Saringan
4. Poros 10. Pengeluaran
5. Bearing 11. Frame/rangka
6. Pisau Dinamis
4.1.1 Cara Kerja Alat
1. Menyiapkan bahan yang akan digiling yaitu ikan kering
2. Memastikan semua sambungan sabuk v dan Pulley dan tersambung dengan
baik
3. Menghidupkan motor dan cek terlebih dahulu apakah baut sudah erat
4. Masukkan ikan kering yang akan digiling pada hooper
5. menunggu beberapa waktu hingga ikan kering tergiling sempurna
6. setelah selessai, matikan motor listrik
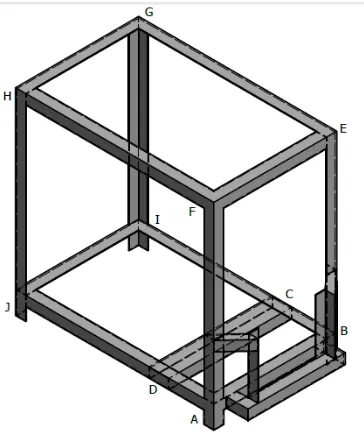
4.2 Analisis Hasil Perencangan dan Perhitungan Rangka
Berikut adalah bentuk rangka dari Mesin Penggiling Ikan Kering
Gambar 4.2 Rangka Mesin Penggiling Ikan Kering
Berdasarkan Perhitungan yang terdapat pada lembar lampiran perhitungan,
terdapat beberapa batang penumpu yang mendapatkan pembebanan diantaranya
a. Batang A-B yang menerimah beban dari berat motor listrik dan Pulley
sebesar 172 N sehingga dalam lampiran perhitungan diperoleh nilai yang
telah sesuai yaitu 10.535 , maka ukuran batang yang dipeelukan 40 mm
x 40 mm x 3 mm mampu menahan bebean alat.
b. Batang E-F berat hooper dan berat Pisau statis sebesar 106 N sehingga
diperoleh nilai dari perhitungan telah sesuai syarat yaitu 6.600 , maka
ukuran batang yang diperoleh 40 mm x 40 mm x 3 mm mampu menahan
4.3 Hasil Perancangan Kolom
Dalam perencangan kolom ada dua hal yang akan dibahas yaitu
perencangan beban kritis dan perencangan bahan kolom. Dalam perencangan
beban kritis 5325,8 kg dapat diketahui analisis beban yang akan terjadi pada
kolom.
Dari hasil perhitungan diatas maka dapat disimpulkan beban krits (Pcr) = 4307,
684 kg. Harga ini lebih besar dari beban yang diterima kolom sehingga
disimpulkan bahwa kolom tersebut telah memenui syarat.
4.4 Hasil Pengelasan
Pada pengelasan elektroda yang digunakan adalah jenis AWS E6013
dengan diameter 2 mm. Hasil dari pengalasan elektroda jenis ini memiliki
kekeuatan tarik 47,1 kg/ dan perpanjangan 17%. Sedangkan benda kerja
yang dilas st – 37 berukuran 40 mm x 40 mm x 3 mm. Dengan benda kerja jenis
ini dari tabel didapat harga
Tegangan normal yang dizinkan ( = 13,5 kg/
Tegangan geseryang dizinkan ( = 13,5 kg/
Dalam perencanaan las didapat harga
Tegangan normal yang terjadi ( = 1,91 kg/
Tegangan geser yang diizinkan ( = 0, 129 kg/
Dari hasil diatas maka sambungan las telah memenui syarat
4.5 Hasil Perencangan Baut dan Mur
Baut dan Mur pngikat berat Motor 17 kg. Mengambil faktr koreksi sebesar
1,2 bahan baut dan mur yang dipilih adalah baja liat dengan kadar karbon 0,2% C.
