Prediksi Kekasaran. . . 121 PREDIKSI KEKASARAN PERMUKAAN BAJA ST 40 BERBASIS MODEL ANALISIS REGRESI GANDA PADA PERMESINAN CNC
FRAIS
Herman Saputro
Pendidikan Teknik Mesin, FKIP, Universitas Sebelas Maret Surakarta Kampus UNS Pabelan Jl.Ahmad Yani 200 Pabelan, SKH, Tlp/Fax 0271
718419
Sunaryo
Politeknik Pratama Mulia, Surakarta
Jl. Haryo Panular No 18a Surakarta 57149, Tlp 0271712637
The advancement in automation and accuracy of machine tool made it possible to produce high quality industrial products. One of the main perceptions of quality in mechanical products is its physical appearance. One of the most important factors in physical appearance is the surface roughness. Number of research publications addressed this issue of surface roughness measurement and analyses. This research focuses on study and analyses of surface quality improvement in milling operation of low carbon steel (St 40). These metals are selected as they are most widely used in education as well as in industry. This research paper develops an empirical model for surface roughness (Ra) prediction in milling using St 40. The impact of cutting speed, feed, depth of cut, and dry cutting condition are studied on surface roughness.
The result produced using Regression Analyses (RA) give a good prediction of surface roughness when compare with actual surface roughness. The equation to prediction of surface roughness in dry condition is Y = 3.0581 - 0.00007 n - 9.4333 Vf - 0.4956 a. By using Multiple Regression Method equation, the average percentage deviation of the testing set was 5.955% for training data set.
Prediksi Kekasaran. . . 122 PENDAHULUAN
Upaya penelitian dibidang operasi mesin perkakas telah dimulai pada awal abad 19 oleh F.W. Taylor yang melakukan eksperimen selama 26 tahun dengan lebih dari 30.000 eksperimen dan menghasilkan 400 ton geram (Benardos, P.G., dan G-C. Vosniakos: 2003). Tujuan utama Taylor adalah menghasilkan solusi sederhana atas permasalahan intrisik dalam menentukan kondisi pemotongan yang aman dan efisien. Taylor percaya bahwa solusi tersebut secara empiris dapat diselesaikan kurang dari setengah menit oleh mekanik yang handal lewat pengalaman mereka. Masalahnya adalah bahwa para mekanik tersebut meskipun
sanggup bekerja dengan
memuaskan namun kesulitan menularkan pengetahuannya secara sistematis dan kuantitatif kepada orang lain.
Dasar dari setiap pekerjaan mesin mempunyai persyaratan kualitas permukaan dan kekasaran permukaan yang berbeda-beda, tergantung dari fungsinya. Kualitas permukaan hasil penyekrapan rata dapat dilihat dari kekasaran permukaannya. Makin halus permukaannya, makin baik pula kualitasnya, sehingga cukup beralasan juga apabila kekasaran
permukaan hasil frais diperhatikan dan dicari solusi untuk mendapatkan yang sehalus mungkin. Ada beberapa faktor yang mempengaruhi kekasaran permukaan pada pengerjaan logam dengan pemakanan, kondisi mesin, bahan benda kerja, bentuk ujung pahat mata potong, pendinginan dan operator.
Pada mesin CNC frais untuk mendapatkan tingkat kekasaran yang sesuai permintaan gambar kerja tidak dapat dilakukan dengan jalan mencoba-coba dengan cara memperbesar dan memperkecil kecepatan spindel mesin, kecepatan makan ( feed rate ) dan kedalaman pemakanan (dept of cut ) karena besar dan kecilnya kecepatan spindel mesin dan kedalaman pemakanan harus di inputkan dalam bentuk program.
Tingkat kekasaran
Prediksi Kekasaran. . . 123 dikehendaki sampai saat ini belum
ada pedoman parameter
pemotongan yang dapat digunakan sebagai acuan.
Bertolak dari permasalahan diatas maka, diperlukan penelitian yang dapat menghasilkan suatu model matematik yang mampu memprediksi tingkat kekasaran permukaan benda hasil proses CNC frais dan pemodelan laju keausan pahat. Sehingga mempermudah programmer dan operator mesin
CNC dalam menentukan
parameter-parameter yang diperlukan untuk memproduksi benda kerja yang sesuai dengan spesifikasi yang dibutuhkan gambar kerja dan juga untuk mempermudah dalam perencanaan biaya produksi dengan mesin CNC frais.
