SKRIPSI
Optimalisasi Waktu Perbaikan Radiator D 10 Caterpillar
Dengan Pendekatan Total Productive Maintenance
Diajukan Oleh :
Antcha Wijaya S
NPM: 08.11.106.701201.0680
YAYASAN PENDIDIKAN TINGGI DHARMA WIRAWAN KALTIM
UNIVERSITAS BALIKPAPAN
FAKULTAS TEKNOLOGI INDUSTRI
JURUSAN TEKNIK MESIN
2
LEMBAR ASISTENSI PEMBIMBING
NAMA : Antcha Wijaya S
NPM : 08.11.106.701201.0680
PROGRAM STUDI : TEKNIK MESIN
DOSEN PEMBIMBING : Budha Maryati, ST. MT
: Yudha Pranata, ST. MT
NO Tanggal Keterangan
Paraf
Pembimbing
Dosen Pembimbing I, Dosen Pembimbing II
Budha Maryati, ST.MT Yudha Pranata,ST.MT
3
LEMBAR PENGESAHAN SKRIPSI
Nama : Antcha Wijaya S
NPM : 08.11.106.701201.0680
Jurusan : Teknik Mesin
Judul Skripsi :
“
Optimalisasi perbaikan Radiator D 10 Caterpillar
Dengan
Pendekatan Total Productive Maintenance
”
Menyetujui
Pembimbing I, Pembimbing II,
Budha Maryati, ST.MT Yudha Pranata,ST.MT
NIP : 197705282005012001 NIK :1105107701
Mengetahui dan Mengesahkan
Fakultas Teknologi Industri Universitas Balikpapan
Dekan,
Ir. Manaseh, M.Eng
4
LEMBAR PERSETUJUAN SKRIPSI
Nama : Antcha Wijaya S
NPM : 08.11.106.701201.0680
Jurusan : Teknik Mesin
Judul Skripsi :
“
Optimalisasi perbaikan Radiator D 10 Caterpillar
Dengan
Pendekatan Total Productive Maintenance
”
Menyetujui
Pembimbing I, Pembimbing II,
Budha Maryati, ST.MT Yudha Pranata,ST.MT
NIP : 197705282005012001 NIK :1105107701
Mengetahui dan Mengesahkan
Fakultas Teknologi Industri Universitas Balikpapan
Ketua Program Studi,
Budha Maryati, ST.MT
5
KATA PENGANTAR
Alhamdulillah Hirobbil Alamin, Puji dan Syukur Penulis Panjatkan
Kehadirat ALLAH SWT yang masih memberikan kesempatan Menyelesaikan
Tugas Akhir sebagai persyaratan untuk mendapatkan gelar Sarjana di lingkungan
Fakultas Teknik Universitas Balikpapan.
Penulis menyadari bahwa keberhasilan dalam menyusun dan
menyelesaikan Tugas Akhir ini tidak terlepas dari bimbingan Bapak/ibu dosen
serta bantuan dari rekan – rekan mahasiswa Jurusan Teknik Mesin Universitas
Balikpapan.
Pada kesempatan ini Penulis mengucapkan terima kasih yang
sebesar-besarnya kepada :
1. Ir. Manaseh, M.Eng, selaku Dekan Fakultas Teknik Universitas
Balikpapan
2. Budha Maryati, ST.MT Selaku Dosen Pembimbing I
3. Yudha Pranata,ST.MT selaku Dosen Pembimbing II
4. Kedua orang tua yang selalu memberikan dukungannya baik moril dan
materil selama di bangku kuliah.
5. Seluruh Staf Pengajar pada Jurusan Teknik Mesin Universitas Balikpapan
yang telah memberikan bekal ilmu.
6. Bapak hendro selaku supervisor machining PT. Bhumi Phala Perkasa.
7. Rekan-rekan Mahasiswa yang telah membantu dalam proses pengerjaan
6 Penulisan Skripsi ini masih terdapat kekurangan oleh karena itu Penulis
mengharapkan masukan berupa kritik dan saran untuk penyelesaian Tugas Akhir
7
DAFTAR ISI
Halaman
HALAMAN JUDUL ... i
LEMBAR PENGESAHAN FAKULTAS... ii
LEMBAR ASISTENSI ... iii
KATA PENGANTAR ... iv
ABSTRAK ... vi
DAFTAR ISI ... vii
BAB I PENDAHULUAN 1.1 Latar Belakang Masalah ... 1
1.2 Rumusan Masalah ... 3
1.3 Tujuan Penelitian ... 3
1.4 Batasan Masalah ... 3
1.5 Manfaat Penelitian ... ... 3
1.6 Sustematika Penulisan ... 4
BAB II TINJAUAN PUSTAKA 2.1 Radiator ... 6
2.2 Jenis Radiator ... 7
2.3 Bagian-bagian Radiator ... 8
2.4 Perakitan ( assembly ) ... 9
8
2.6 Pengertian Total Produktive Maintenace ... 13
2.7 Sejarah Total produktive Maintenane... ... 13
2.8 Karakter Total Produktif Maintenance ... . 15
2.9 Mentalitas Dasar ... ... 16
2.10 Sistem Manajemen ... ... 19
2.11 Tingkat Ketelitian dan Tingkat keyakinan ... 19
2.12 Uji Keragaman dan Kecukupan Data ... 19
2.13 Mean ... ... 21
2.14 Time Watch Study ... 25
2.15 Teori Produktivitas ... .... 25
2.16 Peta Aliran Proses ... 30
2.17 Peta Kerja ... ... 31
2.18 Pengukuran Kerja ... 32
BAB III METODOLOGI PENELITIAN 3.1 Waktu Dan Tempat Penelitian ... 34
3.2 Metode Penelitian ... 34
3.3 Peralatan Penelitian ... 34
3.4 Prosedur penelitian Penelitian ... 35
3.5 Data Penelitian ... 36
3.6 Variabel Penelitian ... 36
9 BAB IV ANALISA DAN PEMBAHASAN
4.1 Identifikasi data Penelitian ... ... 35
4.2 Perhitungan dan Analisa .... ... 44
BAB V KESIMPULAN DAN SARAN 5.1 Kesimpulan ... ... 63
5.2 Saran ... ... 64
DAFTAR PUSTAKA ... 65
DAFTAR GAMBAR Halaman Gambar 2.1 Mesin Pendingin ... 6
Gambar 2.2 Sirkulasi pendingin ... 6
Gambar 2.3 Jenis Aliran Radiator ... 7
Gambar 3.1 Diagram Alur ……….... 40
Gambar 4.1 Line Kerja ... ... 44
Gambar 4.2 peta kontrol BKA dan BKB .. ... 51
Gambar 4.3 Peta Proses ... ... 61
10
DAFTAR TABEL
Halaman
Tabel 2.1 Simbol Peta Kerja ……… 31
Tabel 4.1 Perakitan Bulan September ... 35
Tabel 4.2 Produktivitas Bulan September ... 37
Tabel 4.3 Perakitan Bulan Oktober ... 37
Tabel 4.4 Produktivitas Bulan Oktober ... 40
Tabel 4.5 Perakitan Bulan November ... 40
Tabel 4.6 Produktivitas Bulan November ... 42
Tabel 4.7 Pengukuran Aktivitas ... 43
Tabel 4.8 Data Pengukuran Rata-Rata Aktivitas ... 46
Tabel 4.9 Perhitungan Standar Deviasi ... 48
Tabel 4.10 Perhitungan Uji Keseragaman ... 52
Tabel 4.11 Rekapitulasi Kecukupan Data ... 54
Tabel 4.12 Allowance Persiapan Peralatan ... 57
Tabel 4.13 Allowance Persiapan SOP ... 57
Tabel 4.14 Allowance Memindahkan Radiator Ke Area Kerja ... 58
Tabel 4.15 Allowance Melepaskan Chasing Radiator... 58
Tabel 4.16 Allowance Melepaskan Upper Tank ... 59
11
ABSTRAK
Antcha, Npm: 08.11.106.701201.0680, Program Sarjana Strata-1 Fakultas
Teknologi Industri Universitas Balikpapan, 15 Juni 2013.optimalisasi waktu
perbaikan radiator D10 Caterpillar dengan pendekatan total produktive
maintenance. Dosen Pembimbing 1: Budha Maryati, ST. MT Dosen
Pembimbing 2: Yhuda Pranata, ST. MT.
PT. Bhumi Phala Perkasa sebagai perusahaan yang bergerak dibidang sales dan service, merupakan satu-satunya perusahaan reparasi radiator alat berat yang berada di kalimantan timur. Terkait pada layanan yang diberikan oleh perusahaan, peneliti mengarahkan penelitian pada masalah pengoptimalan output dan produktifitas perbaikan radiator D10 Caterpillar dengan pendekatan Total Productive Maintenance
Sehubungan hal diatas peneliti melakukan observasi baik literatur dan data-data lapangan. Untuk tinjauan literatur yang berhubungan dengan penelitian adalah pengukuran waktu kerja dengan metode time watch study, teori pemeliharaan dan perakitan, dan teori produktifitas. Terkait dalam pengumpulan data lapangan dilakukan pengamatan dan pengukuran secara langsung berdasarkan data monitoring outstanding. Berdasarkan pengolahan data pada monitoring outstanding diperoleh waktu penyelesaian rata-rata perakitan untuk bulan september menghasilkan output sebesar 9 unit dengan waktu proses 7,05 jam, pada bulan oktober menghasilkan output sebesar 10 unit dengan waktu proses rata-rata 8,4 jam, pada bulan november menghasilkan output sebesar 11 unit dengan waktu proses rata-rata 8,7 jam.
