OTOMASI PERAJANG TEMBAKAU SKALA INDUSTRI
KECIL DAN RUMAH TANGGA BERBASIS
MIKROKONTROLER
Muchamad Malik
Abstract1
Tobacco is an agricultural crop that is widely grown and cultivated both in large, medium and small scale in Temanggung.Results of cutting tobacco can be used as the main material of cigarettes and cigars. So it is necessary chopper machine that can be used by farmers optimally.
This machine is made by combining mechanical systems, electronic systems and systems software so it becomes an integrated system and controllable to obtain an effective and efficient engines. To combine some systems used a microcontroller as the main controller. This machine has a capacity of 160 kg per day choped. The motors are used for cutting and conveyor is a DC motor that has 60 watts of power. This machine can produce pieces width 5 mm with an accuracy rate of 85%, while the width of 3 mm pieces have 80% accuracy, to 2 mm width piece has an accuracy of 95% and 1 mm width piece has an accuracy of 98%.
Keyword : automation, tobbaco, tobacco chopper machine, microcontroller
1. PENDAHULUAN
Kebutuhan daun tembakau dari tahun ke tahun terus meningkat seiring dengan bertambahnya jumlah penduduk. Tembakau merupakan tanaman pertanian yang banyak ditanam dan dibudidayakan baik dalam skala besar, menengah maupun skala kecil. Tembakau merupakan tanaman yang dapat dijadikan sebagai penghasil rokok dan cerutu. Produk pertanian ini sangat dibutuhkan sebagai sumber pemenuhan kebutuhan primer pada rokok. Produsen rokok menggemari tembakau Temanggung karena selain memiliki aroma yang
1
Muchamad Malik, Program Studi S2 Ilmu Komputer, FMIPA UGM, Jl. Sekip Utara, Sleman, Yogyakarta,
khas juga memiliki kandungan nikotin yang tinggi [1].
Kebutuhan tembakau Temanggung untuk pabrik rokok sekitar 31,23 ribu ton setiap tahunnya. Namun, dari jumlah kebutuhan tersebut Kabupaten Temanggung hanya mampu memenuhi 10,5 ribu ton atau sekitar 35% sehingga kekurangannya banyak disuplai dari daerah lain, dengan mutu lebih rendah dibanding dengan tembakau Temanggung [2,3]. Hal ini
produktivitas pertanian salah satunya dengan meningkatkan pengolahan tembakau pada industri kecil. Namun unit usaha kecil ini mengalami kendala dalam hal perajangan karena petani kecil dengan skala panen 100 kg masih menggunakan metode perajangan manual. Teknologi perajangan mesin saat ini hanya terfokus pada industri menengah dengan skala lebih dari satu ton sehingga petani kecil yang hanya memiliki tembakau dibawah satu ton harus menjual nya kepada pelaku industri yang lebih besar.
2. METODE PENELITIAN
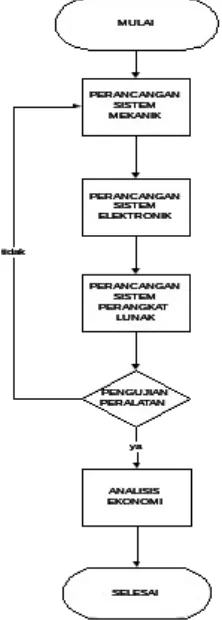
Metode dalam perencanaan dan pelaksanaan penelitian pada sistem otomasi mesin perjangan tembakau yang meliputi perancangan alat dan pelaksanaan pengujian alat menggubakan metode water fall seperti pada Gambar 3. Dalam perancangan ini melibatkan petani tembakau sebagai koresponden penelitian untuk membuat
alat yang dapat merajang dengan lebar potongan sesuai dengan yang diharapkan petani tersebut. Sedangkan untuk pengambilan sampel hasil rajangan digunakan metode Independent Samples T-Test.