LANDASAN TEORI
Kekasaran Permukaan
Permukaan adalah batas yang memisahkan antara benda padat dengan sekelilingnya. Jika ditinjau dengan skala kecil pada dasarnya konfigurasi permukaan merupakan suatu karakteristik geometri golongan mikrogeometri. Sementara itu yang tergolong makrogeometri adalah permukaan secara keseluruhan yang membuat bentuk atau rupa yang spesifik misalnya permukaan poros, lubang,
sisi dan lain-lain yang tercakup pada elemen geometri ukuran, bentuk, dan posisi (Chang – Xue: 2002).
Kekasaran permukaan (surface roughness) dibedakan menjadi dua, yaitu:
1. Ideal surface roughness
Ideal surface roughness adalah kekasaran ideal (terbaik) yang bisa dicapai dalam suatu proses permesinan dengan kondisi ideal.
2. Natural surface roughness Natural surface roughness adalah kekasaran alamiah yang terbentuk dalam proses
permesinan karena adanya berbagai faktor yang mempengaruhi proses permesinan tersebut. Faktor-faktor yang
mempengaruhi kekasaran ideal diantaranya:
a. Getaran yang terjadi pada mesin. b. Ketidaktepatan gerakan
bagian-bagian mesin. c. Ketidakteraturan feed
mechanism.
d. Adanya cacat pada material e. Gesekan antara chip dan
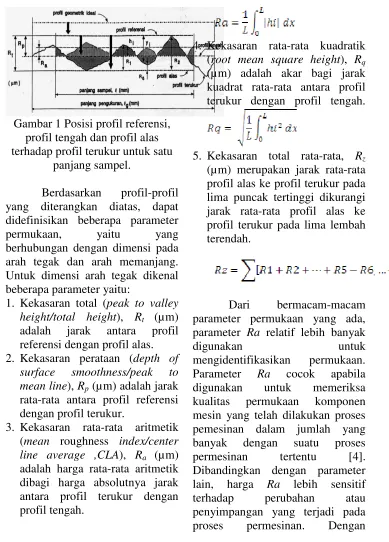
Prediksi Kekasaran. . . 124 Gambar 1 Posisi profil referensi,
profil tengah dan profil alas terhadap profil terukur untuk satu
panjang sampel.
Berdasarkan profil-profil yang diterangkan diatas, dapat didefinisikan beberapa parameter
permukaan, yaitu yang
berhubungan dengan dimensi pada arah tegak dan arah memanjang. Untuk dimensi arah tegak dikenal beberapa parameter yaitu:
1. Kekasaran total (peak to valley height/total height), Rt (µm) adalah jarak antara profil referensi dengan profil alas. 2. Kekasaran perataan (depth of
surface smoothness/peak to mean line), Rp (µm) adalah jarak rata-rata antara profil referensi dengan profil terukur.
3. Kekasaran rata-rata aritmetik (mean roughness index/center line average ,CLA), Ra (µm) adalah harga rata-rata aritmetik dibagi harga absolutnya jarak antara profil terukur dengan profil tengah.
4. Kekasaran rata-rata kuadratik (root mean square height), Rq (µm) adalah akar bagi jarak kuadrat rata-rata antara profil terukur dengan profil tengah.
5. Kekasaran total rata-rata, Rz (µm) merupakan jarak rata-rata profil alas ke profil terukur pada lima puncak tertinggi dikurangi jarak rata-rata profil alas ke profil terukur pada lima lembah terendah.
Dari bermacam-macam parameter permukaan yang ada, parameter Ra relatif lebih banyak
digunakan untuk
Prediksi Kekasaran. . . 125 demikian pencegahan dapat dengan
cepat dilakukan jika ada tanda-tanda bahwa ada kenaikan kekasarannya (misalnya dengan mengganti perkakas potong atau cara yang lain).
