PENGARUH IMPLANTSI ION TiN TERHADAP
KEKERAS-AN DKEKERAS-AN KEAUSKEKERAS-AN TEPI PAHAT BUBUT HSS
Setyo Atmojo
Mahasiswa S2 FT-UGM
Tjipto Sujitno
PTAPB-BATAN, E-mail : [email protected]
Mudjijana
Staf Pengajar S2 FT-UGM
ABSTRAK
PENGARUH IMPLANTSI ION TiN TERHADAP KEKERASAN DAN KEAUSAN TEPI PAHAT BUBUT HSS. Dalam
proses pengerjaan logam dengan mesin bubut, alat potong/pahat bubut sangat menentukan kualitas produk. Untuk meningkatkan kualitas pahat bubut dapat dilakukan dengan meningkatkan sifat kekerasan maupun ketahanan ausnya. Tujuan dari penelitian ini adalah melakukan upaya peningkatan kekerasan maupun ketahanan aus alat potong HSS dengan cara mengimplantasi ion TiN. Peningkatan sifat kekerasan maupun keausan sangat ditentukan oleh jumlah TiN yang diimplantasikan pada material HSS. Jumlah TiN yang masuk pada material ditentukan oleh dosis ion (ion/cm2) atau lamanya proses implantasi (detik). Untuk maksud tersebut implantasi ion TiN dilakukan pada berbagai variasi dosis ion/lamanya proses pada energi tetap sebesar 100 keV dan arus 10 µ A. Proses implantasi ion dilakukan menggunakan alat implantor ion 150 keV/2 mA di PTAPB-BATAN Yogyakarta. Hasil proses diuji kekerasannya menggunakan alat microhardness tester di D3 UGM, sifat keausan pahat diuji mengngunakan mesin bubut di PTAPB-BATAN sedangkan kedalaman potong keausan tepi (depth of cut of flank wear) diamati menggunakan alat Travelling Microscope di UNY-Yogyakarta. Dari pengujian diperoleh hasil bahwa kekerasan optimum sebesar 946 VHN (sebelum diimplantasi ion TiN sebesar 458 VHN). Kondisi optimum ini dicapai pada waktu implantasi 60 menit. Dari uji aus untuk berbagai variasi kecepatan potong (15,2; 21,4; 28,6; 36,7 dan 43,2 m/menit) untuk pahat yang tidak diimplantasi, keausan tepi masing-masing sebesar 0,43, 0,49 ,0,56, 0,65 dan 0,79 mm, sedang setelah diimplantasi ion TiN pada kondisi optimum masing-masing sebesar 0, 27, 0,33, 0, 39, 0,52, dan 0,60 mm.
Kata Kunci; implantasi, TiN, kekerasan, keausan, HSS
ABSTRACT
THE INFLUENCE OF TiN ION IMPLANTATION ON THE HARDNESS AND FLANK WEAR OF HSS CUTTING TOOLS. In a process of metal working using turning tools, cutting tools is very important thing in determining of quality of the product. Quality improvement can be carried out by increasing their hardness or wear. The aim of this research is an effort to increase the hardness or wear of HSS cutting tools by implanting the TiN ions. Improving of the hardness or wear is depend on the number of implanted TiN ions into HSS cutting tools. While the number of TiN ions is determined by the ions dose (ions/cm2) or the time of process (second). For the purpose, the TiN ions implantation has been carried out for various of dose or time and at a 100 keV of energy. Ion implantation process has been carried out using 150 keV/2 mA at PTAPB-BATAN Yogyakarta. Results of the process has been tested using micro-hardness tester for its hardness at Diploma III-FT UGM, turning tools machine for its wear at PTAPB-BATAN, while for flank wear (dept of cut) was observed using Travelling Microscope at UNY-Yogyakarta. It’s found that the optimum hardness is around 946 VHN, while for raw material is around 458 VHN. This optimum hardness was achieved at 60 minutes of time of ions implantation. From wear testing done, it’s found that for various of feeding speed such as 15,2; 21,4; 28,6; 36,7 and 43,2 m/minutes the depth of cut of flank wear respectively are 0.43,0.49, 0.56, 0.65 and 0.79 mm for un-treated cutting tools, while for treated cutting tools at optimum conditions, the depth of cutting tools respectively 0.27, 0.33, 0.39, 0.52 and 0.60 mm. Keywords; implantation, TiN, hardness, wear, HSS
PENDAHULUAN
lat potong (cutting tools) merupakan salah alat pemesinan yang harus mempunyai kekerasan yang tinggi dan sifat keausan yang rendah. Dengan demikian pemilihan material untuk alat potong (cutting tools) memegang peran penting dalam teknologi manufaktur. Berbagai macam material alat potong telah ditemukan untuk proses pemesinan suatu alat/mesin. Satu diantara alat potong yang masih banyak digunakan di industri adalah baja kecepatan tinggi (high speed steel, HSS). Dibanding material lain seperti misalnya cemented carbide,
ceramic cermet, maupun super hard material, HSS
memiliki unjuk kerja (performance) yang lebih rendah. Sebagai contoh, apabila HSS digunakan untuk membubut baja karbon rendah maka kecepatan potongnya harus sekitar 22 m/min agar diperoleh umur pemakaian yang optimal, sementara untuk cemented carbide dapat diambil kecepatan potong 150 m/min[1]. Umur pahat (tool life) yang sering pula dinamakan umur pemakaian merupakan besaran yang sangat penting bila ditinjau dari segi ekonomi. Dalam praktek, umur pahat tidak hanya dipengaruhi oleh geometri tetapi juga dipengaruhi oleh kekerasan material dari pahat dan parameter pemotongan yang dipilih.