Dari hasil pengolahan data lapangan tersebut, peneliti melakukan
pengukuran aktifitas kerja melalui 10 kali pengamatan terhadap 22 aktifitas dalam
proses perakitan dengan hasil waktu baku perakitan sebesar 6,29 jam. Dari hasil
12 Productive Maintenance dapat meningkatan output dari keadaan sebelum
dilakukan pengururan kerja dari proses perbaikan.
13
BAB I
PENDAHULUAN
1.1Latar Belakang
Inovasi dalam dunia teknologi dan perindustrian, sangatlah diperlukan
sebagai penunjang dan pendukung dalam kemajuan teknologi tersebut.
Tujuan dari inovasi ini adalah tidak lain dan tidak bukan agar perusahaan
mampu menghasilkan output atau hasil produksi yang maksimal, agar target
yang telah di tentukan dapat tercapai. Manufaktur sebagai hal yang terkait
dengan hal ini, merupakan suatu proses yang memerlukan sumber daya alam
maupun sumber daya manusia serta peralatan dan pola produksi yang
mendukung, agar tercapainya tujuan produksi.
Waktu produksi dan perhitungan biaya yang tepat dapat meningkatkan
daya saing produk yang ditawarkan oleh perusahaan atau produsen barang
dan jasa. Peningkatan jumlah produksi harus di iringi dengan
pengoptimalisasian dari waktu tempuh produksi selain itu penambahan line
juga harus diperhatikan mengingat kebutuhan konsumen akan barang yang
diinginkan. Apabila setiap produk telah ditentukan standar waktu operasional
dan biaya produksinya hal ini dapat memudahkan produsen barang dan jasa
untuk menentukan harga dari barang yang dihasilkan. Hal ini dapat
memudahkan pemakai barang atau jasa untuk mendapat produk yang
diinginkan dengan harga yang relatif lebih murah dipasaran.
PT Bhumi Phala Perkasa merupakan perusahaan yang bergerak dibidang
14 ini diharapkan PT. Bhumi Phala Perkasa dapat menentukan waktu tempuh
dan biaya produksi baku yang berujung pada harga jual di pasar, yang
memiliki kualitas yang tinggi dan presentase keuntungan yang sesuai
sehingga produk tersebut dapat bersaing dipasaran dan memiliki nilai jual
yang tinggi.
Sehubungan dengan ini, dapat dijelaskan bahwa industri dalam
menghasilkan produk manufaktur dibagi atas zona produksinya, yang artinya
suatu industri akan melakukan varian-varian produk berdasarkan kebutuhan
dari industridalam bidang perakitan untuk membentuk suatu produk dari
sejumlah komponen yang diproduksi berdasarkan varian/jenis produksinya
dalam inddustri manufaktur.
Perakitan merupakan bagian dari rekayasa proses untuk membentuk suatu
produksi untuk mengatur secara teknis dari berbagai macam komponen/part
menjadi satu kesatuan produk jadi. Terkait penelitian ini penulis melakukan
observasi terhadap perakitan objek radiator D10 Caterpillar yang telah di
repair melalui tahapan-tahapan repair sebagaimana SOP (standart of product)
yang telah ditentukan pada divisi overhaul.
Berdasarkan dari pengamatan terhadap proses perakitan radiator D10
Caterpillar, ditemukan sejumlah aktivitas-aktivitas yang mempengaruhi
15
1.2 Rumusan Masalah
Berdasarkan latar belakang diatas,penulis merumuskan masalah sebagai
berikut:
Seberapa besar pengaruh penerapan total produktif maintenance terhadap
waktu tempuh perakitan radiator D10 dozer?
1.3 Tujuan Penelitian
Penelitian ini memiliki tujuan antara lain yaitu, untuk mengetahui waktu
tempuh yang optimal dalam perakitan radiator D10 Dozer Caterpillar.
1.4Batasan Masalah
Beberapa batasan masalah yang ada pada penelitian ini adalah:
a. Lokasi penelitian PT. Bhumi Phala Perkasa
b. Cycle time (waktu siklus) proses perakitan
c. Kegiatan output perakitan perhari.
d. Jam kerja operator 8 jam/hari.
1.5 Manfaat Penelitian
Manfaat yang dapat diperoleh dari penulisan ini adalah:
a. Bagi Akademis Tekhnik Mesin
Manfaat yang dapat diberikan dari penelitian ini sebagai kontribusi
16 Universitas Balikpapan,dalam penerapan total produktive maintenance
didunia industri pada layanan jasa servis.
b. Bagi Praktisi
Diharapkan dari penelitian ini dapat bermanfaat bagi PT. Bhumi Phala
Perkasa sebagai bahan pertimbangan dan rekomendasi dalam
memberikan pelayanan optimal dengan pendekatan total produktive
maintenance terhadap para costumer.
1.6Sistematika Penulisan
Penulisan ini disusun oleh penulis dengan dibagi dalam beberapa bab
dimana setiap bab terbagi dalam sub-sub bab berikut ini adalah sistematika
dari isi penulisan :
Bab I Pendahuluan
Pada bab satu diuraikan tentang latar belakang, perumusan masalah, tujuan
dan sistematika penulisan.
Bab II Tinjauan Pustaka
Pada bab dua ini membahas tentang teori-teori penunjang yang berkaitan
dengan permasalahan manufaktur, fungsi radiator, juga bagian-bagian
radiator.
Bab III Metode Penelitian
Pada bab tiga ini diuraikan mengenai proses, diagram alir penelitian dan
perhitungan waktu tempuh.
17 Pada bab ini berisikan analisa dan pembahasan mengenai waktu siklus dari
proses repair Radiator D10 caterpillar dengan menggunakan metode
pengukuran baik dalam mengukur validitas data yang ditinjau dari
keseragaman dan kecukupan data, aliran proses pada lantai operasi.
Bab V Penutup
Pada bab ini berisikan kesimpulan yang berkenaan dengan hasil analisa dan
pembahasan serta saran-saran dalam rangka perbaikan lebih lanjut.
Daftar Pustaka
18
BAB II
TINJAUAN PUSTAKA
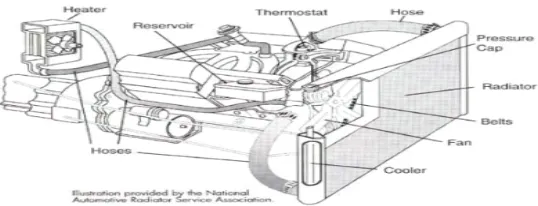
2.1 Radiator
Radiator adalah salah satu komponen sistem pendingin, yang membuang
panas dari engine ke udara, dalam proses ini membutuhkan liquid sebagai
penghantar panas yang bersirkulasi dari radiator kemudian dipompa melewati
engine kembali kedalam radiator dan dibuang di udara. Berikut ini adalah gambar
dari bagian-bagian dan sirkulasi sistem pendingin.
Gambar 1. Mesin pendingin
Gambar 2. Skema sirkulasi pendingin
1. Water Pump Oil
2. Cooler
3. Cylinder Block
19 5. Lower Radiator Tank
6. Pressure Cap
7. Hose
2.2Jenis Radiator
Radiator memiliki beberapa jenis aliran air, aliran ini memiliki perbedaan
fungsi yaitu :
1. Radiator aliran kebawah (down flow type)
Radiator ini menggunakan gravitasi guna membantu proses alirannya, yang
memiliki aliran dari atas kebawah untuk mempercepat proses pendinginan.
Biasanya digunakan untuk unit yang memerlukan pendinginan ekstra.
2. Radiator aliran kesamping (down flow type)
Radiator ini memiliki aliran pendingin kesamping. Radiator ini dapat dibuat lebih
kecil daripada radiator aliran kebawah sehingga memudahkan posisinya pada
engine.
Gambar 3. Jenis aliran radiator
2.3Bagian-bagian Radiator
Radiator terdiri dari tangki Atas, inti radiator, tangki bawah, dan penutup
20 1. Tangki atas berfungsi untuk menampung air yang telah panas dari mesin.
Tangki atas dilerngkapi dengan lubang pengisian, pipa pembuangan dan
saluran masuk dari mesin. Lubang pengisian harus ditutup dengan tutup
radiator. Pipa pembuangan untuk mengalirkan kelebihan air dalam sistem
pendinginan yang disebabkan oleh ekspansi panas dari air keluar atau ke
tangki reservoir. Saluran masuk ditempatkan agak keujung tangki atas.
2. Inti radiator berfungsi untuk membuang panas dari air ke udara agar suhu air
lebih rendah dari sebelumnya. Inti radiator terdiri dari pipa-pipa air untuk
mengalirka air dari tangki atas ke tangki bawah dan sisrip-sirip pendingin
untuk membuang panas air dalam pipa-pipa air. Udara juga dialirkan diantara
sirip-sirip pendingin agar pembuangan panas secepat mungkin. Warna inti
radiator dibuat hitam agar pepindahan panas radiasi dapat terjadi sebesar
mungkin. Besar kecilnya inti radiator tergantung pada kapasitas mesin dan
jumlah pipa-pipa air dan sisrip-siripnya
3. Tangki bawah berfungsi untuk menampung air yang telah didinginkan oleh
inti radiator dan selanjutnya disalurkan ke mesin melalui pompa. Pada tangki
bawah juga dipasangkan saluran air yang berhubungan dengan pompa air dan
saluran pembuangan untuk membuang air radiator pada saat membersihkan
radiator dan melepas radiator.
4. Cara kerja katup-katup pada tutup radiator adalah sebagai berikut: Pada saat
mesin dihidupkan suhu air pendingin segera naik dan akan menyebabkan
kenikan volume air sehingga cenderung keluar saluran pengisian radiator.