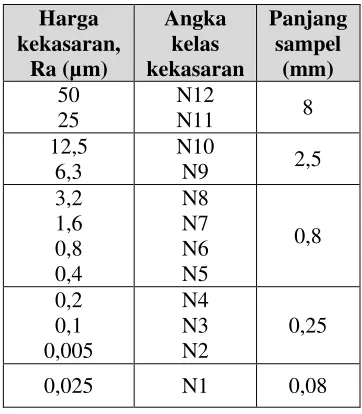
Angka kekasaran ini telah diklasifikasikan menjadi 12 angka kelas kekasaran seperti terlihat pada Tabel 1 Angka kekasaran (ISO number) ini dimaksudkan untuk menghindari kemungkinan terjadinya kesalahan interpretasi atas satuan harga kekasaran. Jadi spesifikasi mengenai kekasaran dapat dituliskan langsung dengan menyatakan harga Ra-nya ataupun dengan menggunakan angka kelas kekasaran ISO.
Tabel 1 Angka Kekasaran (ISO Roughness Number)
Harga
Beberapa penelitian tentang kekasaran yang pernah dilakukan telah disarikan (Feng, C-X., Wang, J., and Wang, J-S.: 2001) pada table 2 berikut ini:
Tabel 2. Faktor-faktor yang berpengaruh terhadap kekasaran permukaan dari beberapa penelitian-penelitian.
No Peneliti Material Faktor yang berpengaruh
1 Kamakar (1970) Steel C-45 Cuting speed, feed rate, dept of cut 2 Bhattacharya(1971 Plain carbon
steel
Cuting speed, feed rate, nose radius, work piece hardenesss
3 Rasch Rolstadas(1971) Carbon steel Cuting speed, feed rate
4 Selvam and
Prediksi Kekasaran. . . 126 Dari Table 2. diatas secara
global berdasarkan hasil penelitian dapat dikelompokan menjadi dua kelompok yaitu 1). Penelitian yang menghasilkan kesimpulan bahwa cutting speed merupakan factor yang tidak berpengaruh signifikan terhadap kekasaran permukaan, yaitu penelitian yang dilakukan oleh: Bhattacharya et al. (1970), Sudarman dan lambert (1979), Grieve et. al. (1968), Dickinson (1986), dan Fischer dan Elrod (1971). 2). Penelitian yang menghasilkan kesimpulan bahwa cutting speed merupakan factor yang berpengaruh signifikan terhadap kekasaran permukaan, yaitu penelitian yang dilakukan oleh: Chandiramani dan Cook (1964), Shaw (1966), Boothroy dan Knight (1989), Miller et al. (1983), Feng dan Wang (2001) dan Feng (2001).
M. Brezocnik, M. Kovacic dan M. Fisko, melakukan studi tentang prediksi dari kekasaran permukaan dengan menggunkan genetic programming. Hasil dari penelitian ini menyatakan: 1).
Prediksi kekasaran permukaan dengan genetic programming mempunyai keakuratan yang tinggi. 2). Feed mempunyai pengaruh yang besar terhadap kakasaran permukaan.
Strategi untuk memprediksi kekasaran permukaan terutama pada proses surface finish dapat dibangun atas 4 metode yaitu: 1) multiple regretion, 2) mathematical modeling based on the physics of the process, 3) Fuzzy set based technique dan 4) neural network modeling (Fischer, H. L. and Elrod, J. T.: 1971).
