BAB IV
PEMBAHASAN DAN ANALISIS
4.1. Studi Kasus Modul Linear Programming
Blast Company memproduksi frame meja dan frame dinding dengan menggunakan bebagai macam bahan. Frame meja dan frame dinding tersebut didistribusikan kepada masyarakat-masyarakat secara langsung. Kebutuhan akan berbagai macam bahan dalam pembuatan frame meja dan frame dinding di ringkas dalam tabel berikut.
Tabel 4.1 Data dari Blast Company (dalam ribuan per unit) Bahan
Mentah
Frame
Dinding Frame Meja Kapasitas (piece)
Plastik 30 30 90
Besi 20 10 40
Kaca 20 20 80
Harga untuk 1 buah frame dinding adalah 15000 rupiah sedangkan untuk 1 buah frame meja adalah 5000 rupiah. Berapa banyak frame meja dan
frame dinding yang harus dihasilkan setiap hari untuk memaksimalkan pendapatan pabrik tersebut dengan menggunakan metode grafik dan metode simpleks.
4.1.1. Perhitungan Manual Modul Linear Programming
Berikut ini adalah perhitungan manual untuk studi kasus di atas. Dilakukan perhitungan dengan metode grafik dan metode simpleks.
1. Metode Grafik
Berikut ini adalah penyelesaian menggunakan metode grafik: 1. Mencari titik potong dari masing-masing garis.
Nilai Maksimum: Z = 15000 X1 + 5000 X2
Kendala:
30X1 + 30X2 < 90 …(1)
Jika X1 = 0 dimasukkan ke dalam persamaan (1) maka X2 = 3
Jika X2 = 0 dimasukkan ke dalam persamaan (1) maka X1 = 0
Jadi titik koordinatnya adalah (0,3) dan (3,0) 20X1 + 10X2 < 40 …(2)
Jika X1 = 0 dimasukkan ke dalam persamaan (2) maka X2 = 4
Jika X2 = 0 dimasukkan ke dalam persamaan (2) maka X1 = 2
Jadi titik koordinatnya adalah (0,4) dan (2,0) 20X1 + 20X2 < 80 …(3)
Jika X1 = 0 dimasukkan ke dalam persamaan (3) maka X2 = 4
Jika X2 = 0 dimasukkan ke dalam persamaan (3) maka X1 = 4
Jadi titik koordinatnya adalah (0,4) dan (4,0)
2. Membuat grafik berdasarkan titik potong dari masing-masing garis. 1 3 4 2 1 2 3 4 20X1+10X2=40 30X1+30X2=90 20X1+20X2=80
Titik potong antara dua garis
x y
Gambar 4.1 Grafik 1 3. Mencari nilai X1, X2 dan nilai maksimumnya.
Perpotongan terdapat diantara garis 30X1 + 30X2 = 90 dan 20X1 +
10X2 = 40. Jadi nilai X1 dan X2 dicari melalui kedua garis tersebut
yaitu dengan cara eliminasi dan substitusi sebagai berikut: Eliminasi garis
30X1 + 30X2 = 90 x1 30X1 + 30X2 = 90
20X1 + 10X2 = 40 x3 60X1 + 30X2 = 120
-30X1 = -30
X1 = 1 Subtitusi X2 ke salah satu garis
20X1 + 10X2 = 40
20(1) + 10X2 = 40
20 + 10X2 = 40
10X2 = 20
Jadi nilai Z optimum dari titik OABC Z = 15000 X1 + 5000 X2 Titik A (0,3) Z = 15000.0 + 5000.3 = 15000 Titik B (1,2) Z = 15000.1 + 5000.2 = 25000 Titik C (2,0) Z = 15000.2 + 5000.0 = 30000
Blast Company memproduksi frame dinding sebanyak 2000 buah tanpa harus memproduksi frame meja untuk mendapatkan keuntungan maksimum. Pendapatan maksimal yang bisa didapatkan oleh Blast Company sebesar Rp 30.000.000,00.
2. Metode Simpleks
Berikut ini adalah perhitungan menggunakan metode simpleks dengan bentuk formulasi seperti dibawah ini:
Nilai maksimum: Z = 15000X1 + 5000X2 Kendala: 1. 30X1 + 30X2 < 90 2. 20X1 + 10X2 < 40 3. 20X1 + 20X2 < 80
Non negative constraint : X1 > 0, X2 > 0
Langkah-langkah perhitungan adalah sebagai berikut:
1. Nilai di atas terlebih dahulu diubah kedalam bentuk standar sebagai berikut:
Nilai Maksimum: Z – 15000X1 – 5000X2 + 0 (S1 + S2 + S3) = 0 Kendala: 30X1 + 30X2 + S1 = 90 20X1 + 10X2 + S2 = 40 20X1 + 20X2 + S3 = 80 Non negative constraint: X1 > 0, X2 > 0
2. Kemudian nilai tersebut dimasukkan dan di proses ke dalam tabel seperti berikut ini:
Tabel 4.2 Tabel Simpleks Iterasi I
Variabel Dasar Z X1 X2 S1 S2 S3 NK Indeks
Z 1 -15000 -5000 0 0 0 0
S1 0 30 30 1 0 0 90 3
S2 0 20 10 0 1 0 40 2
S3 0 20 20 0 0 1 80 4
3. Mengubah semua nilai pada baris pivot dengan membaginya dengan nilai pivot.
Z=0/10=0 X1=20/20=1 X2=10/20=0,5 S1=0/10=0 S2=1/20=0,05 S3=0/20=0 NK=40/20=2
4. Membuat nilai baru untuk semua baris kecuali baris pivot dan ganti leaving variable dengan entering variable.
Variabel Z Z lama : 1 -15000 -5000 0 0 0 0 (-15000) X1 baru : 0 1 0,5 0 0,05 0 2 - Z baru : 1 0 2500 0 750 0 30000 Variabel S1 S1lama : 0 30 30 1 0 0 90 (30) X1 baru : 0 1 0,5 0 0,05 0 2 - S1 baru : 0 0 15 1 -1,5 0 30 Variabel S3 S3 lama : 0 20 20 0 0 1 80 (40) X1 baru : 0 1 0,5 0 0,05 0 2 - S3 baru : 0 0 10 0 -1 1 40
Tabel 4.3 Tabel Simpleks Iterasi II
Variabel Dasar Z X1 X2 S1 S2 S3 NK
Z 1 0 2500 0 750 0 30000
S1 0 0 15 1 -1,5 0 30
X1 0 1 0,5 0 0,05 0 2
S3 0 0 10 0 -1 1 40
Berdasarkan tabel simpleks iterasi II maka Blast Company harus memproduksi frame dinding sebanyak 2000 buah tanpa harus memproduksi frame meja untuk mendapatkan keuntungan maksimum. Pendapatan maksimal yang bisa didapatkan oleh Blast Company sebesar Rp 30.000.000,00.
4.1.2 Perhitungan Software Modul Linear Programming
Buka program WinQSB kemudian klik Linear and Integer Programming.
Setelah terbuka akan muncul tampilan Problem Specification. Masukkan judul masalah yaitu keuntungan maksimum frame dengan jumlah variabel 2 dan jumlah kendala sebanyak 3 macam. Kriteria objektif yang dipilih adalah
maximization karena ingin dicari nilai maksimal dari penjualan frame yang ada. Data entry format pilih option spreadsheet matrix form dan default variable type nonnegative continous. Klik OK.
Gambar 4.2 Problem Specification Linear Programming
Kemudian muncul tampilan seperti gambar Variable Input. Masukkan variabel dan constraint sesuai dengan data yang ingin dimasukkan.
Kemudian klik solve and analyze. Selanjutnya klik graphic method seperti di gambar dan akan muncul kolom select variable seperti gambar di bawah dan klik OK.
Gambar 4.4 Select Variables for Graphic Method
Berikut ini merupakan output untuk grafik. Daerah visible terlihat pada
output untuk grafik.
Klik Solve and Analyze kemudian klik Solve and Display Steps. Maka akan muncul iterasi pertama.
Gambar 4.6 Iterasi 1 Linear Programming
Kemudian klik simplex iteration lalu klik next iterasion maka mucul iterasi kedua. Klik simplex iteration lalu klik next iterasion lagi maka akan muncul pemberitahuan bahwa metode simpleks yang dilakukan telah selesai.
Gambar 4.7 Iterasi 2 Linear Programming
Klik solve and analyze kemudian klik solve the problem. Maka akan muncul notifikasi bahwa masalahnya telah diselesaikan dan solusi optimal telah didapatkan. Kemudian akan muncul output perhitungan simpleksnya.
4.1.3 Analisis Modul Linear Programming
Berdasarkan studi kasus tentang Blast Company terdapat 3 kendala terhadap bahan mentah pembuatan frame baik untuk frame meja maupun
frame dinding yaitu plastik, besi dan kaca. Blast Company ingin mengetahui banyaknya frame yang harus di produksi setiap hari untuk memaksimalkan pendapatan maka dilakukan perhitungan manual dan software dengan 2 metode yaitu metode grafik dan simpleks.
Gambar 4.8 Summary Output Linear Programming merupakan output yang diperoleh. Nilai decision variable yang menunjukkan produk yang di produksi yaitu frame dinding (X1) dan frame meja (X2). Solution value
menunjukkan jumlah produk yang harus dibuat untuk mendapatkan keuntungan yang maksimal. Jumlah produk yang harus di produksi untuk produk frame dinding sebanyak 2000 buah sedangkan frame meja tidak di produksi guna untuk mendapatkan hasil yang optimal. Unit cost or profit
menunjukkan harga untuk 1 produk. Harga frame dinding (X1) adalah Rp 15.000,00 sedangkan harga frame meja (X2) adalah Rp 5.000,00. Total contribution adalah jumlah keuntungan maksimal yang diperoleh, nilai ini di dapatkan dari perkalian solution value dengan unit cost or profit dan untuk
frame dinding didapatkan nilai total Rp 30.000.000,00 sedangkan untuk frame
meja didapatkan nilai 0 karena pada solution value nilainya 0.