Selama proses pemesinan berlangsung, pahat dapat menghalami kegagalan dari fungsinya oleh karena berbagai sebab, antara lain; (a) keausan yang secara bertahap membesar tumbuh (growth) pada bidang aktif pahat, (b) retak yang menjalar sehingga menimbulkan patahan pada mata potong pahat dan (c) deformasi plastis yang akan merubah bentuk/geometri pahat. Beberapa faktor penyebab keausan pahat bubut diantaranya beban yang bekerja pada pahat dan temperatur yang tinggi akibat gesekan dua komponen[2]. Proses keausan yang tumbuh selama proses pembentukan chip tergantung dari jenis material pahat yang dipilih dan benda yang dipahat. Tahapan terbentuknya keausan pahat dapat dibedakan menjadi dua yaitu (1) keausan bagian muka pahat yang ditandai dengan pembentukan kawah (crater ) sebagai hasil gesekan antara pahat dengan chip dan yang ke (2) adalah keausan pada bagian sisi (flank) yang terbentuk akibat gerakan pahat yang bergerak pada
feeding tertentu[3].
Pada proses pengerjaan logam dengan mesin bubut, bila mesin beroperasi dengan kecepatan tinggi, crater wear sangat menentukan umur pahat karena keausan ini menyebabkan ujung pahat menjadi lemah. Tetapi untuk operasi biasa keausan
flank adalah penentu umur pahat[4]. Umur pakai
pahat didefinisikan sebagai nilai ambang ukuran keausan pahat. Keausan pahat akan tumbuh dan
membesar seiring dengan bertambahnya waktu pemotongan sampai pada suatu saat tidak dapat digunakan lagi karena telah ada tanda-tanda tertentu yang menunjukkan bahwa umur pahat telah habis. Semakin besar keausan/kerusakan yang diderita pahat, maka pahat akan semakin kritis. Pertumbuhan keausan akan semakin membesar jika pahat tetap digunakan dan pada suaatu saat ujung akan rusak[2].
Kriteria yang direkomendasikan oleh ISO untuk mendefinisikan umur pahat efektif pada bahan kecepatan tinggi atau pahat keramik adalah (1) kegagalan katastropik, (2) VB = 0.3 mm jika keausan teratur dalam zona B, dan (3) VB maks = 0,6 mm jika keausan flank tidak teratur dalam zona B.
Untuk aplikasi alat potong, HSS memiliki unjuk kerja (performance) yang lebih rendah dibanding material cemented carbide, ceramic
cermet, maupun super hard material, maka agar
dapat digunakan sebagai alat potong secara optimal maka unjuk kerjanya perlu ditingkatkan. Satu diantara upaya untuk meningkatkan unjuk kerja
(performance) dari material HSS adalah dengan
teknik perlakuan permukaan (surface treatment).
Surface treatment dapat didefinisikan sebagai suatu
usaha dalam upaya meningkatkan kualitas/mutu permukaan material/komponen sesuai dengan yang diinginkan. Dalam surface treatment, yang berubah sifat hanya pada permukaannya saja sedangkan yang dibagian dalam sifatnya tidak berubah.