Dari Perhitungan dipilih jenis ulir metris ukuran stndar M10 untuk pengikat motor
listrik dan M10 untuk mengikat Bearing didataptkan harga :
a. Dimensi baut dan mur pengikat ulir pengepress sebagai berikut ;
- Diameter inti baut (d1) = 3,24 mm
- Diameter laut baut (d) = 10 mm
- Diamater luar ulir dalam (D) = 10 mm
- Diameter efektif ulir dalam (d2) = 9,0260 mm
- Tinggi ikatan (H1) = 0,812 mm
Maka
⁄ ⁄
⁄
Karena harga tersebut lebih kecil dari kekuatan geser yang diizinkan maka baut
dan mur tersebut memenui syarat
b. Dimensi baut dan mur pengikat dududkan cetakkan sebagai berikut
- Diameter inti baut (d1) = 3,29 mm
- Diameter laut baut (d) = 10 mm
- Jarak bagi (p) = 1,50 mm
- Diamater luar ulir dalam (D) = 10 mm
- Diameter efektif ulir dalam (d2) = 9,0260 mm
- Tinggi ikatan (H1) = 0,812 mm
Maka
⁄ ⁄
⁄
Karena harga tersebut lebih kecil dari kekuatan geser yang diizinkan maka baut
dan mur tersebut memenui syarat
4.6 Hasil Manufaktur
4.6.1 Pemotongan (Shearing)
Pemotongan baja profil siku dilakukkan dengan menggunakan gerinda potong,
- 4 Batang siku dengan ukuran 790 mm = 3160 mm
- 5 batang siku dengan ukuran 490 mm = 2450 mm
- 4 batang siku dengan ukuran 780 mm = 3120 mm
- 1 batang siku dengan ukuran 390 mm = 390 mm
- 4 batang siku dengan ukuran 11 mm = 44 mm
- 2 batang siku dengan ukuran 260 mm = 520
Jumlah = 9680 mm
Total panjang baja profil siku yang dilakukkan adalah 9680 mm atau sama dengan
9,684 m
Jika lanjor baja profil siku yang dijual dipasaran memiliki panjang 6 m. Maka
total panjang yang dibutuhkan untuk pembuatan alat penggiling ikan kering
membutuhkan 2 baja profil siku dengan panjang 6 m yang akan tersisa 2,4 m.
4.6.2 Pengeboran
a.. Pengeboran pada rangka pengikat Motor litrik
Pengeboran dilakukkan dengan menggunakan mata bor jenis HSS berdiameter 10
mm dengan benda kerja sT-37 dari tabel (Lampiran Hal ..) didapat harga
kecapatan potng (vc) = 25 m/menit dan pemakanan (s) = 0,2. Sehingga diketahui
nilai kecepatan potong (vf) = 159,24 mm/menit (lampiran hal ..). dengan tebal
benda kerja 3 mm, jaraka lebih (I) pengeboran 8 mm dan jarak bebas (A) bor
sebesar 6 serta 1 menit untuk setting, pahat, diketahui waktu yang dibutuhkan
untuk membuat lubang adalah 1 menit , sehingga untuk membuat 4 lubang dengan
diameter 10 mm dibutuhkan waktu 13,5 menit
b. Pengeboran pada rangka pengikat bantalan
Pengeboran dilakukkan dengan menggunakan mata bor jenis HSS berdiameter 10
mm dengan benda kerja sT-37 dari tabel (Lampiran Hal ..) didapat harga
kecapatan potng (vc) = 25 m/menit dan pemakanan (s) = 0,2. Sehingga diketahui
nilai kecepatan potong (vf) = 159,24 mm/menit (lampiran hal ..). dengan tebal
sebesar 6 serta 1 menit untuk setting, pahat, diketahui waktu yang dibutuhkan
untuk membuat lubang adalah 1 menit , sehingga untuk membuat 2 dengan
diameter 10 mm dibutuhkan waktu 11,5 menit dikarenakan ada 2 bantalan maka
waktu yang diperoleh 11, 5 menit x 2 = 23 menit
c. Pengeboran pada rangka pengikat
Pengeboran dilakukkan dengan menggunakan mata bor jenis HSS berdiameter 10
mm dengan benda kerja sT-37 dari tabel (Lampiran Hal ..) didapat harga
kecapatan potng (vc) = 25 m/menit dan pemakanan (s) = 0,2. Sehingga diketahui
nilai kecepatan potong (vf) = 159,24 mm/menit (lampiran hal ..). dengan tebal
benda kerja 3 mm, jaraka lebih (I) pengeboran 6 mm dan jarak bebas (A) bor
sebesar 3 serta 1 menit untuk setting, pahat, diketahui waktu yang dibutuhkan
untuk membuat lubang adalah 1 menit , sehingga untuk membuat 4 lubang dengan
diameter 5 mm dibutuhkan waktu5,04 menit
d. Pengeboran pembuatan lubang pada saringan
Pengeboran dilakukkan dengan menggunakan mata bor jenis HSS berdiameter 10
mm dengan benda kerja sT-37 dari tabel (Lampiran Hal ..) didapat harga