Reduced cost adalah kerugian produk. Jika frame dinding dijual maka tidak ada kerugian sedangkan jika frame meja yang dijual maka perusahaan akan mengalami kerugian sebesar Rp 2.500.000,00. Allowable min adalah keuntungan sekecil-kecilnya yang bisa didapatkan dan allowable max adalah keuntungan maksimal yang bisa didapatkan dan tidak bisa melebihi angka yang tertera. Produksi frame dinding sekecil-kecilnya mendapat keuntungan
sebesar Rp 10.000.000,00 dan bisa mendapatkan keuntungan sebanyak mungkin. Sedangkan produksi frame meja keuntungannya bisa seminimal mungkin sedangkan keuntungan maksimalnya sebesar Rp 7.500.000,00.
Perhitungan software terdapat constraint yang berarti kendala yang terdapat pada setiap produk. Left hand side (LHS) didapat dari pengkalian
solution value dengan masing-masing constraint. Left hand side pada besi didapatkan hasil 60.000, untuk plastik didapatkan hasil 40.000 dan untuk kaca adalah 40.000. Right hand side adalah nilai dari jumlah kapasitas produk.
Constraint pertama yaitu besi didaptkan nilai 90.000 sedangkan untuk plastik adalah 40.000 dan untuk kaca adalah 80.000. Slack or surplus adalah nilai yang didapat dari pengurangan right hand side dengan left hand side. Kelebihan untuk besi sebesar 30.000 sedangkan kelebihan untuk kaca 80.000. Shadow price adalah kisaran harga yang didapat dari jumlah produk yang ada, bila ditambah 1 produk maka mendapat keuntungan sebesar nilai yang tertera pada shadow price. Allowable min right hand side adalah batas minimum jika dilakukan pengurangan pada besi yaitu sebesar 60.000 dan untuk kaca sebesar 40.000 dan allowable max right hand side adalah jumlah kapasitas maksimum. Besi dan kaca tidak mempunyai batasan kenaikan (tak terhingga) sedangkan plastik hanya bisa sebesar 60.000.
Berdasarkan perhitungan manual maupun software didapatkan perpotongan garis pada grafik sama yaitu antara garis 20X1 + 10X2 = 40 dan
30X1 + 30X2 = 90. Perhitungan software dan manual simpleks dilakukan 2 kali
iterasi lalu didapatkan ratio pada masing-masing kendala yang ada yaitu 3, 2 dan 4. Perhitungan manual dan perhitungan software baik menggunakan metode grafik maupun simpleks didapatkan hasil yang sama yaitu banyak
frame dinding yang dihasilkan sebanyak 2000 buah dengan pendapatan maksimal sebesar Rp 30.000.000,00.
4.2. Studi Kasus Modul Transportasi
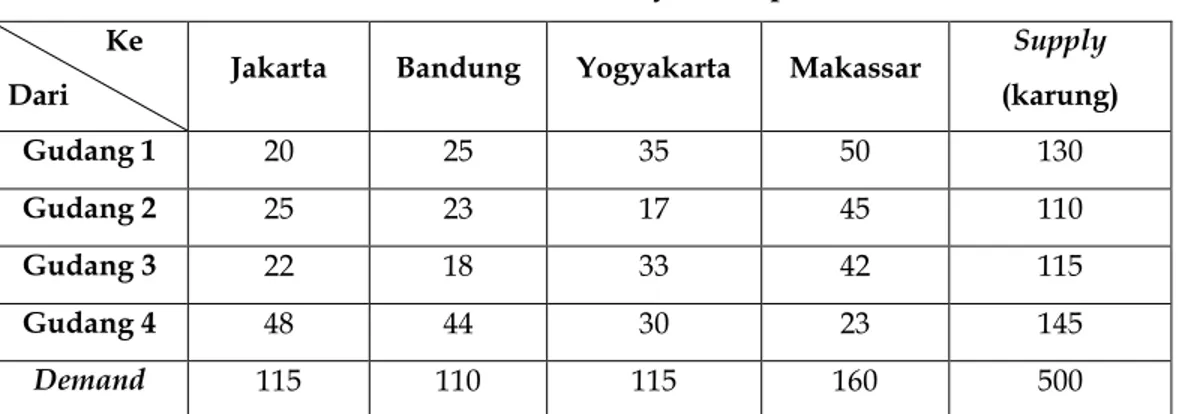
Sebuah perusahaan yang bernama Indonesian Rice Company yang menghasilkan beras dan ingin mendistribusikan beras tersebut keempat kota di Indonesia yaitu Jakarta, Bandung, Yogyakarta dan Makassar. Terdapat empat gudang penyimpanan yaitu gudang pertama di daerah Bekasi, gudang kedua di daerah Magelang, gudang ketiga di daerah Bogor dan gudang keempat di daerah Bali. Barang yang tersedia, permintaan dari masing-masing kota, serta biaya yang diperlukan untuk masing-masing-masing-masing tujuan, dapat dilihat pada tabel 4.4 berikut ini (Biaya dalam ribuan rupiah):
Tabel 4.4 Data Biaya Transportasi Ke
Dari Jakarta Bandung Yogyakarta Makassar
Supply (karung) Gudang 1 20 25 35 50 130 Gudang 2 25 23 17 45 110 Gudang 3 22 18 33 42 115 Gudang 4 48 44 30 23 145 Demand 115 110 115 160 500
Data di atas akan dialokasikan menggunakan empat buah metode yaitu North West Corner, Least Cost, Vogel’s Approximation Method (VAM) dan
Russell’s Approximation Method (RAM). Perhitungan dilakukan secara manual dan menggunakan software WinQSB.
4.2.1 Perhitungan Manual Modul Transportasi
Berikut ini adalah pemecahan masalah transportasi. Dilakukan dengan menggunakan empat buah metode yaitu North West Corner (NWC), Least Cost, Vogel’s Approximation Method (VAM) dan Russell’s Approximation Method
(RAM) yang dilakukan secara manual. 1. North West Corner (NWC)
Penyelesaian dengan menggunakan metode North West Corner, kotak yang pertama dialokasikan adalah kotak paling kiri atas yaitu kotak (1.1). Kotak tersebut dialokasikan sebesar 115 yang diambil dari nilai terkecil antara demand dan supply. Sehingga Jakarta sudah terpenuhi semua demand -nya. Berikutnya untuk memenuhi supply gudang 1 kotak (1.2) dialokasikan sebanyak nilai yang tersisa yaitu 15. Jadi supply gudang 1 telah terpenuhi.
Selanjutnya adalah memenuhi demand untuk Bandung. Untuk memenuhi demand tersebut, kotak (2.2) dialokasikan sebesar 95. Maka demand
untuk kota Bandung telah terpenuhi. Berikutnya untuk memenuhi supply
gudang 2, kotak (2.3) dialokasikan sebesar 15. Kemudian untuk memenuhi
demand Yogyakarta, kotak (3.3) dialokasikan sebesar 100. Lalu untuk memenuhi supply gudang 3 pada kotak (3.4) sebesar 15. Setelah itu nilai yang tersisa untuk memenuhi demand untuk kota Makassar adalah sebesar 145 yang dialokasikan pada kotak (4.4). Setelah semua demand dan supply
terpenuhi dan telah dilakukan pengalokasian, maka didapatkan hasil sebagai berikut:
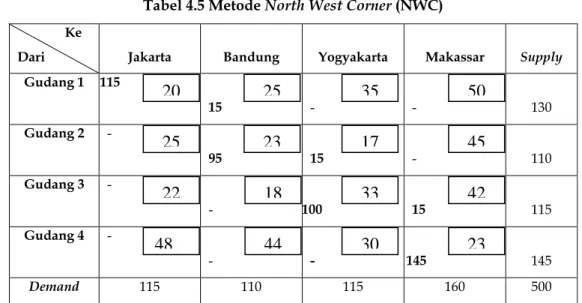
Tabel 4.5 Metode North West Corner (NWC)
Ke
Dari Jakarta Bandung Yogyakarta Makassar Supply
Gudang 1 5115 15 - - 130 Gudang 2 - 95 15 - 110 Gudang 3 - - 100 15 115 Gudang 4 - - - 145 145 Demand 115 110 115 160 500
Jadi biaya transportasinya adalah sebagai berikut:
(115*20) + (15*25) + (95*23) + (15*17) + (100*33) + (15*42) + (145*23) = Rp12.380.000,00
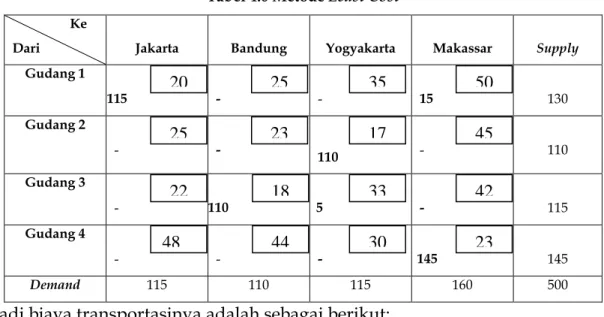
2. Least Cost
Pengalokasian menggunakan metode least cost dimulai dari harga terendah yaitu 17 yang terletak pada kotak (2.3) sebesar 110 dari besar supply
sehingga supply dari gudang 2 telah terpenuhi. Kemudian angka terkecil berikutnya adalah 18 yang terletak pada kotak (3,2) sebesar 110 dari demand
sehingga demand untuk Bandung telah terpenuhi. Setelah itu, angka terkecil selanjutnya adalah 20 yang terletak di kotak (1.1), pengalokasian sebesar 115 dari demand sehingga demand untuk Jakarta sudah terpenuhi. Angka terkecil selanjutnya adalah 23 yang terletak di kotak (4.4) dan dilakukan pengalokasian sebesar 145 dari supply sehingga supply dari gudang 4 telah terpenuhi. Angka terkecil selanjutnya adalah 33 yang terletak pada kotak (3.3) sebesar 5 sehingga demand untuk Yogyakarta telah terpenuhi. Yang terakhir adalah angka 50 yang terletak pada kotak (1.4) dan dialokasikan
20 25 25 23 45 50 20 0 17 20 0 22 20 0 18 20 0 33 20 0 42 20 0 35 20 0 48 20 0 44 20 0 30 20 0 23 20 0
sebesar 15 sehingga demand untuk empat kota dan supply dari empat gudang telah terpenuhi.