21 naik. Kenaikan tekanan akan menaikkan titik didih air yang berarti
mempertahankan air pendingin dalam sistem. Bila kenaikan suhu sedemikian
rupa sehingga menyebabkan kenaikan volume air yang berlebihan, tekanan
air akan melebihi tekanan yang diperlukan dalam sistem. Karenya air akan
mendesak katup pengatur tekanan untuk membuka dan air akan keluar
melalui katup ini ke pipa pembuangan. Pada saat suhu air pendingin turun
akan terjadi penurunan volume, yang akan menyebabkan terjadinya
kevakuman dalam sistem yang selanjutnya akan membuka katup vakum
sehingga dalam sistem tidak terjadi kevakuman lagi. Sistem yang
menggunakan tangki reservoir, kevakuman akan diisi oleh air sehingga air
dalam sistem akan tetap. Bila sistem tidak menggunakan tangki reservoir
maka yang masuk adalah udara.
2.4Perakitan(assembly)
Menurut (http://suhdi.wordpress.com: 2009) Perakitan adalah suatu proses
penyusunan dan penyatuan beberapa bagian komponen menjadi suatu alat atau
mesin yang mempunyai fungsi tertentu. Pekerjaan perakitan dimulai bila obyek
sudah siap untuk dipasang dan berakhir bila obyek tersebut telah bergabung
secara sempurna. Perakitan juga dapat diartikan penggabungan antara bagian yang
satu terhadap bagian yang lain atau pasangannya.Pada prinsipnya perakitan dalam
proses manufaktur terdiri dari pasangan semua bagian-bagian komponen menjadi
suatu produk, proses pengencangan, proses inspeksi dan pengujian fungsional,
pemberian nama atau label, pemisahan hasil perakitan yang baik dan hasil
22 Perakitan merupakan proses khusus bila dibandingkan dengan proses manufaktur
lainnya, misalnya proses permesinan (frais, bubut, bor, dan gerinda) dan
pengelasan yang sebagian pelaksanaannya hanya meliputi satu proses saja.
Sementara dalam perakitan bisa meliputi berbagai proses manufaktur.
Dalam perakitan terdapat beberapa metodeyang dapat diterapkan sesuai
dengan kebutuhan. Metode-metode tersebut adalah :
a. Metode perakitan pertukaran (interchangeable).
Pada metode ini, bagian-bagian yang akan dirakit dapat ditukarkan satu sama
lain (interchangeable), karena bagian tersebut dibuat oleh suatu pabrik secara
massal dan sudah distandarkan baik menurut ISO, DIN, JIS, dan lain
sebagainya. Keuntungan bila kita menggunakan bagian atau komponen yang
telah distandarkan adalah waktu perakitan komponen yang lebih cepat dan
dalam penggantian komponen yang rusak dapat diganti dengan komponen
yang sejenis yang ada di pasaran.Akan tetapi tetap mempunyai kerugian yaitu
kita harus membeli komponen tersebut dengan harga yang relatif lebih mahal.
b. Perakitan dengan pemilihan.
Pada metode perakitan dengan metode pemilihan, komponen-komponennya
juga dihasilkan dengan produksi massal yang pengukuran-pengukurannya
tersendiri menurut batasan-batasan ukuran.
c. Perakitan secara individual.
Perakitan secara individual dalam pengerjaannya tidak dapat kita pisahkan
antara pasangan satu dengan pasangannya.karena dalam pengerjaannya harus
23 berpasangan tersebut kita selesaikan terlebih dahulu, kemudian pasangan
lainnya menyusul dengan ukuran patokan yang diambil dari komponen yang
pertama.
2.5Proses Perakitan Radiator D10 Caterpillar
Seperti yang telah kita ketahui radiator memiliki beberapa jenis tipe, proses
dalam melakukan servis pun pasti berbeda-beda. Oleh karenanya ada beberapa
tata cara yang harus dilakukan antara lain :
1. Disasembly (pembongkaran)
Radiator merupakan komponen yang rapuh, oleh karenanya dalam melakukan
pembongkaran harus sangat hati-hati. Pembongkaran dilakukan guna untuk
melepas bagian-bagian radiator hingga bagian yang lebih kecil untuk
mempermudah proses pengecekkan pada radiator itu sendiri. Apakah didalam
radiator itu terdapat cacat kebocoran atau penyumbatana didalam pipa-pipa
radiator itu sendiri. Proses pembongkaran dilakukan dengan melakukan
pelelepasan radiator pada chasing radiator, chasing tersebut berguna sebagai
pelindung radiator agar tidak mengalami benturan. Pembongkaran pada pipa-pipa
24 2. Cleaning
Pada proses ini radiator akan dicuci dengn di steam dengan tekanan 15 bar.
Hal ini dilakukan dengan tujuan menghilangkan kotoran-kotoran yang melekat
pada radiator itu sendiri, seperti tanah liat, debu dll. Tujuannya agar saat
melakukan pengecekkan pada radiator dapat diketahui dengan mudah bagian
mana yang terdapat kebocoran.
3. Pengecekan
Proses pengecekan pada radiator dilakukan untuk mengetahui apakah ada
kebocoran pada radiator media yang digunakan dengan media air.
Tahapan-tahapan yang dilakukan antara lain:
a. Radiator direndam didalam air hingga terbenam semua.
b. Kemudian angin dimasukkan kedalam radiator melewati pipa untuk
memasukan air pada radiator.
c. Setelah angin dimasukan akan dilihat apa ada gelembung udara, yang
keluardari dalam radiator.
d. Setelah radiator dites dilanjutkan pada proses repair
4. Repair (perbaikan)
Perbaikan dilakukan pada radiator yang mengalami kerusakan, kerusakan itu
sendiri bermacam bentuknya. Ada keruskan pada sirip-sirip pipa radiator karena
25 yang mengalami kerusakan pada tangki. Namun kerusakan paling fatal ketika pipa
tempat mendinginkan air radiator mengalami kebocoran. Kebocoran tersebut
dapat berakibat:
a. Volume coolant akan berkurang.
b. Radiator menjadi panas.
c. Efektifitas kinerja engine menurun.
Pada umumnya perbaikan dilakukan dengan beberapa cara:
a. Melakukan penyolderan atau penambalan pada pipa yang bocor dengan
menggunakan timah.
b. Pada radiator yang mengalami bocor yang parah(patah), perbaikan dilakukan
dengan cara menurtup lubang atas dan bawah pipa.
5. Asembly (perakitan)
Proses ini merupakan proses lanjutan dimana bagian-bagian raddiator yang
telah terpisah disatukan kembali dimulai pada pemasangan tube radiator atau core
pada upper tank, lalu di kalibrasi hingga semua komponen terpasang sempurna hal
ini bertujuan agar radiator tidak mengalami kebocoran.
6. Painting (cat)
Setelah proses repair atau perbaikan, maka radiator akan dicat. Hal ini
26 a. Untuk menghindari korosi akibat pengaruh cuaca atau benturan.
b. Agar produk tersebut terlihat baru.
2.6Pengertian Total Productive Maintenance
TotalProductiveMaintenance adalah konsep pemeliharaan yang melibatkan
seluruh pekerja yang bertujuan mencapai efektifitas pada seluruh sistem produksi
melalui partisipasi dan kegiatan pemeliharaan yang produktif, proaktif, dan
terencana.[Suzaki Kyoshi,1999]
TotalProductiveMaintenance mula mula berasal dari pemikiran PM(Preventive
Maintenance dan Production Maintenance), dari Amerika masuk ke Jepang dan
berkembang menjadi suatu sistem baruk hasJepang yang kemudian dikenal
sebagai TPM (TotalProductiveMaintenance).
2.7 Sejarah Total Productive Maintenance
Total Productive Maintenance merupakan suatu konsep baru tentang
kegiatan pemeliharaan yang berasal dari Amerika yang dipopulerkan di Jepang
dan berkembang menjadi suatu sistem baru khas jepang yang dikenal sebagai
sistem total productive maintenance yang kita kenal seperti sekarang ini. Total
productive maintenance berkembang dari filosofi yang dibawa oleh
Dr.W.Edward Deming yang mempopulerkannya di Jepang setelah perang dunia
ke-2 dengan pendekatan pemanfaatan data untuk melakukan kontrol kualitas
dalam produksi, dan lambat laun pendekatan pemanfaatan data juga dilakukan
27 Perusahaan yang pertama kali mengimplementasi penggunaan total
productive maintenance adalah Nippon denso corp, yang dipelopori oleh Seiichi
Nakajima. Tidaklama kemudian, Nippon denso meraih pengakuan dan
penghargaan atas kesuksesan mengimplementasikan total productive maintenance
dari Ja panese Institute Of Plant Engineering (JIPE). Seiichinakajima-lah yang
kemudian mempopulerkan dan mengkampanyekan total productive maintenance
dengan menulis berbagai buku dan artikel pada akhir tahun 80an dan terus
berkembang diawal tahun 90an.
2.8Karakteristik Total Productive Maintenance
1. Motif Total Productive Maintenance:
a) Mengadopsi pendekatan lifecycle untuk meningkatkan performa dan
realibility mesin.
b) Meningkatkan produktivitas dengan memotivasi operator disertai dengan
perluasan tanggung jawab pekerjaan.
c) Menggunakan peran maintenance staff untuk fokus pada machine failure
dan bertanggung jawab terhadap kelancaran permesinan.
2. KeunikanTotal Productive Maintenance:
Operator dan maintenance staff berkolaborasi untuk menjamin dan membuat
mesin dapat terus menerus berjalan dengan baik
3. Tujuan Total Productive Maintenance
a) Bertujuan untuk mencapai zero defect, zero breakdown dan zero
28 b) Mengkolaborasikan dan melibatkan seluruh operator, maintenance staff,
dan production engineering staff yang terkait dalam pertanggung
jawaban permesinan, serta seluruh karyawan pada umumnya
c) Fokus pada pengurangan defect dan self maintenance.
d) Menuntut operator untuk dapat mengatasi kerusakan ringan yang terjadi
pada mesin sehingga tidak menjadi kerusakan mesin kronis
4. Keuntungan LangsungTotal Productive Maintenance:
a) Meningkatkan produktivitas dan efisiensi permesinan.
b) Mengurangi manufacturing cost.
c) Mengurangi kecelakaan kerja.
d) Memuaskan keinginan konsumen terhadap produk yang dihasilkan.