Sifat-sifat permukaan material yang dapat diubah tersebut dapat meliputi sifat mekanik (kekuatan, keuletan, ketangguhan, kekerasan, ketahanan lelah, modulus elastisitas, ketahanan
impact, ketahanan aus, dlsb), sifat fisis (massa
jenis, titik cair, panas jenis, struktur kristal, konduktivitas panas, koefisien muai, tahanan listrik, dlsb), sifat kimia (korosi dan oksidasi), sifat optis (serapan, refleksi, dlsb) maupun sifat magnetiknya.
Dalam bidang rekayasa permukaan bahan, cara meningkatkan kualitas/mutu permukaan suatu komponen, pada dasarnya dapat ditempuh melalui dua cara yaitu pertama dengan menambahkan unsur lain/mengubah komposisi kimia, sedangkan yang kedua adalah dengan cara mengubah fasa atau struktur kristalnya melalui pemanasan pada suhu tertentu kemudian diikuti pendinginan cepat (quench) atau pendinginan lambat, tergantung fasa atau struktur kristal apa yang ingin dituju.
Cara surface treatment yang sudah sejak lama dilakukan adalah cara nitridasi (gas), cara karburasi (gas atau padat) dan cara karbonitridasi (cair), cara induksi listrik maupun cara nyala api. Cara nitridasi (gas), cara karburasi dan cara
karbonitridasi (cair) merupakan cara mengubah sifat permukaan dengan cara menambah unsur nitrogen atau karbon atau keduanya. Sedangkan cara induksi listrik maupun cara nyala api merupakan suatu usaha meningkatkan kualitas/mutu permukaan dengan cara pemanasan pada suhu tertentu kemudian dilanjutkan dengan pendinginan. Cara ini tidak mengubah komposisi kimia permukaannya tetapi yang berubah fasanya. Bila proses pendinginannya cepat (quench) maka material tersebut akan mengalami apa yang dinamakan
thermal stress, sehingga material akan mengalami
perubahan dimensi, yang hal ini sangat tidak cocok untuk komponen-komponen yang memerlukan presisi tinggi (perlu diingat bahwa surface treatment biasanya dikenakan pada komponen-komponen yang sudah jadi (finishing), sehingga perubahan dimensi sekecil apapun sangat tidak diinginkan[5].
Hal inilah yang menjadi dasar pertimbangan bahwa dari material dengan kualitas sedang dapat diperoleh material dengan kualitas yang jauh lebih baik dari material dasarnya[6]. Adapun syarat utama suatu alat potong agar dapat berfungsi secara optimal pada kondisi beban dinamik adalah memiliki kekerasan dan ketahanan aus yang tinggi, disamping tahan terhadap beban kejut[7].
Dengan kemajuan iptek, khususnya iptek plasma, plasma sputtering maupun iptek akselerator (implantasi ion), cara-cara konvensional mulai ditinggalkan dengan berbagai alasan seperti meng-ganggu lingkungan, prosesnya lama, pengontrolan sulit dan juga pemborosan. Berdasar pada latar belakang tersbut maka dalam penelitian ini disajikan hasil penelitian tentang peningkatan unjuk kerja pahat bubu HSS dengan cara implantasi ion TiN.
Baja kecepatan tinggi (High Speed Steel/ HSS) merupakan alat potong dalam proses pengerjaan logam banyak digunakan karena relatif kuat dan murah serta mudah dibentuk dengan mesin gerinda. HSS mempunyai sifat pemotongan lebih tinggi disbanding pahat dari bahan baja karbon tinggi, tetapi lebih rendah dibanding jenis pahat
cemented carbide (WC) dan pahat keramik. HSS
memiliki komposisi 0,75%-1,5% Carbon, 4%-4,5% Chromium (Cr), 10% - 20% Tungsten (W) dan 4,646 % Molybdenum (Mo), 1,87 % Vanadium dan Cobalt (Co) 7,12% dengan unsur utama besi (Fe)[8].
Syarat utama alat potong agar dapat berfungsi secara optimal, adalah: (1) memiliki kekerasan yang cukup tinggi dan harus melebihi kekerasan benda kerja serta memiliki ketahanan pada suhu tinggi, (2) memiliki keuletan yang cukup besar sehingga mampu menahan beban kejut yang terjadi bila terjadi perubahan temperatur yang cukup besar, (3) memiliki sifat adhesi yang rendah, hal ini
dimaksudkan untuk mengurangi afinitas benda kerja terhadap pahat, mengurangi laju keausan, serta menurunkan gaya pemotongan, (4) mempunyai daya larut elemen/komponen material pahat yang rendah, hal ini dimaksudkan untuk memperkecil keausan akibat mekanisme difusi[2].