2.1 Perancangan Sistem Mekanik
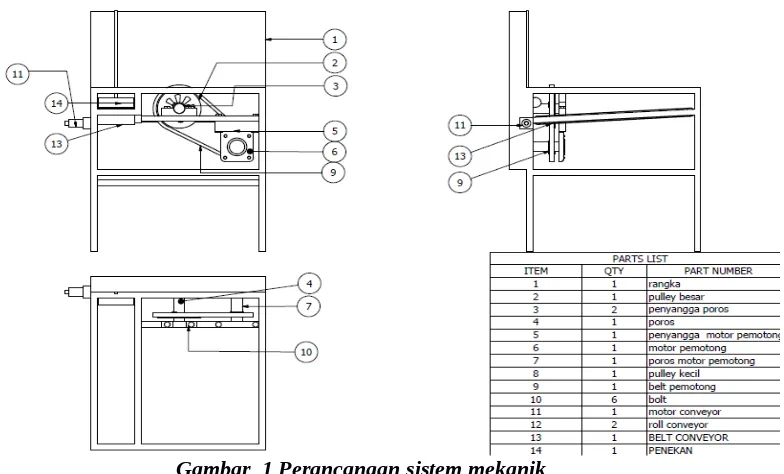
Perancangan sistem mekanik terdiri dari pengaturan konveyor, pengaturan pulley, pengaturan pisau dan dimensi alat [5,6,7]. Kerangka alat terbuat dari besi siku, dengan alasan bahan ini mudah dicari, murah dan kuat secara konstruksi. Untuk menggerakan konveyor, alat ini menggunakan motor Direct Current (DC) yang telah direduksi 1:200, dengan pertimbangan mempunyai torsi yang kuat. Untuk menarik beban, konveyor ini menggunakan belt agar dapat menahan beban dengan kuat dan stabil.
Gambar 1 Perancangan sistem mekanik
Dimensi alat secara keseluruhan adalah panjang 70 cm, lebar 70 cm, tingggi 70 cm sedangkan untuk dimensi konveyor adalah panjang 49,5 cm, lebar 18 cm, tinggi 25 cm.
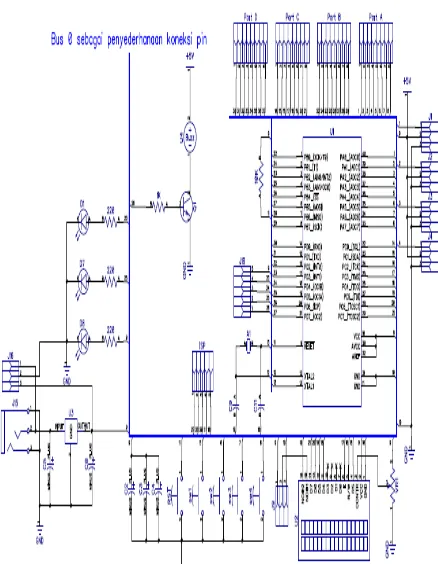
2.2 Perancangan Perangkat Keras
Perancangan perangkat keras terdiri dari perancangan board mikrokontroler dan driver motor. Board mikrokontroler ini akan
Gambar 2 Board mikrokontroler
Driver motor digunakan sebagai pengaturan kecepatan motor DC, membalik arah putaran motor dari searah jarum jam maupun berlawanan jarum jam [8] .
Motor yang digunakan untuk pemutar pisau adalah motor DC dengan spesifikasi kecepatan 700 rpm, dengan tegangan 20 Volt, sedangkan untuk penggerak konveyor motor DC dengan tegangan 20 Volt yang memiliki kecepatan 33 rpm.
2.3 Perancangan Perangkat Lunak
Perancangan perangkat lunak dilakukan untuk membuat sebuah program yang akan mengontrol sebuah mikrokontroler sehingga mampu memberikan informasi untuk menggerakkan motor, mendapatkan data dari sensor temperatur dan dapat menampilkan informasi ke LCD.
Perancangan perangkat lunak memiliki alur kerja apabila mikrokontroler dalam keadaan aktif, maka akan mengaktifkan semua pin yang akan digunakan untuk input-output, memberi intruksi pada mikrokontroler untuk memberikan
PWM pada motor pemotong, apabila motor pemotong pisau telah aktif, maka akan mengaktifkan motor konveyor. Kecepatan motor konveyor ini dapat dikendalikan dengan mengkonversi nilai analog pada potensiometer kedalam kecepatan. Setelah semua motor aktif, maka perangkat lunak ini akan menerjemahkan nilai pada sensor temperatur kedalam derajad celcius untuk ditampilkan pada LCD.