5. Keuntungan Tidak Langsung Total Productive Maintenance:
a) Meningkatkan kepuasan dan kepercayaan diri operator
dan karyawan pada umumnya.
b) Menjaga lingkungan kerja tetap bersih, rapih dan menarik.
c) Membawa kebiasaan baik bagi operator. Saling berbagi pengetahuan
2.9Mentalitas Dasar
Mentalitas dasar dalam pelaksanaan total productive maintenance adalah hal
yang sangat esensial dan mendasar ,karena merupakan dasar kesuksesan
penerapan total produtive maintenance itu sendiri.
Setiap pekerja harus dapat bekerja secara bersama-sama dan berpartisipasi
29 harus sadarakan pentingnya pemeliharaan dari semua peralatan demi kelancaran
proses produksi. Adapun rumusan mentalitas dasar adalah sebagai berikut:
a) Pengendalianpemeliharaan
Maksud dalam pengendalian pemeliharaan adalah harus membuat rencana
sebelum memulai pekerjaan, melaksanakan pekerjaan tersebut sesuai rencana,
memverifikasi hasil pekerjaan terhadap hasil semula dan melakukan perbaikan
yang perlu dilakukan.
b) Fokus kepada proses (bukan pada hasil)
Orientasi pengendalian yang dilakukan adalah selama masa proses perbaikan
berjalan bukan setelah proses perbaikan berakhir. Hal ini dimaksudkan untuk
memperbaiki kualitas pemeliharaan dan meningkatkan kuantitas serta
mengurangi kerusakan.
c) Tidak menyalahkan orang lain
Maksudnya adalah saat seseorang membuat kesalahan, harus diingatkan untuk
tidak melakukannya dengan sengaja dan tidak memusatkan perhatian pada
kesalahan, akan tetapi kepada langkah bagaimana mengatasi dan mencegah
agar kesalahan yang sama tidak terjadi lagi.
d) Fokus kepada hal vital
Maksudnya dalam mengambil tindakan harus berprinsip memprioritaskan pada
hal-hal penting walau jumlahnya sedikit, dari pada kepada hal yang tidak begitu
penting walau jumlahnya banyak.
e) Fokus kepada data dan histori dengan satuan terukur
30 yang tidak tampak menjadi tampak, salah satunya melalui penggunaan analisis
statistika.
f) Fokus pada tindakan perbaikan dan pencegahan
Maksudnya melakukan tindakan perbaikan sesegera mungkin untuk
menghilangkan gejala kerusakan yang akan timbul, serta mencegah terulangnya
kerusakan yang sama.
g) Penetapan sasaran kuantitatif
Maksudnya dilakukan dengan pengendalian, pengecekan dan evaluasi secara
empiris dan terukur.
h) Berpegang pada konsep
“ mencegah lebih baik daripada mengobati” Memelihara mesin dengan baik
sebelum mesin mengalami kerusakan fatal.
i) Menggunakan prosedur tertulis terstandardisasi sebagai dasar pemeliharaan
Setiap tindakan harus dicatat dalam form yang sudah disediakan, hal ini
dilakukan untuk menghindari penyimpangan, kesalahan, kadaluarsa dan
mencegah ketidak taatan dalam pengambilan tindakan.
Disamping perhatian yang tertuju pada operator, juga perlu diperhatikan
mengenai hubungan antara atasan dan bawahan yang baik yang akan bermanfaat
dalam pengendalian pemeliharaan yang terpadu. Adapun uraiannya sebagai
berikut:
a. Penentuan masalah
Atasan sebaiknya memberikan saran-saran dan rekomendasi kepada
31 diharapkan bawahan dapat berpartisipasi penuh
b. Pencapaian sasaran
Atasan harus dapat memberikan dorongan, informasi dan delegasi wewenang
kepada bawahan. Sedangkan bawahan harus dapat memberikan respon yang
positif pada perhatian yang diberikan atasan.
c. Evaluasi hasil
Dalam hal ini, atasan harus dapat bersikap terbuka, adil dan objektif serta dapat
memberikan penghargaan terhadap hasil kerja bawahannya, dilain pihak
bawahan harus terus meningkatkan kemampuannya.
d. Tindakan hukuman
Hindari hukuman yang memberatkan. Orientasi pada pemecahan masalah baik
atasan maupun oleh bawahan.
2.10 Sistem Manajemen
Sistem manajemen sangat menentukan dalam melakukan implementasi total
productive maintenance untuk meraih kesuksesan dan berjalan sesuai dengan
harapan dan rencana yang telah ditentukan. Sinergis vertikal dan horizontal perlu
dilakukan untuk memudahkan semua orang dari semua tingkatan manajemen
dapat dengan jelas mengetahui tentang rencana menyangkut implementasi total
productive maintenance.
32 Menurut (Sutalaksana, 2005), Tingkat ketelitian dan tingkat keyakinan
adalah pencerminan tingkat kepastian yang diinginkan oleh pengukur setelah
memutuskan tidak akan melakukan pengukuran yang sangat banyak. Tingkat
ketelitian menunjukkan penyimpangan maksimum hasil pengukuran dari waktu
penyelesaian sebenarnya yang dinyatakan dalam persen. Sedangkan tingkat
keyakinan menunjukkan besarnya keyakinan pengukur bahwa hasil yang
diperoleh memenuhi syarat ketelitian tadi.Jika suatu pengukuran menggunakan
tingkat ketelitian 5% dan tingkat keyakinan 95% maka hal ini menyatakan bahwa
penyimpangan hasil pengukuran dari hasil sebenamya maksimum 5% dan
kemungkinan berhasil mendapatkan hasil yang demikian adalah 95%. Dengan
kata lain, pengukur hanya diizinkan paling banyak 5% dalam memperoleh hasil
yang menyimpang dari jumlah keseluruhan hasil pengukuran.
2.12 Mean
Mean adalah nilai rata-rata dari beberapa buah data. Nilai mean dapat
ditentukan dengan membagi jumlah data dengan banyaknya data. Mean (rata-rata)
merupakan suatu ukuran pemusatan data. Mean suatu data juga merupakan
statistik karena mampu menggambarkan bahwa data tersebut berada pada kisaran
mean data tersebut. Mean tidak dapat digunakan sebagai ukuran pemusatan untuk
jenis data nominal dan ordinal. Berdasarkan definisi dari mean adalah jumlah
seluruh data dibagi dengan banyaknya data. Dengan kata lain jika kita memiliki N
33
atau (2.1)
2.13 Uji keseragaman dan kecukupan data
Pengujian ini dilakukan karena keadaan sistem yang selalu berubah
mengakibatkan waktu penyelesaian yang dihasilkan sistem selalu berubah-ubah,
namun harus dalam batas kewajaran (Sutalaksana, 2005). Berikut ini
langkah-langkah untuk pengujian keseragaman data:
...(2.2)
Dimana:
= harga rata-rata dari seluruh data pengamatan
k = harga banyaknya data pengamataan
Hitung standar deviasi sebenarnya dari waktu penyelesaian dengan :
i 2
1 ... (2.3)
di mana :
= Harga standar deviasi dari seluruh data pengamatan
N = Jumlah pengamatan yang telah dilakukan
xi = Waktu penyelesaian yang teramati
Tentukan batas kontrol atas dan bawah (BKA dan BKB) dengan :
BKA = + ... (2.4)
34 di mana :
Zα/2 = Titik Z yang diperoleh dengan mencari nilai area kurva sebesar α/2 pada
tabel distribusi normal
Menurut Batas-batas kontrol ini merupakan batas kontrol apakah grup
”seragam” atau tidak. Jika semua rata-rata sub grup sudah berada dalam batas
kontrol, maka dapat dihitung banyaknya pengukuran yang diperlukan dengan
menggunakan rumus pengujian kecukupan data. Berikut langkah-langkah
pengujian kecukupan data yaitu dengan menggunakan rumus:
... (2.5)
di mana :
s = Persentase tingkat ketelitian
’ = Jumlah pengukuran yang diperlukan
N = Jumlah pengukuran yang telah dilakukan
Jika hasil perhitungan jumlah pengukuran waktu yang diperlukan ( ’) lebih
kecil atau sama dengan jumlah pengukuran yang telah dilakukan ( ’≤ ), maka
jumlah pengukuran telah cukup mewakili populasi yang ada. Sedangkan jika jumlah
pengukuran masih belum mencukupi, maka harus dilakukan pengukuran kembali
sampai jumlah pengukuran yang diperlukan sudah melebihi oleh jumlah yang telah
35 2.14 Time Watch Study
Tujuan dari Pengukuran kerja (work meansurement) adalah untuk
menentukan waktu rata-rata yang dibutuhkan untuk melakukan sebuah pekerjaan
oleh operator terlatih jika ia harus melakukannya selama 8 jam dalam sehari, pada
kondisi kerja yang biasa, dan bekerja dalam kecepatan normal. Waktu ini disebut
dangan waktu standar.Menurut sejarah terdapat 2 pendekatan dasar untuk
mendapatkan waktu standar. Kita menyebut ke-2 pendekatan ini dengan
pendekatan bottom up dan top down. Pendekatan bottom up dimulai dengan
melakukan pengukuran waktu dasar, disesuaikan dengan kondisi pekerja dan
kemudian diberikan kelonggaran (allowance) untuk kelelahan, kebutuhan pribadi,
dan kegiatan menunggu.Pendekatan top down digunakan dalam berbagai
kontrak-kontrak dengan para pekerja, dimana waktu standar, yaitu waktu yang dibutuhkan
oleh seorang pekerja dengan kualifikasi tertentu untuk melakukan suatu pekerjaan
yang bekerja dalam kondisi biasa, digunakan untuk menentukan besarnya jumlah
intensif yang harus dibayar pada pekerja diatas upah dasarnya. Adapun definisi
yang digunakan pendekatan yang dipakai untuk menghitung waktu standar
biasanya adalah pendekatan bottom up. Untuk itu sebaiknya kita menggali lebih
dalam pendekatan ini. Pertama kali kita harus mengetahui beberapa definisi di
bawah ini :
1. Waktu normal
Menurut (Wayne C. Turner dkk : 1993) Waktu normal adalah waktu
rata-rata yang dibutuhakan operator terlatih untuk melakukan suatu pekerjaan dalam
36 termasuk waktu longgar untuk kebutuhan pribadi dan waktu tunggu yang
mungkin akan sangat penting jika pekerjaan tersebut dilakukan selama 8 jam).
