BAB III
TINJAUAN PUSTAKA
3.1. Human Error1
1. Error pada proses operasi
Menurut Dhillon, human error didefenisikan sebagai kegagalan untuk menyelesaikan sebuah tugas atau pekerjaan yang spesifik (atau melakukan tindakan yang tidak diizinkan) yang dapat menimbulkan gangguan terhadap jadwal operasi atau mengakibatkan kerusakan benda dan peralatan.
Menurut Meister, human error dapat diklasifikasikan ke dalam beberapa kategori, yaitu :
Error yang terjadi pada proses ini berhubungan dengan batas waktu pekerjaan
yang harus diselesaikan operator. Hampir semua error yang terjadi disebabkan oleh batas waktu yang tidak bisa dipenuhi dalam proses operasi. Adapun situasi yang menyebabkan terjadinya error pada proses operasi, yaitu :
a. Kurangnya prosedur yang jelas.
b. Kompleksitas pekerjaan dan kondisi yang berlebihan. c. Buruknya proses seleksi dan pelatihan terhadap operator.
d. Kecerobohan dan kurangnya minat operator terhadap pekerjaan. e. Kondisi lingkungan kerja yang buruk.
2. Error pada proses perakitan
Error jenis ini disebabkan oleh manusia dan terjadi pada proses perakitan
produk. Adanya error tersebut terjadi sebagai hasil dari kurangnya keahlian yang dimiliki oleh operator. Beberapa contoh dari proses perakitan adalah : a. Pemasangan komponen yang tidak tepat.
b. Menghilangkan sebuah komponen.
c. Hasil rakitan yang tidak sesuai dengan blueprint (standar) dari perusahaan. d. Penyolderan yang tidak tepat.
e. Kabel yang dipasang pada komponen terbalik.
Selain itu, Dhillon (1987) juga menjelaskan bahwa menurut penelitian Meister lainnya di tahun 1976 ditemukan banyak faktor yang dapat menyebabkan terjadinya error di bagian produksi. Beberapa diantaranya adalah :
a. Pencahayaan yang kurang baik. b. Tingkat kebisingan yang berlebihan. c. Rancangan fasilitas kerja yang buruk.
d. Komunikasi dan informasi buruk dan temperatur yang berlebihan. e. Pelatihan dan pengawasan yang kurang memadai.
f. Standard Operating Procedure (SOP) yang buruk.
3. Error pada proses perancangan
Error jenis ini disebabkan oleh hasil rancangan yang kurang sesuai dengan
sistem kerja. Hal ini merupakan kegagalan untuk mengimplementasikan kebutuhan manusia dalam rancangan, kurang tepatnya fungsi yang dirancang
1
dan kegagalan untuk memperhitungkan efektivitas interaksi antara manusia dan mesin. Beberapa faktor yang menjadi penyebab terjadinya error pada proses perancangan adalah terburu-burunya dalam melakukan perancangan, kesalahan menginterpretasikan solusi dengan teliti dalam perancangan.
4. Error pada proses inspeksi
Tujuan dari kegiatan inspeksi adalah menemukan adanya kecacatan atau kesalahan. Namun, pada kegiatan inspeksi juga dapat terjadi error karena inspeksi yang dilakukan belum 100% akurat.
5. Error pada proses instalasi
Error jenis ini terjadi pada proses instalasi peralatan dan tergolong ke dalam
error jangka pendek. Salah satu penyebab utama terjadinya error selama
proses instalasi adalah kegagalan operator untuk melakukan instalasi peralatan sesuai dengan instruksi atau blueprint yang telah diberikan.
6. Error pada proses perawatan
Error yang terjadi pada proses perawatan disebabkan tidak tepatnya tindakan
perbaikan ataupun perawatan yang dilakukan oleh operator. Beberapa contohnya adalah tidak melakukan kalibrasi peralatan, pelumasan pada bagian-bagian yang tidak seharusnya dan lain-lain.
2
1. Sebab-sebab primer
Sebab-sebab human error dapat dibagi menjadi :
Hlm. 44-48.
2
Sebab-sebab primer merupakan sebab-sebab human error pada level individu. Untuk menghindari kesalahan pada level ini, ahli teknologi cenderung menganjurkan pengukuran yang berhubungan ke individu, misalnya meningkatkan pelatihan, pendidikan, dan pemilihan personil.
2. Sebab-sebab manajerial
Penekanan peran dari pelaku individual dalam kesalahan merupakan suatu hal yang tidak tepat. Kesalahan merupakan sesuatu yang tidak dapat dihindarkan, pelatihan dan pendidikan mempunyai efek yang terbatas dan penipuan atau kelalaian akan selalu terjadi, tidak ada satupun penekanan penggunaan teknologi yang benar akan mencegah terjadinya kesalahan. Fakta ini telah diakui secara luas pada literatur kesalahan dalam industri yang beresiko tinggi. 3. Sebab-sebab global
Kesalahan yang berada di luar kontrol manajemen, meliputi tekanan keuangan, tekanan waktu, tekanan sosial dan budaya organisasi.
3.2. Hierarchial Task Analysis (HTA)3
Hierarchial Task Analysis (HTA) merupakan salah satu metode yang
digunakan dalam proses analisa task. HTA merupakan metode yang paling sering digunakan karena penerapannya yang sangat detail, mudah dan langsung mengenai sasaran. Task Analysis (TA) merupakan metode formal untuk mendeskripsikan dan menganalisa interaksi manusia dengan sistem. Analisa task
mendefenisikan dengan detail peran operator dalam suatu sistem tersebut. TA
3
mendeskripsikan apa yang operator perlu lakukan dalam bentuk aktivitas fisik maupun kognitif untuk mencapai goal sistem.
Langkah-langkah dalam menggunakan metode HTA (Human Task
Analysis) adalah sebagai berikut:
1. Pendeskripsian ulang proses
Pendeskripsian ulang tentang proses yang terjadi sangat penting dilakukan agar informasi yang diperoleh untuk digambarkan ke dalam diagram HTA sesuai dengan kondisi nyata dimana pekerjaan tersebut dilakukan. Untuk menghindari deskripsi pekerjaan dalam HTA menjadi sangat kompleks, maka diagram yang digambarkan dapat disusun ke dalam beberapa diagram yang terpisah agar lebih memudahkan dalam memahami hubungan setiap elemen pekerjaan. Ketentuan dalam menyusun HTA ke dalam beberapa diagram yang terpisah adalah:
a. Skenario pekerjaan berbeda
Meskipun terdapat dua pekerjaan dengan tujuan yang sama dengan elemen pekerjaannya masing-masing namun saling pararel, maka kedua pekerjaan tersebut dapat dipisah.
interaksi manusia-mesin dalam perawatan atau perbaikan menggunakan mesin tersebut untuk melakukan perawatan atau perbaikan.
c. Pekerjaan yang sama namun dilakukan oleh operator yang berbeda
Diagram HTA untuk pekerjaan ini dapat dipisahkan jika interaksi antar operator yang bekerja tersebut sedikit.