2.4 Pengujian Peralatan
Pengujian peralatan dilakukan untuk mendapatkan sebuah alat yang mampu memotong tembakau dengan lebar potongan sesuai dengan keinginan petani, mulai dengan lebar potongan 5 mm sampai dengan 1 mm. pengujian ini meliputi pengujian kecepatan, pengujian kenaikan temperature alat, pengujian pemotongan.
2.4.1 Pengujian Kecepatan
Pengujian kecepatan dilakukan untuk mengetahui perbandingan antara resolusi PWM yang diberikan dengan perubahan kecepatan motor konveyor sehingga akan diketahui kecepatan sesungguhnya dalam setiap variasi pemotongan.
2.4.2 Pengujian Kenaikan Temperatur Alat Pengujian kenaikan temperature alat dilakukan untuk mengetahui kenaikan temperatur pada driver motor saat digunakan dalam proses perajangan mulai dari proses pemotongan dengan tebal 2 mm, 3 mm dan 5 mm, sehingga akan diketahui grafik kenaikan temperatur.
2.4.3 Pengujian Pemotongan
Apabila terdapat kegagalan maka penulis harus menganalisa kegagalan tersebut sehingga dapat dilakukan perubahan desain dan melakukan pengujian lagi sampai dengan tingkat kegagalan yang minimal sehingga dapat meneruskan pengujian selanjutnya
2.5 Anilisis Ekonomi
Analisis ekonomi digunakan untuk menganilisa perbandingan pendapatan petani antara perajangan manual dan perajangan menggunakan mesin. Analisa ekonomi juga digunakan untuk menganalisa kelayakan usaha petani apabila menggunakan mesin perajang.
Gambar 3 Metode Waterfall Penelitian
3. HASILDAN PEMBAHASAN
Pembahasan terhadap hasil penelitian dan pengujian yang diperoleh disajikan dalam bentuk uraian teoritik, baik secara kualitatif maupun kuantitatif. Hasil percobaan sebaiknya ditampilkan dalam berupa grafik ataupun tabel.
Untuk grafik dapat mengikuti format untuk diagram dan gambar.
3.1 Hasil Perangkat Lunak
Perancangan perangkat lunak terdiri dari kode program yaitu :
Sub Read_lm35 Start Adc
Lm35 = Getadc(1) Lm35 = Lm35 / 2 Stop Adc
End Sub
If Lm35 > 60 Then Buzz = 1
Led1 = 1 Else Buzz = 0 Led1 = 0 End If
Bagian kode program tersebut nilai dari sensor temperatur tersebut dimasukkan pada register ADC ke-2 pada mikrokontroler. Untuk mendapatkan nilai yang akurat, dilakukan pengambilan nilai sebanyak dua kali dan diambil rata-rata. Algoritma dari sensor temperatur tersebut apabila nilai temperatur lebih dari 60 maka buzzer akan aktif. Apabila kondisi temperatur dibawah 60 maka buzzer akan mati dan kembali pada proses sebelumnya.
PWM digital 8 bit berarti PWM tersebut memiliki resolusi 28 = 256 maksudnya nilai keluaran PWM ini memiliki 256 variasi, variasinya mulai dari 0 sampai 255 yang mewakili duty cycle 0 sampai 100%. Pada perancangan perangkat lunak ini, PWM akan diatur secara digital yang dibangkitkan oleh mikrokontroler ATMEGA8535.
Konversi dari PWM menjadi kecepatan dapat diprogram sebagai berikut :
Dim Adc1_val As Integer Dim Adc2_val As Integer Mtr_r2 = 0
Pulse Width Modulation 1b = 255 Start Adc
Adc_val = Getadc(0) Stop Adc
X = 255 - Adc_val Temp_x = X
3.2 Hasil Pengujian Alat
Hasil pengujian alat ini berupa hasil dari seting kecepatan untuk menghasilkan variasi lebar rajangan yang meliputi lebar 1 mm, 2 mm, 3 mm dan 5 mm. dalam proses perajangan, diperlukan waktu 13 menit untuk melakukan persiapan dari mulai pemilihan tembakau, penggulungan tembakau sampai dengan memasukkan tembakau ke dalam konveyor. Dalam pemilihan tembakau umtuk dirajang tembakau yang belum matang, tembakau yang berwarna merah dan tembakau yang rusak, harus dipisahkan karena dalam proses perajangan oleh petani dilakukan perlakuan yang sama. Hal ini dikarenakan untuk mendapat potongan yang seragam dan menjadikan tembakau tersebut tidak membusuk saat proses pengeringan.