Tabel 4.6 Metode Least Cost
Ke
Dari Jakarta Bandung Yogyakarta Makassar Supply
Gudang 1 5115 - - 15 130 Gudang 2 - - 110 - 110 Gudang 3 - 110 5 - 115 Gudang 4 - - - 145 145 Demand 115 110 115 160 500
Jadi biaya transportasinya adalah sebagai berikut:
(115*20)+(110*18)+(110*17)+(5*33)+(15*50)+(145*23)=Rp 10.400.000,00 3. Vogel’s Approximation Method (VAM)
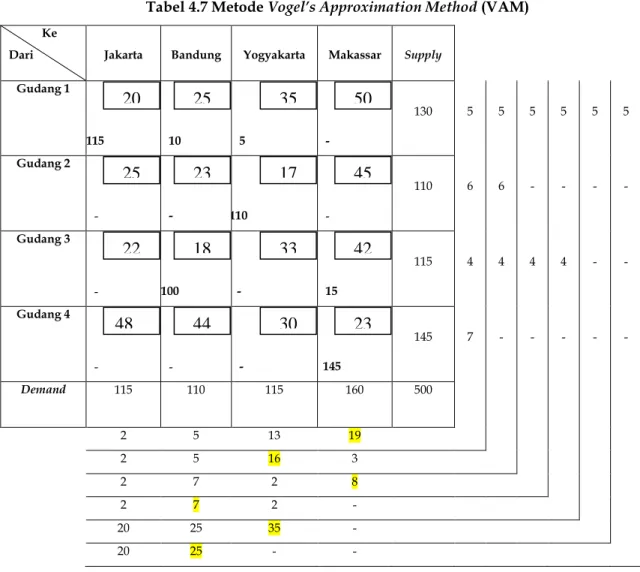
Berikut ini adalah perhitungan menggunakan metode Vogel’s Approximation Method (VAM) yang penyelesaiannya dilakukan dengan cara menghitung selisih antara kotak variabel dengan biaya terendah dengan kotak variabel dengan biaya terendah berikutnya. Kemudian pilih hasil perhitungan yang terbesar hasilnya dan dilakukan pengalokasian pada kotak variabel dengan biaya terendah pada baris atau kolom tersebut.
20 25 25 23 45 50 20 0 17 20 0 22 20 0 18 20 0 33 20 0 42 20 0 35 20 0 48 20 0 44 20 0 30 20 0 23 20 0
Tabel 4.7 Metode Vogel’s Approximation Method (VAM) Ke
Dari Jakarta Bandung Yogyakarta Makassar Supply
Gudang 1 5115 10 5 - 130 5 5 5 5 5 5 Gudang 2 - - 110 - 110 6 6 - - - - Gudang 3 - 100 - 15 115 4 4 4 4 - - Gudang 4 - - - 145 145 7 - - - - - Demand 115 110 115 160 500 2 5 13 19 2 5 16 3 2 7 2 8 2 7 2 - 20 25 35 - 20 25 - -
Jadi biaya transportasinya adalah sebagai berikut:
(115*20) + (10*25) + (5*35) + (110*17) + (100*18) + (15*42) + (145*23) = Rp 10.360.000,00 20 25 25 23 45 50 20 0 17 20 0 22 20 0 18 20 0 33 20 0 42 20 0 35 20 0 48 20 0 44 20 0 30 20 0 23 20 0
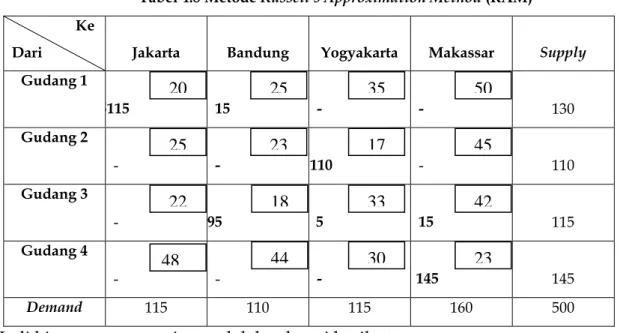
4. Russell’s Approximation Method (RAM)
Pertama-tama lakukan perhitungan untuk semua kotak. Cara menghitungnya ialah harga dikurang dengan baris terbesar dikurang dengan kolom terbesar. Setelah itu cari nilai minus terbesar lalu langsung dilakukan pengalokasian di kotak tersebut. Berikut adalah perhitungannya.
Alokasi 1 A1 = 20 – 50 – 48 = -78 A2 = 25 – 45 – 48 = -68 A3 = 22 – 42 – 48 = -68 A4 = 48 – 48 – 48 = -48 B1 = 25 – 50 – 44 = -69 B2 = 23 – 45 – 44 = -66 B3 = 18 – 42 – 44 = -68 B4 = 44 – 48 – 44 = -48 C1 = 35 – 50 – 35 = -50 C2 = 17 – 45 – 35 = -63 C3 = 33 – 42 – 35 = -44 C4 = 30 – 48 – 35 = -53 D1 = 50 – 50 – 50 = -50 D2 = 45 – 45 – 50 = -50 D3 = 42 – 42 – 50 = -50 D4 = 23 – 48 – 50 = -75 Alokasi 2 B1 = 25 – 50 – 44 = -69 B2 = 23 – 45 – 44 = -66 B3 = 18 – 42 – 44 = -68 B4 = 44 – 44 – 44 = - 44 C1 = 35 – 50 – 35 = -50 C2 = 17 – 45 – 35 = -63 C3 = 33 – 42 – 35 = -44 C4 = 30 – 44 – 35 = -49 D1 = 50 – 50 – 50 = -50 D2 = 45 – 45 – 50 = -50 D3 = 42 – 42 – 50 = -50 D4 = 23 – 44 – 50 = -71 Alokasi 3 B1 = 25 – 50 – 25 = -50 B2 = 23 – 45 – 25 = -47 B3 = 18 – 42 – 25 = -49 C1 = 35 – 50 – 35 = -50 C2 = 17 – 45 – 35 = -63 D1 = 50 – 50 – 50 = -50 D2 = 45 – 50 – 45 = -50 D3 = 42 – 50 – 42 = -50
Alokasi 4 B1 = 25 – 50 – 44 = -69 B3 = 18 – 42 – 44 = -68 C1 = 35 – 50 – 35 = -50 C3 = 33 – 42 – 35 = -44 D1 = 50 – 50 – 50 = -50 D3 = 42 – 42 – 50 = -50 Alokasi 5 B3 = 18 – 42 – 18 = -42 C3 = 33 – 42 – 33 = -42 D3 = 42 – 42 – 42 = -42
Tabel 4.8 Metode Russell’s Approximation Method (RAM) Ke
Dari Jakarta Bandung Yogyakarta Makassar Supply
Gudang 1 5115 15 - - 130 Gudang 2 - - 110 - 110 Gudang 3 - 95 5 15 115 Gudang 4 - - - 145 145 Demand 115 110 115 160 500
Jadi biaya transportasinya adalah sebagai berikut:
(115*20) + (15*25) + (95*18) + (110*17) + (5*33) + (15*42) + (145*23) = Rp 10.385.000,00
4.2.2 Perhitungan Software Modul Transportasi
Buka program WinQSB kemudian klik network modeling, kemudian pilih option transportation problem pada problem type, objective criterion pilih
minimization, data entry format spreadsheet matrix form. Judul masalahnya
20 25 25 23 45 50 20 0 17 20 0 22 20 0 18 20 0 33 20 0 42 20 0 35 20 0 48 20 0 44 20 0 30 20 0 23 20 0
transportation, number of sources 4 karena sumbernya 4 tempat dan number of destinations 4 karena tujuannya ada 4 kota tujuan. Klik OK.
Gambar 4.9 NET Problem Specification Transportation
Masukkan semua data yang ingin di proses. Ganti nama variabel dengan cara klik edit - node names.
Gambar 4.10 Data entry
Klik solve and analyze – select intial solution method. Klik option Northwest Corner Method (NWC) kemudian klik OK.
Klik solve and analyze - Solve and display steps-tableau maka akan muncul alokasi 1. Dapat diketahui bahwa objective value sebesar 12380.
Gambar 4.12 Alokasi 1 NWC
Klik iteration – next iteration maka akan muncul alokasi 2. Kemudian didapatkan objective value sebesar 10385.
Gambar 4.13 Alokasi 2 NWC
Klik iteration – next iteration maka akan muncul alokasi 3. Kemudian didapatkan objective value sebesar 10360. Ini adalah hasil yang sudah final.
Gambar 4.14 Alokasi 3 NWC
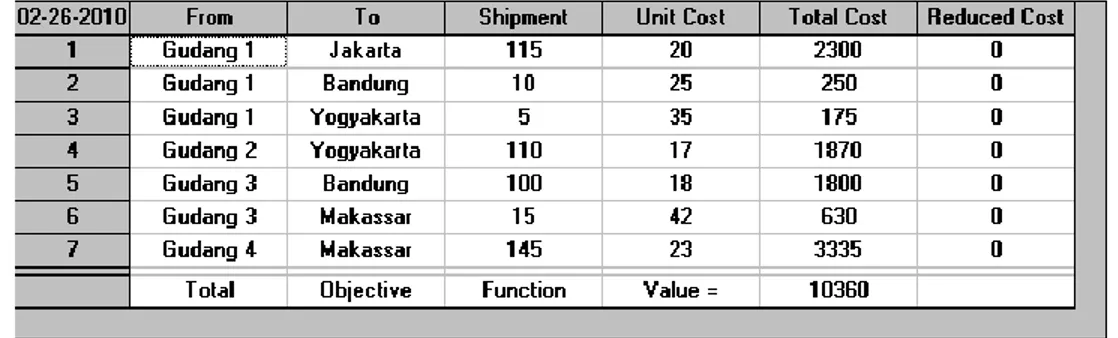
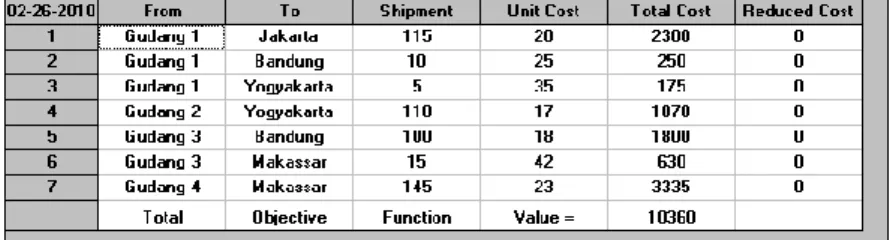
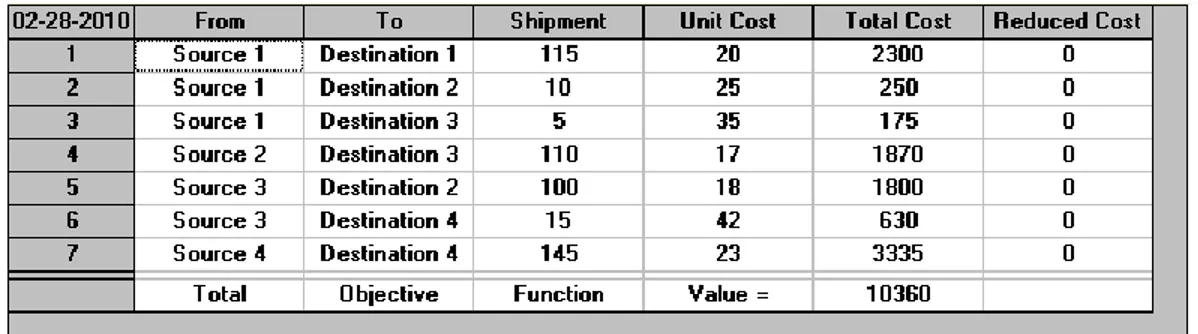
Klik iteration – next iteration maka akan muncul tabel kesimpulan dari semua proses yang telah dilakukan. Didapatkan data shipment, unit cost, total cost dan reduced cost.
