NASKAH SOAL
LOMBA KOMPETENSI SISWA SMK XXIV
TINGKAT PROVINSI JAWA TIMUR
TAHUN 2015
BIDANG LOMBA :
PENGELASAN
PEMERINTAH PROVINSI JAWA TIMUR
DINAS PENDIDIKAN
BIDANG PENDIDIKAN MENENGAH KEJURUAN DAN PERGURUAN TINGGI
NASKAH SOAL
LOMBA KOMPETENSI SISWA SMK XXIV
TINGKAT PROVINSI JAWA TIMUR
TAHUN 2015
BIDANG LOMBA :
PENGELASAN
PENYUSUN SOAL :
1. Drs. SUKAINI ………..
2. ACH. SYAMSUL HSR, S.Pd
……….
PEMERINTAH PROVINSI JAWA TIMUR
DINAS PENDIDIKAN
BIDANG PENDIDIKAN MENENGAH KEJURUAN DAN PERGURUAN TINGGI
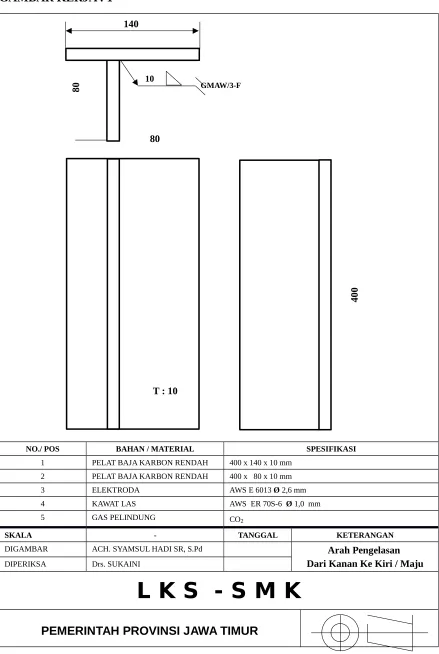
140
GMAW/3-F 10
GAMBAR KERJA : 1
NO./ POS BAHAN / MATERIAL SPESIFIKASI
1 PELAT BAJA KARBON RENDAH 400 x 140 x 10 mm 2 PELAT BAJA KARBON RENDAH 400 x 80 x 10 mm 3 ELEKTRODA AWS E 6013 Ø 2,6 mm 4 KAWAT LAS AWS ER 70S-6 Ø 1,0 mm 5 GAS PELINDUNG CO2
SKALA - TANGGAL KETERANGAN
DIGAMBAR ACH. SYAMSUL HADI SR, S.Pd Arah Pengelasan
Dari Kanan Ke Kiri / Maju
DIPERIKSA Drs. SUKAINI
L K S - S M K
PEMERINTAH PROVINSI JAWA TIMUR
T : 10
40
0
80
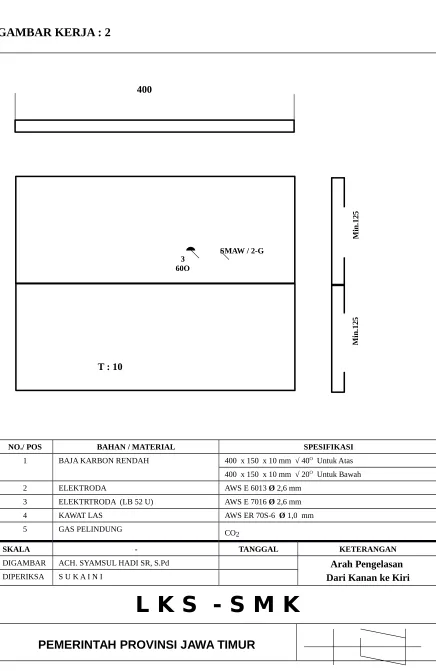
400
3 60O
SMAW / 2-G
DINAS PENDIDIKAN
BIDANG PENDIDIKAN MENENGAH KEJURUAN TAHUN PELAKSANAAN : 2015
GAMBAR KERJA : 2
NO./ POS BAHAN / MATERIAL SPESIFIKASI
1 BAJA KARBON RENDAH 400 x 150 x 10 mm √ 40O Untuk Atas
400 x 150 x 10 mm √ 20O Untuk Bawah
2 ELEKTRODA AWS E 6013 Ø 2,6 mm 3 ELEKTRTRODA (LB 52 U) AWS E 7016 Ø 2,6 mm 4 KAWAT LAS AWS ER 70S-6 Ø 1,0 mm 5 GAS PELINDUNG CO
2
SKALA - TANGGAL KETERANGAN
DIGAMBAR ACH. SYAMSUL HADI SR, S.Pd Arah Pengelasan
Dari Kanan ke Kiri
DIPERIKSA S U K A I N I
L K S - S M K
PEMERINTAH PROVINSI JAWA TIMUR
T : 10
M
in
.1
25
M
in
.1
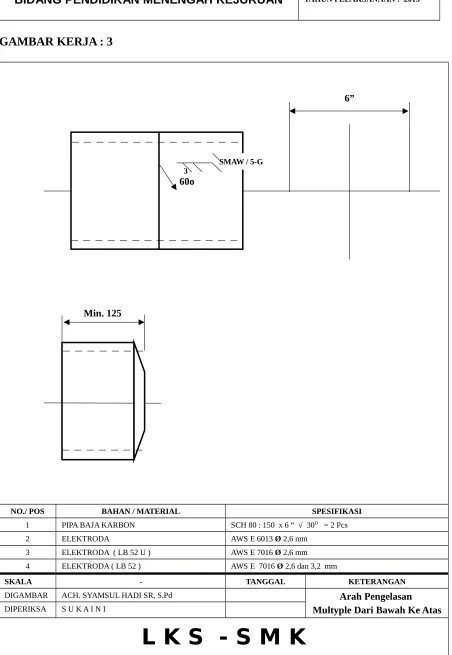
SMAW / 5-G 3
60o
DINAS PENDIDIKAN
BIDANG PENDIDIKAN MENENGAH KEJURUAN TAHUN PELAKSANAAN : 2015
GAMBAR KERJA : 3
NO./ POS BAHAN / MATERIAL SPESIFIKASI
1 PIPA BAJA KARBON SCH 80 : 150 x 6 “ √ 30O = 2 Pcs
2 ELEKTRODA AWS E 6013 Ø 2,6 mm 3 ELEKTRODA ( LB 52 U ) AWS E 7016 Ø 2,6 mm 4 ELEKTRODA ( LB 52 ) AWS E 7016 Ø 2,6 dan 3,2 mm
SKALA - TANGGAL KETERANGAN