Beberapa metode untuk melakukan surface
treatment antara lain karbonisasi, nitidasi, induksi
listrik, sputtering dan implantasi ion. Keunggulan teknik implantasi ion dibandingkan teknik lainnya adalah (1) Proses lebih cepat, (2) dapat dikerjakan dalam temperatur kamar, (3) Kedalaman penetrasi maupun banyaknya ion yang diimplantasikan dapat dikontrol dengan tepat, (4) Semua jenis ion dapat diimplantasikan, (6) Benda uji yang diimplantasi tidak mengalami perubahan dimensi, sehingga cocok untuk pekerjaan-pekerjaan atau komponen– komponen yang memerlukan presisi tinggi[9].
Implantasi ion adalah suatu metode untuk meningkatkan kualitas bahan agar dapat berfungsi lebih optimal sesuai dengan yang diharapkan. Dalam teknik ini, bahan yang akan diimplantasikan dapat berwujud gas maupun padatan yang diionkan dalam sistim sumber ion. Ion-ion tersebut selanjut-nya didorong keluar menuju tabung pemercepat oleh tegangan ekstrakktor/pendorong, oleh medan listrik yang terpasang didalam tabung pemercepat ion-ion tersebut dipercepat sehingga mempunyai energi yang cukup untuk sampai ke material sasar-an/benda uji. Dalam teknik implantasi ion, parameter proses yang akan mempengaruhi hasil meliputi : jenis ion, jenis material target, energy dan dosis ion[10].
Besarnya dosis ion yang diimplantasikan pada material sasaran dapat dihitung dengan persamaan : A e t I D . . = dengan
D = dosis ion (ion/cm2)
I = arus berkas ion (ampere) t = lamanya proses implantasi (detik)
A = luas berkas (cm2)
e = muatan keunsuran elektron 91,602 × 10-19
coulomb)
Implantasi ion mempengaruhi stuktur permukaan bahan melalui dua cara, pertama dengan masuknya ion dopan membentuk larutan padat
(Solid Solution) atau paduan, kedua dengan
terjadinya kerusakan radiasi (Radiasi damage) dimana terjadi cacat kisi akibat perpindahan atom-atom yang bertumbukan dengan ion.
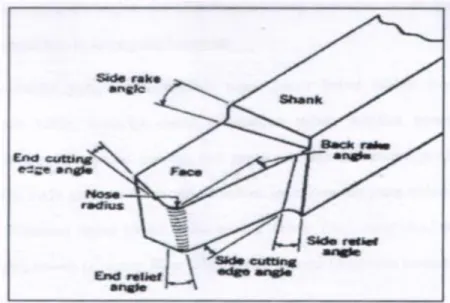
Kualitas pahat bubut sangat dipengaruhi geometri pahat yang dipilih sesuai dengan jenis material benda kerja, material pahat, dan kondisi pemotongan. Geometri yang berpengaruh terhadap tinggi rendahnya umur pahat adalah sudut tatal (side
rake angle), sudut bebas samping (side relief angle)
dan sudut bebas depan (end reliefe angle)[12]. Geometri pahat bubut disajikan pada Gambar 1.
Keausan Pahat Bubut
Pada proses pengerjaan pembubutan, energi pemotongan diubah menjadi panas melalui proses
gesekan antara geram dengan pahat dan antara pahat dengan benda kerja. Karena tekanan yang besar akibat gaya pemotongan dan temperatur tinggi, maka permukaan aktif pahat akan mengalami keausan. Kecuali faktor tersebut hal lain yang mempengaruhi umur pahat adalah : jenis material benda kerja dan pahat, kondisi pemotongan dan cairan pendingin. Keausan dapat terjadi pada bidang geram yang disebut keausan kawah (creater wear) dan keausan pada bidang utama sebagai keausan tepi (flank wear)[2]. Bentuk keausan kawah (creater
wear) dan keausan tepi (flank wear) disajiikan pada
Gambar 2.
Gambar 1. Geometri pahat bubut.
METODOLOGI PENELITIAN
Tahapan dalam penelitian ini meliputi pengadaan bahan, preparasi sampel, persiapan alat, proses implantasi, karakterisasi dan penulisan makalah.