Menurut (Sutalaksana, 2005) Perhitungan waktu normal dilakukan dengan
mengalikan waktu siklus rata-rata yang diperoleh dari data pengamatan dengan
rating factor. Dalam penelitian ini, penentuan rating factor yang diberikan
menggunakan caraWestinghouse dimana penilaian dilakukan terhadap 4 faktor
yang dianggap menentukan kewajaran atau ketidakwajaran dalam bekerja yaitu
keterampilan, usaha, kondisi kerja dan konsistensi.
Rating factor = 1 + Westinghouse factor (2.6)
Setelah diperoleh hasil dari Rating Factor dilanjutkan dengan menghitung
waktu normal dengan perhitungan sebagai berikut(Sutalaksana, 2005) :
Wn = Wt x Rf (2.7)
Keterangan :
Wn = Waktu Normal.
Rf = Rating factor.
Wt = Waktu terpilih (waktu rata-rata setelah data seragam dan cukup).
Perhitungan waktu normal ini dilakukan hanya untuk waktu siklus rata-rata
yang dilakukan oleh operator. Sedangkan kecepatan normaladalah rata-rata
kecepatan operator yang terlatih dan bekerja secara bersungguh-sungguh untuk
melakukan pekerjaan selama 8 jam dalam satu hari.
37 Waktu aktual atau waktu baku adalahWaktu yang dibutuhkan oleh seorang
pekerja untuk melakukan suatu pekerjaan yang didapatkan secara langsung dari
hasil pengamatan
Perhitungan waktu baku dilakukan dengan menambahkan kelonggaran pada
waktu normal. Waktu baku juga terbagi menjadi dua bagian yaitu waktu baku
operator dan waktu baku mesin. Untuk waktu normal mesin tidak diberikan
kelonggaran sehingga waktu normal dapat langsung dijadikan waktu baku mesin.
Waktu baku penyelesaian pekerjaan adalah waktu yang dibutuhkan secara wajar
oleh seorang pekerja normal untuk menyelesaikan suatu pekerjaan yang
dijalankan dalam sistem kerja terbaik (Sutalaksana, 2005).
Kelonggaran adalah tambahan waktu yang diperlukan operator untuk
melakukan kegiatan yang termasuk dalam kelonggaran, seperti kebutuhan pribadi,
kelonggaran untuk menghilangkan rasa fatique, dan kelonggaran untuk hal-hal
yang tak terhindarkan dimana penambahannya diberikan pada waktu
normal.nilai-nilai kelonggaran untuk kebutuhan pribadi pria adalah sebesar 0 – 2,5 % dan
untuk wanita sebesar 2 – 5%. kelonggaran untuk hambatan tak terhindarkan
memiliki perbedaan untuk satu elemen pekerjaan dengan elemen pekerjaan
lainnya tergantung pada kondisi yang ada. Perhitungan nilai kelonggaran total
diperoleh dengan menjumlahkan seluruh nilai kelonggaran yang telah ditentukan.
Berikut ini langkah-langkah perhitungan waktu baku yaitu (Sutalaksana, 2005) :
1. Perhitungan Total Waktu Kelonggaran
Kelonggaran Total (All) = Ka + Kb + Kc (2.8)
38 Ka = kelonggaran untuk kebutuhan pribadi
Kb = kelonggaran untuk menghilangkan rasa fatique
Kc = kelonggaran untuk hambatan tak terhindarkan
2. Perhitungan Waktu Baku Operator
aktu aku perator bo no 1 1 - All (2.9)
Keterangan :
Wno = Waktu normal operator
3. Perhitungan Waktu Baku Mesin
Waktu Baku Mesin (Wbm) = Waktu Normal Mesin (2.10)
4. Perhitungan Waktu Baku
Waktu Baku Total (Wb) = Wbo + Wbm (2.11)
2.15 Teori Produktivitas
Setiap organisasi baik berbentuk perusahaan maupun lainnya akan selalu
berupaya agar para anggota atau pekerja yang terlibat dalam kegiatan organisasi
dapat memberikan prestasi dalam bentuk produktivitas kerja yang tinggi untuk
mewujudkan tujuan yang telah ditetapkan. Produktivitas kerja merupakan suatu
istilah yang sering digunakan dalam perencanaan pengembangan industri pada
khususnya dan perencanaan pengembangan ekonomi nasional pada umumnya.
39 produksi dan ekonomi, sering pula dikaitkan dengan pandangan sosiologi. Tidak
dapat diingkari bahwa pada akhirnya apapun yang dihasilkan melalui kegiatan
organisasi dimaksudkan untuk meningkatkan kesejahteraan masyarakat termasuk
di dalamnya tenaga kerja itu sendiri.
Menurut Basu Swastha dan Ibnu Sukotjo ( 1995: 281 ) produktivitas adalah
sebuah konsep yang menggambarkan hubungan antara hasil ( jumlah barang dan
jasa ) dengan sumber ( jumlah tenaga kerja, modal, tanah, energi, dan sebagainya )
yang dipakai untuk menghasilkan hasil tersebut.
Sedangkan konsep produktivitas menurut piagam OSLA tahun 1984 adalah
(J. Ravianto,1986: 18):
a. Produktivitas adalah konsep universal, dimaksudkan untuk menyediakan
semakin banyak barang dan jasa untuk semakin banyak orang dengan
menggunakan sedikit sumber daya.
b. Produktivitas berdasarkan atas pendekatan multidisiplin yang secara efektif
merumuskan tujuan rencana pembangunan dan pelaksanaan cara-cara produktif
dengan menggunakan sumber daya secara efektif dan efisien namun tetap
menjaga kualitas.
c. Produktivitas terpadu menggunakan keterampilan modal, teknologi
manajemen, informasi, energi, dan sumber daya lainnya untuk mutu kehidupan
yang mantap bagi manusia melalui konsep produktivitas secara menyeluruh.
d. Produktivitas berbeda di masing-masing negara dengan kondisi, potensi, dan
40 jangka panjang dan pendek, namun masing-masing negara mempunyai
kesamaan dalam pelaksanaan pendidikan dan komunikasi.
e. Produktivitas lebih dari sekedar ilmu teknologi dan teknik manajemen akan
tetapi juga mengandung filosofi dan sikap mendasar pada motivasi yang kuat
untuk terus menerus berusaha mencapai mutu kehidupan yang baik.
Menurut Handari Nawawi dan Kartini Handari, 1990:97-98). Menjelaskan
secara konkrit konsep produktivitas kerja sebagai berikut:
a. Produktivitas kerja merupakan perbandingan terbaik antara hasil yang
diperoleh dengan jumlah kerja yang dikeluarkan. Produktivitas kerja dikatakan
tinggi jika hasil yang diperoleh lebih besar dari pada sumber tenaga kerja yang
dipergunakan dan sebaliknya.
b. Produktivitas yang diukur dari daya guna (efisiensi penggunaan personal
sebagai tenaga kerja). Produktivitas ini digambarkan dari ketepatan
penggunaan metode atau cara kerja dan alat yang tersedia, sehingga volume
dan beban kerja dapat diselesaikan sesuai dengan waktu yang tersedia. Hasil
yang diperoleh bersifat non material yang tidak dapat dinilai dengan uang,
sehingga produktivitas hanya digambarkan melalui efisiensi personal dalam
pelaksanaan tugas-tugas pokoknya.
Peningkatan produktivitas merupakan dambaan setiap perusahaan,
produktivitas mengandung pengertian berkenaan denagan konsep ekonomis,
filosofis, produktivitas berkenaan dengan usaha atau kegiatan manusia untuk
menghasilkan barang atau jasa yang berguna untuk pemenuhan kebutuhan hidup
41 Sebagai konsep filosofis, produktivitas mengandung pandangan hidup dan
sikap mental yang selalu berusaha untuk meningkatkan mutu kehidupan dimana
keadaan hari ini harus lebih baik dari hari kemarin, dan mutu kehidupan hari esok
harus lebih baik dari hari ini.Hal ini yang memberi dorongan untuk berusaha dan
mengembangkan diri. Sedangkan konsep sistem, memberikan pedoman pemikiran
bahwa pencapaian suatu tujuan harus ada kerja sama atau keterpaduan dari
unsur-unsur yang relevan sebagai sistem.
Produktivitas pada dasarnya mencakup sikap mental yang selalu
mempunyai pandangan bahwa kehidupan hari kemarin harus lebih baik dari hari
ini.Cara kerja hari ini harus lebih baik dari hari kemarin dan hasil kerja yang
dicapai esok hari harus lebih baik dari yang diperoleh hari ini.(Payman J.