DIGAMBAR ACH. SYAMSUL HADI SR, S.Pd Arah Pengelasan
Multyple Dari Bawah Ke Atas
DIPERIKSA S U K A I N I
L K S - S M K
Min. 125
PEMERINTAH PROVINSI JAWA TIMUR DINAS PENDIDIKAN
BIDANG PENDIDIKAN MENENGAH KEJURUAN
TAHUN PELAKSANAAN : 2015
INSTRUKSI KERJA
No. Dokumen : IK-LKS-01
Tanggal : 16 April 2015
PELAKSANAAN PENGELASAN Revisi :
Halaman : 1
1. Pelaksana
1.1 Peserta Lomba Kompetensi Siswa Provinsi Jawa Timur Tahun 2015
2. Langkah-langkah Kerja
2.1 Baca gambar kerja dan prosedur pengelasan dengan baik dan teliti
2.2 Siapkan peralatan kerja las dan alat pelinding diri yang akan digunakan serta pakailah dengan benar dan aman sesuai tugas pekerjaan yang dilakukan
2.3 Siapkan material yang akan dilas sesuai dengan geometri sambungan las pada gambar kerja
2.4 Setinglah mesin las dengan parameter pengelasan sesuai tugas pekerjaan
2.5 Lakukan las ikat/tack weld sesuai geometri sambungan las yang disyaratkan pada gambar kerja dan prosedur pengelasan
2.6 Lakukanlah pengelasan dengan benar sesuai prosedur pengelasan dan gambar kerja yang ditetapkan (perhatikan simbol pengelasan dan urutan pendepositannya)
2.7 Bersihkanlah hasil pengelasan dari segala kotoran (terak, percikan las, debu atau kotoran lainnya)
2.8 Kumpulkan hasil pengelasan ditempat yang telah disediakan oleh panitia/pengawas/juri
periksa dan kembalikan ke tempat yang telah disediakan
2.10 Bersihkan tempat kerja dan rapikanlah mesin las beserta asesorisnya
INSTRUKSI KERJA
No. Dokumen : IK-LKS-01
Tanggal : 16 April 2015
PELAKSANAAN PENGELASAN Revisi :
Halaman : 2
3. Peraturan
3.1 Peserta wajib menyelesaikan tugas yang ditetapakan yaitu ;
a. Mengelas pipa baja karbon sch. 80 Ø 6 “ posisi multyple 90o (5-G) dengan proses SMAW dalam waktu 3 jam
b. Mengelas pelat baja karbon rendah 400 x 150 x 10 mm √ 40o, dan 400 x 150 x 10 mm √ 20o posisi horisontal (2-G) dengan proses kombinasi SMAW + GMAW, dan pelat baja karbon rendah 400 x 140/80 x 10 mm, posisi vertikal fillet (3-F) proses GMAW dalam waktu 2 jam.
