4. PENGOLAHAN DAN ANALISA DATA
4.1 Proses Produksi
PT. Subaindo Cahaya Polintraco memproduksi springbed dengan 3 macam tipe yang berbeda berdasarkan kualitasnya. 3 macam tipe springbed tersebut adalah tipe Bigland yang merupakan springbed dengan kualitas terbaik, tipe Olympic dan tipe Marcell.
Proses pembuatan springbed tersebut adalah sebagai berikut:
1. Matras
Proses pembuatan matras dimulai dari merakit per sphull dengan kawat lilit dengan menggunakan mesin combaining atau mesin fidest. Kemudian kawat lilit tersebut dipotong dengan menggunakan gunting MCC dan bagian ujung kawat ditekan ke dalam. Kawat list untuk list rangka ditekuk dengan mesin penekuk dan setelah itu disatukan dengan hasil rakitan dengan ditembak menggunakan tembak Hartco. Setelah itu diberi per pinggir dan per sudut dengan ditembak Hasil finishing dibawa kebagian matras dan diberi cotton sheet kemudian ditembak. Setelah ditembak diberi busa dan sarungan kain quilting kemudian ditembak dengan menggunakan tembak HR22 dan dibalik.
Setelah dibalik dan diberi busa serta sarungan seperti pada bagian atasnya.
Rangka matras tersebut kemudian diberi busa sudut dan dilanjutkan dengan pemasangan kain tabungnya. Matras tersebut kemudian diberi lubang angin dan dijahit list. Matras yang sudah jadi tersebut kemudian dipacking.
2. Divan
Proses pembuatan divan ini dimulai proses perakitan seperti pada proses perakitan matras. Pada proses perakitan terjadi penggabungan per sphull dengan kawat lilit menggunakan mesin fidest atau mesin combaining sampai sesuai dengan ukuran yang diinginkan. Setelah proses perakitan dilanjutkan dengan proses fmishing. Pada proses ini kawat lilit pada rakitan dipotong dan pada bagian ujung kawat ditekan ke dalam kemudian dipasang per pinggir dan per sudut dengna ditembak. Dari proses finishing, rakitan tersebut digabungkan dengan rangka kayu dengan ditembak menggunakan tembak
18
TDR 619. Setelah itu rangka divan diberi cotton sheet dan ditembak. Proses selanjutnya, rangka divan yang telah diberi cotton sheet diberi busa dan kain sarungan dan ditembak dengan menggunakan tembak TA303. Divan tersebut kemudian dipasang stabil pada bagian kanan dan kirinya serta bagian belakang dipasang baut sandaran. Setelah itu divan tersebut dibalik dan dipasang PP non woven pada bagian bawah dan ditembak dengan menggunakan tembak TA33A dan dilanjutkan dengan pemasangan plastik sudut dengan ditembak.
Divan yang sudah jadi tersebut kemudian dipacking.
3. Sandaran
Proses pembuatan sandaran dimulai dengan penggabungan rangka kayu dengan busa dengan menggunkan lem latex. Setelah itu busa tersebut dipotong sesuai dengan pola yang dikehendaki dan dipasang dengan kain sesuai dengan kain yang diinginkan dengan ditembak dengan menggunkan tembak TA33A.
sandaran tersebut kemudian diberi mika dan ditembak dengan tembak TA33A dan dibalik. Sisa-sisa kain yang ada di bagian pinggir dipotong dan bagian belakang dari sandaran tersebut ditutup dengan kain blacu supaya terlihat rapi dengan ditembak. Sandaran yang telah jadi itu kemudian di packing.
Selengkapnya dapat dilihat pada Operation Production Chart (OPC) pada lampiran 1.
4.2 Pengolahan Data
4.2.1 Perhitungan Waktu Baku
Dalam menentukan waktu standart atau waktu baku perlu dilakukan beberapa pengujian terlebih dahulu. Pengujian ini dilakukan untuk memastikan apakah data-data yang telah diambil tersebut akurat untuk dijadikan waktu standart. Pengujian-pengujian tersebut meliputi uji kenormalan data, uji keseragaman data, dan uji kecukupan data. Data waktu yang telah didapat dapat dilihat pada lampiran 2.