Bahan penelitian adalah Baja HSS, bahan tersebut dibuat menjadi dua jenis spesimen. Spesimen pertama berupa potongan benda uji dengan ukuran 6 × 6 × 13 mm sebanyak 13 buah; yang masing-masing pada salah satu sisi melintangnya digosok dengan amplas ukuran 600 sampai 2000 mesh, kemudian dipoles dengan autosol diatas kain bludru, selanjutnya dibersihkan dengan alkohol. Sebelum diimplantasi, kekerasan diuji dengan microhardness tester. Selanjutnya dilakukan implantasi ion TiN dengan energy 100 keV, arus ion 10 µA dan lamanya proses implantasi divariasi yaitu 15, 30, 45, 60, 75 dan 90 menit. Dari variasi waktu tersebut diharapkan dapat diperoleh kondisi optimal yang menghasilkan kekerasan optimal pula.
Benda uji kedua berupa pahat bubut denga geometri sudut tatal 14°, sudut bebas sanping 12°, dan sudut baji 64°, sebanyak 40 buah dengan ukuran 6x6x35 mm, masing-maing (a) 10 buah tidak diimplantasi, (b) 10 buah diimplantasi dengan variabel waktu optimal, (c) 10 buah diimplantasi dengan waktu kurang 15 menit dari waktu optimal, dan (d) 10 buah diimplantasi dengan waktu lebih 15 menit dari waktu optimal; selanjutnya dilakukan uji
keausan dengan cara untuk membubut baja karbon rendah tanpa proses pendinginan.
Untuk uji keausan pahat bubut, dipilih kondisi operasi tebal pemakanan 0,5 mm, kecepatan makan 0,09 mm/ putaran; dengan berbagai variasi kecepatan potong : 15,2; 21,4; 28,6; 36,7 dan 43,2 m/menit. Selanjutnya dilakukan pengukuran keausan tepi dengan Traffeling Microscope.
Peralatan yang Digunakan :
1. Mesin implantasi ion (PTAPB-BATAN). 2. Alat uji kekerasan mikro Vickers (D3 UGM). 3. Mikroskop optik untuk foto permukaan (D3
UGM).
4. Mesin bubut untuk uji keausan pahat (PTAPB-BATAN).
5. Traffelling Microscope untuk mengukur besarnya keausan tepi (UNY)
HASIL DAN PEMBAHASAN
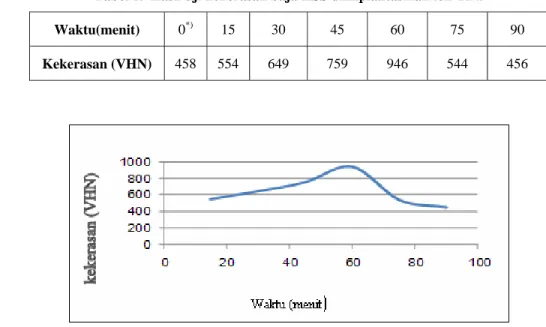
Hasil uji keras mikro menggunakan indentor Vicker dengan beban 10 gram dan waktu penekanan 5 detik, untuk material yang diimplantasi ion TiN untuk berbagain variasi lamanya proses, arus tetap 10 µA,energi 100 keV disajikan pada Tabel 1 atau Gambar 3,sedang kekerasan awal benda uji sebelum diimplantasi adalah sebesar 458VHN.