2. Stopping rules (aturan untuk berhenti)
Dengan adanya pendeskripsian ulang proses, maka informasi yang diperoleh untuk digambarkan ke dalam diagram HTA sesuai dengan kondisi nyata dimana pekerjaan tersebut dilakukan. Namun, adakalanya informasi yang diperoleh tersebut perlu dibatasi sesuai dengan topik yang akan dianalisis sehingga tidak semua pekerjaan harus digambarkan dalam HTA. Pembatasan dilakukan agar bahasan dapat lebih dalam dan terarah sesuai dengan pokok permasalahan yang ada. Ketentuan ini disebut dengan stopping rules (aturan berhenti) bukan berarti pemberhentian untuk mendeskripsikan ulang pekerjaan, tetapi mengenai pembatasan pekerjaan apa saja yang akan digambarkan ke dalam HTA sesuai dengan topik masalahnya.
3. Plan (Rencana)
a. Hubungan linier sederhana atau urutan proses secara linier b. Urutan linier dengan beberapa syarat atau ketentuan
Elemen pekerjaan berikutnya dapat dikerjakan jika kondisi tertentu pada elemen pekerjaan sebelumnya telah tercapai.
c. Daftar pekerjaan bebas
Artinya adalah operator bebas untuk memilih melakukan pekerjaan yang mana terlebih dahulu.
d. Kondisional atau pilihan bebas
Artinya operator dapat memilih dengan bebas melakukan pekerjaan yang mana apabila telah melakukan pekerjaan sebelumnya.
e. Continual attainment looping
Hubungan ini menjelaskan bahwa pekerjaan berikutnya akan dilanjutkan apabila suatu kondisi tertentu telah dipenuhi.
f. Continual lopping
Contoh hubungan ini seperti pekerjaan pemantauan dan pengendalian yang pada waktu-waktu tertentu dilakukan secara pararel dengan pekerjaan lainnya.
g. Concurrent task
3.3. Systematic Human Error Reduction and Prediction Approach (SHERPA)4
SHERPA pada awalnya dirancang untuk membantu orang dalam proses industri (misalnya, konvensional dan daya nuklir, pengolahan petrokimia, ekstraksi minyak, gas dan listrik) (Embrey, 1986). Contoh dari aplikasi SHERPA diterapkan pada prosedur untuk mengisi tangki chorine yang ditemukan Kirwas (1994). Sebuah contoh dari SHERPA diterapkan untuk minyak dan eksplorasi gas yang ditemukan Stanton dan Wilson (2000). Domain aplikasi telah diperluas dalam beberapa tahun terakhir untuk menyertakan tiket mesin (Baber dan Stanton,
Systematic Human Error Reduction and Prediction Approach (SHERPA)
dikembangkan oleh Embrey sebagai teknik untuk memprediksi human error yang juga menganalisis tugas dan mengidentifikasi solusi potensial untuk error secara terstruktur. Teknik ini didasarkan pada taksonomi human error, dan dalam bentuk aslinya itu ditentukan mekanisme psikologis yang terlihat dalam kesalahan.
Secara umum, sebagian besar teknik-teknik untuk memprediksi human
error memiliki dua kunci masalah (Stanton,2002). Pertama dari masalah ini
berkaitan dengan kurangnya representasi lingkungan eksternal atau objek. Kedua, cenderung ada banyak ketergantungan yang dibuat untuk analisis mengambil keputusan. Berbeda analis, dengan pengalaman yang berbeda, dapat membuat prediksi yang berbeda mengenai masalah yang sama (disebut interanalyst
relianility). Demikian pula, analis yang sama mungkin membuat penilaian yang
berbeda pada kesempatan yang berbeda (intraanalyst reliability).
4
1996), mesin penjual otomatis (Stanton dan Stevenage,998), dan mesin radio kaset mobil (Stanton dan Young,1999).
Prosedur yang harus dilakukan dalam menggunakan metode SHERPA, yaitu sebagai berikut :
1. Hierarchical Task Analysis (HTA)
Tahap pertama untuk menggunakan metode SHERPA dalam menganalisis
human error adalah dengan menyusun seluruh daftar pekerjaan ke dalam
diagram HTA sehingga pekerjaan yang akan dianalisis menjadi lebih rinci dan sistematis. Keterangan mengenai HTA telah dibahas pada bagian sebelumnya. 2. Klasifikasi pekerjaan
Setiap daftar pekerjaan yang telah diuraikan dalam diagram HTA selanjutnya diklasifikasi ke dalam beberapa tipe error. Adapun tipe-tipe error yang digunakan dalam metode SHERPA adalah sebagai berikut :
a. Action (tindakan), contohnya : menekan tombol, menekan saklar, membuka pintu
b. Retrieval (perolehan atau pencarian), contohnya : memperoleh informasi
dari layar atau secara manual lewat kertas
c. Checking (pemeriksaan), contohnya : melakukan sebuah prosedur
pemeriksaan
d. Selection (pemilihan), contohnya : memilih satu alternatif di antara
beberapa alternatif yang ada
e. Information (informasi), contohnya : berkomunikasi dengan orang lain
3. Identifikasi human error
Prosedur identifikasi error adalah dengan menyusun daftar pekerjaan yang telah diklasifikasikan ke dalam beberapa tipe error di tahap sebelumnya sesuai kategori yang cocok pada Tabel 3.1. sampai dengan Tabel 3.5 berikut ini. Tabel 3.1. Kategori Action Error Berdasarkan Metode SHERPA
Kode Action Error
A1 Operasi terlalu lama/cepat
A2 Tindakan yang salah dalam membagi waktu A3 Tindakan dalam urutan yang salah
A4 Tindakan terlalu sedikit/banyak A5 Tindakan tidak sesuai
A6 Tindakan tepat namun pada objek yang salah A7 Tindakan salah namun pada objek yang tepat A8 Tindakan ditiadakan
A9 Tindakan tidak lengkap
A10 Tindakan salah pada objek yang salah
Sumber : Stanton, Neville (Ed), et al. (2005 : 37-38)
Tabel 3.2. Kategori Checking Error Berdasarkan Metode SHERPA Kode Checking Error
C1 Pemeriksaan ditiadakan C2 Pemeriksaan tidak lengkap
C6 Pemeriksaan salah pada objek yang salah
Sumber : Stanton, Neville (Ed), et al. (2005 : 37-38)
Tabel 3.3. Kategori Retrieval Error Berdasarkan Metode SHERPA Kode Retrieval Error
R1 Informasi yang diperoleh sesuai R2 Informasi yang diperoleh salah R3 Penerimaan informasi tidak lengkap
Sumber : Stanton, Neville (Ed), et al. (2005 : 37-38)
Tabel 3.4. Kategori Communication Error Berdasarkan Metode SHERPA Kode Communication Error
11 Informasi tidak disampaikan 12 Penyampaian informasi tidak tepat 13 Penyampaian informasi tidak lengkap
Sumber : Stanton, Neville (Ed), et al. (2005 : 37-38)
Tabel 3.5. Kategori Selection Error Berdasarkan Metode SHERPA
Kode Selection Error S1 Pemilihan ditiadakan
S2 Salah dalam melakukan pemilihan
Sumber : Stanton, Neville (Ed), et al. (2005 : 37-38)
4. Analisis konsekuensi
error. Konsekuensi dapat berupa akibat yang akan terjadi pada manusia, mesin, peralatan, lingkungan, bahkan mempengaruhi sistem kerja secara keseluruhan apabila terjadi human error. Jika dibutuhkan, daftar konsekuensi untuk satu jenis pekerjaan boleh lebih dari satu, dengan ketentuan bahwa konsekuensi tersebut diurutkan dari tingkat resiko yang tertinggi sampai terendah.