1 Uji Kenormalan Data
Data-data yang telah diambil diduga berdistribusi normal, untuk memastikannya maka dilakukan Uji Kolmogorov - Smirnov dengan bantuan Software Minitab. Uji ini dilakukan menggunakan cc sebesar 5% dengan
20
21
22
Tenaga kerja yang dikeluarkan Sikap kerja
Gerakan kerja Kelelahan mata
Keadaan temperatur kerja Keadaan atmosfir Keadaan lingkungan
Total Allowances
Sedang Berdiri diatas dua
kaki Normal
Pandangan yang terus dengan fokus yang
berubah-ubah Normal
Baik Baik
12%
2.5 %
0 7.5 %
0 0 0 2 2 %
23
Perhitungan waktu baku untuk semua proses dapat dilihat pada lampiran 4.
Waktu baku yang didapatkan kemudian digunakan sebagai Lead Time Manufacturing.
4.2.2 Peramalan Kebutuhan
Untuk dapat mengetahui berapa jumlah springbed yang akan diproduksi pada bulan yang akan datang maka perlu dilakukan peramalan berdasarkan pada jumlah permitaan pada masa yang lalu. Peramalan permintaan dapat membantu perusahaan untuk mengetahui perkiraan jumlah permintaan yang akan datang.
Data permintaan masa lalu selengkapnya dapat dilihat pada lampiran 6.
Metode yang digunakan untuk peramalan adalah metode Dekomposisi Multiplikatif dengan bantuan Software Minitab. Metode ini dipilih berdasarkan MAD terkecil. Hasil peramalan dari output Minitab adalah:
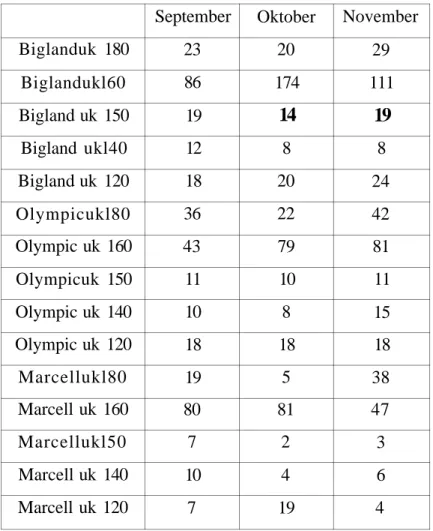
Tabel 4.3. Hasil Peramalan Matras
Biglanduk 180 Biglandukl60 Bigland uk 150
Bigland ukl40 Bigland uk 120 Olympicukl80 Olympic uk 160 Olympicuk 150 Olympic uk 140 Olympic uk 120 Marcellukl80 Marcell uk 160 Marcellukl50 Marcell uk 140 Marcell uk 120
September 23 86 19 12 18 36 43 11 10 18 19 80 7 10
7
Oktober 20 174
14 8 20 22 79 10 8 18
5 81
2 4 19
November 29 111
19 8 24 42 81 11 15 18 38 47 3 6 4
24
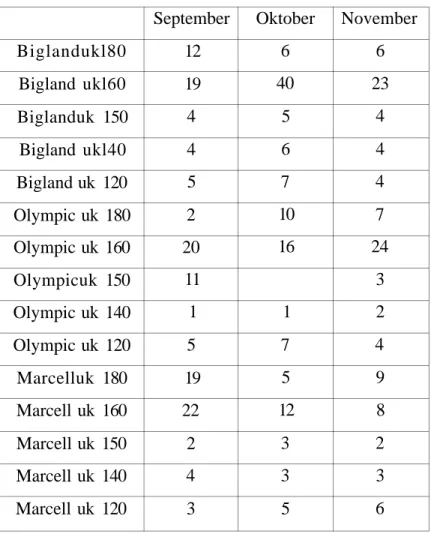
Tabel 4.4. Hasil Peramalan Divan /
Biglandukl80 Bigland ukl60 Biglanduk 150
Bigland ukl40 Bigland uk 120 Olympic uk 180 Olympic uk 160 Olympicuk 150 Olympic uk 140 Olympic uk 120 Marcelluk 180 Marcell uk 160 Marcell uk 150 Marcell uk 140 Marcell uk 120
September 12 19 4 4 5 2 20
11 1 5 19 22 2 4 3
Oktober 6 40
5 6 7 10 16
1 7 5 12
3 3 5
Sandaran November
6 23
4 4 4 7 24
3 2 4 9 8 2 3 6
Hasil peramalan selengkapnya dapat dilihat pada lampiran 5.