Tabel 1. Hasil uji kekerasan baja HSS diimplantasikan ion TiN.
Waktu(menit) 0*) 15 30 45 60 75 90
Kekerasan (VHN) 458 554 649 759 946 544 456
Pengujian Keausan Pahat HSS
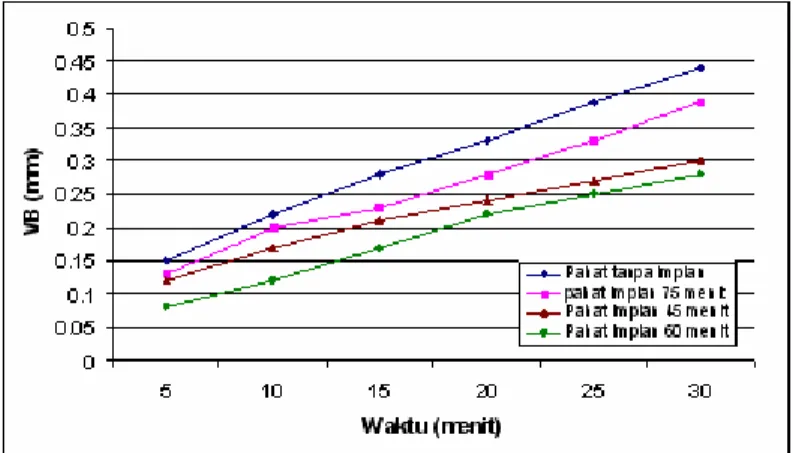
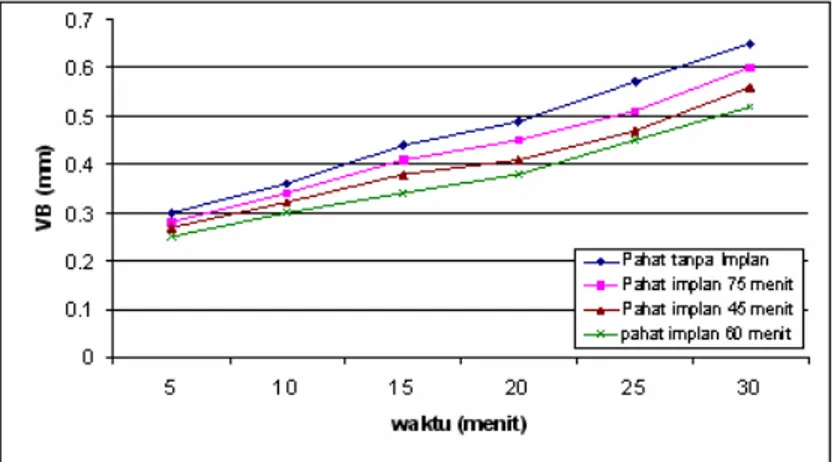
Pengujian keausan pahat dengan berbagai variasi kecepatan : 15,2; 21,4; 28,6 36,7 dan 42,3
m/menit selama 30 menit operasi disajikan berturut-turut pada Gambar 4, 5, 6, 7, 8, dan Gambar 9.
Gambar 4. Grafik hubungan keausan (VB) dengan waktu operasi pada kece-patan potong 15,2 menit.
Gambar 5. Grafik hubungan keausan (VB) dengan waktu operasi pada kece-patan potong 21,4 meter.
Gambar 6. Grafik hubungan keausan (VB) dengan waktu operasi pada kecepatan potong 28,6 meter/menit.
Gambar 7. Grafik hubungan keausan (VB) dengan waktu operasi pada kecepatan potong 36,7 meter/menit.
Gambar 8. Grafik hubungan keausan(VB) dengan waktu operasi pada kecepatan potong 43,2 meter/menit.
Gambar 9. Grafik hubungan kecepatan potong dengan keausan pada waktu operasi 30 menit.
Struktur Mikro dan Komposisi Unsur
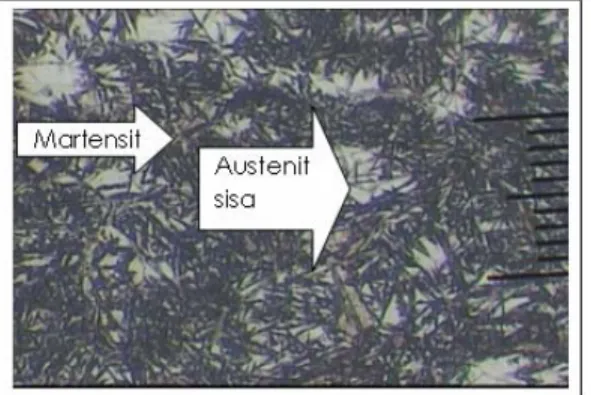
Bahan baja HSS (High Speed Steel) yang telah dihaluskan kemudian dietsa dengan nital 2% selama kurang lebih 12 detik, dan selanjutnya dilakukan pemotretan struktur mikro dengan menggunakan mikrosop optik, hasilnya seperti tertera pada Gambar 10. Sedangkan Gambar 11 merupakan struktur mikro permukaan HSS yang tidak dietsa, diamati menggunakan SEM.
Gambar 10. Struktur mikro pahat HSS hasil pengamatan dengan mikroskop optik, dietsa nital 2 %.
Gambar 11. Struktur mikro pahat HSS hasil pengamatan dengan SEM, tanpa dietsa.
Hasil Analisa Unsur Menggunakan EDS (Energy Dispersive Spectroscopy)
Analisa unsur HSS dilakukan dengan Energi
DispersiveSspectrocopy (EDS) .hasil uji bahan yang
belum diimplantasi tertera pada Tabel 2, atau Gambar 12 dan bahan yang telah diimplantasi TiN selama 60 menit tertera pada Tabel 3,atau Gambar 13.
Tabel 2. Hasil pengujian EDS HSS tidak diimplantasikan.
Unsur C Fe Si V Cr Mn Mo W Ti N
Komposisi(% berat) 1,52 88,4 1,11 0,63 4,85 - 0,38 3,11 - -
Gambar 12. Komposisi kimia material HSS yang tidak diimplantasi hasil pengamatan menggunkan EDS.