5. Analisis pemulihan
Pemulihan dalam hal ini dimaksudkan pada tindakan-tindakan yang dapat dilakukan untuk memperbaiki error. Pada umumnya, di kolom recovery
ditujukan apakah operator melanjutkan pekerjaannya atau melakukan alternatif pekerjaan lain yang merupakan usaha untuk memperbaiki error yang terjadi. Pekerjaan apa yang akan dilakukan operator juga merupakan implikasi dari daftar konsekuensi yang dibuat di kolom sebelumnya. Jika tidak dibutuhkan, maka dapat dituliskan kata ‘tidak ada’ sehingga dapat disesuaikan dengan kepentingan masing-masing.
6. Penilaian probabilitas error ordinal
Nilai probabilitas ordinal yang digunakan dalam metode SHERPA adalah rendah, sedang, atau tinggi. Ketentuan dalam analisis probabilitas error ordinal dalam metode SHERPA adalah:
b. Jika selama ini error pada item pekerjaan yang dianalisis pernah terjadi beberapa waktu yang lalu namun dengan frekuensi yang sedikit, maka nilai ordinal probabilitas error nya sedang dan diberi tanda M (medium).
c. Jika selama ini error pada item pekerjaan yang dianalisis terjadi beberapa waktu yang lalu dengan frekuensi yang tinggi, maka nilai ordinal probabilitas error nya tinggi dan diberi tanda H (high).
Penilaian probabilitas error ordinal dilakukan berdasarkan data historis kesalahan operator dalam item pekerjaan yang dianalisis dan/atau wawancara dengan orang yang ahli dalam pekerjaan tersebut, misalnya supervisor terkait. 7. Analisis tingkat kritis
Jika konsekuensi error yang muncul sifatnya kritis (contoh: mengakibatkan kerugian yang tidak dapat ditoleransi), maka pada item pekerjaan yang dianalisis harus ditandai sebagai item pekerjaan yang kritis. Tanda yang digunakan sebagai petunjuk bahwa error dari item pekerjaan yang dianalisis bersifat kritis adalah tanda seru (!), sedangkan untuk error yang sifatnya tidak kritis diberi tanda pisah (-). Tingkat kritisnya error dalam suatu item pekerjaan dapat diketahui dari dampak yang diakibatkan terhadap lantai produksi, fasilitas, proses, produk, atau operator yang melakukan pekerjaan.
8. Strategi untuk memperbaiki error
a. Peralatan, contohnya adalah memodifikasi atau merancang ulang peralatan yang digunakan selama ini.
b. Pelatihan, contohnya menyusun materi-materi pelatihan yang lebih efektif agar diperoleh hasil yang lebih baik.
c. Prosedur, contohnya perancangan peraturan baru, perbaikan prosedur yang lama, atau pembuatan prosedur yang baru.
d. Organisasional, contohnya melakukan perubahan pada kebijakan-kebijakan organisasi dan manajemen atau perubahan budaya organisasi.
3.4. Human Error Assessment and Reduction Technique (HEART)5
1. Identifikasi seluruh jenis pekerjaan yang harus dilakukan oleh operator. Dapat dilakukan dengan melakukan pengamatan, wawancara dan pencatatan uraian
Fungsi pertama proses perhitungan HEART adalah untuk mengelompokkan task dalam kategori generalnya dan nilai level nominal untuk
human unreliability menurut tabel HEART generic categories (Kirwan, 1994).
Berikutnya adalah mengidentifikasi kondisi yang mengakibatkan terjadinya error
(Error Producing Conditions, EPCs) yang ditunjukkan dalam bentuk skenario
yang memberikan pengaruh negatif terhadap performansi manusia. Jadi HEART merupakan bagian dari perhitungan keandalan yang diartikan sebagai seberapa besar operator melakukan kesalahan dalam task yang seharusnya dilakukan.
Tahapan yang dilakukan untuk menentukan nilai HEP dengan menggunakan metode HEART adalah sebagai berikut :
5
pekerjaan operator sehingga peneliti dapat memahami secara menyeluruh mengenai tugas-tugas yang harus dikerjakan oleh operator.
2. Mengkategorikan setiap item pekerjaan ke salah satu dari 8 kategori yang ada di tabel Generic Task Type (GTT).
Setiap item pekerjaan yang dikategorikan harus benar-benar sesuai. Oleh karena itu, diperlukan wawancara langsung dengan supervisor atau orang yang berpengalaman terhadap pekerjaan tersebut. Selain itu, nominal human error
probability juga masih dapat disesuaikan berdasarkan wawancara dengan
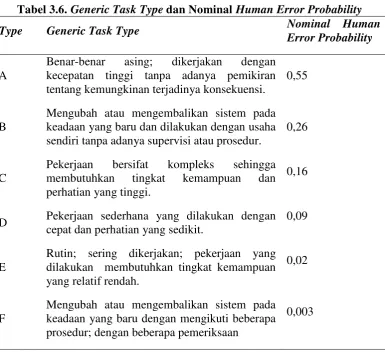
supervisor. Adapun nilai nominal human error probability dapat dilihat dalam Tabel 3.6.