Hasil peramalan tersebut di atas dipakai sebagai MPS {Master Production Schedule) untuk masing-masing tipe.
Perusahaan memiliki persediaan produk jadi pada akhir bulan Agustus adalah sebagai berikut:
25
Tabel 4.5. Inventori Awal Produk Jadi Tipe
Bigland uk 180 (Buana Cream) Bigland ukuran 160 (Brussel Merah)
Bigland uk 160 (Brussel Biru) Bigland uk 160 (Buana Merah) Matras Bigland 150 (Brussel Merah)
MatrasBigland 120 (Brussel Merah) MatrasBigland 120 (BuanaMerah)
Matras Olympic 180 (Orchid) Matras Olympic 160 (Orchid) Matras Olympic 150 (Leiden) Matras Marcell 180 (Raffles) Matras Marcell 160 (Lety Biru) Matras Marcell 160 (Lety Pink) Matras Marcell 160 (Raffles) Matras Marcell 120 (Lety Pink)
Divan/Sandaran Bigland 180 (Brussel Merah) Divan/Sandaran Bigland 160 (Buana Merah)
Divan/Sandaran Olympic 160 (Orchid) Divan/Sandaran Marcell 160 (Raffles)
Inventory 1 2
1 8 1 2 1 3 4 1 1 1
2 1 1 1 2 2
4 2 3 Perencanaan Kebutuhan Bahan Baku
Perencanaan kebutuhan bahan baku (MRP) sangat penting daiam menentukan kebutuhan bahan baku untuk memprodulcsi masing-masing produk agar produksi berjalan dengan lancar dan tidak sampai terjadi kekurangan bahan baku pada saat produksi berlangsung.. Langkah-langkah untuk membuat MRP adalah sebagai berikut:
1. Membuat BOM (Bill ofMaterial) untuk setiap produk yang dihasilkan. BOM untuk masing-masing produk dapat dilihat di lampiran 6.
2. Menentukan level dalam BOM untuk setiap produk.
26
3. Menentukan kebutuhan bahan baku untuk setiap ukuran dari setiap produk yang dapat dilihat pada lampiran 10.
4. Menghitung kebutuhan bahan baku sesuai dengan MPS (Master Production Schedule.
5. Membuat tabel MRP untuk setiap level dari masing-masing produk. Tabel MRP ini dapat dilihat pada lampiran 7,8,9.
6. Menggunakan teknik lot sting untuk dapat mengetahui banyak bahan baku yang harus dipesan oleh perusahaan agar biaya dapat ditekan serendah mungkin. Langkah-langkah yang harus dilakukan adalah:
a. Menghitung biaya pesan dan biaya persediaan.
• Perhitungan biaya bahan baku
Biaya pemesanan bahan baku diperoleh dari biaya telpon dan fax untuk memesan bahan baku dari supplier baik untuk supplier di Surabaya maupun di luar kota. Besarnya biaya pemesanan ditentukan oleh pihak perusahaan, yaitu:
Biaya Telepon
Percakapan lokal Rp 167/2 menit Lama percakapan 10 menit
Biaya telepon lokal = Rpl67 / 2 x 10 = Rp 835,00 Percakapan interlokal Rp 2.515 / menit
Lama percakapan 10 menit
Biaya telepon Interlokal = Rp 2.515 x 10 = Rp 25.150,00 Biaya Fax
Satu iembar; • Rp 1.000,00 .Tadi total biaya pemesanan Rp 26.985,00
• Perhitungan biaya persediaan bahan baku
Biaya persediaan bahan baku diperoleh dari harga beli bahan baku per satuan dikalikan dengan bunga bank sebesar 15.12 % per tahun yang dikonversikan ke dalam satuan ha.ri = 0.0414 %. Biaya persediaan bahan baku dapat dilihat pada latnpiran 12.
b. Data persediaan awal bahan baku irntuk tian bahan baku dapat diiihat pada lampiran 11.