Analisis Regresi Ganda
Analisa statistik dengan menggunakan model Multiple regression linier digunakan untuk memprediksikan faktor-faktor yang mempengaruhi tingkat kekasaran permukaan. Model regresi linier berasumsi bahwa ada hubungan linier antara variabel dependen, yaitu tingkat kekasaran permukaan dan tiap prediktor, yaitu faktor kecepatan pemakanan, kecepatan putaran dan kedalaman pemakanan. (1989)
7 Sundarman and Lambert (1981)
Steel Cuting speed, feed rate, nose radius, dept of cut 8 Miller et al. (1983) Alloy, cast
iron
Cuting speed, feed rate, tool condition, cutting fluid
9 Lambert (1983) Steel D6AC Cuting speed, feed rate, nose radius 10 Selvan(1975) Steel Vibration, chatter
Prediksi Kekasaran. . . 127 Hubungan tersebut digambarkan
dengan persamaan Walpole berikut:
k menunjukkan jumlah prediktor
i
b adalah nilai koefisien ke-i, i = 0,…k
i
x adalah nilai prediktor ke-i e adalah nilai kesalahan model regresi
Regresi linier menunjukkan model yang representatif berdasarkan nilai koefisien korelasi (R). Nilai R mengindikasikan adanya hubungan linier yang kuat antara tiap faktor dengan tingkat kekasaran permukaan. Penentuan faktor yang signifikan sebagai prediktor variabel dependen didasarkan pada nilai significance level yang kurang dari 0,05 dan tingkat kontribusi faktor tersebut ditentukan berdasarkan nilai standardized coefficient. Semakin besar nilai standardized coefficient
absolut suatu faktor, semakin besar pula kontribusinya terhadap model
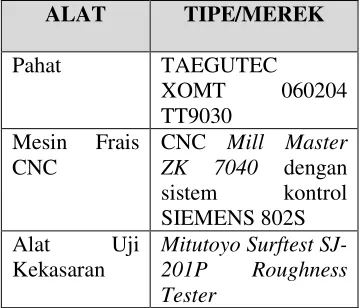
METODE PENELITIAN digunakan karena bahan ini banyak digunakan pada bengkel-bengkel CNC di kota solo. Sedangkan peralatan dan perlengkapan pengujian yang digunakan seperti yang terlihat pada Tabel 1berikut ini:
Tabel 3 Perlengkapan pengujian
ALAT TIPE/MEREK
Pahat TAEGUTEC
XOMT 060204 sistem kontrol SIEMENS 802S Alat Uji
Kekasaran
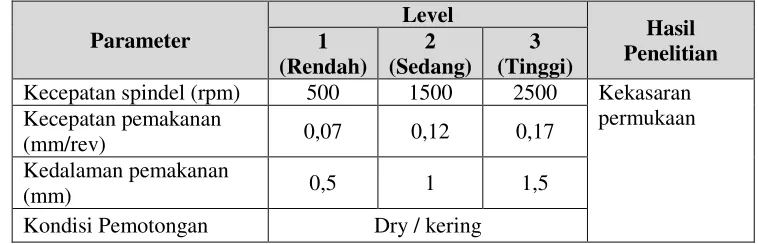
Prediksi Kekasaran. . . 128 Tabel 4 Variabel penelitian
Parameter
Level
Hasil Penelitian 1
(Rendah)
2 (Sedang)
3 (Tinggi)
Kecepatan spindel (rpm) 500 1500 2500 Kekasaran permukaan Kecepatan pemakanan
(mm/rev) 0,07 0,12 0,17
Kedalaman pemakanan
(mm) 0,5 1 1,5
Kondisi Pemotongan Dry / kering
HASIL DAN PEMBAHASAN
Tabel 5 Nilai kekasaran permukaan hasil penelitian acak sempurna pada permesinan CNC frais tanpa pendingin (kering)
Percobaan
Kecepatan pemotongan
(Rpm)
Kecepatan pemakanan
(mm/rev)
Kedalaman pemakanan
(mm)
Kondisi pemotongan
pemakanan
Kekasaran Rata-Rata
(µm)
1 500 0.07 0.5 kering 2.33
2 500 0.07 1 kering 1.82
3 500 0.07 1.5 kering 1.60
4 500 0.12 0.5 kering 1.62
5 500 0.12 1 kering 1.36
6 500 0.12 1.5 kering 1.18
7 500 0.17 0.5 kering 1.15
8 500 0.17 1 kering 0.93
9 500 0.17 1.5 kering 0.75
10 1500 0.07 0.5 kering 2.08
11 1500 0.07 1 kering 1.78
12 1500 0.07 1.5 kering 1.56
13 1500 0.12 0.5 kering 1.53
14 1500 0.12 1 kering 1.30
15 1500 0.12 1.5 kering 0.73
16 1500 0.17 0.5 kering 0.99
17 1500 0.17 1 kering 0.88
18 1500 0.17 1.5 kering 0.70
19 2500 0.07 0.5 kering 1.92
20 2500 0.07 1 kering 1.76
Prediksi Kekasaran. . . 129
22 2500 0.12 0.5 kering 1.48
23 2500 0.12 1 kering 1.27
24 2500 0.12 1.5 kering 0.99
25 2500 0.17 0.5 kering 1.10
26 2500 0.17 1 kering 0.75
27 2500 0.17 1.5 kering 0.67
Hasil uji regresi linier ganda pada kondisi pemotongan kering
Tabel 6 Output analisis regresi ganda permesinan frais tanpa pendingin dengan SPSS 12
Model Summary
Model R R Square
Adjusted R Square
Std. Error of the Estimate
1 .978(a) .956 .950 .10175
a Predictors: (Constant), Kedalaman pemakanan, Kedalaman pemakanan, Rpm
ANOVA(b)
Model
Sum of
Squares df Mean Square F Sig. 1 Regression 5.198 3 1.733 167.344 .000(a)
Residual .238 23 .010
Total 5.436 26
a Predictors: (Constant), Kedalaman pemakanan, Kedalaman pemakanan, Rpm
b Dependent Variable: Kekasaran (Ra)
Coefficients(a) Model
Unstandardized Coefficients
Standardized
Coefficients t Sig.