Hal ini yang mengakibatkan proses perajangan tembakau lebih lama dari perkiraan awal. Pada penelitian ini digunakan sampel 5,5 kg dalam setiap pengujian karena bahan baku yang tersedia di alam terbatas. Pada pengujian ini akan dicatat waktu perajangan tembakau
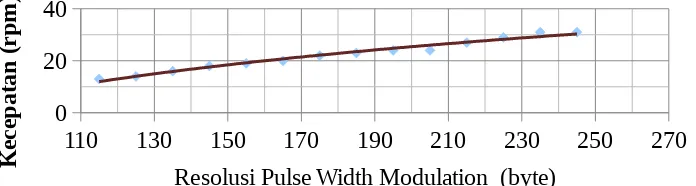
setiap variasi dan pencatatan temperatur alat saat proses perajangan. namun diberi resolusi PWM yang berbeda-beda disetiap pengujian. Nilai resolusi PWM ini nanti akan dikonversikan kedalam kecepatan. Untuk mengetahui persamaan antara kecepatan konveyor dengan menggunakan Gambar 4 yang diasumsikan grafik tersebut adalah garis lurus terhadap sumbu x,y sesuai dengan persamaan
m =
y
2
−
y
1
x
2
−
x
1
x1 = Nilai terendah bit Pulse Width Modulation
dalam program
x2 = Nilai tertinggi bit Pulse Width Modulation
dalam program
y1 = Output terendah berupa kecepatan .
y2 = Output tertinggi berupa kecepatan . maka akan didapat gradien adalah 0,14.
110
130
150
170
190
210
230
250
270
0
20
40
Resolusi Pulse Width Modulation (byte)
K
Gambar 4 Kecepatan terhadap Resolusi PWM
3.4 Hasil Rajangan 1 mm
Proses perajangan ini menggunakan kecepatan bervariasi, karena untuk menghasilkan lebar tembakau 1 mm secara seragam diperlukan kecepatan yang berbeda-beda sehingga penulis harus selalu mengendalikan kecepatan konveyor. Sehingga waktu yang dibutuhkan untuk memotong tembakau sebanyak 0,5 kg pun tidak dapat diprediksi. Temperatur yang dihasilkan oleh alat ini lebih cepat naik. Hal ini diakibatkan karena
mesin bekerja secara tidak menentu yang membuat motor driver tidak stabil.
3.5 Rajangan 2 mm
dibutuhkan untuk perajangan pada isi ulang yang kedua adalah satu menit.
Temperatur pada motor driver mencapai nilai yang stabil yaitu pada temperatur 41oC dalam
waktu 12 menit. Pada kecepatan ini merupakan waktu kenaikan temperatur yang paling lama karena resolusi yang diberikan pada PWM berada pada titik yang stabil.
3.6 Hasil Perajangan 3 mm
Hasil perajangan tembakau dengan lebar 3 mm didapat dengan memberikan nilai resolusi PWM sebesar 245 byte atau dari hasil konversi pada Gambar 4 kecepatan konveyor 31 rpm.
Proses perajangan ini membutuhkan waktu perajangan pada isi ulang pertama yaitu 0,3 kg adalah 2 menit, sedangkan waktu yang dibutuhkan untuk perajangan pada isi ulang yang kedua adalah satu menit. Dalam proses perajangan ini, temperatur pada motor driver
mencapai nilai yang stabil yaitu pada temperatur 40oC dalam waktu 9 menit.
3.7 Hasil Perajangan 5 mm
Hasil perajangan tembakau dengan lebar 2 mm didapat dengan memberikan nilai resolusi PWM sebesar 125 byte atau dari hasil konversi pada Gambar 4 kecepatan konveyor 14 rpm.
Proses perajangan ini membutuhkan waktu perajangan pada isi ulang pertama yaitu 0,3 kg adalah satu menit, sedangkan waktu yang dibutuhkan untuk perajangan pada isi ulang yang kedua adalah satu menit, Temperatur pada motor driver mencapai nilai yang stabil yaitu pada temperatur 41oC dalam waktu 20 menit.