kecapatan potng (vc) = 25 m/menit dan pemakanan (s) = 0,2. Sehingga diketahui
nilai kecepatan potong (vf) = 159,24 mm/menit (lampiran hal ..). dengan tebal
benda kerja 3 mm, jaraka lebih (I) pengeboran 6 mm dan jarak bebas (A) bor
sebesar 3 serta 1 menit untuk setting, pahat, diketahui waktu yang dibutuhkan
untuk membuat lubang adalah 1 menit , sehingga untuk membuat 369 lubang
dengan diameter 5 mm dibutuhkan waktu 369 menit
Tabel 4.1 Waktu yang dibutuhkan saat proses pengeboran
Jenis pengeboran Waktu (menit) Keterangan
Dimater lubang 10 mm
dengan 4 lubang
13,5 Pengboran rangka pengikat
Diamater 10 mm dengan 2
lubang
23 Pengeboran pada rangka
pengikat bantalan (2 kali
pengboran)
Dimater lubang 5 mm
dengan 4 lubang
5,04 Pengeboran pada rangka
pengikat hooper
Diameter lubang 5 mm
dengan 368 lubang
369 Pengeboran lubang pada
saringan
Total 410,5
4.6.3 Pengelasan
Pengelasan menggunakan las listrik dengan jenis elektroda AWS E6013 diameter
2 mm. Mesin las yang digunakan adalah jenis LAKONI Falcon 120 edengan arus
AC. Voltase yang digunakan sebasar 220 V dan besar ampere adalah 90A. Jenis –
jenis sambungan las yang ada adalah sambungan sudut, sambungan siku dan
sambungan I.
4.6.4 Perakitan
Berikut tahap tahap perakitan sebelum dilakukan pengujian
- Memeasang motor listrik pada rangka bagian bawah serta kencangankan
mur dan baut
- Memasang bearing pada rangka
- Memasang pisau statis pada rangka
- Memasang saringan pada rangka
- Memasang pisau dinamis pada poros
- Memasang hooper pada rangka
- Memasang keluaran pada rangka
4.7 Hasil Pengujian
4.7.1 Prosedur pengujian rangka, baut, mur, dan las
Pada proses pengujian rangka, baut, mur, dan las dilakukkan beberapa kali
pengujian yaitu sebanyak lima kali pengujian dilakukkan dengan pembebanan
yang rata yaitu sebanyak 3 kg bahan uji. Hasil pengujian didapat secara visual.
Berikut prosedur pengujian yang dilakukkan :
1. Mesin penggiling ikan kering dihidupkan, ketika kondisi mesin hidup dan
beban belum dimasukkan ke hooper, dilihat kondisi rangka, mur, baut dan
las lalu dicatat
2. Mesin penggiling ikan kering dihidupkan, ketika mesin hidup dan beban
dimasukkan dihoper, dilihat kondisi rangka, baut, mur, dan las diamati
secara visual lalu dicatat
Setelah melalui lima kali proses pengujian tersebut, kondisi rangka,
sambungan las. Mur dan baut dapat diketahui pada saat ada beban tidak ada
beban. Hasil pengujian rangka, sambungan las, dan mur baut sebagai berikut
Tabel 4.2 Hasil pengujian Rangka, buat, mur dan sambungan las
Pengujian Waktu
pengujian
Dari hasil pengujian rangka dapat diketahui bahwa
- Ketika mesin bekerja tidak terjadi getaran
- Batan dan kolom mampu menahan beban mesin yang bekerja
4.8 Hasil Pengujian Mesin Penggiling Ikan Kering
Tabel 4.3 Hasil Pengujian Penggilingan Ikan Kering
Pengujian ke-
Berat Ikan Kering yang dimasukkan
(Gram)
Berat Ikan Kering Halus
(Gram)
Berat Ikan Kering yang tersisa (Gram)
Waktu (Menit)
1 3000 300 2525 30
2 3000 750 2002 45
3 3000 1285 1633 25,7
4 3000 1946 867 15
Seperti yang terlihat dari tabel diatas, dilakukan 4 kali pengujian untuk
mengetahui hasil dari mesin penggiling ikan kering tersebut .
a. Pengujian 1
Hasil pengujian pertama dikatakan belum berhasil, berat ikan halus yang
keluar masih sangat sedikit. Saat proses pengujian selesai,selanjutnya pengecekan
di dalam tabung dilakukan untuk mengetahui kondisi pada dalam tabung. Saat
tabung dibuka, masih terdapat ikan kering yang terjebak di sela-sela tutup tabung,
dan bagian bawah pisau dinamis.
Gambar 4.3 Hasil Pengujian 1
b. Pengujian 2
Setelah pengujian pertama dilakukan dan masih terkendala pada sisa ikan
diubah dimensinya agar lebih dekat dengan pisau dinamis. Selanjutnya pengujian
2 dilakukan, hasilya berat ikan yang keluar lebih banyak dari pengujian 1.