B Std. Error Beta B Std. Error
1 (Constant) 3.058 .085 35.813 .000
Rpm .000 .000 -.127 -2.919 .008
Kedalaman pemakanan -9.433 .480 -.858 -19.667 .000 Kedalaman pemakanan -.496 .048 -.451 -10.331 .000
Persamaan garis regresi ini merupakan inti dari penelitian ini, yang kemudian akan digunakan
sebagai model matematik yang
dapat digunakan untuk
Prediksi Kekasaran. . . 130 yang dihasilkan oleh variasi rpm,
kecepatan pemakanan dan kedalaman pemakanan pada permesinan CNC frais tanpa pendingin. Berdasarkan output SPSS tabel 6 coeficients B, yang digunakan untuk membuat persamaan garis regresi adalah besaran koefisien beta. Dengan demikian persamaan garis regresi ganda dapat dinyatakan sebagai berikut:
Ra = 3.058 – 0.000 n - 9.433 Vf – 0.496 a
Dimana Y = kekasaran permukaan (µm)
n = kecepatan spindel (rpm) Vf= kecepatan pemakanan (mm/rev)
a = Kedalaman
pemotongan (mm)
Pada persamaan diatas masih terdapat kelemahan yaitu karena keterbatasan software SPSS
maka seolah-olah rpm tidak mempunyai pengaruh terhadap kekasaran permukaan sehingga untuk mengetahui pengaruh rpm terhadap kekasaran dilakukan perhitungan manual sebagai pembanding perhitungan dengan SPSS. Dari perhitungan manual diperoleh persamaan garis regresi ganda sebagai berikut:
Y = 3.0581 - 0.00007 n - 9.4333 Vf - 0.4956 a
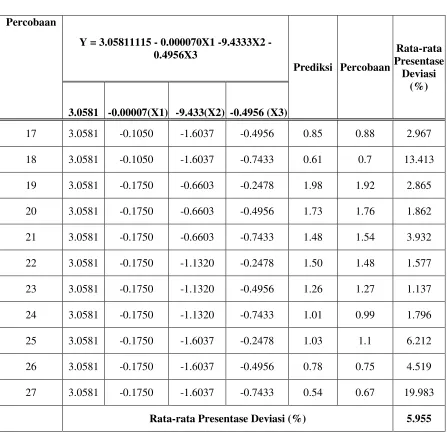
Persamaan garis regresi tersebut selanjutnya divalidasi dengan hasil Percobaan untuk mengetahui berapa rata-rata persentase deviasi yang terjadi. Jika persentase deviasi kecil maka persamaan garis regresi dapat digunakan sebagai model matematik untuk memprediksi kekasaran hasil permesinan CNC frais tanpa pendingin. Adapun hasil validasi dapat dilihat pada tabel 7
Prediksi Kekasaran. . . 131 Percobaan
Y = 3.05811115 - 0.000070X1 -9.4333X2 - 0.4956X3
Prediksi Percobaan
Rata-rata Presentase Deviasi
(%)
3.0581 -0.00007(X1) -9.433(X2) -0.4956 (X3)
Prediksi Kekasaran. . . 132 Percobaan
Y = 3.05811115 - 0.000070X1 -9.4333X2 - 0.4956X3
Prediksi Percobaan
Rata-rata Presentase Deviasi
(%)
3.0581 -0.00007(X1) -9.433(X2) -0.4956 (X3)
17 3.0581 -0.1050 -1.6037 -0.4956 0.85 0.88 2.967 18 3.0581 -0.1050 -1.6037 -0.7433 0.61 0.7 13.413 19 3.0581 -0.1750 -0.6603 -0.2478 1.98 1.92 2.865 20 3.0581 -0.1750 -0.6603 -0.4956 1.73 1.76 1.862 21 3.0581 -0.1750 -0.6603 -0.7433 1.48 1.54 3.932 22 3.0581 -0.1750 -1.1320 -0.2478 1.50 1.48 1.577 23 3.0581 -0.1750 -1.1320 -0.4956 1.26 1.27 1.137 24 3.0581 -0.1750 -1.1320 -0.7433 1.01 0.99 1.796 25 3.0581 -0.1750 -1.6037 -0.2478 1.03 1.1 6.212 26 3.0581 -0.1750 -1.6037 -0.4956 0.78 0.75 4.519 27 3.0581 -0.1750 -1.6037 -0.7433 0.54 0.67 19.983