Tabel 3.6. Generic Task Type dan Nominal Human Error Probability
Type Generic Task Type Nominal Human
Error Probability
A
Benar-benar asing; dikerjakan dengan kecepatan tinggi tanpa adanya pemikiran tentang kemungkinan terjadinya konsekuensi.
0,55
B
Mengubah atau mengembalikan sistem pada keadaan yang baru dan dilakukan dengan usaha sendiri tanpa adanya supervisi atau prosedur.
0,26
C
Pekerjaan bersifat kompleks sehingga membutuhkan tingkat kemampuan dan perhatian yang tinggi.
0,16
D Pekerjaan sederhana yang dilakukan dengan cepat dan perhatian yang sedikit.
0,09
E
Rutin; sering dikerjakan; pekerjaan yang dilakukan membutuhkan tingkat kemampuan yang relatif rendah.
0,02
F
Mengubah atau mengembalikan sistem pada keadaan yang baru dengan mengikuti beberapa prosedur; dengan beberapa pemeriksaan
G
Sepenuhnya dikenali; dirancang dengan baik; sering dikerjakan; tugas rutin terjadi beberapa kali per jam; dilakukan untuk standar tertinggi dengan sangat termotivasi; personil sangat terlatih dan berpengalaman; terdapat waktu untuk memperbaiki kesalahan potensial; tetapi tanpa alat bantu kerja yang signifikan
0,0004
H
Merespon perintah sistem dengan tepat bahkan ketika ada tambahan atau sistem pengawasan otomatis yang disediakan untuk menghasilkan interpretasi yang akurat tentang keadaan sistem.
0,00002
Sumber : Sandom, Carl dan Roger S. Harvey (Ed.) (2009:180)
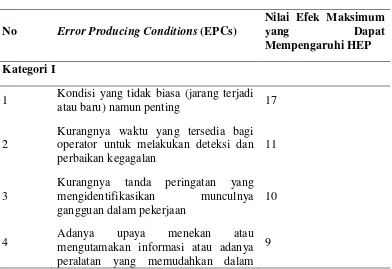
3. Identifikasi Error Producing Conditions (EPCs) sesuai dengan skenario yang ada di tabel HEART EPCs.
EPCs merupakan faktor-faktor yang dapat mempengaruhi tingkat kegagalan kerja operator atau dalam istilah yang lain disebut dengan Performance
Shaping Factors (PSFs). EPCs dapat dilihat pada Tabel 3.7.
Tabel 3.7. Error Producing Conditions (EPCs)
No Error Producing Conditions (EPCs)
Nilai Efek Maksimum
yang Dapat Mempengaruhi HEP
Kategori I
1 Kondisi yang tidak biasa (jarang terjadi atau baru) namun penting 17
2
Kurangnya waktu yang tersedia bagi operator untuk melakukan deteksi dan perbaikan kegagalan
11
3
Kurangnya tanda peringatan yang mengidentifikasikan munculnya gangguan dalam pekerjaan
10
4 Adanya upaya menekan atau mengutamakan informasi atau adanya peralatan yang memudahkan dalam
mengakses suatu informasi
5
Tidak ada saran untuk menyampaikan informasi spesial dan fungsional untuk operator dalam format yang dengan mudah dipahami operator tersebut
8
6
Adanya ketidasesuaian antara model yang terdapat pada operator dengan yang diimajinasikan oleh perancang
8
7
Tidak ada prosedur yang jelas dalam memperbaiki kesalahan kerja yang tidak disengaja
8
8 Informasi yang diterima berlebihan 6
9
Dibutuhkan teknik (cara) yang berbeda dari biasanya dalam melakukan perkerjaan
6
10
Perlu adanya transfer pengetahuan tertentu dalam setiap pekerjaan yang dilakukan, namun tanpa adanya informasi yang hilang atau berkurang
5,5
11
Ambiguitas dalam standar performansi yang diberikan (batasan standar performansi tidak jelas)
5
12
Adanya ketidaksesuaian antara persepsi terhadap resiko dengan resiko nyata yang terjadi
4
13
Feedback dari sistem buruk, ambigu,
atau tidak sesuai dengan yang diharapkan
4
14
Tindakan yang dimaksudkan untuk mengontrol pekerjaan yang dilakukan tidak jelas dan terlambat
Tabel 3.7. Error Producing Conditions (EPCs) (Lanjutan)
No Error Producing Conditions (EPCs)
Nilai Efek Maksimum
yang Dapat Mempengaruhi HEP
15
Operator tidak berpengalaman (operator yang telah memenuhi syarat dalam melakukan pekerjaannya, tapi belum tergolong ahli)
3
16
Kesesuaian informasi yang diinginkan yang disampaikan dalam prosedur dan interaksi antarpekerja buruk
3
17
Pemeriksaan secara independen terhadap output (hasil) sedikit atau mungkin tidak diperiksa
3
Kategori II
18
Ada konflik yang terjadi mengenai tujuan jangka pendek dan tujuan jangka panjang
2,5
19
Informasi yang diterima tidak seragam sehingga mempersulit proses pemeriksaan
2,5
20
Tingkat pendidikan operator tidak sesuai dengan kebutuhan kerja yang seharusnya
2
21
Ada pemberian insentif kepada operator untuk melakukan prosedur kerja lain yang lebih berbahaya
2
22
Sedikit waktu yang diberikan untuk melatih pikiran dan tubuh pada saat melakukan pekerjaan
1,8
23 Peralatan tidak andal (dengan penilaian
langsung) 1,6
24
Diperlukan adanya tenaga yang lebih ahli dari operator yang biasa melakukan pekerjaannya
1,6
jelas
26
Tidak ada cara yang jelas untuk menjaga atau meningkatkan pengawasan selama melakukan pekerjaan
1,4
Sumber : Sandom, Carl dan Roger S. Harvey (Ed.).(2009:181-182)
Nilai EPCs yang tercantum pada Tabel 3.7 merupakan nilai yang diperoleh berdasarkan hasil eksperimen mengenai pengaruh faktor-faktor tersebut terhadap performansi manusia dalam bekerja. Aturan untuk menentukan EPCs adalah faktor-faktor yang masuk ke dalam kategori II dapat digunakan apabila telah memperhatikan seluruh faktor yang ada di kategori I. Hal tersebut karena kecilnya perbandingan nilai efek terhadap human error probability. Dalam menentukan EPCs yang dapat mempengaruhi nilai HEP dapat dilakukan dengan menggunakan teknik expert judgement, baik dari peneliti maupun dari supervisor terkait yang telah berpengalaman terhadap SOP dan operator yang mengerjakannya. Oleh karena itu, keputusan untuk menentukan EPCs yang akan digunakan dalam proses kuantifikasi dengan metode HEART harus didasarkan pada tingkat kritisnya suatu pekerjaan dan operator yang melakukan pekerjaan tersebut.