Simanjuntak, 1987: 34-35).
Pengertian tersebut menjelaskan bahwa di dalam meningkatkan
produktivitas kerja memerlukan sikap mental yang baik dari pegawai, disamping
itu peningkatan produktivitas kerja dapat dilihat melalui cara kerja yang
digunakan dalam melaksanakan kegiatan dan hasil kerja yang diperoleh. Sehingga
dari pengertian tersebut dapat disimpulkan bahwa di dalam produktivitas kerja
terdapat unsur pokok yang merupakan kriteria untuk menilainya. Ketiga unsur
tersebut adalah unsur-unsur semangat kerja, cara kerja, dan hasil kerja.
Unsur semangat kerja dapat diartikan sebagai sikap mental para pegawai
dalam melaksanakan tugas-tugasnya, dimana sikap mental ini ditunjukan oleh
adanya kegairahan dalam melaksanakan tugas dan mendorong dirinya untuk
42 demikian dapat dijaga dan dikembangkan terus menerus, tidak mustahil upaya
untuk meningkatkan produktivitas kerja akan dapat tercapai.
Untuk menilai semangat kerja karyawan dapat dilihat dari tanggung
jawabnya dalam melaksanakan tugas pekerjaanya. Hal ini sebagai mana
dikemukakan oleh Alfred R. Lateiner dan LE. Lavine bahwa “faktor-faktor yang
mempunyai pengaruh terhadap semangat kerja yaitu kesadaran akan tanggung
jawab terhadap pekerjaanya” (Alfred R. Lateiner dan JE. Lavine, 1983: 57).
Unsur kedua dari produktivitas kerja adalah cara kerja atau metode kerja.
Cara atau metode kerja pegawai dalam melaksanakan tugas pekerjaannya dapat
dilihat melalui kesediaan para pegawai untuk bekerja secara efektif dan efisien.
Ukuran ketiga dari produktivitas kerja adalah hasil kerja.Hasil kerja
merupakan hasil yang diperoleh dari pekerjaan yang dilaksanakan oleh
karyawan.Hasil kerja yang diperoleh oleh pegawai merupakan prestasi kerja
pegawai dalam melaksanakan tugas-tugasnya.Hasil kerja ini dapat dilihat dari
jumlah atau frekuensi di atas standar yang ditetapkan.Hal ini menandakan bahwa
karyawan tersebut produktif di dalam menyelesaikan tugas-tugas pekerjaannya.
Berdasarkan uraian tersebut diatas, maka dapat disimpulkan oleh peneliti
bahwa produktivitas kerja pegawai dapat diukur dengan adanya semangat kerja
dari pegawai dalam menyelesaikan setiap tugas yang dibebankannya, dengan
selalu berdasarkan pada cara kerja atau metode kerja yang telah ditetapkan
sehingga akan diperoleh hasil kerja yang memuaskan.
Dari pendapat di atas, dapat menyimpulkan bahwa produktivitas kerja
43 produk atau hasil kerja sesuai dengan mutu yang ditetapkan dalam waktu yang
lebih singkat dari seorang tenaga kerja.
Berdasarkan pendapat tersebut dapat ditarik kesimpulan bahwa
produktivitas adalah sikap mental dari pekerja untuk senantiasa berkarya lebih
dari apa yang telah dan sedang diusahakan dalam rangka mempercepat
pencapaian tujuan dari suatu usaha.
2.16 Peta Aliran Proses
Menurut (Sutalaksana, 1979) Peta aliran proses adalah suatu diagram yang
menunjukkan urutan-urutan dari operasi, pemeriksaan, transportasi, menunggu
dan penyimpanan yang terjadi selama satu proses atau prosedur berlangsung serta
di dalamnya memuat pula informasi-informasi yang diperlukan untuk analisa
seperti waktu yang dibutuhkan dan jarak perpindahan.Adapun kegunaan dari peta
aliran proses adalah sebagai berikut:
a. Digunakan untuk mengetahui aliran bahan atau aktivitas orang mulai awal
masuk dalam suatu proses atau prosedur sampai aktivitas terakhir.
b. Memberikan informasi mengenai waktu penyelesaian suatu proses atau
prosedur.
c. Digunakan untuk mengetahui jumlah kegiatan yang dialami bahan atau
dilakukan oleh orang selama proses atau prosedur berlangsung.
d. Sebagai alat untuk melakukan perbaikan-perbaikan proses atau metode kerja.
e. Digunakan untuk mengetahui jumlah kegiatan yang dialami bahan atau
44 f. Mempermudah proses analisa untuk mengetahui tempat-tempat dimana terjadi
ketidak efisienan pekerjaan.
2.17 Peta Kerja
Peta kerja adalah salah satu alat analisis dan komunikasi yang sistematis dan
jelas berisikan informasi semua langkah yang dialami suatu objek (benda kerja)
sejak awal proses sampai menjadi produk akhir untuk merancang dan
memperbaiki sistem kerja. Peta ini menggambarkan secara grafik langkah-langkah
yang muncul selama proses berlangsung. Biasanya diawali dengan bahan baku
yang masuk dalam pabrik dan mengalami beberapa langkah, seperti transportasi,
inspeksi, operasi, dan penyimpanan hingga menjadi barang jadi(Wayne C. Tuner
dkk, 1993).
Melalui peta kerja, dapat diberikan usulan perbaikan yang tepat untuk
beberapa operasi yang dapat dieliminasi, operasi yang dapat dikombinasikan, rute
yang lebih baik untuk jalannya bahan baku, pengurangan waktu delay antara
operasi, dan perbaikan lainnya. Seluruh perbaikan itu akan membuat kualitas
produk mengingkat dengan biaya seminimal mungkin. Peta kerja membantu
menampilkan dampak perubahan dalam dari salah satu proses.
Beberapa tahun yang lalu, Gilbreths menentukan sekumpulan simbol
45 Mechanical Engineers merupakan standar simbol peta kerja yang terbagi menjadi
lima, seperti dalam tabel 2.3. Simbol-simbol ini merupakan modifikasi dari
simbol Gilbreths.
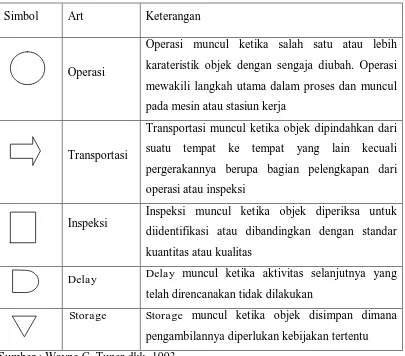
Tabel 2.1. Simbol Peta Kerja
Simbol Art Keterangan
Operasi
Operasi muncul ketika salah satu atau lebih karateristik objek dengan sengaja diubah. Operasi mewakili langkah utama dalam proses dan muncul pada mesin atau stasiun kerja
Transportasi
Transportasi muncul ketika objek dipindahkan dari suatu tempat ke tempat yang lain kecuali pergerakannya berupa bagian pelengkapan dari operasi atau inspeksi
Inspeksi
Inspeksi muncul ketika objek diperiksa untuk diidentifikasi atau dibandingkan dengan standar kuantitas atau kualitas
Delay Delay muncul ketika aktivitas selanjutnya yang telah direncanakan tidak dilakukan
Storage Storage muncul ketika objek disimpan dimana pengambilannya diperlukan kebijakan tertentu Sumber : Wayne C. Tuner dkk, 1993
2.18 Pengukuran Kerja
Menurut (Wayne C. Tuner dkk, 1993) Tujuan dari sistem pengukuran kerja
adalah untuk menentukan waktu rata-rata yang dibutuhkan oleh operator terlatih
untuk melakukan suatu pekerjaan jika ia harus melakukan selama 8 jam dalam
46 Terdapat 2 (dua) pendekatan dasar untuk mendapatkan waktu standar yaitu
bottom up dan top down. Pendekatan bottom up dimulai dengan melakukan
pengukuran waktu dasar, disesuaikan dengan kondisi pekerja dan kemudian
diberikan kelonggaran (allowance) untuk kelelahan, kebutuhan pribadi, dan
kegiatan menunggu. Pendekatan top down digunakan dalam berbagai
kontrak-kontrak dengan pekerja, dimana waktu standar, yaitu waktu yang dibutuhkan oleh
seorang pekerja dengan kualifikasi tertentu untuk melakukan suatu pekerjaan
yang bekerja dalam kondisi biasa, digunakan untuk menentukan besarnya jumlah
insentif yang harus dibayar pada pekerja diatas upah dasarnya.
Menurut (Zulian Yamit, 2002), terdapat beberapa teknik yang berbeda
untuk melakukan pengukuran kerja, yaitu pertama metode pendekatan studi
langsung, dimana observasi dilakukan terhadap para pekerja yang terdiri dari time
study, dan sampling activity. Kedua, metode pendekatan studi tidak langsung yang
terdiri dari waktu sintesis, waktu gerakan yang ditetapkan lebih dahulu, dan
estimasi analisis. Dari kedua metode tersebut yang paling terkenal dan paling
banyak digunakan adalah metode langsung, yaitu time study dan sampling
activity.