Rata-rata Presentase Deviasi (%) 5.955
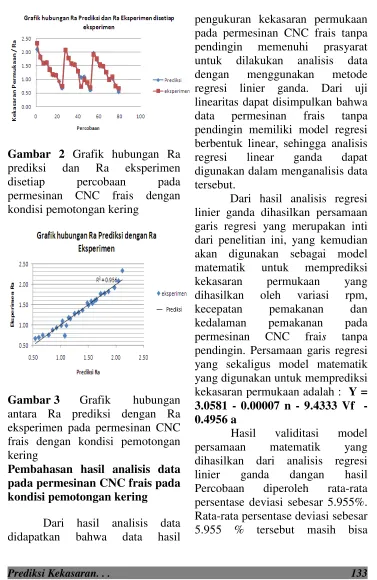
Dari tabel 7 dapat digambarkan grafik hubungan antara kekasaran permukaan (Ra) prediksi dengan kekasaran permukaan (Ra) eksperimen
Prediksi Kekasaran. . . 133 Gambar 2 Grafik hubungan Ra
prediksi dan Ra eksperimen disetiap percobaan pada permesinan CNC frais dengan kondisi pemotongan kering
Gambar 3 Grafik hubungan antara Ra prediksi dengan Ra eksperimen pada permesinan CNC frais dengan kondisi pemotongan kering
Pembahasan hasil analisis data pada permesinan CNC frais pada kondisi pemotongan kering
Dari hasil analisis data didapatkan bahwa data hasil
pengukuran kekasaran permukaan pada permesinan CNC frais tanpa pendingin memenuhi prasyarat untuk dilakukan analisis data dengan menggunakan metode regresi linier ganda. Dari uji linearitas dapat disimpulkan bahwa data permesinan frais tanpa pendingin memiliki model regresi berbentuk linear, sehingga analisis regresi linear ganda dapat digunakan dalam menganalisis data tersebut.
Dari hasil analisis regresi linier ganda dihasilkan persamaan garis regresi yang merupakan inti dari penelitian ini, yang kemudian akan digunakan sebagai model matematik untuk memprediksi kekasaran permukaan yang dihasilkan oleh variasi rpm, kecepatan pemakanan dan kedalaman pemakanan pada permesinan CNC frais tanpa pendingin. Persamaan garis regresi yang sekaligus model matematik yang digunakan untuk memprediksi kekasaran permukaan adalah : Y = 3.0581 - 0.00007 n - 9.4333 Vf -
0.4956 a
Prediksi Kekasaran. . . 134 diterima, karena dari beberapa
penelitian sejenis yang pernah dilakukan bahwa angka rata-rata persentase deviasi sebesar 9.71 % [3] dan 26 % [28] masih bisa di terima.
Dari gambar 1 dan 2 grafik hubungan antara Ra prediksi dengan Ra Percobaan pada permesinan CNC frais tanpa pendingin juga memperlihatkan bahwa penyimpangan antara
prediksi dan Percobaan sangat kecil sekali. Sehingga model matematik Y = 3.0581 - 0.00007 n - 9.4333 Vf - 0.4956 a dapat digunakan untuk memprediksi kekasaran permukaan pada permesinan CNC frais tanpa pendingin.