Gambar 4.15 NWC Tableau Summary
Klik solve and analyze - Solve and display steps-network maka akan muncul hasil transportasi dari masing-masing source. Jaringan ini masih bisa dioptimalkan lagi.
Gambar 4.16 NWC Network 1 Transportation
Klik iteration – next iteration. Terdapat perubahan jaringan.
Gambar 4.17 NWC Network 2 Transportation
Klik lagi iteration – next iteration. Didapatkan jaringan yang optimal.
Klik iteration – next iteration. Maka akan muncul semua data yang telah diolah.
Gambar 4.19 NWC Network Summary
Klik solve and analyze – select intial solution method. Klik option Matrix Minimum (MM) kemudian klik OK.
Gambar 4.20 Transportation Simplex MM
Klik solve and analyze - Solve and display steps-tableau maka akan mucul alokasi 1. Dapat diketahui bahwa objective value sebesar 10400.
Klik iteration – next iteration maka akan muncul alokasi 2. Kemudian didapatkan objective value sebesar 10370.
Gambar 4.22 Alokasi 2 MM
Klik iteration – next iteration maka akan muncul alokasi 3 atau alokasi
final. Kemudian didapatkan objective value sebesar 10360.
Klik iteration – next iteration. Maka akan muncul semua data yang telah diolah.
Gambar 4.24 Least CostTableau Summary
Klik solve and analyze - Solve and display steps-network maka akan mucul hasil transportasi dari masing-masing source. Jaringan ini masih dapat dioptimalkan.
Gambar 4.25 Least CostNetwork 1 Transportation
Klik iteration – next iteration. Terdapat perubahan jaringan.
Klik lagi iteration – next iteration. Didapatkan jaringan yang optimal.
Gambar 4.27 Least CostNetwork 3 Transportation
Klik iteration – next iteration. Maka akan muncul semua data yang telah diolah.
Gambar 4.28 Least CostNetwork Summary
Klik solve and analyze – select intial solution method. Klik option Vogel’s Approximation Method (VAM) kemudian klik OK.
Klik solve and analyze - Solve and display steps-tableau maka akan muncul alokasi final. Dapat diketahui bahwa objective value sebesar 10360.
Gambar 4.30 Alokasi 1 (Final) VAM
Klik iteration – next iteration. Maka akan muncul semua data yang telah diolah.
Gambar 4.31 VAMTableau Summary
Klik solve and analyze - Solve and display steps-network maka akan muncul hasil transportasi dari masing-masing source.
Klik iteration – next iteration. Maka akan muncul semua data yang telah diolah.
Gambar 4.33 VAMNetwork Summary
Klik solve and analyze – select intial solution method. Klik option Russell’s Approximation Method (RAM) kemudian klik OK.
Gambar 4.34 Transportation Simplex RAM
Klik solve and analyze - Solve and display steps-tableau maka akan mucul alokasi 1. Dapat diketahui bahwa objective value sebesar 10385.
Klik iteration – next iteration maka akan muncul alokasi 2 atau alokasi
final. Kemudian didapatkan objective value sebesar 10360.
Gambar 4.36 Alokasi 2 (Final) RAM
Klik iteration – next iteration. Maka akan muncul semua data yang telah diolah.
Gambar 4.37 RAMTableau Summary
Klik solve and analyze - Solve and display steps-network maka akan mucul hasil transportasi dari masing-masing source.
Klik iteration – next iteration. Didapatkan jaringan transportasi yang optimal.
Gambar 4.39 RAM Network 2 (Final) Transportation
Klik iteration – next iteration. Maka akan muncul semua data yang telah diolah.
Gambar 4.40 RAM Network Summary
4.2.3 Analisis Modul Transportasi
Indonesian Rice Company ingin mendistribusikan beras yang mereka hasilkan ke kota Jakarta, Bandung, Yogyakarta dan Makassar. Indonesian Rice Company mempunyai gudang di daerah Bekasi, Magelang, Bogor dan Bali. Perusahaan ini ingin meminimumkan biaya transportasi yang ada. Oleh karena itu dilakukan perhitungan manual dan software dengan metode North
West Corner (NWC), Least Cost, Vogel’s Approximation Method (VAM) dan
Russell’s Approximation Method (RAM).
Dilihat dalam perhitungan software bahwa dari gudang 1 ke Jakarta terdapat pengiriman barang sebesar 115 dengan biaya per unit sebesar 20 jadi total biaya sebesar 2300. Dari gudang 1 ke Bandung terdapat pengiriman barang sebesar 10 unit dengan biaya per unit sebesar 25 jadi total biaya sebesar 250. Gudang 1 ke Yogyakarta terdapat pengiriman barang sebesar 5 dengan biaya per unit 35 jadi total biayanya sebesar 175. Gudang 2 ke Yogyakarta sebesar 110 dengan biaya per unit 17 jadi total biaya sebesar 1870. Gudang 3 ke Bandung sebanyak 100 unit dengan biaya per unit 18 jadi total biaya sebesar 1800. Gudang 3 ke Makassar sebanyak 15 unit dan biaya per
unit sebesar 42 sehingga biaya total sebesar 630. Gudang 4 ke Makassar sebanyak 145 unit dengan biaya per unit 23 dan total biaya menjadi 3335. Jadi, total keseluruhan biaya sebesar 10360, karena dalam ribuan maka menjadi Rp 10.360.000,00.
Berdasarkan perhitungan manual dan software didapatkan hasil optimal yang sama. Metode North West Corner (NWC) pada alokasi pertama baik dengan menggunakan software maupun manual didapatkan hasil yang sama yaitu Rp 12.380.000,00. Sedangkan dengan metode Least Cost baik manual maupun software hasil alokasi 1 sebesar Rp 10.400.000,00. Metode
Vogel’s Approximation Method (VAM) didapatkan hasil alokasi 1 baik dengan manual maupun software sebesar Rp 10.360.000,00. Metode Russell’s Approximation Method (RAM) didapatkan nilai alokasi 1 baik dengan manual maupun software sebesar Rp 10.385.000,00. Jadi, dari ke empat metode tersebut biaya yang paling minimum adalah metode Vogel’s Approximation Method.
4.3. Studi Kasus Modul Line Balancing
Cool Fan Company yang bergerak dalam industri perakitan kipas angin harus memproduksi 600 unit kipas angin dalam sehari. Perusahaan tersebut memiliki jam kerja selama 7 jam sehari. Berikut ini adalah data produksi milik Cool Fan Company.
Tabel 4.9 Data dari Cool Fan Company
No Operasi Operasi
Pendahulu
Waktu Operasi (detik) 1 Merakit dinamo ke rangka
menggunakan baut
- 20
2 Merakit baling-baling ke
rangka 1 15
3 Merakit kunci baling-baling 2 10
4 Merakit casing belakang dengan mur dan ring
- 25
5 Merakit tombol speed 4 10
6 Merakit tombol timer 5,3 10
7 Merakit louver 6 10
8 Merakit kabel 7 30
9 Merakit casing depan 8 10
10 Merakit tutup casing 9 15
Tentukanlah:
a. Waktu siklus
b. Banyaknya work station c. Precendence diagram
4.3.1. Perhitungan Manual Modul Line Balancing
Metode-metode pada line balancing terdiri dari metode heuristic, analytic dan simulasi. Metode heuristic terbagi menjadi empat macam yaitu
Largest Candidate, Al Arcu’s, Killbridge and Wester dan Ranked Positional Weight
(RPW) tapi kali ini hanya dilakukan perhitungan dengan menggunakan metode Killbridge and Wester dan Ranked Positional Weight (RPW). Berikut adalah perhitungan manualnya.
1. Metode Killbridge
Metode Killbridge adalah salah satu metode penyelesaian masalah line balancing. Metode ini termasuk metode heuristic. Langkah-langkah perhitungan yang dilakukan dengan menggunakan metode ini adlah sebagai berikut.
a. Waktu Siklus (Cycle Time)
Waktu siklus adalah jarak waktu antara proses pertama ke proses berikutnya dalam pembuatan suatu produk. Nilai ini didapatkan dari pembagian antara waktu produksi dengan jumlah produksi. CT = oduksi Jumlah oduksi Waktu Pr Pr = 3600 600 7 x = 42 detik
Hasil perhitungan di atas merupakan nilai dari waktu siklus. Nilai waktu siklus dengan menggunakan metode Killbridge adalah 42 detik.
b. Banyaknya Stasiun Kerja (Work Station)
Stasiun kerja terdiri dari beberapa proses. Berikut adalah perhitungan untuk mencari banyaknya stasiun kerja.
WS = s Waktusiklu si WaktuOpera = 42 155 = 3,69 ≈ 4
Hasil perhitungan di atas menunjukkan banyaknya stasiun kerja. Jumlah work station untuk metode Killbridge adalah 4 stasiun kerja.
c. Precedence Diagram
Precedence diagram adalah diagram pendahulu yang menunjukkan urutan proses pengerjaan suatu produk yaitu kipas angin. Terdapat waktu pengerjaan per proses.