Dari hasil penelitian perajangan tembakau jenis Kemloko dengan kadar serat 4,75% dan kadar air 84,9% maka dapat disimpulkan bahwa untuk merajang tembakau 0,6 kg dibutuhkan waktu 2 menit sehingga untuk merajang tembakau 160 kg dibutuhkan waktu 480 menit atau 8 jam.
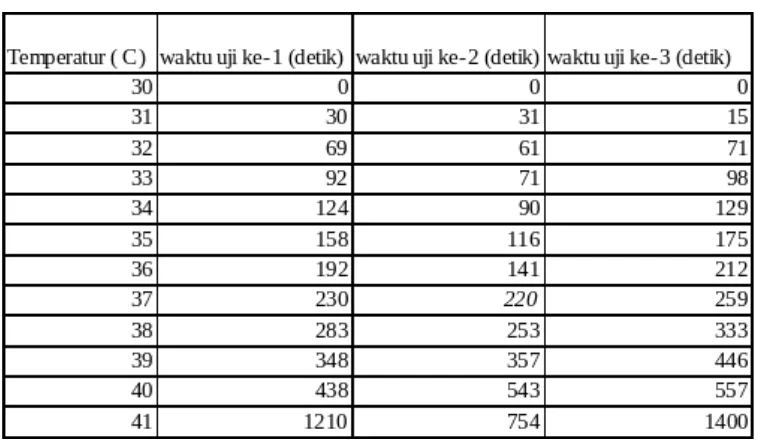
Tabel 1 Temperatur Motor Driver terhadap Waktu Pengujian
Tabel 1 dapat dijelaskan bahwa apabila keceparan putaran motor tinggi, temperatur yang dihasilkan pada motor driver akan naik secara perlahan sehingga waktu penggunaan alat tersebut juga akan semakin lama. Hal ini dikarenan beban pada motor konveyor mengalami penahanan yang kecil. Nilai
temperatur pada motor driver akan mencapai titik stabil pada temperatur 41oC. Pengujian temperatur
Tabel 1 Lebar potongan dan waktu uji
Keterangan :Waktu uji ke-1 adalah perajangan dengan kecepatan 14 rpm.
Waktu uji ke-1 adalah perajangan dengan kecepatan 22 rpm.
Waktu uji ke-1 adalah perajangan dengan kecepatan 31 rpm.
Tabel 2 menunjukkan bahwa dalam melakukan perajangan tembakau tersebut memerlukan persiapan 13 menit. Waktu tersebut digunakan untuk melakukan pemilihan daun tembakau dengan kualitas yang baik sehingga alat ini lebih baik dimatikan agar temperatur pada alat turun dan lebih stabil.
Perajangan dengan lebar 1 mm dengan berat 0,5 kg pada isi ulang pertama dibutuhkan waktu 3 menit dan pada isi ulang kedua dibutuhkan waktu 2 menit sehingga total perajangan adalah 5 menit. Perajangan dengan lebar 2 mm dengan berat 0,5 kg pada isi ulang pertama dibutuhkan waktu 2 menit dan pada isi ulang kedua dibutuhkan waktu 1 menit sehingga total perajangan adalah 3 menit. Perajangan dengan lebar 3 mm dengan berat 0,5 kg pada isi ulang pertama dibutuhkan waktu 2 menit dan pada isi ulang kedua dibutuhkan waktu 1 menit sehingga total perajangan adalah 3 menit. Perajangan dengan lebar 5 mm dengan berat 0,5 kg di isi ulang pertama dibutuhkan waktu 1 menit dan di isi ulang kedua dibutuhkan waktu 1 menit sehingga total perajangan adalah 2 menit.
Hasil perajangan dengan mesin dan dengan perajangan tangan dapat dianalisa dengan metode Independent Samples T-Test karena sampel dari perajangan tembakau dibedakan secara umum dan tidak diukur setiap helai perajangan. Hasil yang diukur adalah perbedaan antara potogan 5 mm dan perajangan 1 mm, hal ini karena sampel untuk perajangan 3 mm dan 2 mm tidak ditemukan di kalangan petani tembakau karena sebagian petani hanya menyimpan hasil perajangan dengan panjang 5 mm dan 1 mm sebagai bahan untuk membuat batang rokok sendiri.