Dari data kekasaran permukaan pada proses permesinan CNC frais tanpa pendingin dapat dideskripsikan seperti pada gambar 3 dibawah ini:
Gambar 3 Hubungan antara kecepatan spindel, kecepatan pemakanan dan kedalaman pemotongan terhadap kekasaran permukaan pada kondisi pemotongan kering.
Pada gambar 3 nilai kekasaran permukaan terkecil pada permesinan frais tanpa pendingin adalah 0.67 µm terjadi pada parameter pemotongan: rpm = 2500, kecepatan pemakanan = 0.17
mm/rev dan kedalaman pemakanan t = 1.5 mm. Sedangkan kekasaran terbesar pada permesinan frais tanpa pendingin adalah 2.33 µm
terjadi pada parameter
pemotongan: rpm = 500, kecepatan
Prediksi Kekasaran. . . 135 pemakanan = 0.07 mm/rev dan
kedalaman pemakanan = 0.5 mm. Dari grafik pada gambar 4.7 dapat dijelaskan bahwa pada permesinan CNC frais tanpa pendingin didapatkan hasil:
1. Seiring bertambahnya kecepatan spindel (rpm semakin besar) kekasaran hasil permesinan miling semakain turun atau halus, hal ini karena dengan semakin besar kecepatan spindel maka gesekan yang terjadi antara permukaan benda kerja dan pahat akan lebih cepat sehingga permukaannya akan menjadi lebih halus dan sesuai dengan hipotesis.
2. Seiring dengan bertambanya kecepatan pemakanan kekasaran permukaan hasil proses permesinan CNC frais semakin turun atau halus. Fenomena ini berlawanan dengan teori dan hipotesis, karena pada proses permesinan apabila kedalaman pemakanan naik maka harga kekasarannya juga ikut naik. Hal ini dikarenakan pada proses permesinan dengan kedalaman pemakanan tinggi akan
menyebabkan kenaikan
temperatur yang pada akhirnya akan menyebabkan pelunakan pada pahat maupun benda kerja (Gandjar Kiswanto: 2005) . Kenaikan temperatur ini disebabkan oleh bertambanya
luasan penampang bidang geser dan proses permesinan yang tanpa pendingin. Pada meterial St 40 seiring bertambahnya
kedalaman pemakanan,
kekerasan material justru menurun (Rusnaldy dan Budi Setiyana: 2006). Dengan melunaknya material akibat temperatur tersebut maka, seiring dengan naiknya kedalaman pemakanan akan dihasilkan kekasaran permukaan yang semakin menurun.
3. Seiring dengan bertambah
kedalaman penyayatan
kekasaran permukaan juga semakin menurun atau halus. Fenomena ini juga bertentangan dengan hipotesis dan teori. Hal ini dikarenakan semakin dalam penyayatan maka semakin besar gaya gesek antara pahat dengan benda kerja yang mengakibatkan naiknya temperatur. Naikanya
temperatur tersebut
menyebabkan pelunakan pada material St 40 sehingga menyebabkan pada kedalaman 1.5 mm kekasaran permukaan paling halus.
KESIMPULAN DAN SARAN Kesimpulan
Prediksi Kekasaran. . . 136 permukaan adalah : Y =
3.0581 - 0.00007 n - 9.4333 Vf - 0.4956 a
2. kekasaran permukaan terkecil pada permesinan frais tanpa pendingin adalah 0.67 µm terjadi pada parameter pemotongan: rpm = 2500, kecepatan pemakanan = 0.17 mm/rev dan kedalaman pemakanan t = 1.5 mm. Sedangkan kekasaran terbesar pada permesinan frais tanpa pendingin adalah 2.33 µm terjadi pada parameter pemotongan: rpm = 500, kecepatan pemakanan = 0.07 mm/rev dan kedalaman pemakanan = 0.5 mm.
Saran
1. Penelitian tentang proses pemesinan, merupakan topik yang sangat luas, sehingga masih banyak diperlukan penelitian-penelitian lanjutan untuk mendalami parameter-parameter permesinan yang lain.
2. Pada penelitian ini hanya terbatas 3 level disetiap faktor, sehingga hasil pemodelan matematik yang didapatkan memiliki keterbatasan hanya cocok untuk mesin, material, pahat serta level-level yang ada pada penelitian ini.