1 10 9 8 7 6 3 5 4 2 20 15 10 10 10 25 10 10 15 30
Gambar 4.41 Precedence Diagram Metode Killbrige
d. Pengelompokan Work Station
Setelah diketahui diagram pendahulu dan waktu siklus maka dilakukan pengelompokan stasiun kerja. Terdapat 5 work station
dengan menggunakan metode Killbridge.
Tabel 4.10 Pengelompokan Work Station
WS Operasi Total Waktu Cycle Time
1 1,2 20+15=35 42
2 3,4 10+25=35 42
3 5,6,7 10+10+10=30 42
4 8,9 30+10=40 42
5 10 15 42
Berikut adalah diagram yang telah dikelompokkan dengan menggunakan metode Killbridge. Operasi 1 dan 2 bekerja dalam stasiun kerja 1, operasi 3 dan 4 bekerja dalam stasiun kerja 2. Operasi
5,6 dan 7 bekerja dalam stasiun kerja 3, operasi 8 dan 9 bekerja dalam stasiun kerja 4. Stasiun kerja 5 hanya terdapat stasiun kerja 10.
1 10 9 8 7 6 3 5 4 2 WS 1 WS 2 WS 3 WS 4 WS 5
Gambar 4.42 Pembagian Work Station Metode Killbrige e. Efisiensi Work Station
Efisiensi stasiun kerja adalah waktu efektif kerja pada setiap
work station. Persen efisiensi stasiun kerja didapatkan dari pembagian waktu operasi dengan waktu siklus dikalikan dengan 100%.
Tabel 4.11 Efisiensi Work Station
WS Operasi Total Waktu Cycle
Time %effisiensi WS 1 1,2 20+15=35 42 83,33 2 3,4 10+25=35 42 83,33 3 5,6,7 10+10+10=30 42 71,43 4 8,9 30+10=40 42 95,24 5 10 15 42 35,71 %effisiensi WS 1 = 100% s WaktuSiklu si WaktuOpera = 100% 42 35 = 83,33%
Work station 1 memiliki nilai persen efisiensi stasiun kerja sebesar 83,33%. Sehingga stasiun ini sudah bisa dikatakan efisien karena hanya menganggur sebanyak 16,67%.
f. Efisiensi Lintasan
Efisiensi lintasan adalah waktu efektif kerja pada lintasan kerja. Setelah mendapatkan nilai efisiensi lintasan maka bisa didapatkan
persen menganggurnya dengan melakukan pengurangan antara 100 persen dengan persen efisiensi lintasan.
% Effisien Lintasan = Pr 100% WS CT t osesPerUni Waktu = 100% 4 42 155 x = 92,26% % Idle Lintasan= 7,74%
Nilai persen efisiensi lintasan sebesar 92,26%. Sehingga stasiun ini sudah bisa dikatakan efisien karena hanya menganggur sebanyak 7,74%.
2. Metode RPW (Ranked Position Weight)
Metode RPW (Ranked Position Weight) adalah salah satu metode untuk menyelesaikan masalah line balancing. Berikut adalah langkah-langkah perhitungan dengan metode RPW (Ranked Position Weight).
1. Predence Diagram
Precedence diagram adalah diagram pendahulu yang menunjukkan urutan proses pengerjaan suatu produk yaitu kipas angin. Terdapat waktu pengerjaan per proses. Berikut ini merupakan gambar 4.43 Predence Diagram Metode RPW.
1 10 9 8 7 6 3 5 4 2 20 15 10 10 10 25 10 10 15 30
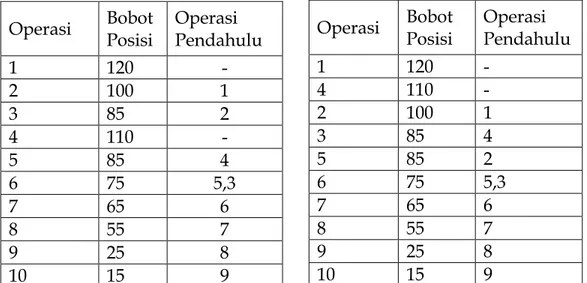
2. Matrik Bobot Posisi
Matrik bobot posisi terdiri dari operasi pendahulu dan operasi lanjutan. Berikut adalah tabel yang telah dibuat.
Tabel 4.12 Matrik Metode RPW
Operasi Operasi Lanjutan
Total Pendahulu 1 2 3 4 5 6 7 8 9 10 1 0 1 1 0 0 1 1 1 1 1 120 2 0 0 1 0 0 1 1 1 1 1 100 3 0 0 0 0 0 1 1 1 1 1 85 4 0 0 0 0 1 1 1 1 1 1 110 5 0 0 0 0 0 1 1 1 1 1 85 6 0 0 0 0 0 0 1 1 1 1 75 7 0 0 0 0 0 0 0 1 1 1 65 8 0 0 0 0 0 0 0 0 1 1 55 9 0 0 0 0 0 0 0 0 0 1 25 10 0 0 0 0 0 0 0 0 0 0 15 Pembobotan a. 20+15+10+10+10+30+10+15=120 b. 15+10+10+10+30+10+15 = 100 c. 10+10+10+30+10+15 = 85 d. 25+10+10+10+30+10+15=110 e. 10+10+10+30+10+15=85 f. 10+10+30+10+15=75 g. 10+30+10+15=65 h. 30+10+15=55 i. 10+15=25 j. 15
3. Tabel Before dan After
Tabel before dan after adalah tabel yang menunjukkan susunan operasi sebelum dilakukan perhitungan dan sesudah dilakukan perhitungan. Berikut adalah tabel before dan after.
Tabel 4.13 Before Tabel 4.14 After
4. Waktu Siklus
Waktu siklus adalah jarak waktu antara proses pertama ke proses berikutnya dalam pembuatan suatu produk. Nilai ini didapatkan dari waktu terbesar pada proses yang ada. Waktu siklus pada studi kasus ini adalah 30 detik.
5. Banyaknya Stasiun Kerja
Stasiun kerja terdiri dari beberapa proses. Berikut adalah perhitungan untuk mencari banyaknya stasiun kerja.
WS = s Waktusiklu si WaktuOpera = 30 155 = 5,16 ≈ 6 Operasi Bobot Posisi Operasi Pendahulu
1 120 - 2 100 1 3 85 2 4 110 - 5 85 4 6 75 5,3 7 65 6 8 55 7 9 25 8 10 15 9
Operasi Bobot Posisi Operasi Pendahulu
1 120 - 4 110 - 2 100 1 3 85 4 5 85 2 6 75 5,3 7 65 6 8 55 7 9 25 8 10 15 9
Hasil perhitungan di atas menunjukkan banyaknya stasiun kerja. Jumlah work station untuk metode RPW (Ranked Position Weight) adalah 4 stasiun kerja.
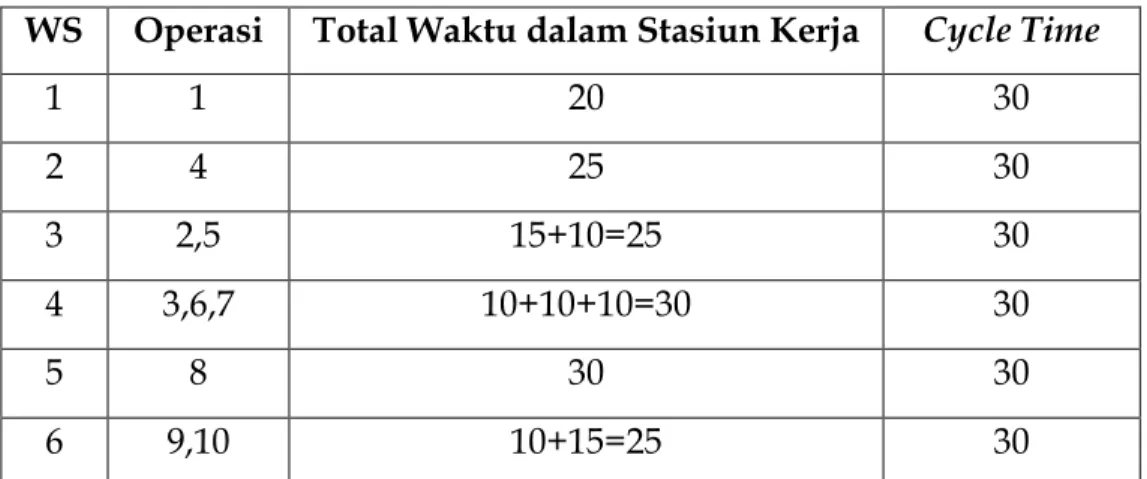
6. Pengelompokan Masing-Masing Kelompok Kerja
Setelah diketahui diagram pendahulu dan waktu siklus maka dilakukan pengelompokan stasiun kerja. Terdapat 6 work station
dengan menggunakan metode Ranked Positional Weight (RPW). Tabel 4.15 Pengelompokan Kelompok Kerja
WS Operasi Total Waktu dalam Stasiun Kerja Cycle Time
1 1 20 30 2 4 25 30 3 2,5 15+10=25 30 4 3,6,7 10+10+10=30 30 5 8 30 30 6 9,10 10+15=25 30
Berikut adalah diagram yang telah dikelompokkan dengan menggunakan metode Killbridge. Operasi 1 bekerja dalam stasiun kerja 1, operasi 4 bekerja dalam stasiun kerja 2. Operasi 2 dan 5 bekerja dalam stasiun kerja 3, operasi 3,6 dan 7 bekerja dalam stasiun kerja 4. Operasi 8 bekerja dalam stasiun kerja 5 dan operasi 9 dan 10 bekerja dalam stasiun kerja 6. 1 10 9 8 7 6 3 5 4 2 WS 1 WS 2 WS 3 WS 4 WS 5 WS 6
7. Efisiensi Work Station
Efisiensi stasiun kerja adalah waktu efektif kerja pada setiap
work station. Persen efisiensi stasiun kerja didapatkan dari pembagian waktu operasi dengan waktu siklus dikalikan dengan 100 persen.