Gambar 4.4 Hasil Pengujian 2
Pengecekan dalam tabung dilakukan kembali untuk melihat sisa ikan
kering, dan saat tabung dibuka, masih terdapat ikan yang terjebang dipinggir
tabung tepatnya pada plat diatas pisau statis.
Gambar 4.5 Sisa Ikan Kering Pengujian 2
c. Pengujian 3
Setelah pengujian kedua dilakukan dan masih terkendala pada sisa ikan
kering yang terdapat di pinggir tabung, maka plat yang terdapat pada pisau statis
dilepas agar saat proses penggilingan terjadi ikan tidak tertahan pada plat tersebut,
lalu pengujian 3 dilakukan, hasilya berat ikan yang keluar lebih banyak dari
Gambar 4.6 Hasil Pengujian 3
Pada pengujian ini sisa ikan hanya terdapat pada bagia pojok tabung, sisa
ikan kering sudah tidak terdapat lagi di sela-sela pisau statis.
Gambar 4.7 Sisa Ikan Kering Pengujian 3
d. Pengujian 4
Pada pengujian terakhir terdapat perubahan dimensi panjang pada bagian
hopper dan peletakan hopper ke bagian ujung, untuk mengurangi sisa ikan yang
terjebak di bagian sudut. Dan hasil ikan kering halus yang keluar jauh lebih
Gambar 4.8 Hasil Pengujian 4
Dilakukan kembali pengecekan pada tabung, dan hasilnya sudah tidak
terdapat lagi sisa ikan kering yang terjebak dibagian sela-sela hopper.
4.9 Hasil Pengujian Bahan
Adapun dengan pengujian bahan ini dengan menggunakan ayakan dengan
MESH 40 .
Gambar 4.10 MESH 40
Dengan menggunakan MESH 40 maka mendapatkan hasil sebagai berikut
Tabel 4.4 Hasil Pengujian Bahan Tepung Ikan
No Jumlah Bahan tepung ikan dari Puger Bahan tepung ikan
mesin peneliti
1 100 gram 80 gram 73 gram
2 100 gram 77 gram 76 gram
3 100 gram 84 gram 67 gram
4 100 gram 78 gram 70 gram
Dengan melihat tabel 4.4 hasil pengujian bahan tepung ikan maka dapat
disimpulkan kalau bahan tepung ikan daripuger lebih halus dari bahan tepung ikan
mesin peneliti. Disebabkan karena ukuran saringan mesin penggiling ikan lebih
40
5.1 Kesimpulan
Dari hasil perancangandan pengujian mesin dapat disimpulkan sebagai
berikut :
1. Perencangan mesin pengupas kulit luar kacang tanah dapat diinyatakan
secara detail dalam bentuk gambar mesin
2. Rangka mesin Penggiling Ikan kering memiliki
a. Dimensi rangka :
b. Bahan rangka : baja St 37 profil siki 40 mm x 40 mm x 3 mm
c. Beban terbesar terdapat pada batang A-B sebesar 172 N
d. Dalam waktu 15 menit alat ini memproduksi 8 kg jadi dalam waktu 60
menit alat ini memproduksi 32 kg
5.2 Saran
Dalam Peleksanaan dan perencangan pembuatan alat mesin penggiling
Ikan Kering terdapat hal hal yang perlu disempurnakan antara lain
1. Untuk meningkatkan kapasitas produksi alat dapat dilakukkan dengan
memperbesar skala perancangannya
2. Dalam proses penggilingan ikan yang dimasukkan benar benar kering
3. Diharapakan mesin ini disempurnakan karena masih ada ikan yang
Sukaini, 2013, Teknik Las SMAW, Malang : PPPPTK BUE
Sutarman, encu. 2013. Analisa Struktur. Yogyakarta : CV. Andi Offset
Tim Dosen. 2010. Elemen Mesin 1. Surabaya : Universitas Wijaya Putra
Widarto. 2018. Teknik Pemesinan. Jakarta : Direktorat Pembinaan Sekolah
42
Berat komponen mesin digunakan untuk menentukan bahan dan ketakutan yang
dibutuhkan oleh rangka. Berat seta gaya yang diberikan oleh
komponen-komponen mesin adalah sebagai berikut
Pulley = 0,2 Kg
Poros san Pisau = 10,4 kg
Pisau Statis = 5,2 Kg
Bearing = 0,7 Kg
Motor = 17 Kg
Hoper = 5,4 Kg
Perencanaan Batang Penumpu Baban Terpusat
Gambar A.1 Rangka Peggiling Ikan Kering
Perencanaan Rangka A-B
F = 86 N
∑ Pulley + motor
= 0,2 kg + 17 kg = 17,2 kg
F = m . g
= 17,2 . 10
= 172 N
Karena Beban motor dan pulley terjadi pada 2 plat siku maka masing masing siku
mengalami bebam 172 N/2 = 86 N.