DAFTAR PUSTAKA
Benardos, P.G., dan G-C. Vosniakos. (2003), Predicting Surface Roughness In Machining: A Review, International Journal Of
Machine Tools And
Manufacture 43. 833-844.
Bhattacharya, A., Faria-Gonzalez, R., and Ham, I. (1970), Regression analysis for predicting surface finish and its application in the determination
of optimum machining
conditions. ASME Journal of Engineering for Industry, 4, 711-71
Boothroyd, G. and Knight, W. A. (1989), Fundamentals of Machining and Machine Tool. Marcel Dekker, New York. Chang – Xue. (2002), Surface
Raoughness Predictive
Modeling: Neural Networks versus Regression. Departemen of Industrial & Manufacturing Engineering, College of Engineering and Technology Bradley University : Illinois USA.
Chandiramani, K. L., and Cook, N. H. (1964), Investigation on the nature of surface finish and its variation with cutting speed. Journal of Engineering for Industry, Series B, 134-140. Dickinson, G. R. (1968), A survey
Prediksi Kekasaran. . . 137 finish. Proceedings of
Conference on Properties and Metrology of Surfaces, Part 3K, 135-147.
Feng, C-X., Wang, J., and Wang, J-S. (2001), An optimization model for concurrent selection of tolerances and suppliers. Computers and Industrial Engineering, 40, 15-33.
Fischer, H. L. and Elrod, J. T. (1971), Surface finish as a function of tool geometry and feed: a theoretical approach. Microtechnic, No. 25, 175-178. Grieve, D. J., Kaliszer, H., and
Rowe, G. W. (1968), The effects of cutting conditions on bearing area parameters. Proceedings of 9th International Machine Tool
Design and Research
Conference, U.K., September, Vol. 2, 989-1004.
Jerard, R.B., et al., 2001, Online Optimization of Cutting Conditions for NC Machining,
2001 NSF Design,
Manufacturing and Industrial
Innovation Research
Conference, January 7-10 2001, Tampa, Florida
Muin, Syamsir. 1986. Dasar-dasar Perencanaan Perkakas. Jakarta : Rajawali Mas
M. Brezocnik, M. Kovacic dan M. Ficko. (2004), Prediction of Surface Roughness with Genetic Programming. Journal of
Material Processing
Technology.
Mike. S. Lou (1998), Surface Roughness for CNC End – Bubut; Journal of Tecnology. Kaohsiung Taiwan: Cheng Shiu College of Tecnology
Nieman, G. 1992. Elemen Mesin I. Jakarta : Pradya Paramita
Kalpakjian, S, Schmid. (1992), Manufakturing Engineering and Technology 2nd Edition, Addison-Wesley Publishing, USA.
Ming-Yung Wang dan Hung-Yen Chang. (2003),. Experimental Study of Surface Roughness in Slot End Milling AL2014-T6.
International Journal of Machine Tools & Manufacture 44 (2004), 51-57.
M. Mehrban, et al.. (2008),. Modelling of Tool Life in Turning Process Using
Experimental Method.
International Journal of material forming. Springer Paris.
Ogo, Emmanuel et al. (2007), Performance Evaluation of Cutting Fluids Developed from Fixed Oils. Leonardo Electronic Journal of Practices and Technologies. Issue 10, January-June 2007
Prediksi Kekasaran. . . 138 Rachim, Taufiq.(2001), Spesifikasi,
Metrologi, dan Kontrol Kualitas Geometrik. Institut Teknologi Bandung
Rachim, Taufiq.(1982), Teori dan Teknologi Proses Permesinan. Institut Teknologi Bandung Sakir Tasdemir, Suleyman Neseli.
(2008), Prediction Of Surface Roughness Using Artificial Neural Network In Lathe, International Conference On
Computer System An
Thecnology – CompSys Tech 2008
Kalpakjian, S, Schmid. (1992), Manufakturing Engineering and Technology 2nd Edition, Addison-Wesley Publishing, USA.
Shaw, M. S., (1966), Study of machined surface. Proceedings, OECD Conference, September. Sundaram, R. M. and Lambert, B.
K. (1981), Mathematical models to predict surface finish in fine turning of steel, Parts I and II, International Journal of Production Research, 19, 547-564.
Taegutec (2008),. Taegu Turn Insert Master. Korea