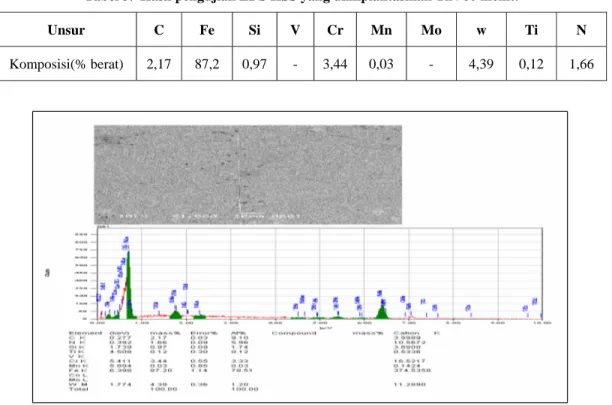
Tabel 3. Hasil pengujian EDS HSS yang diimplantasikan TiN 60 menit.
Unsur C Fe Si V Cr Mn Mo w Ti N
Komposisi(% berat) 2,17 87,2 0,97 - 3,44 0,03 - 4,39 0,12 1,66
Gambar 13. Komposisi kimia material HSS yang diimplantasi ion TiN selama 60 menit pada energi 100 keV hasil pengamatan menggunakan EDS.
Dari hasil implantasi ion TiN untuk berbagai variasi waktu yang disajikan pada Tabel 1 ataupun Gambar 3 terlihat bahwa semakin meningkat waktu implantasi kekerasannya semakin meningkat pula dan mencapai optimum pada waktu implantasi 60 menit. Pada waktu tersebut kekerasannya meningkat dari 458 VHN menjadi 946 VHN, atau terjadi peningkatan sebesar 106,55 %. Bila lamanya proses implantasi diperlama, ternyata justru kekerasannya menurun. Fenomena tersebut dapat dijelaskan sebagai berikut; dengan semakin meningkat waktu implantasi berarti semakin banyak ion-ion TiN yang masuk benda uji (HSS), dengan kata lain atom-aton TiN yang larut padat (solid solution) pada matrik (benda uji) semakin banyak , ini berarti internal stress yang terjadi semakin meningkat, internal stress inilah yang akan meningkatkan kekerasan permukaan benda uji. Pada waktu implantasi selama 60 menit ternyata kekerasannya mencapai optimum. Fenomena ini disebabkan karena mungkin pada kondisi tersebut batas kelarutan atom-atom target telah terpenuhi semua, sehingga kekerasannya mencapai optimum. Untuk waktu implantasi diatas 60 menit justru kekerasannya menurun, fenomena ini mungkin disebabkan karena dengan
telah terpenuhinya batas kelarutan atom-atom target, maka ion-ion atom TiN tidak mampu masuk kedalam permukaan atom-atom target tetapi justru hanya pada permukaannya saja sehingga kekerasannya menurun.
Dari hasil percobaan keausan untuk berbagai kecepatan potong (15,2., 21,4., 28,6., 36,7., dan 43,2 menit seperti yang tertera pada grafik Gambar 4,5,6, 7, 8 dan 9, terlihat bahwa ternyata sifat ketahanan ausnya sebanding dengan sifat kekerasannya. Ketahanan aus tertinggi dicapai pada HSS yang diimplantasi 60 menit yang mempunyai kekerasan tertinggi (946 VHN). Fenomena ini dapat diterangkan sebagai berikut; bahan yang mempunyai kekerasan yang lebih tinggi akan mempunyai kemampuan menahan tegangan tekan lebih baik, sehingga lebih tahan terhadap terjadinya deformasi plastik sehingga bahan menjadi tidak mudah aus/rusak/keausan lebih kecil. Dari grafik Gambar 9 dapat diketahui hubungan keausan, selama operasi 30 menit pada berbagai kecepatan potong. Dari percobaan tersebut dapat diketahui bahwa dengan kecepatan potong semakin tinggi untuk jenis pahat yang sama akan terjadi keausan yang lebih besar. Hal ini disebabkan bahwa semakin tinggi putaran, semakin
tinggi suhu yang terjadi pada sisi aktif pahat, akibatnya semakin tinggi pula terjadinya penurunan kekerasan bahan, sehingga semakin mudah terjadi deformasi plastik kecuali itu semakin tinggi putaran, semakin tinggi aliran geram yang menempel pada sisi aktif pahat, yang meng-akibatkan semakin tinggi terjadinya kerusakan pahat akibat difusi.