Tabel 4.16 Efisiensi Work Station
WS Operasi Total Waktu dalam Stasiun Kerja Cycle Time %Efisiensi Work Station 1 1 20 30 66,67 2 4 25 30 83,33 3 2,5 25 30 83,33 4 3,6,7 30 30 100 5 8 30 30 100 6 9,10 25 30 83,33 8. Efisiensi Lintasan
Efisiensi lintasan adlah waktu efektif kerja pada lintasan kerja. Setelah mendapatkan nilai efisiensi lintasan maka bisa didapatkan persen menganggurnya dengan melakukan pengurangan antara 100 persen dengan persen efisiensi lintasan.
% Efisiensi Lintasan = Pr 100% WS CT t osesPerUni Waktu = 100% 6 30 155 x = 86,11 % % Idle = 13,89 %
Nilai persen efisiensi lintasan sebesar 86,11%. Sehingga stasiun ini sudah bisa dikatakan efisien karena hanya menganggur sebanyak 13,89%.
4.3.2 Perhitungan Software Modul Line Balancing
Buka WinQSB kemudian klik Facility Location and Layout. Klik file – New Problem. Maka akan mucul Problem Specification. Klik problem type Line Balancing, masukkan judul masalahnya dan masukkan banyaknya operasi yaitu 10 dengan hitungan waktu dalam detik. Klik OK.
Gambar 4.45 Problem Specification
Maka akan muncul line balancing task information. Masukkan semua data yang ingin diolah.
Gambar 4.46 Task Information
Klik Solve and Analyze – Solve The Problem. Maka akan muncul Line Balancing Solution dengan metode pemecahan dengan Heuristic Procedure, primary heuristic yang digunakan Ranked Positional Weight Method dengan tie breaker random (acak). Klik OK.
Gambar 4.47 Line Balancing Solution
Setelah di klik OK maka langsung muncul line balancing solution. Di sini bisa dilihat banyaknya stasiun kerja, banyaknya operator, tugasnya, nama tugasnya, waktu tugasnya, waktu yang tidak digunakan dan persen menganggur.
Gambar 4.48 Hasil Line Balancing Solution
Klik Results - Show Line Summary. Maka akan muncul kesimpulan dari
Gambar 4.49 Line Balancing Summary
Klik Results – Show Line Layout in Graph. Maka akan mucul pembagian stasiun kerja dalam lintasan.
Gambar 4.50 Line Balancing in Graph
4.3.3 Analisis Modul Line Balancing
Cool Fan Company ingin menyeimbangkan beban kerja di setiap work station karena masing-masing work station harus seimbang. Oleh karena itu dilakukan perhitungan dengan menggunakan dua buah metode yaitu metode Ranked Positional Weight (RPW) dan Killbridge.
Perhitungan manual dengan metode Killbridge didapatkan waktu siklus sebesar 42 detik dengan banyaknya stasiun kerja menggunakan rumus yang ada terdiri dari 4 stasiun kerja. Kemudian dibuat diagram pendahulu dan dilakukan pengelompokan stasiun kerja yang ternyata terdiri dari 5 stasiun kerja karena kalau menggunakan rumus tidak melihat dari susunan
operasi dan waktunya. Persen efisiensi stasiun kerja berbeda-beda pada setiap stasiun kerja. Stasiun kerja yang paling sedikit waktu menganggurnya adalah stasiun kerja 4. Persen efisiensi lintasan sebesar 92,26% yang berarti lintasan ini sangat efisien dan sangat sedikit menganggur.
Perhitungan manual dengan metode Ranked Positional Weight (RPW) pertama-tama membuat diagram pendahulu kemudian dilanjutkan dengan pembuatan matriks bobot posisi dan setelah itu membuat tabel sebelum dan sesudah. Waktu siklus didaptkan dari waktu terbesar pada waktu pengerjaan produk yaitu sebesar 30 detik. Setelah itu dicari banyaknya stasiun kerja dan dilakukan pengelompokan masing-masing kelompok kerja yang terdiri dari 6 stasiun kerja. Stasiun 4 dan 5 yang sangat efektif karena tidak menganggur sedikit pun. Persen efisiensi lintasan dengan metode ini adalah 86,11% berarti lintasa ini cukup memanfaatkan waktu yang ada.
Berdasarkan perhitungan software dengan menggunakan metode
Ranked Positional Weight (RPW) maka diketahui jumlah stasiun lintasan sebanyak 6 buah stasiun. Dibutuhkan satu orang operator pada masing-masing work station. Task name adalah nama operasi yang ingin di olah dan
task time adalah waktu pengerjaan per operasi. Time unassigned adalah waktu yang tidak dipergunakan dan % idleness adalah persen waktu menganggur. Operasi pertama terletak di stasiun pertama dengan banyaknya operator sebanyak 1 orang dan nama operasi merakit dinamo ke rangka dengan waktu pengerjaan selama 20 detik. Waktu yang tidak digunakan sebesar 10 detik kemudian di dapatkan persen menganggur sebesar 33,33%. Begitu pula pembacaan untuk operasi-operasi selanjutnya.
Tabel kesimpulan bisa dilihat waktu siklusnya sebesar 30 detik dengan banyaknya work station 6 buah dan banyaknya operator yang dibutuhkan
sebanyak 6 orang. Banyaknya waktu yang tersedia dalam detik adalah 180 detik dan total waktu pengerjaan selama 155 detik dan waktu menganggur selama 25 detik. Jadi, banyaknya persen waktu menganggur sebanyak 13,89%.
Line balancing in graph menunjukkan banyaknya pembagian stasiun kerja. Terdapat 6 stasiun kerja, pada stasiun pertama terdapat tugas yang pertama, pada stasiun kedua terdapat tugas keempat, pada stasiun tiga terdapat tugas ke dua dan lima. Stasiun empat terdapat tugas ke tiga, enam dan tujuh. Sedangkan pada stasiun lima terdapat tugas ke delapan dan pada stasiun ke enam terdapat tugas sembilan dan sepuluh.
Antara perhitungan manual dan software menggunakan metode
Ranked Positional Weight (RPW) didapatkan hasil yang sama yaitu waktu siklus sebesar 30 detik, banyaknya stasiun kerja sebanyak 6 buah dengan pembagian tugas yang sama dalam masing-masing work station dan persentase menganggur sebanyak 13,89%. Berarti terdapat kesamaan perhitungan antara perhitungan manual dan perhitungan software. Karena dihasilkan persen efisiensi lintasan sebesar 92,26% dan persen menganggur sebesar 7,74%.
4.4. Studi Kasus Modul CPM dan PERT
Terdapat 2 macam studi kasus pada modul kali ini. Studi kasus yang pertama adalah tentang riset dan pengembangan produk Coke untuk metode CPM dan sudi kasus yang kedua adalah adalah pembuatan produk mesin pemotong kuku otomatis untuk metode PERT.
4.4.1. Studi Kasus CPM
Olive Company telah mengadakan riset dan pengembangan terhadap produk mereka yaitu Coke. Kali ini mereka ingin membuat Green Tea Flavoured Coke karena berdasarkan penelitian yang sebelumnya telah dilakukan diketahui bahwa teh hijau bisa mencegah dari beberapa jenis kanker. Berikut ini adalah langkah-langkah yang mereka lakukan.
Tabel 4.17 Data dari Olive Company
Aktivitas Aktivitas Pendahulu Waktu (hari)
A - 14 B - 7 C A 4 D C 4 E B 3 F C 5 G D 7 H E,F,G 8 I H 5 J I 2 K J 3
Olive Company ingin mengetahui network dan lintasan kritis dengan menggunakan metode CPM. Berikut adalah keterangan dari aktivitas yang telah dilakukan.
A. Mengidentifikasi pembuatan coke green tea
B. Mengidentifikasi keinginan konsumen
C. Menjual ide tersebut bahwa ide tersebut menarik dan perlu di uji D. Menentukan tujuan dan kontribusi
E. Mengumpulkan hasl kuesioner
F. Mengumpulkan teori dan hasil riset sebelumnya G. Merancang riset coke green tea
H. Menganalisis dan menguji hipotesis yang telah dibuat
I. Membuat ringkasan, mendiskusikan hasil pengujiannya dan menyimpulkan hasilnya
J. Menunjukkan keterbatasan K. Mengusulkan perbaikan 4.4.1.1 Perhitungan Manual CPM
Penyelesaian menggunakan cara manual untuk studi kasus diatas dengan menggunakan metode Critical Path Method, didapatkan network
sebagai berikut dimana waktu yang digunakan adalah waktu normal: 1 0 0 3 26 7 2 14 14 4 18 18 5 22 22 6 29 29 7 37 37 8 42 42 9 44 44 10 47 47 A,14 C,4 D,4 B,7 E,3 F,5 G,7 H,8 I,5 J,2 K,3
Gambar 4.51 Network CPM Normal Time Manual
Menentukan lintasan kritis adalah dengan memilih perhitungan waktu maju dan mundur yang sama, yaitu A – C – D – G – H – I – J – K.
Tabel 4.18 All Data CPM
Aktivitas
Waktu (hari) Biaya ($) Slope
Biaya (Rp)
Normal (Tn) Dipercepat (Tc) Normal (Cn) Dipercepat (Cc)
A, kritis 14 12 215 240 12,5 B 7 5 110 130 10 C, kritis 4 3 50 60 10 D, kritis 4 3 45 60 15 E 3 2 70 90 20 F 5 4 80 100 20 G, kritis 7 5 250 280 15 H, kritis 8 6 300 340 20 I, kritis 5 4 70 80 10 J, kritis 2 1 30 40 10 K, kritis 3 2 50 70 20
Berdasarkan tabel analisa biaya percepatan maka bisa diketahui aktivitas yang merupakan jalur kritis, waktu normal dan dipercepat, biaya normal dan biaya dipercepat serta slope biaya. Setelah itu, dibuat tabel kegiatan percepatan untuk mengetahui waktu pengerjaan proyek dan jumlah biaya yang disarankan.