4. Menentukan proporsi efek atau Assessed Proportion of Effect (APOE) dan menghitung besarnya nilai Assessed Effect (AE) dari setiap EPCs yang telah diidentifikasi.
Nilai Assessed Effect (AE) ditentukan dengan menggunakan persamaan : AEi = ((Max. Effect-1) x APOE) + 1
Keterangan : a. i = AE ke i
c. Nilai APOE diperoleh dengan menggunakan teknik expert judgment, yaitu dngan mewawancarai pihak yang telah berpengalaman dalam pekerjaan yang dianalisis, misalnya supervisor terkait. Penilaian dengan cara ini adalah satu-satunya teknik yang dapat digunakan dan belum ada panduan yang jelas mengenai teknik lainnya yang lebih objektif di beberapa literatur yang membahas metode HEART. Nilai maksimum APOE setiap EPCs adalah 1 dan jumlah APOE dari semua EPCs tidak harus sama dengan 1. 5. Menghitung total nilai AE
Total nilai AE dihitung dengan menggunakan persamaan : Total AE = AEI x AE2 x AE3 x ... x Aen
Dimana n adalah banyaknya AE yang diidentifikasi sebagai faktor EPCs. 6. Melakukan perhitungan nilai Human Error Probability (HEP)
Nilai HEP dihitung dengan menggunakan persamaan : HEP = Nominal HEP x Total AE
Keterangan :
a. HEP = Human Error Probability
b. Nominal HEP = Nilai nominal HEP yang diperoleh dari Tabel GTT pada langkah ke-2.
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian
Penelitian dilakukan di PT. Sumatera Timberindo Industry yang berlokasi di Jl. Batang Kuis Km 2 Desa Buntu Bedimbar, Tanjung Morawa, Kabupaten Deli Serdang, Sumatera Utara. Waktu penelitian dilakukan pada bulan Februari-Juni 2017.
4.2. Jenis Penelitian
Penelitian ini digolongkan sebagai penelitian deskriptif, yaitu penelitian yang memaparkan pemecahan masalah terhadap satu masalah yang ada secara sistematis dan faktual berdasarkan fakta.
4.3. Objek Penelitian
Objek penelitian yang diamati adalah seluruh operator yang ada pada proses produksi pintu mexicano.
4.4. Variabel Penelitian
Variabel-variabel yang terdapat dalam penelitian ini adalah sebagai berikut:
1. Variabel Dependen
2. Variabel Independen a. Kesalahan cara kerja b. Prosedur kerja
c. Ketidaktelitian operator
4.5. Kerangka Berpikir
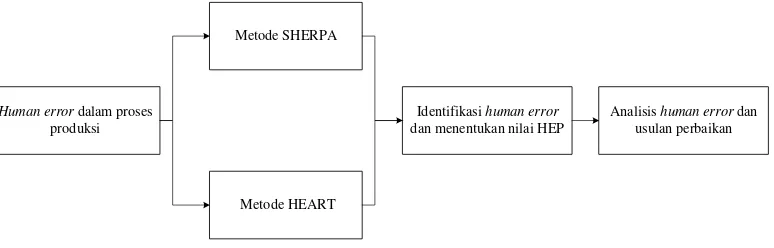
Kerangka berpikir menunjukkan hubungan logis antara faktor/variabel penting yang telah diidentifikasi untuk menganalisis masalah penelitian (Sinulingga, 2015). Kerangka berpikir yang terdapat dalam penelitian ini diawali data kecacatan proses produksi, kemudian dilakukan identifikasi dengan pendekatan SHERPA untuk menganalisis human error. Kemudian dilakukan analisis untuk menemukan akar penyebab kecacatan, kemudian dengan metode HEART untuk menemukan nilai HEP (Human Error Probability). Yang menjadi kerangka berpikir dari penelitian ini dapat dilihat pada Gambar 4.1.
Gambar 4.1. Kerangka Berpikir
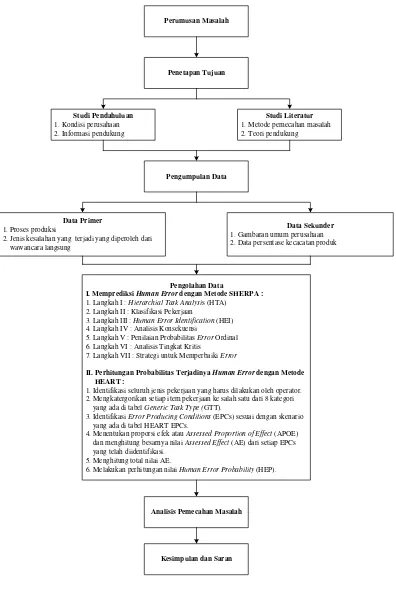
4.6. Blok Diagram Rancangan Penelitian
Penelitian dilaksanakan dengan mengikuti langkah-langkah sebagai :
Human error dalam proses produksi
Metode SHERPA
Analisis human error dan usulan perbaikan
Metode HEART
Identifikasi human error
1. Studi pendahuluan untuk menentukan masalah yang akan diteliti.
2. Pengumpulan data primer berupa proses produksi dan jenis kesalahan yang terjadi yang diperoleh dari hasil wawancara.
3. Pengumpulan data sekunder yang berasal dari arsip perusahaan.
Perumusan Masalah 1. Metode pemecahan masalah 2. Teori pendukung
Pengumpulan Data
Data Primer 1. Proses produksi
2. Jenis kesalahan yang terjadi yang diperoleh dari wawancara langsung
Data Sekunder 1. Gambaran umum perusahaan 2. Data persentase kecacatan produk
Pengolahan Data
I. Memprediksi Human Error dengan Metode SHERPA : 1. Langkah I : Hierarchial Task Analysis (HTA)
2. Langkah II :Klasifikasi Pekerjaan
3. Langkah III : Human Error Identification (HEI) 4. Langkah IV : Analisis Konsekuensi
5. Langkah V : Penilaian Probabilitas Error Ordinal 6. Langkah VI : Analisis Tingkat Kritis
7. Langkah VII : Strategi untuk Memperbaiki Error
II. Perhitungan Probabilitas Terjadinya Human Error dengan Metode HEART :
1. Identifikasi seluruh jenis pekerjaan yang harus dilakukan oleh operator. 2. Mengkatergorikan setiap item pekerjaan ke salah satu dari 8 kategori yang ada di tabel Generic Task Type (GTT).