Dari pengamatan struktur mikro meng-gunakan mikroskop optik pada baja HSS yang belum diimplantasi setelah dietsa dengan nital 2 % teramati martensit (warna hitam) berbentuk garis lurus/jarum, dan dikelilingi austenit sisa yang nampak warna agak keputihputihan; sehingga bahan tersebut relatif mempunyai sifat yang keras. Sedangkan dari pengamatan struktur mikro menggunakan SEM tidak teramati kedua fasa tersebut karena kedua fasa tersebut muncul kalau dietsa. Sedang permukaan hasil implantasi tidak dietsa karena akan larut.
Pengujian komposisi kimia dengan EDS menunjukkan bahwa HSS yang diteliti ini sedikit mengandung unsur V (0,32%), dan sedikit me-ngandung unsur Mo(0,05 – 0,82%); sifat vanadium menghaluskan butir dan Mo meningkatkan sifat tahan kejut. Dibandingkan dengan HSS standard AISI tipe M2 regular C, yang mengandung V,
(1,98%) dan Mo (4,64%), maka HSS yang diteliti ini akan lebih cepat aus, karena mempunyai butir relatif lebih besar sehingga kekerasannya lebih kecil dan sifat ketahanan kejut lebih rendah.
KESIMPULAN
1. Implantasi ion TiN pada energi 100 keV mampu meningkatkan kekerasan permukaan pahat bubut HSS dan diperoleh kekerasan optimal sebesar 946 VHN dan itu diperoleh pada waktu implantasi selama 60 menit. Apabila dibandingkan kekerasan awal yang besarnya 458 VHN maka peningkatan sebesar itu cukup signifikan.
2. Berdasarkan pengujian keausan tepi (flank
wear) dengan berbagai kecepatan potong antara
15 sampai 43 m/menit pahat bubut yang diimplantasikan 60 menit mempunyai ke-tahanan aus paling optimal.
3. Besarnya keausan tepi (VB) untuk berbagai variasi kecepatan potong 15,2; 21,4; 28,6; 36,7; dan 43,2 m/menit untuk waktu operasi 30 menit berturut – turut adalah pahat tanpa implan VB (mm) 0,43; 0,49; 0,56; 0,65; 0,79 sedang yang diimplantasi TiN 60 menit adalah VB (mm) 0,27; 0,33; 0,39; 0,52; 0,60.
DAFTAR PUSTAKA
1. GERLING 1979, All About Machine Tools, Wiley Eastern Private Limited, New Delhi India,1974.
2. ROCHIM, T; Teori dan Teknologi Proses
Pemesinan, H E D S P, Jakarta,1993.
3. KALPAKJIAN, S, Manufacturing Processes
for Enginering Materials, Wesley Publishing
Company, USA,2003.
4. BOOTHROYD, G., Fundamental of Metal
Machining and Machine Tools, International
Student Edition, McGraw Hill, Tokyo. Japan, 1975.
5. SUJITNO, T, B.A., Sputtering Untuk
Reka-yasa Permukaan Bahan, Diklat Kuliah
Work-shop Sputtering, P3TM-BATAN, Yogyakarta, 2003.
6. MALAU V., Perlakuan Permukaan, Diklat Kuliah, Jurusan Teknik Mesin UGM, 2003. 7. CHILDS,T, et al, Metal Machining Theory
and Application, John Wiley & sons Inc, New
York – Toronto, 2000.
8. KARUNUKARAN S, Production Tecnology, Tata McGraw Hill, New Delhi, 1981.
9. ABBAS ALI; Forming Layer For Corrosion
in Stainless Steel Surface with Implantation Technigue, PhD Desertation in Mathematics
and Natural Scienees, Gajah Mada University, Yogyakarta, 2007.
10. DEARNALEY, G., Ion Implantation, North Holand Company, Amsterdam, 1973.
TANYA JAWAB
Sriyono
− Pada proses implantasi yang ditembak berkas hanya ± 3-4 cm, apakah untuk dunia industri dengan panjang ± 10 cm (pahat bubut) sudah memadahi/sudah dilakukan?
− Dari sisi kelayakan bisnis apakah sudah diper-hitungkan?
Setyo Atmojo
− Untuk pahat bubut panjang 10 cm tidak dapat
diimplantasi, karena keterbatasan ukuran ruang, ukuran ruang yang tersedia untuk implantasi diameter 8,0 cm.
− Penelitian ini sifatnya baru penelitian dasar
sehingga untuk kelayakan bisnis belum diperhitungkan.