c. Pelepasan stopper, penggerindaan las ikat stopper dan pembersihan pasca pengelasan diluar waktu yang ditetapkan diatas
d. Apabila ada sesuatu hal yang menyebabkan listrik padam, maka pelaksanaan lomba akan dihentikan dan akan dilanjutkan kembali sesuai waktu yang masih tersisa.
3.2 Wajib menggunakan alat pelindung diri (APD) sesuai tugas pekerjaan yang dilakukan :
a. Kaca mata gerinda
b. Kap las tangan/kepala
c. Sarung tangan kulit panjang
d. Apron las (pelindung dada & lengan)
3.3 Pada saat mulai sampai berakhir pengelasan material tidak boleh lepas dari chuck atau penjepit (chuck boleh dinaikan atau diturunkan sesuai ketinggian yang di inginkan peserta dan boleh diputar ke kiri atau kanan sesuai area las yang ada)
3.4 Bila material rusak dalam proses pengerjaan tidak dapat diganti atau mengulang dengan material baru.
tersebut tidak dapat di nilai lebih lanjut
INSTRUKSI KERJA
No. Dokumen : IK-LKS-01
Tanggal : 16 April 2015
PELAKSANAAN PENGELASAN Revisi :
Halaman : 3
3.6 Pengelasan pelat baja lunak sambungan T, posisi vertikal (3-F) : a. Dilas 2 layer 2 pass dan setiap pass wajib berhenti ditengah
(pada tanda yang ditetapkan oleh juri) b. Arah pengelasan dari bawah ke atas (up)
c. Permukaan manik las pada setiap pass tidak boleh digerinda d. Setiap selesai mengelas per-pass harus dilaporkan ke juri untuk
dinilai
e. Daerah sekitar las tidak boleh digerinda (kecuali bekas penguat/stopper)
3.7 Pengelasan pelat baja lunak sambungan Tumpul V, posisi horisontal (2-G) :
a. Dilas 4 layer 7 pass sebagai berikut :
Layer pertama 1 pass dilas dengan proses SMAW (elektroda
AWS E 7016 Ø 2,6 mm / LB 52 U)
Layer ke dua 1 pass dilas dengan proses GMAW (Kawat las
AWS ER 70 S6 Ø 1,0 mm)
Layer ke tiga 2 pass dilas dengan proses GMAW(Kawat las
AWS ER 70 S6 Ø 1,0 mm)
Layer ke empat 3 pass dilas dengan proses GMAW(Kawat las
AWS ER 70 S6 Ø 1,0 mm)
b. Arah pengelasan untuk layer 1 dari kanan ke kiri, sedangkan layer 2, 3 dan 4 dari kanan ke kiri.