3. Identifikasi Error Producing Conditions (EPCs) sesuai dengan skenario yang ada di tabel HEART EPCs.
4. Menentukan proporsi efek atau Assessed Proportion of Effect (APOE) dan menghitung besarnya nilai Assessed Effect (AE) dari setiap EPCs yang telah diidentifikasi.
5. Menghitung total nilai AE.
6. Melakukan perhitungan nilai Human Error Probability (HEP).
Analisis Pemecahan Masalah
Kesimpulan dan Saran
4.7. Pengumpulan Data
Jenis data yang dikumpulkan pada penelitian ini adalah data primer dan data sekunder.
1. Data Primer
Data primer adalah data yang diperoleh melalui proses pengukuran dengan bantuan suatu instrumen. Data yang termasuk dalam kategori ini adalah uraian proses pengolahan produk pintu dan jenis kesalahan yang sering terjadi yang diperoleh dari wawancara langsung di PT. Sumatera Timberindo Industry.
2. Data Sekunder
Data sekunder bersumber dari dokumen perusahaan yang dapat diperoleh dari pihak manajemen di bagian produksi. Data yang termasuk dalam kategori ini adalah data jumlah kecacatan produk pintu. Setelah data dikumpulkan, dilakukan pengolahan data untuk digunakan sebagai sumber informasi dalam melaksanakan analisa terhadap masalah yang ada.
4.8. Instrumen Penelitian
Instrumen yang digunakan dalam pengumpulan data ini adalah lembar kerja (work sheet) dan alat tulis untuk mencatat jumlah kecacatan produksi yang terjadi selama proses produksi, serta wawancara langsung kepada operator dan
4.9. Metode Pengumpulan Data
Metode yang digunakan dalam mengumpulkan data, yaitu : 1. Observasi (Pengamatan)
Pengamatan dilakukan untuk mengetahui urutan proses produksi, kemampuan operator.
2. Dokumentasi
Dokumentasi yang diambil adalah dokumen-dokumen perusahaan, baik historis maupun sekarang. Dokumentasi dilakukan terhadap data jumlah kecacatan produksi.
3. Wawancara
Wawancara dilakukan dengan melakukan proses tanya jawab terhadap pihak yang bertanggung jawab.
4. Studi kepustakaan, yaitu mencatat dan mempelajari data-data yang berasal dari perusahaan serta teori-teori yang berhubungan dengan pemecahan masalah dari berbagai buku yang sesuai dengan permasalahan yang diamati.
4.10. Metode Pengolahan Data
Pengolahan data dilakukan dengan menggunakan metode :
1. Metode SHERPA (Systematic Human Error Reduction and Prediction
Approach)
a. Hierarchical Task Analysis (HTA)
Tahap pertama untuk menggunakan metode SHERPA dalam menganalisis
human error adalah dengan menyusun seluruh daftar pekerjaan ke dalam
diagram HTA sehingga pekerjaan yang akan dianalisis menjadi lebih rinci dan sistematis. Keterangan mengenai HTA telah dibahas pada bagian sebelumnya
b. Klasifikasi pekerjaan
Setiap daftar pekerjaan yang telah diuraikan dalam diagram HTA selanjutnya diklasifikasi ke dalam beberapa tipe error
c. Identifikasi human error
Prosedur identifikasi error adalah dengan menyusun daftar pekerjaan yang telah diklasifikasikan ke dalam beberapa tipe error di tahap sebelumnya sesuai kategori yang cocok
d. Analisis konsekuensi
Pada tahap ini, dilakukan penyusunan daftar konsekuensi yang paling mungkin terjadi jika suatu pekerjaan yang dilakukan operator termasuk ke dalam tipe error
e. Analisis pemulihan
Pemulihan dalam hal ini dimaksudkan pada tindakan-tindakan yang dapat dilakukan untuk memperbaiki error. Pada umumnya, di kolom recovery
ditujukan apakah operator melanjutkan pekerjaannya atau melakukan alternatif pekerjaan lain yang merupakan usaha untuk memperbaiki error
f. Penilaian probabilitas error ordinal
Nilai probabilitas ordinal yang digunakan dalam metode SHERPA adalah rendah, sedang, atau tinggi
g. Analisis tingkat kritis
Jika konsekuensi error yang muncul sifatnya kritis (contoh: mengakibatkan kerugian yang tidak dapat ditoleransi), maka pada item pekerjaan yang dianalisis harus ditandai sebagai item pekerjaan yang kritis
h. Strategi untuk memperbaiki error
Tahap terakhir dalam metode SHERPA adalah menyusun rencana strategis dan tindakan-tindakan yang perlu dilakukan agar dapat mereduksi error
2. Metode HEART (Human Error Assessment and Reduction Technique) Langkah-langkah dalam menggunakan metode HEART adalah :
a. Identifikasi seluruh jenis pekerjaan yang harus dilakukan oleh operator. Dapat dilakukan dengan melakukan pengamatan, wawancara dan pencatatan uraian pekerjaan operator sehingga peneliti dapat memahami secara menyeluruh mengenai tugas-tugas yang harus dikerjakan oleh operator. b. Mengkategorikan setiap item pekerjaan ke salah satu dari 8 kategori yang
ada di tabel Geberic Task Type (GTT). Setiap item pekerjaan yang dikategorikan harus benar-benar sesuai. Oleh karena itu, diperlukan wawancara langsung dengan supervisor atau orang yang berpengalaman terhadap pekerjaan tersebut.
mempengaruhi tingkat kegagalan keja operator atau dalam istilah yang lain disebut dengan Performance Shaping Factors (PSFs).
d. Menentukan proporsi efek atau Assessed Proportion of Effect (APOE) dan menghitung besarnya nilai Assessed Effect (AE) dari setiap EPCs yang telah diidentifikasi.
e. Menghitung total nilai AE.
f. Melakukan perhitungan nilai Human Error Probability (HEP).
4.11. Kesimpulan dan Saran
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data
5.1.1. Uraian Proses Pengolahan Produk Pintu Mexicano
Dalam proses pengolahan pintu mexicano urutan proses yang harus dilakukan adalah sebagai berikut :
1. Pembuatan ukuran partical board
Bahan baku atau partical board akan dibentuk sesuai dengan ukuran yang telah ditetapkan oleh pelanggan
2. Pembuatan liping steal
Bahan baku liping steal akan dibentuk sesuai dengan ukuran yang telah ditetapkan
3. Pengeleman secara manual
Proses penyatuan dua bagian kayu dengan menggunakan lem untuk membentuk komponen pintu bagian inti yang masih sederhana.
4. Pengepresan awal 5. Pembuatan ukiran
Pembuatan ukiran dari komponen pintu dengan menggunakan mesin shaper. Komponen tersebut kemudian di bor dengan menggunakan mesin bor.