Time study atau telaah waktu merupakan suatu teknik observasi langsung,
dimana para praktisi time study mengamati seorang pekerja, mencatat waktu dari
apa yang sedang di kerjakan untuk menentukan nilai pekerjaan tersebut. Misalnya,
seorang pekerja diobservasi untuk melaksanakan pekerjaan tertentu dari saat
mulai hingga saat selesai dan hasilnya 10 menit. Waktu yang diobservasi
47 kelonggaran (allowances). Kemampuan pekerja tersebut kemudian dinilai
(rating), yaitu dibandingkan secara mental dengan pekerja yang memenuhi syarat
48
BAB III
METODOLOGI PENELITIAN
3.1 Waktu dan Tempat Penelitian
Penelitian ini dilaksanakan mulai bulan September hingga bulan November
2012 di PT. Bhumi Phala Perkasa, Jl , Kecamatan Balikpapan Selatan,
Kalimantan Timur
3.2Metode Penelitian
Dalam penelitian kali ini pengambilan data diambil dengan dua cara yaitu:
1. Studi Literatur
Mengumpulkan data mengenai teori-teori yang berisikan tentang definisi,
jenis spesifikasi, cara kerja, serta fungsi dari perakitan radiator itu sendiri
yang diambil dari brosur, part book, shop manual, dan data hasil survey
lapangan.
2. Experiment
Mengikuti kegiatan prosedural dari disa sembly, pembersihan,
pengecekkan, repair, asembly, painting, hingga proses packing.
3.3Peralatan Penelitian
Adapun peralatan yang digunakan dalam penelitian ini adalah:
a. Stop watch
b. Alat tulis
c. Papan scaner
49 e. Tube Assembly
f. Tool Seal
g. Tool Brush
3.3 Prosedur Penelitian
Dalam penelitian peneliti mengikuti prosedur kerja PT. Bhumi Phala Perkasa
yang dikeluarkan oleh Departement PPIC serta Shop Drawing. Setelah schedule
pekrjaaan dikeluarkan departement produksi merencanakan pengadaan bahan
yang diperlukan, maka departement produksi siap untuk melakuakn perakitan
radiator dan peneliti siap untuk memulai penelitiannya dengan langkah kerja
penelitian :
a. Persiapan radiator
b. Assembly upper tank
c. Asembly core
d. Pengamplasan upper tank
e. Proses cleaning
f. Pengetesan radiator
g. Penyolderan core dengan timah
h. Penyolderan uper tank
i. Ekspand core
j. Pengecatan radiator
50
3.4 Data Penelitian
Optimasi perakitan radiator dengan pendekatan total produktive maintenance,
yang kemudian dicatat semua parameter pembacaan instrumentasi, yang
mencakup:
a. Lama proses sebelum dan sesudah menerapkan Total Produktive Maintenance.
b. Kendala yang terjadi pada saat proses perakitan radiator.
c. Keselamatan kerja yang diperhatikan saat proses perakitan radiator.
3.5Variabel Penelitian
Ada duajenis variabel yang terkait didalam penelitian ini :
1. Variabel Bebas merupakan variabel stimulus atau variabel yang
mempengaruhi variabel lain. Variabel bebas merupakan variabel yang
faktornya di ukur, di manipulasi, atau di pilih oleh peneliti untuk
menentukan hubungannya dengan suatu gejala yang di observasi. Varibel
bebas dalam penelitian ini :
Jumlah Radiator
Waktu siklus
2. Variabel Terikat merupakan variabel yang memberikan reaksi atau respon
51 yang faktornya di amati dan di ukur untuk menentukan pengaruh yang di
sebabkan oleh variabel bebas. Varibel terikat dalam penelitian ini :
Waktu proses perakitan.
Ketersediaan part radiator
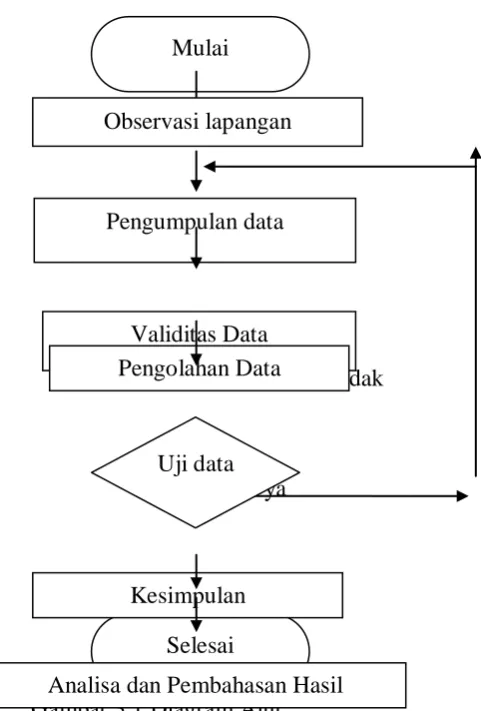
3.6 Diagram Alur
tidak
ya
Gambar 3.1 Diagram Alur Mulai
Selesai Observasi lapangan
Pengumpulan data
Validitas Data Pengolahan Data
Kesimpulan
52 Diagram Alur Penelitian adalah sarana grafis untuk menggambarkan
langkah-langkah dalam suatu proses. Fungsi Diagram Alur Penelitian dalam suatu
organisasi diantaranya adalah :
1. Menyederhanakan bentuk suatu proses sehingga lebih mudah untuk
dipahami.
2. Mengidentifikasi pelanggan internal dan pelanggan eksternal dalam
organisasi.
3. Memberikan gambaran mengenai pelaku yang bertanggung jawab atas
aktivitas yang dilakukan.
4. Menghindari adanya kemungkinan aktivitas yang tumpang tindih atau yang
“terlewat”.
Banyak simbol yang digunakan dalam pembuatan diagram alir. Tetapi untuk
keperluan praktis, kita sudah cukup dengan memakai symbol-simbol berikut ini :
Menggambarkan “kegiatan”.
Menggambarkan “keputusan”.
Menggambarkan “pemberhentian”.
= Menggambarkan “jalan proses”.
53
BAB IV
ANALISA DAN PEMBAHASAN
4.1. Identifikasi Data Penelitian
Adapun data-data yang mendukung dalam penelitian dimaksud :
1. Data Lokasi penelitian
Peneliti melakukan pengamatan dan identifikasi secara langsung pada area
penelitian. Dari penelitian tersebut diperoleh sejumlah informasi lapangan :
a. Luas area work shop 750 m2.
b. Luas area pit yang merupakan area ore seluas 24 m2.
c. Kapasitas perakitan radiator D10 cat dalam satu minggu 3 unit radiator.
d. Kapasitas maksimal unit yang akan di repair dalam seminggu 3 unit.
e. Jumlah operator 2 orang.
f. Data perakitan pada bulan september hingga bulan november
- Jam kerja per hari 8 jam. Data perakitan bulan januari 2012
Tabel 4.1 Data perakitan bulan September 2012
jenis jumlah tanggal awal perbaikan tanggal selesai perbaikan lama waktu (jam)
cat d10 1 04-Sep-12 05-Sep-12 8,5
cat d10 1 05-Sep-12 06-Sep-12 9
cat d10 1 09-Sep-12 10-Sep-12 8
cat d10 1 15-Sep-12 15-Sep-12 7
cat d10 1 18-Sep-12 19-Sep-12 8,5
cat d10 1 22-Sep-12 23-Sep-12 7,5
cat d10 1 25-Sep-12 26-Sep-12 8
cat d10 1 26-Sep-12 27-Sep-12 7
cat d10 1 28-Sep-12 29-Sep-12 7
54 Berdasarkan data diatas untuk jumlah unit radiator yang diperbaiki sebesar 9
unit dengan waktu tempuh rata-rata 7,83 jam dari sejumlah output yang
dihasilkan pada bulan september. Jika waktu tempuh rata-rata sebesar 7,83
maka dengan memperhatikan sejumlah waktu tempuh tiap unit pada tanggal
mulai hingga akhir dari proses perakitan pada bulan bulan september tingkat
capaian produktifitas belum optimal. Adapun produktifitas yang dicapai dari
waktu tempuh :
1.Untuk waktu tempuh 9 jam, maka produktitas sebesar :
Produktitas utput nput
Produktitas , 3
Produktitas 0,87
Dari hasil perhitungan produktifitas unit radiator yang dirakit pada
bulan september menghasilkan produktifitas sebesar 0,87 dalam hal
ini 0,87 < 1 artinya capaian produktifitas dari waktu proses peraktian
belum optimal.
2.Untuk waktu tempuh 8,5 jam, maka produktifitas sebesar :
Produktitas utput nput
Produktitas , 3 ,
Produktitas 0,92
Sebagaimana hal diatas, bahwa untuk waktu tempuh 8,5 jam menghasilkan, 0,92 < 1 artinya capaian produktifitas dari waktu proses peraktian belum optimal.
55
Produktitas utput nput
Produktitas , 3
Produktitas 0,88
Sebagaimana hal diatas, bahwa untuk waktu tempuh 8 jam menghasilkan, 0,98 > 1 artinya capaian produktifitas dari waktu proses peraktian belum optimal.
4.Untuk waktu tempuh 7 jam, maka produktifitas sebesar :
Produktitas utput nput
Produktitas ,
Produktitas 1,12
Sebagaimana hal diatas, bahwa untuk waktu tempuh 7 hari menghasilkan, 1,12 > 1 artinya capaian produktifitas dari waktu proses peraktian optimal.
Terkait dengan perhitungan diatas, berdasarkan hasil monitoring dari
proses perakitan diatas diperoleh hasil sebagaimana tabel berikut.