Tabel 4.19 Analisis Biaya Percepatan
Keg. Yang dipercepat
Tanpa percepatan 47 1270
Keg. A dipercepat 2 hari 45 1295
Keg. C dipercepat 1 hari 44 1305
Keg. D dipercepat 1 hari 43 1320
Keg. G dipercepat 2 hari 41 1350
Keg. H dipercepat 2 hari 39 1390
Keg. I dipercepat 1 hari 38 1400
Keg. J dipercepat 1 hari 37 1410
Keg. K dipercepat 1 hari 36 1430
Keg. B dipercepat 2 hari 34 1450
Keg. E dipercepat 1 hari 33 1470
Keg. F dipercepat 1 hari 32 1490
1 0 0 3 21 5 2 12 12 4 15 15 5 18 18 6 23 23 7 29 29 8 33 33 9 34 34 10 36 36 A,12 C,3 D,3 B,5 E,2 F,4 G,5 H,6 I,4 J,1 K,2
Gambar 4.52 Network CPM Crash Time Manual 4.4.1.2 Perhitungan Software CPM
Pertama-tama buka software WinQSB PERT-CPM. Klik file – new problem. Masukkan judul masalahnya, banyaknya aktivitas yang dilakukan yaitu 11 aktivitas dan waktunya dalam hitungan hari. Tipe masalahnya dalam Deterministic CPM, data entry format dalam spreadsheet dan data yang di
masukkan adalah waktu normal, waktu percepatan, biaya normal dan biaya percepatan. Klik OK.
Gambar 4.53 Problem Specification CPM
Masukkan aktivitas pendahulu, waktu normal, waktu percepatan, biaya normal dan biaya percepatan. Jika nama aktivitasnya ingin di ganti sesuai dengan studi kasus klik saja kolom activity name. Lalu ketik nama yang diinginkan.
Gambar 4.54 All Data CPM
Klik solve and analyze – solve critical path using normal time. Maka akan muncul data yang telah di olah.
Gambar 4.55 Activity Critically Analysis Normal CPM
Klik Results - Graphic Activity Analysis. Maka diperlihatkan semua aktivitas dan jalur kritisnya.
Gambar 4.56 Graphic Activity Analysis Normal CPM
Klik Results – Show critical path. Maka ditunjukkan jalur kritis berikut waktu penyelesaiannya.
Gambar 4.57 Critical Path CPM
Klik Results – Perform crashing analysis. Masukkan desired completion time sesuai dengan kolom project completion time yang menunjukkan 36 hari waktu penyelesaian proyek. Klik OK.
Gambar 4.58 Crashing Analysis Input CPM
Maka akan muncul tabel crashing analysis. Diketahui waktu yang disarankan, biaya yang ditambahkan, biaya normal dan biaya yang disarankan.
Gambar 4.59 Crashing Analysis CPM
Setelah itu klik solve and analyze - solve critical path using crash time.
Maka akan muncul tabel Activity Critically Analysis dengan waktu percepatan.
Klik Results – Graphic Activity Analysis. Maka diperlihatkan semua aktivitas dan jalur kritisnya.
Gambar 4.61 Graphic Activity Analysis Crash Time CPM
Klik Results – Show critical path. Maka ditunjukkan jalur kritis berikut waktu penyelesaiannya.
Gambar 4.62 Critical Path Crash Time CPM 4.4.1.3 Analisis CPM
Olive Company mengadakan riset terhadap produk mereka yaitu coke.
Perusahaan ini ingin mengetahui lintasan yang paling optimal untuk riset tersebut dari awal hingga akhir. Oleh karena itu, dilakukan perhitungan dengan menggunakan Critical Path Method (CPM) untuk mengetahui network
dan lintasan kritisnya.
Berdasarkan perhitungan software yang telah dilakukan dengan menggunakan program winQSB maka diketahui Earliest Start (ES), Earliest Finish (EF), Latest Start (LS), dan Latest Finish (LF). Nilai slack didapatkan dari pengurangan LS dengan ES. Waktu penyelesaian selama 47 hari dengan baya
proyek sebesar $1270, biaya pada lintasan kritis sebesar $1010 dengan banyaknya lintasan kritis sebanyak 1 buah, ini dihasilkan dari waktu normal. Table crashing analysis menunjukkan lintasan kritis yang sama dengan menunjukkan waktu normal, waktu percepatan, waktu yang disarankan, biaya penambahan, biaya normal dan biaya yang disarankan.
Berdasarkan perhitungan manual dan software maka didapatkan lintasan kritis yang sama yaitu A-C-D-G-H-I-J-K karena lintasan ini merupakan lintasan yang terbaik untuk riset yang dilakukan dari operasi awal hingga akhir. Biaya normal sebesar $1270 dengan waktu penyelesaian selama 47 hari. Biaya percepatan proyek percepatan sebesar $1430 dengan waktu penyelesaian selama 36 hari. Terdapat perbedaan biaya karena untuk mempercepat waktu pengerjaan suatu proyek harus diadakan penambahan pekerja yang membutuhkan tambahan biaya.
4.4.2 Studi Kasus PERT
Putra’s Company ingin membuat suatu produk yang sekarang ini masih belum beredar di Indonesia. Produk yang ingin dibuat adalah mesin pemotong kuku. Mesin pemotong kuku otomatis ini dapat menjaga kebersihan kuku dan mempermudah masyarakat untuk memotong kuku. Berikut ini adalah aktivitas dalam pembuatan produk pemotong kuku otomatis.
Tabel 4.20 Data dari Putra’s Company
Aktivitas Aktivitas Pendahulu Waktu (minggu)
A - 10 B - 10 C A 8 D C 4 E B 2 F E 4 G F 1 H D 2 I G,H 2 J I 2 K J 1 L K 2
Putra’s Company ingin mengetahui network dan lintasan kritis dengan menggunakan metode PERT. Berikut adalah keterangan dari aktivitas yang telah dilakukan.
A. Merencanakan pembuatan mesin pemotong kuku B. Merencanakan pembuatan rangka
C. Membuat mesin D. Menyesuaikan mesin
E. Memesan material untuk rangka F. Membuat rangka mesin
G. Finishing bagian rangka
H. Pasang mesin pada rangka dan stel I. Menguji coba
J. Mendiskusikan hasil pengujian dan menyimpulkan K. Menunjukkan keterbatasan
4.4.2.1 Perhitungan Manual PERT
Penyelesaian menggunakan metode Program Evaluation and Review Techniques (PERT), pertama kali yang harus dilakukan adalah menentukan Te dan V karena network didapatkan bukan menggunakan waktu normal seperti pada CPM, melainkan menggunakan Te. Berikut ini adalah nilai Te, Sd dan V yang didapatkan untuk masing-masing aktivitas:
Tabel 4.21 Data PERT
Aktivitas Aktivitas Pendahulu Waktu Optimistik ( to ) Waktu Realistik ( tm ) Waktu Pesimistik (tp) Waktu yang diharapkan (te) Standar Deviasi (Sd) V A - 7 10 15 10.33333 1.3333 1.777778 B - 8 10 14 10.33333 1 1 C A 5 8 12 8.166667 1.1667 1.361111 D C 2 4 5 3.833333 0.5 0.25 E B 1 2 2 1.833333 0.1667 0.027778 F E 4 4 6 4.333333 0.3333 0.111111 G F 1 1 5 1.666667 0.6667 0.444444 H D 2 2 4 2.333333 0.3333 0.111111 I G,H 1 2 6 2.5 0.8333 0.694444 J I 1 2 7 2.666667 1 1 K J 1 1 4 1.5 0.5 0.25 L K 1 2 5 2.333333 0.6667 0.444444
Setelah nilai Te ditentukan maka network dibuat berdasarkan nilai tersebut dan berikut ini adalah bentuk network PERT:
1 0 0 3 2 10,33 4 5 6 7 8 9 10 A:10,33 C;8,17 D;3,83 B;10,33 E;1,84 F,5 G;1,67 F;4,33 I;2,5 J;2,66 K;1,5 10,33 18,5 18,5 22,33 22,33 10,3316,83 12,1718,67 16,5 23 24,67 24,67 27,17 27,17 29,8329,83 11 31,3331,33 12 33,6733,67 L;2,34
Gambar 4.62 Network PERT
Kemudian untuk menentukan lintasan kritis adalah dengan memilih perhitungan waktu maju dan mundur yang sama dan yang terpanjang, yaitu A – C – D – H – I – J – K – L.
4.4.2.2 Perhitungan Software PERT
Pertama-tama buka software WinQSB PERT-CPM. Klik file – new problem. Masukkan judul masalahnya, banyaknya aktivitas yang dilakukan yaitu 12 aktivitas dan waktunya dalam hitungan minggu. Tipe masalahnya dalam Probabalitas PERT. Klik OK.
Masukkan nama aktivitas, aktivitas pendahulu, waktu optimis, waktu realistik dan waktu pesimis. Pada aktivitas pendahulu jangan menggunakan titik tapi gunakanlah koma.
Gambar 4.64 All PERT data
Klik solve and analyze – solve critical path. Maka akan muncul data yang telah di olah.
Gambar 4.65 Activity Critically Analysis PERT
Klik results - graphic activity analysis. Maka diperlihatkan semua aktivitas dan jalur kritisnya.
Gambar 4.67 Critical Path PERT 4.4.2.3 Analisis PERT
Putra’s Company ingin membuat mesin pemotong kuku otomatis yang masih belum beredar di Indonesia. Oleh karena itu, dilakukan perhitungan dengan metode PERT untuk mengetahui lintasan kritis dan network dari langkah-langkah pengerjaan yang ada. Baik menggunakan perhitungan
software maupun manual digunakan waktu yang diharapkan karena dibandingkan dengan waktu optimistik, waktu realistik dan waktu pesimistik hanya waktu yang diharapkan yang bisa dipercaya walaupun bukan waktu yang pasti.
Berdasarkan hasil perhitungan manual dan software maka didapatkan lintasan kritis yang sama yaitu A-C-D-H-I-J-K-L. Didapatkan nilai standar deviasi atau besarnya penyimpangan yang terjadi pada masing-masing aktivitas adalah sama. Berdasarkan perhitungan software maka diketahui jumlah standar deviasi atau jumlah penyimpangan keseluruhan sebesar 2,43. Waktu penyelesaian proyek mesin pemotong kuku otomatis dengan menggunakan perhitungan manual dan software menunjukkan angka yang sama yaitu 33,67 minggu dengan lintasan kritis sebanyak 1 buah. Jadi, selama 33,67 minggu boleh terdapat penyimpangan menjadi 115,48 minggu ataupun menjadi 48,15 minggu.