27
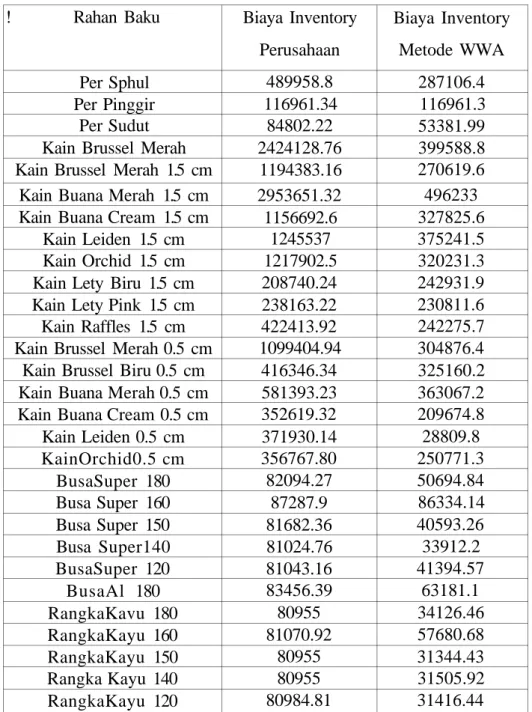
c. Menghitung lot sizing dengan metode Lot for Loi, EOQ, LUC, PPB dan Wagner Whiiin dengan bantuan software QS. Hasil dari perhitungan sofiware QS dapat dilihat pada lampiran 13,14,15,16, dan 17. Hasil perbandingan dari metode lot sizing yang terbaik dapat dilihat pada lampiran 18. Metode yang akhirnya dipilih adalah Metode Wagner Within Algorithm karena memberikan biaya inventori yang paling minimum.
Tabel 4.6 Biaya Inventori
! Rahan Baku
Per Sphul Per Pinggir
Per Sudut Kain Brussel Merah Kain Brussel Merah 1.5 cm
Kain Buana Merah 1.5 cm Kain Buana Cream 1.5 cm
Kain Leiden 1.5 cm Kain Orchid 1.5 cm Kain Lety Biru 1.5 cm Kain Lety Pink 1.5 cm Kain Raffles 1.5 cm Kain Brussel Merah 0.5 cm
Kain Brussel Biru 0.5 cm Kain Buana Merah 0.5 cm Kain Buana Cream 0.5 cm
Kain Leiden 0.5 cm KainOrchid0.5 cm
BusaSuper 180 Busa Super 160 Busa Super 150 Busa Super140 BusaSuper 120 BusaAl 180 RangkaKavu 180 RangkaKayu 160 RangkaKayu 150 Rangka Kayu 140 RangkaKayu 120
Biaya Inventory Perusahaan
489958.8 116961.34
84802.22 2424128.76
1194383.16 2953651.32 1156692.6
1245537 1217902.5 208740.24 238163.22 422413.92 1099404.94
416346.34 581393.23 352619.32 371930.14 356767.80 82094.27
87287.9 81682.36 81024.76 81043.16 83456.39 80955 81070.92
80955 80955 80984.81
Biaya Inventory Metode WWA
287106.4 116961.3 53381.99 399588.8 270619.6 496233 327825.6 375241.5 320231.3 242931.9 230811.6 242275.7 304876.4 325160.2 363067.2 209674.8 28809.8 250771.3 50694.84 86334.14 40593.26 33912.2 41394.57
63181.1 34126.46 57680.68 31344.43 31505.92 31416.44
d. Membuat MRP bahan baku sesuai dengan ukuran lot dari hasil metode lot sizing yang terbaik. Hasil MRP bahan baku dapat dilihat pada lampiran 19