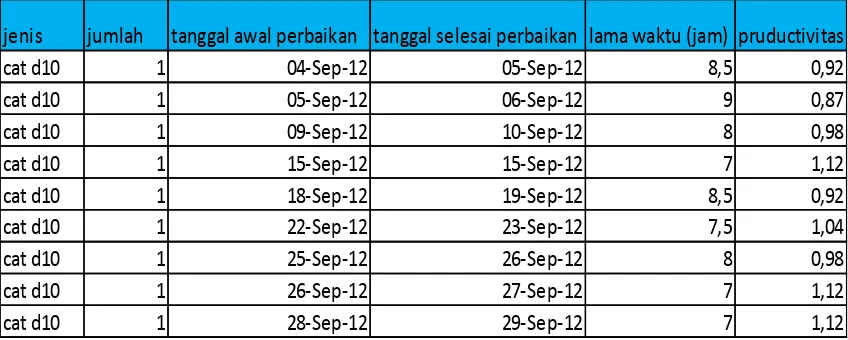
Tabel 4.2 Produktivitas waktu tempuh perakitan bulan september
56
jenis jumlah tanggal awal perbaikan tanggal selesai perbaikan lama waktu (jam) pruductivitas
cat d10 1 04-Sep-12 05-Sep-12 8,5 0,92
cat d10 1 05-Sep-12 06-Sep-12 9 0,87
cat d10 1 09-Sep-12 10-Sep-12 8 0,98
cat d10 1 15-Sep-12 15-Sep-12 7 1,12
cat d10 1 18-Sep-12 19-Sep-12 8,5 0,92
cat d10 1 22-Sep-12 23-Sep-12 7,5 1,04
cat d10 1 25-Sep-12 26-Sep-12 8 0,98
cat d10 1 26-Sep-12 27-Sep-12 7 1,12
cat d10 1 28-Sep-12 29-Sep-12 7 1,12
Pengolahan data : Hasil produktifitas
- Data perakitan bulan oktober 2012
Tabel 4.3 Data perakitan bulan oktober 2012
no jumlah tanggal awal perbaikan tanggal selesai perbaikan lama waktu (jam)
cat d10 1 01-Okt-12 02-Okt-12 7,5
cat d10 1 05-Okt-12 06-Okt-12 9
cat d10 1 07-Okt-12 08-Okt-12 10
cat d10 1 14-Okt-12 15-Okt-12 8
cat d10 1 15-Okt-12 16-Okt-12 8
cat d10 1 17-Okt-12 18-Okt-12 8
cat d10 1 22-Okt-12 23-Okt-12 8,5
cat d10 1 25-Okt-12 25-Okt-12 7
cat d10 1 27-Okt-12 27-Okt-12 7
cat d10 1 29-Okt-12 30-Okt-12 9
Sumber data : Monitoring outstanding PT. Bhumi Phala Perkasa
Berdasarkan data diatas untuk jumlah unit radiator yang dirakit
sebesar 10 unit dengan waktu tempuh rata-rata 8,4 jam dari sejumlah
output yang dihasilkan pada bulan oktober. Jika waktu tempuh
rata-rata sebesar 8,4 jam maka dengan memperhatikan sejumlah waktu
57 pada bulan bulan oktober tingkat capaian produktifitas belum optimal.
Adapun produktifitas yang dicapai dari waktu tempuh :
1. Untuk waktu tempuh 10 jam, maka produktitas sebesar :
Produktitas utput nput
Produktitas , 1
Produktitas 0,84
Dari hasil perhitungan produktifitas unit radiator yang dirakit
pada bulan oktober menghasilkan produktifitas sebesar 0.84,
dalam hal ini 0,84 < 1, artinya capaian produktifitas dari waktu
proses peraktian belum optimal.
2. Untuk waktu tempuh 9 jam, maka produktifitas sebesar :
Produktitas utput nput
Produktitas ,
Produktitas 0,93
Sebagaimana hal diatas, bahwa untuk waktu tempuh 9 jam
menghasilkan, 0,93 < 1 artinya capaian produktifitas dari waktu
proses peraktian belum optimal.
3. Untuk waktu tempuh 6 hari, maka produktifitas sebesar :
Produktitas utput nput
Produktitas ,
58 Sebagaimana perhitungan diatas, bahwa untuk waktu tempuh 8
jam menghasilkan, 1,05 > 1 artinya capaian produktifitas dari
waktu proses peraktian optimal.
4. Untuk waktu tempuh 7,5 jam, maka produktifitas sebesar :
Produktitas utput nput
Produktitas ,
Produktitas 1,12
Sebagaimana perhitungan diatas, bahwa untuk waktu tempuh 7,5
jam menghasilkan, 1,12 > 1 artinya capaian produktifitas dari
waktu proses peraktian optimal.
5. Untuk waktu tempuh 7 jam, maka produktifitas sebesar :
Produktitas utput nput
Produktitas ,
Produktitas 1,20
Sebagaimana perhitungan diatas, bahwa untuk waktu tempuh 7
jam menghasilkan, 1,20 > 1 artinya capaian produktifitas dari
waktu proses peraktian optimal.
Terkait dengan perhitungan diatas, berdasarkan hasil monitoring dari
proses perakitan diatas diperoleh hasil sebagaimana tabel berikut.
59
jenis jumlah tanggal awal perbaikan tanggal selesai perbaikan lama waktu (jam) pruductivitas
cat d10 1 01-Okt-12 02-Okt-12 7,5 1,12
cat d10 1 05-Okt-12 06-Okt-12 9 0,93
cat d10 1 07-Okt-12 08-Okt-12 10 0,84
cat d10 1 14-Okt-12 15-Okt-12 8 1,05
cat d10 1 15-Okt-12 16-Okt-12 8 1,05
cat d10 1 17-Okt-12 18-Okt-12 8 1,05
cat d10 1 22-Okt-12 23-Okt-12 8,5 0,99
cat d10 1 25-Okt-12 25-Okt-12 7 1,20
cat d10 1 27-Okt-12 27-Okt-12 7 1,20
cat d10 1 29-Okt-12 30-Okt-12 9 0,93
Pengolahan data : Hasil produktifitas
- Data perakitan bulan november 2012
Tabel 4.5 Data perakitan bulan november 2012
no jumlah tanggal awal perbaikan tanggal selesai perbaikan lama waktu (jam)
cat d10 1 02-nov-12 03-nov-12 7,5
cat d10 1 05-nov-12 06-nov-12 8,5
cat d10 1 07-nov-12 08-nov-12 7
cat d10 1 12-nov-12 13-nov-12 7
cat d10 1 13-nov-12 14-nov-12 8
cat d10 1 14-nov-12 15-nov-12 9
cat d10 1 19-nov-12 20-nov-12 7,5
cat d10 1 23-nov-12 24-nov-12 7,5
cat d10 1 24-nov-12 25-nov-12 8
cat d10 1 27-nov-12 28-nov-12 9
cat d10 1 31-nov-12 01-Des-12 8
Sumber data : Monitoring outstanding PT. X
Berdasarkan data diatas untuk jumlah unit radiator yang dirakit
sebesar 11 unit dengan waktu tempuh rata-rata 7,90 jam dari sejumlah
output yang dihasilkan pada bulan november. Jika waktu tempuh
rata-rata sebesar 7,90 jam maka dengan memperhatikan sejumlah waktu
60 pada bulan bulan november tingkat capaian produktifitas belum
optimal. Adapun produktifitas yang dicapai dari waktu tempuh :
1. Untuk waktu tempuh 9 jam, maka produktitas sebesar :
Produktitas utput nput
Produktitas ,
Produktitas 0,88
Dari hasil perhitungan produktifitas unit yang dirakit pada bulan
november menghasilkan produktifitas sebesar 0.96, dalam
perhitungan ini 0,96 < 1, artinya capaian produktifitas dari waktu
proses peraktian belum optimal.
2. Untuk waktu tempuh 8,5 jam, maka produktifitas sebesar :
Produktitas utput nput
Produktitas , ,
Produktitas 0,93
Sebagaimana perhitungan diatas, bahwa untuk waktu tempuh 8,5
jam menghasilkan, 1,02 > 1 artinya capaian produktifitas dari
waktu proses peraktian belum optimal.
3. Untuk waktu tempuh 8 jam, maka produktifitas sebesar :
Produktitas utput nput
Produktitas ,
61 Sebagaimana perhitungan diatas, bahwa untuk waktu tempuh 8
jam menghasilkan, 1,08 > 1 artinya capaian produktifitas dari
waktu proses peraktian sudah optimal.
4. Untuk waktu tempuh 7,5 jam, maka produktifitas sebesar :
Produktitas utput nput
Produktitas ,
Produktitas ,05
Sebagaimana perhitungan diatas, bahwa untuk waktu tempuh 7,5
jam menghasilkan, 1,16 > 1 artinya capaian produktifitas dari
waktu proses peraktian sudah optimal.
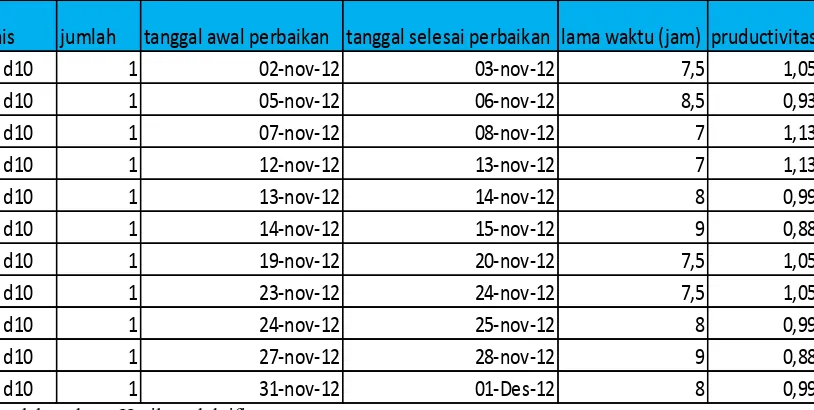
Tabel 4.6. Produktivitas waktu tempuh perakitan bulan november
2012
jenis jumlah tanggal awal perbaikan tanggal selesai perbaikan lama waktu (jam) pruductivitas
cat d10 1 02-nov-12 03-nov-12 7,5 1,05
cat d10 1 05-nov-12 06-nov-12 8,5 0,93
cat d10 1 07-nov-12 08