6. Pemasangan liping tanam
7. Penghalusan (sanding)
Sebelum dihaluskan, komponen-komponen yang lebarnya kurang dari spesifikasi yang ditetapkan akan didempul terlebih dahulu. Penghalusan dilakukan dengan menggunakan mesin sanding
8. Pemilihan warna veneer 9. Pemasangan veneer (manual) 10. Pengepresan akhir
11. Pemotongan veneer 12. Pembentukan
13. Finishing
Finishing merupakan proses revisi dengan melakukan penyisipan,
pembersihan/penghalusan secara manual dengan menggunakan kertas pasir dilanjutkan dengan pembersihan debu dengan menggunakan air gun.
14. Inspeksi
Diperiksa kembali hasil akhir 15. Pengepakan
5.1.2. Jenis Kesalahan yang Terjadi
Berdasarkan data historis dan wawancara langsung dengan pembimbing lapangan, beberapa kesalahan yang sering terjadi pada saat proses pengolahan pintu mexicano adalah sebagai berikut :
1. Kurangnya pengontrolan saat pengepresan sehingga adanya kayu yang retak karena kelamaan
2. Kurangnya keahlian dan ketelitian saat proses pengukiran
3. Kurangnya pengontrolan dan ketelitian dalam proses memberi lem sehingga komponen yang dihasilkan tidak optimal (kayunya tidak nempel sempurna) 4. Kesalahan pengontrolan waktu mesin saat proses pengetaman sehingga
produk yang dihasilkan kurang baik.
5.2. Pengolahan Data
5.2.1. Analisa Human Error yang Terjadi dengan Metode SHERPA (Systematic Human Error Reduction and Prediction Approach)
Langkah-langkah yang harus dilakukan dalam penentuan human error
dengan menggunakan metode SHERPA adalah sebagai berikut : 1. Langkah I : Hierarchical Task Analysis (HTA) 2. Langkah II : Klasifikasi Pekerjaan
3. Langkah III : Identifikasi Human Error
4. Langkah IV : Analisis Konsekuensi
5. Langkah V : Penilaian Probabilitas Error Ordinal 6. Langkah VI : Analisis Tingkat Kritis
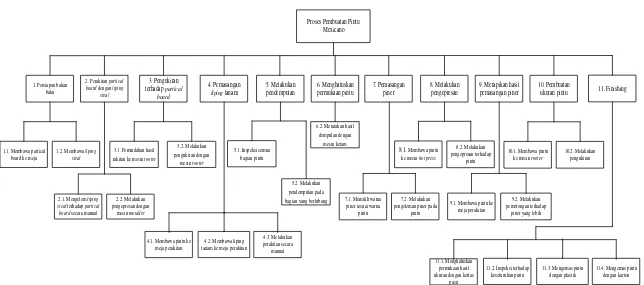
5.2.1.1. Hierarchical Task Analysis (HTA)
Proses Pembuatan Pintu Mexicano
1. Persiapan bahan baku
1.1. Membawa partical board ke meja
1.2. Membawa liping steal
2. Perakitan partical board dengan liping
steal
2.1. Mengelem liping steal terhadap partical board secara manual
2.2. Melakukan pengepresan dengan
mesin moulder
3. Pengukiran terhadap partical
board
7.1. Memilih warna piner sesuai warna
pintu
7.2. Melakukan pengeleman piner pada
pintu 3.1. Pemindahan hasil
rakitan ke mesin rooter
3.2. Melakukan pengukiran dengan
mesin rooter
4.2. Membawa liping tanam ke meja perakitan
4.3. Melakukan perakitan secara
manual 4.1. Membawa pintu ke
meja perakitan
5.1. Inspeksi semua bagian pintu
5.2. Melakukan pendempulan pada bagian yang berlubang
9. Merapikan hasil pemasangan piner
10. Pembuatan
ukuran pintu 11. Finishing
8.1. Membawa pintu ke mesin hot press
8.2. Melakukan pengepresan terhadap
pintu
9.1. Membawa pintu ke meja perakitan
9.2. Melakukan pemotongan terhadap
piner yang lebih 10.1. Membawa pintu
ke mesin rooter
10.2. Melakukan pengukiran
11.3. Mengemas pintu dengan plastik
11.4. Mengemas pintu dengan karton 11.2. Inspeksi terhadap
keseluruhan pintu 11.1. Menghaluskan
permukaan hasil ukuran dengan kertas
pasir 6.2. Meratakan hasil
dempulan dengan mesin ketam
5.2.1.2. Klasifikasi Pekerjaan
Setiap daftar pekerjaan yang telah diuraikan dalam diagram HTA selanjutnya diklasifikasikan ke dalam beberapa tipe error. Tipe-tipe error yang digunakan dalam metode SHERPA, yaitu :
1. Action, cthnya : menekan tombol dan membuka pintu
2. Checking, cthnya : Melakukan sebuah prosedur pemeriksaan
3. Selection, cthnya : memilih satu alternatif di antara beberapa alternatif yang ada
Daftar pekerjaan untuk proses pembuatan pintu mexicano secara rinci dapat dilihat pada Tabel 5.1
Tabel 5.1. Klasifikasi Kerja Proses Pembuatan Pintu Mexicano
Kode Uraian Kerja Klasifikasi
1.1 Membawa partical board ke meja Action
1.2 Membawa liping steal Action
2.1
Mengelem liping steal terhadap partical board secara manual
Action
2.2 Melakukan pengepresan dengan mesin moulder Action
3.1 Membawa hasil rakitan ke mesin rooter Action
3.2 Melakukan pengukiran dengan mesin rooter Action
4.1 Membawa pintu ke meja perakitan Action
4.3 Melakukan perakitan secara manual Action
5.1 Inspeksi semua bagian pintu Checking
Tabel 5.1. Klasifikasi Kerja Proses Pembuatan Pintu Mexicano (Lanjutan)
Kode Uraian Kerja Klasifikasi
5.2 Melakukan pendempulan pada bagian yang berlubang Action
6.1 Meratakan hasil dempulan dengan mesin ketam Action
7.1 Memilih warna piner sesuai warna pintu Selection
7.2 Melakukan pengeleman piner pada pintu Action
8.1 Membawa pintu ke mesin hot press Action
8.2 Melakukan pengepresan terhadap pintu Action
9.1 Membawa pintu ke meja perakitan Action
9.2 Melakukan pemotongan terhadap piner yang lebih Action
10.1 Membawa pintu ke mesin rooter Action
10.2 Melakukan pengukiran Action
11.1
Menghaluskan permukaan hasil ukiran dengan kertas pasir
Action
11.3 Mengemas pintu dengan plastik Action
11.4 Mengemas pintu dengan karton Action
5.2.1.3. Human Error Identification (HEI)
Prosedur identifikasi error adalah dengan menyusun daftar pekerjaan yang telah diklasifikasikan ke dalam beberapa tipe error di tahap sebelumnya sesuai kategori yang cocok pada tabel kategori error menurut metode SHERPA. Kategori action error
berdasarkan metode SHERPA adalah sebagai berikut: A1 : Operasi terlalu lama/cepat
A4 : Tindakan terlalu sedikit/banyak A5 : Tindakan tidak sesuai
A6 : Tindakan tepat namun pada objek yang salah A7 : Tindakan salah namun pada objek yang tepat C2 : Pemeriksaan tidak lengkap
C5 : Pemeriksaan yang salah dalam membagi waktu S2 : Salah dalam melakukan pemilihan
Identifikasi error dapat dilihat pada Tabel 5.2.