∑ = 0
Ra– F + Rb = 0
Ra - 86 + Rb = 0
Ra + Rb = 86N
∑ = 0
-Rb . L + F l = 0
- Rb 490 = - (86.245)
Rb =
= 43 N
Ra + Rb = 86
Ra = 86-43
Bidang Geser (F)
Potongan 1
0
∑
F1 + Rb =0
F1 + 43 = 0
F1 = -43 N
Potongan II
∑
F2 +Rb – 86 = 0
F2 = 86-43
F2 = 43 N
Bidang momen
Potongan I
∑
∑ 0
=Rb . x
= 43 . x
X = 0 M0 = 43 . 0 = 0
Rb = 43 N Rb 43 N
Rg 43 N F = 86 N
X = 1 M1 = 43.1 = 43 kg.mm
.
.
.
M = 245 M245 = 43 . 245 = 10.535 kg.mm
Potongan 2
∑ = 43
∑ = Rb (245 + x) - F.x
X = 0 M0 = 43 (0 + 245) – 0 = 10.535 kg.mm
X = 1 M1 = 43 (1+ 245) – 86.1 = 20750 kg.mm
.
.
.
X = 245 M245 = 43 (245+245) – 86.245 = 0 kg.mm
245
Rangka A-B
F = 86 N
245 245
0 0
10.535 kg.mm
43 N
Perencanaan Rangka
Perencanaan Rangka E-F
Rangka E-F
M = poros + pisau dinamis + hooper + bearing + pulley + saringan + berat ikan +
gaya tarik sabuk
= 10,4 + 1,3 + 0,7 + 0,2 + 0,6 + 10 + 0,76
= 23 kg = 23 kg
F = 23 x 10
= 230 N
∑
Re + Rf = 230 N
∑
-Rf.l + F2 . L +F1.L = 0
Rb = ( ) ( )
= 11,5 kg
Re.l - F2 . L -F1.L = 0
F1= 115N
F2= 115 N
50
Re = ( ) ( )
= 11,5 kg
Potongan 1
0
∑
F1 + Rf =0
F1 + 115 = 0
F1 = -115 kg
Potongan II
∑
F2 +Rf – 170 = 0
F2 = 115-115
F2 = 0
Potongan III
∑
Fy = Rb – F1 - F2
= 115 – 115 – 115
= 115
Momen
Re 11,5 kg
Re 11,5 kg F = 115 N
Potongan 1
∑
= 11,5 x
X = 0 M0 = 11,5 x 0 = 0
X = 1 M1 = 11,5 x 1 = 11,5
.
.
.
X = 245 M145 = 11,5 x 220 = 2530
Potongan II
∑ ( )
= 11,5 (220 + x) – 11,5 x
X = 0 M0 = 2530
X = 1 M1 = 2518,5
.
.
Re = 11,5 kg
220
.
X = 50 M245= 2530
Potongan III
∑ ( ) ( )
X=0 M.0 = 2530
X =1 M.1 = 2518,5
.
.
.
Perencanaan Rangka E-F
F1= 115N
F2= 115 N
50
220 220
2530 2530
0 0
-115 N 115 N
B. Perencenaan Momen Inersia
Gambar B.1 Perencanaan Momen
Menentekukan momen inersia pada rangka A-B
X1 =
X2 =
A1 =
A2 =
Atot = A1+ A2 = 120 + 111 = 231
Ix1 =
Ix2 =
Menentukan Momen Inersia
= 90 + ( )
= 48090
I2 = Ix2 + ( )
= 12663,25 + ( )
= 12913
I tot = I1 + I2
= 48090 + 12913
= 61003
Menentukan Centroit
X1 = ( ) ( )
= ( ) ( )
=
= 11,11 m
Tegangan yang terjadi St 37 siku sama kaki ukuran 40 mm 40 mm 3 mm
( )
=
= 1,91 ⁄
Bahan Rangka menggunakan St-37 profil siku. Sifat sifat mekanis bahan dapat
diperoleh yakni tegangan lelah ( ) = 120 Mpa, Tegangan batas ( ) = 140 –