c. Penyambungan las akar dan permukaan bagian dalam las akar boleh digerinda.(layer pertama)
d. Untuk layer ke 2, 3 dan 4 harus berhenti ditengah (pada tanda yang telah ditentukan oleh juri)
f. Setelah melakukan pengelasan dan pembersihan pada las isi atau layer ke tiga harus dilaporkan ke juri untuk dinilai
g. Permukaan las layer ke 2, 3 dan 4 atau las isi dan penutup serta permukaan las akar dan daerah sekitar las muka tidak boleh digerinda (kecuali bekas penguat/stopper)
INSTRUKSI KERJA
No. Dokumen : IK-LKS-01
Tanggal : 16 April 2015
PELAKSANAAN PENGELASAN Revisi :
Halaman : 4
3.8 Pengelasan pipa baja karbon sambungan tumpul V, posisi Multiple 90o (5-G) :
a. Dilas 4 layer 4 pass
Layer pertama 1 pass dilas dengan proses SMAW (elektroda
AWS E 7016 Ø 2,6 mm / LB 52 U)
Layer ke dua 1 pass dilas dengan proses SMAW (elektroda
AWS E 7016 Ø 2,6 mm / LB 52)
Layer ke tiga 1 pass dilas dengan proses GMAW(elektroda
AWS E 7016 Ø 3,2 mm / LB 52)
Layer ke empat 1 pass dilas dengan proses GMAW(elektroda
AWS E 7016 Ø 3,2 mm / LB 52)
b. Penyambungan las akar dan permukaan bagian dalam las akar boleh digerinda
SPESIFIKASI
No. Dokumen : SPP-LKS-01
Tanggal : 16 April 2015
PROSEDUR PENGELASAN Revisi :
Halaman : 1
Customer Dinas Pendidikan Provinsi Jawa Timur
Project LKS SMK Tingkat Provinsi Jawa Timur ke XXIII
Weld Process Gas Metal Arc Welding
Joint Preparation Grinding
Interpass Cleaning Brushing
Groove Design Welding Sequence
Concerns
Consumable : AWS classification Size filler metal
SMAW
Gas flow rate
-No. Dokumen : SPP-LKS-01
1
2
A1
1-,2 2,6-3,2
SPESIFIKASI
Tanggal : 16 April 2015PROSEDUR PENGELASAN Revisi :
Halaman : 2
Customer Dinas Pendidikan Provinsi Jawa Timur
Project LKS SMK Tingkat Provinsi Jawa Timur ke XXIV
Weld Process Shielded Metal Arc Welding + Gas Metal Arc Welding
Joint Preparation Grinding Interpass Cleaning Brushing
Groove Design Welding Sequence
Concerns
Consumable : AWS
classification Size filler metal
SMAW
Gas flow rate
-No. Dokumen : SPP-LKS-01
2,6-3,2
60o
1-,2
SPESIFIKASI
Tanggal : 16 April 2015PROSEDUR PENGELASAN Revisi :
Halaman : 3
Customer Dinas Pendidikan Provinsi Jawa Timur
Project LKS SMK Tingkat Provinsi Jawa Timur ke XXIV
Weld Process Shielded Metal Arc Welding
Joint Preparation Grinding
Interpass Cleaning Brushing
Groove Design Welding Sequence
Concerns
Consumable : AWS
classification Size filler metal
SMAW Gas flow rate