Data yang diperoleh dari hasil penelitian dengan mesin perajang otomastis, dalam 50 gram perajangan tembakau dengan lebar 5 mm terdapat 456 helai rajangan. Lebar perajangan yang benar-benar 5 mm adalah 301 helai, perajangan 4 mm 70 helai, sedangkan yang rusak karena lebar perajangan melebihi 5 mm adalah 68 helai, sisanya adalah kurang dari 4 mm. sehingga yang layak digunakan adalah 85%. Data yang diperoleh 50 gram tembakau dengan lebar 3 mm terdapat 405 helai. Hasil rajangan yang rusak atau melebihi lebar 3 mm adalah 71 helai, sehingga yang layak digunakan adalah 80%
Tabel 2 Tabel Analisa Hasil Potongan
Cara
Pemotongan 5 mm Lebar mm Lebar 1 Total
Mesin 85 95 180
Manual 80 98 178
Total 165 193 358
Tabel 3 merupakan tabel analisa perbandingan mean atau nilai yang paling banyak keluar dari setiap perajangan tembakau. Untuk mengetahui nilai perbandingan nya menggunakan persamaan :
x2 =
fe
fo
−
¿
¿
¿
2
¿
¿
∑
¿
fe =
(
jumlahbaris
)(
jumlahcolom
)
N
(
total
)
fe1 =
(
180
−
165
)
358
= 82,47fe2 =
(
178
−
165
)
358
= 82,04fe3 =
(
180
−
193
)
358
= 97,04fe4 =
(
178
−
193
)
358
= 95,96Tabel 3 Hasil Perbandingan Lebar Potongan 5 mm dan 1 mm
Fo Fe fo-fe
(fo-fe)2
fe
fo
−
¿
¿
¿
2
¿
¿
85 82,47 2,04 4,16 0,047
80 82,04 -2,04 4,16 0,05
95 97,05 -2,04 4,16 0,043
98 95,96 2,04 4,16 0,04
Tabel 4 menjelaskan bahwa dari setiap rajangan tembakau menghasilkan nilai probabilitas kurang dari nilai α 0,05. Hal ini menunjukkan bahwa metode perajangan tembakau menggunakan mesin dan menggunakan tangan memiliki perbedaan,
sehingga nilai x dapat diterima dan mesin rajang tembakau layak digunakan.
kurang kuat dan tulang daun tembakau yang terlalu keras.
Proses produksi rajangan tembakau dilakukan beberapa perlakuan khusus sebelum hasil rajangan tersebut siap untuk dijual. Perlakuan tersebut adalah: pemberian gula cair atau kristal pada hasil potongan. Setiap 10 kg potongan tembakau, diberikan 1 kg gula. Setelah tembakau diberi gula maka proses berikutnya adalah dengan proses penjemuran sampai kering. Proses terarhir adalah memasukan ke dalam keranjang. Setiap satu keranjang tembakau biasanya diisi 50 kg sampai 60 kg tembakau kering.
3.7 Analisa Ekonomi
Analisis ekonomi ini dilakukan untuk mengetahui kelayakan usaha jika mesin perajang tembakau ini akan diproduksi untuk komersial.
3.7.1Payback Period
Metode ini untuk menunjukkan jumlah tahun yang diperlukan untuk memperoleh kembali semua modal yang telah diinvetasikan. Dari tabel lampiran analisis ekonomi diketahui bahwa periode waktu yang dibutuhkan untuk pengembalian modal investasi awal adalah 0,18 tahun atau 2 bulan 5 hari.
3.7.2Net Present Value
Metode ini menghitung selisih nilai investasi dengan nilai sekarang penerimaan kas bersih. Nilai tersebut harus dicari terlebih dahulu dengan BEP unit produk rata-rata pertahun adalah 63,52 kg.
3.7.4Rate of Return on Investmen
Pengembalian keuntungan investasi dinyatakan dalam prosentase. Prosentase tersebut menunjukan pengembalian investasi yang mungkin tercapai dalam waktu tertentu sebagai hasil dari pendapatan bersih. Dari tabel lampiran ROI diketahui nilainya adalah 39,41 %.