4.5. Studi Kasus Modul Quality Control
PT. Makin Jaya bergerak dalam bidang produksi mesin ketik ingin melakukan pengendalian kualitas terhadap berat mesin ketik yang dihasilkan. Industri tersebut menetapkan batas berat mesin ketik untuk kualitas yang baik adalah dari 5 kg + 0,50 kg dengan menggunakan batas kendali 3 sigma. Hitunglah data batas kendali atas dan batas kendali bawah dari produksi mesin ketik tersebut dengan menggunakan peta X dan peta R untuk melakukan perbaikan kualitas.
Tabel 4.22 Data Berat Mesin Ketik dari PT. Makin Jaya Observasi
Hari
Mengukur Berat Mesin Ketik (kg)
X1 X2 X3 X4 X5 1 5.20 5.50 5.20 5.40 5.50 2 5.30 5.40 5.50 5.30 5.20 3 5.30 5.50 5.50 5.20 5.50 4 5.20 5.40 5.10 5.30 5.40 5 5.40 5.20 5.50 5.20 5.30 6 5.30 5.30 5.50 5.30 5.40 7 5.30 5.50 5.20 5.20 5.50 8 5.10 5.40 5.50 5.30 5.10 9 5.20 5.40 5.20 5.20 5.30 10 5.40 5.40 5.30 5.30 5.20 11 5.10 5.20 5.20 5.40 5.20 12 5.20 5.50 5.30 5.50 5.10 13 5.10 5.40 5.20 5.20 5.20 14 5.50 5.20 5.30 5.40 5.30 15 5.40 5.30 5.20 5.20 5.30 16 5.20 5.40 5.20 5.50 5.20 17 5.20 5.30 5.50 5.20 5.20 18 5.40 5.30 5.10 5.50 5.50 19 5.30 5.40 5.30 5.30 5.50 20 5.30 5.10 5.50 5.20 5.30 21 5.20 5.40 5.40 5.20 5.20 22 5.30 5.50 5.20 5.40 5.30 23 5.50 5.20 5.40 5.50 5.10
Tabel 4.22 Data Berat Mesin Ketik dari PT. Makin Jaya (Lanjutan) Observasi
Hari
Mengukur Berat Mesin Ketik (kg)
X1 X2 X3 X4 X5 24 5.50 5.50 5.30 5.40 5.20 25 5.30 5.20 5.40 5.10 5.50 26 5.40 5.20 5.20 5.40 5.10 27 5.10 5.30 5.20 5.20 5.50 28 5.20 5.50 5.40 5.10 5.20 29 5.20 5.40 5.20 5.50 5.30 30 5.40 5.30 5.10 5.40 5.30
4.5.1 Perhitungan Manual Modul Quality Control
Berikut ini adalah perhitungan manual untuk studi kasus di atas. Tabel perhitungan tersebut dirangkum dalam tabel 4.23 Perhitungan Manual
Quality Control berikut ini.
Tabel 4.23 Perhitungan ManualQuality Control
Observasi Hari
Mengukur Berat Mesin Ketik (kg)
X R X1 X2 X3 X4 X5 1 5.20 5.50 5.20 5.40 5.50 5.36 0.30 2 5.30 5.40 5.50 5.30 5.20 5.34 0.30 3 5.30 5.50 5.50 5.20 5.50 5.40 0.30 4 5.20 5.40 5.10 5.30 5.40 5.28 0.30 5 5.40 5.20 5.50 5.20 5.30 5.32 0.30 6 5.30 5.30 5.50 5.30 5.40 5.36 0.20 7 5.30 5.50 5.20 5.20 5.50 5.34 0.30 8 5.10 5.40 5.50 5.30 5.10 5.28 0.40 9 5.20 5.40 5.20 5.20 5.30 5.26 0.20 10 5.40 5.40 5.30 5.30 5.20 5.32 0.20 11 5.10 5.20 5.20 5.40 5.20 5.22 0.30 12 5.20 5.50 5.30 5.50 5.10 5.32 0.40 13 5.10 5.40 5.20 5.20 5.20 5.22 0.30 14 5.50 5.20 5.30 5.40 5.30 5.34 0.30 15 5.40 5.30 5.20 5.20 5.30 5.28 0.20 16 5.20 5.40 5.20 5.50 5.20 5.30 0.30 17 5.20 5.30 5.50 5.20 5.20 5.28 0.30 18 5.40 5.30 5.10 5.50 5.50 5.36 0.40
Tabel 4.23 Perhitungan ManualQuality Control (Lanjutan) Observasi
Hari
Mengukur Berat Mesin Ketik (kg)
X R X1 X2 X3 X4 X5 19 5.30 5.40 5.30 5.30 5.50 5.36 0.20 20 5.30 5.10 5.50 5.20 5.30 5.28 0.40 21 5.20 5.40 5.40 5.20 5.20 5.28 0.20 22 5.30 5.50 5.20 5.40 5.30 5.34 0.30 23 5.50 5.20 5.40 5.50 5.10 5.34 0.40 24 5.50 5.50 5.30 5.40 5.20 5.38 0.30 25 5.30 5.20 5.40 5.10 5.50 5.30 0.40 26 5.40 5.20 5.20 5.40 5.10 5.26 0.30 27 5.10 5.30 5.20 5.20 5.50 5.26 0.40 28 5.20 5.50 5.40 5.10 5.20 5.28 0.40 29 5.20 5.40 5.20 5.50 5.30 5.32 0.30 30 5.40 5.30 5.10 5.40 5.30 5.30 0.30 Jumlah 159,28 9.20 ∑X = 5,3093 ∑R = 0,3067 BKAX = ∑X + A2 .∑R = 5,3093 + 0,577 . 0,3067 = 5,3093 + 0,1769 = 5,4862 BKBX = ∑X – A2 . ∑R = 5,3093 – 0,577 . 0,3067 = 5,3093 – 0,1769 = 5,1324 BKAR = D4 . ∑R = 2,114 . 0,3067 = 0,6484 BKBR = D3 . ∑R = 0 . 0,3067 = 0
Grafik peta X menunjukkan batas kontrol atas yaitu sebesar 5,4862, batas kontrol bawah sebesar 5,1324 dan garis tengah sebesar 5,3093. Berdasarkan grafik dapat dilihat bahwa semua data yang dimasukkan terdapat di antara BKA dan BKB sehingga kualitas pada PT. Makin Jaya sudah baik.
Gambar 4.68Grafik Peta X
Grafik peta R menunjukkan batas kontrol atas sebesar 0,6484, batas kontrol bawah sebesar 0 dan garis tengah sebesar 0,3067. Berdasarkan grafik peta R dapat dilihat bahwa semua data yang dimasukkan terdapat di antara BKA dan BKB dan cukup banyak yang berada di garis tengah. Sehingga kualitas pada PT. Makin Jaya sudah baik.
Gambar 4.69Grafik Peta R BKA BKB BKA BKB CL CL
4.5.2 Perhitungan Software Modul Quality Control
Buka program WinQSB kemudian pilih QCC atau Quality Control
setelah terbuka akan muncul tampilan problem specification. Masukan judul masalah yaitu berat mesin ketik dengan 1 jenis karakteristik, banyaknya karakteristik 30 dan banyaknya observasi 5. pada karakteristik kualitas pilih data variabel dan pada data entry format pilih subgroup horizontally. Klik OK.
Gambar 4.70 Problem Specification QCC
Kemudian muncul tampilan seperti gambar data input. Masukkan data observasi yang ingin diproses.
Kemudian klik Gallery lalu pilih X-bar (Mean) Chart dan akan muncul gambar seperti dibawah ini. Terdapat nilai rata-rata dan standar deviasi berikut BKA dan BKB.
Gambar 4.72 Software Peta X
Kemudian kembali dengan memilih gambar pintu. Lalu klik lagi
Gallery dan pilih R (Range) Chart maka akan muncul gambar seperti dibawah ini.
Gambar 4.73 Software Peta R
Klik Analysis dan pilih Sample Summary. Maka akan muncul dapat diketahui nilai rata-rata, nilai tengah, nilai tengah dari range, varians, standar deviasi, jarak, nilai maksimum dan minimum.
Gambar 4.74 Perhitungan Software
4.5.3 Analisis Modul Quality Control
PT. Makin Jaya ingin melakukan perbaikan kualitas terhadap mesin ketik yang mereka produksi. Terdapat 2 macam tool pada quality control yang digunakan yaitu seven old tools dan new tools. New tools terdapat 4 macam peta yaitu peta X, C, S dan R. Dilakukan perhitungan dengan menggunakan peta X dan peta R karena data yang di proses adalah data variabel.
Berdasarkan perhitungan software terdapat dua grafik yaitu grafik peta X dan peta R. Peta X diketahui BKA sebesar 5.4862 dan BKB sebesar 5.1324, nilai tengah sebesar 5.3093, nilai rata-rata sebesar 5.3093 dan standar deviasi sebesar 0.0590. Grafik peta R menunjukkan nilai BKA sebesar 0.6484 dan BKB sebesar 0. Nilai rata-rata sebesar 0.3067 dan nilai standar deviasi sebesar 0.1139. Dapat dilihat bahwa semua data baik menggunakan peta X maupun
peta R masuk ke dalam BKA dan BKB berarti kualitas mesin tik yang dihasilkan oleh PT. Makin Jaya baik. Tabel kesimpulan menunjukkan banyaknya sample yaitu 5 buah dengan nilai rata-rata sebesar 5.3093, nilai tengah sebesar 5.29 dan nilai tengah dari range sebesar 5.3167. Nilai varians adalah 0.0180, nilai standar deviasi sebesar 0.1310, jarak antara minimum dan maksimum adalah 0.3067, nilai maksimum sebesar 5.5 dan nilai minimum sebesar 5.1.
Berdasarkan perhitungan manual dan software diperoleh jumlah rata-rata X sebesar 5,3093 dan jumlah rata-rata-rata-rata R sebesar 0,3067, untuk batas kendali atas pada peta X sebesar 5,4862, batas kendali bawah peta X sebesar 5,1324 dan batas kendali atas untuk peta R sebesar 0,6484 dan batas kendali bawah peta R sebesar 0. Dapat dilihat pada grafik peta X dan peta R bahwa semua titik tidak melewati batas yang ada baik batas atas maupun batas bawah, itu berarti kualitas pada PT. Makin Jaya sudah baik.