Pemotongan tembakau dengan lebar 1 mm waktu efektif yang dibutuhkan adalah 5 menit,
pemotongan dengan lebar 2 mm waktu yang dibutuhkan adalah 3 menit, pemotongan dengan lebar 3 mm waktu yang dibutuhkan adalah 3 menit, pemotongan dengan lebar 5 mm waktu yang dibutuhkan adalah 3 menit.
Nilai NVP adalah
Rp.56.852.932,-Waktu yang digunakan untuk mengembalikan uang yang telah diinvestasikaan adalah selama 0,18 tahun atau 2 bulan 5 hari.
Nilai ROI adalah 39,41 %.
Hasil perhitungan BEP menunjukkan bahwa petani akan mencapai titik impas bila dapat menjual produk sebanyak 63,52 kg dengan harga jual Rp.60.000/kg.
4. KESIMPULAN
Tahap perancangan, pembuatan dan pengujian yang telah dilakukan dapat diambil kesimpulan antara lain :
1. Dari hasil percobaan didapat bahwa perbandingan panjang potongan tembakau yang rusak antara dengan menggunakan mesin dan dengan manual adalah 0,04.
2. Pemotongan tembakau dengan lebar 1 mm waktu efektif yang dibutuhkan adalah 5 menit, pemotongan dengan lebar 2 mm waktu yang dibutuhkan adalah 3 menit, pemotongan dengan lebar 3 mm waktu yang dibutuhkan adalah 3 menit, pemotongan dengan lebar 5 mm waktu yang dibutuhkan adalah 3 menit.
3. Nilai NVP adalah
Rp.56.852.932,-4. Waktu yang digunakan untuk mengembalikan uang yang telah diinvestasikaan adalah selama 0,18 tahun atau 2 bulan 5 hari.
5. Nilai ROI adalah 39,41 %.
1. Peningkatan kecepatan motor penggerak pisau 2. Solusi untuk mengunangi tingkat kesalahan
adalah dengan menajamkan pisau pemotong secara berkala, mendesain ulang rol penahan tembakau agar lebih kuat, daun tembakau yang akan dirajang harus benar-benar matang, sehingga tulang tembakau lebih mudah dipotong.
3. Motor driver yang digunakan dalam penelitian belum sempuna, karena MOSFET yang digunakan belum sesuai dengan kebutuhan arus yang digunakan untuk menjalankan motor. 4. Faktor yang dapat mengurangi kestabilan alat
saat bergerak dan melakukan aksi adalah kecilnya kecepatan pada motor penggerak pisau yang sangat mempengaruhi proses perajangan.
Ucapan Terima kasih
Penulis ingin menyampaikan rasa terima kasih yang sebesar-besarnya kepada : Dr. Bakharuddin S.H, S.Ik., M.Si, M.Sc yang telah memberikan ilmu dan telah mendukung secara finansial dalam penelitian ini..
DAFTAR PUSTAKA
[1] Harno. 2004. Tembakau dilihat dari sudut pandang
pabrik rokok. Dalam Seminar Revitalisasi Sistem Agribisnis Tembakau Bahan Baku Rokok, Balai Penelitian Tanaman Tembakau dan Serat. Malang, 12 Oktober 2004
[2] Yulianti, Titiek. 2009. Pengelolaan Patogen Tular Tanah Untuk Mengembalikan Kejayaan Tembakau Temanggung di Kabupaten Temanggung. Balai Penelitian Tanaman Tembakau dan Serat. Malang.
[3]Djumali, 2008. Produksi dan Mutu TembakauTemanggung. Balai Penelitian Tanaman Tembakau dan Serat. Malang.
[4] Agung, Prabowo. 2011. Tembakau Belum Memberikan Efek Kesejahteraan Reguler Bagi Petani. Laporan Peneitian Lembaga Penelitian, Pengembangan, dan Pengabdian kepada Masyarakat, Universitas Muhamadiyah Magelang. Magelang.
[5] Budi , Johanes. 2010. Sabuk – V. Tugas Ahir. Universitas Gadjah Mada. Yogyakarta
[6] Sularso. 1987, Dasar-dasar Perencanaan dan Pemilihan Elemen Mesin. Pradnya Paramita. Jakarta
[7] Tanu Wijaya, Haroun. 2004. Perancangan Alat Perajang Tembakau. Skripsi. Universitas Petra Surabaya. Surabaya.