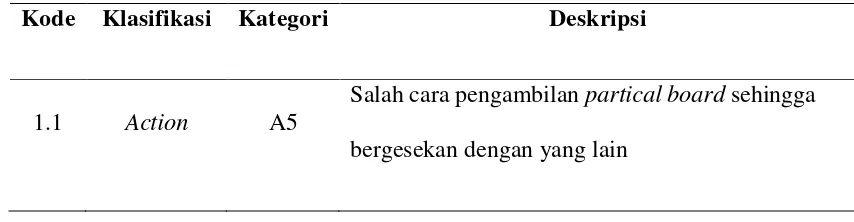
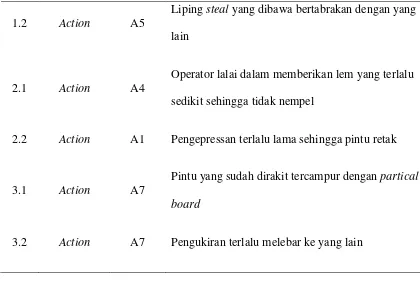
Tabel 5.2. Identifikasi Error Kerja pada Proses Pembuatan Pintu Mexicano
Kode Klasifikasi Kategori Deskripsi
1.1 Action A5
1.2 Action A5
Liping steal yang dibawa bertabrakan dengan yang lain
2.1 Action A4
Operator lalai dalam memberikan lem yang terlalu sedikit sehingga tidak nempel
2.2 Action A1 Pengepressan terlalu lama sehingga pintu retak
3.1 Action A7
Pintu yang sudah dirakit tercampur dengan partical board
3.2 Action A7 Pengukiran terlalu melebar ke yang lain
Tabel 5.2. Identifikasi Error Kerja pada Proses Pembuatan Pintu Mexicano (Lanjutan)
Kode Klasifikasi Kategori Deskripsi
4.1 Action A5
Pintu yang telah diukir tercampur dengan yang belum diukir
4.2 Action A5
Operator lalai dalam mengukur liping tanam sesuai ukiran
4.3 Action A6
Peletakan liping tanam tidak pada tempat yang seharusnya
keseluruhan
5.2 Action A4 Dempul yang diberikan operator terlalu sedikit
6.1 Action A6 Perataan ke bagian yang tidak di dempul
7.1 Selection S2
Warna veneer yang dipilih operator tidak sesuai dengan warna pintu
7.2 Action A4
Operator lalai dalam memberikan lem yang terlalu sedikit sehingga tidak terlalu nempel
8.1 Action A7
Pintu yang sudah dirakit tercampur dengan bagian lain
8.2 Action A1 Pengepressan terlalu lama sehingga veneer retak
9.1 Action A5
Pintu yang sudah dirakit dengan veneer tercampur dengan pintu yang belum dirakit dengan veneer
Tabel 5.2. Identifikasi Error Kerja pada Proses Pembuatan Pintu Mexicano (Lanjutan)
Kode Klasifikasi Kategori Deskripsi
9.2 Action A7 Veneer dipotong tidak sesuai dengan ukuran pintu
10.1 Action A7 Salah meletakkan pintu pada meja perakitan
11.1 Action A6
Bagian yang tidak diukir diratakan dengan kertas pasir
11.2 Checking C5 Ada bagian pintu yang belum rata
11.3 Action A4 Plastik yang diberikan terlalu sedikit
11.4 Action A4 Karton yang diberikan terlalu sedikit
5.2.1.4. Analisis Konsekuensi
Pada tahap ini, dilakukan penyusunan daftar konsekuensi yang paling mungkin terjadi jika suatu pekerjaan yang dilakukan operator termasuk kedalam tipe error. Konsekuensi dapat berupa akibat yang akan terjadi pada manusia, mesin, peralatan, lingkungan, bahkan mempengaruhi sistem kerja secara keseluruhan apabila terjadi
humanerror. Berikut adalah hasil identifikasi konsekuensi kerja.
Tabel 5.3. Analisis Konsekuensi Kerja pada Proses Pembuatan Pintu Mexicano
Kode Kategori
Error Deskripsi Error Konsekuensi
1.1 A5 Salah cara pengambilan partical board
sehingga bergesekan dengan yang lain Partical board terkelupas
1.2 A5 Liping steal yang dibawa bertabrakan dengan yang lain
Liping steal yang dibawa tergesek dan tidak sesuai lagi
Tabel 5.3. Analisis Konsekuensi Kerja pada Proses Pembuatan Pintu Mexicano (Lanjutan)
Error
2.1 A4 Operator lalai dalam memberikan lem yang terlalu sedikit
Perakitan tidak sempurna dan harus dilakukan pengulangan
2.2 A1 Pengepressan yang terlalu lama Pintu yang dipress akan retak
3.1 A7 Pintu yang sudah dirakit tercampur dengan partical board
Pekerjaan jadi lama karena operator harus memilah lagi
3.2 A7 Pengukiran terlalu melebar ke yang lain Lebih banyak dempul yang digunakan
4.1 A5 Pintu yang telah diukir tercampur dengan yang belum diukir
Pekerjaan jadi lama karena operator harus memilah lagi
4.2 A5 Operator lalai dalam mengukur liping tanam sesuai ukiran
Perakitan yang dilakukan tidak berjalan
4.3 A6 Peletakan liping tanam tidak pada tempat yang seharusnya
Terjadinya
ketidaksesuaian terhadap pintu
5.1 C2 Operator hanya memeriksa sebagian saja tidak keseluruhan
Ada bagian pintu yang bolong tidak didempul 5.2 A4 Dempul yang diberikan operator terlalu
sedikit
Terdapat rongga yang kosong pada pintu 6.1 A6 Perataan ke bagian yang tidak di dempul Pintu semakin menipis 7.1 S2 Warna veneer yang dipilih operator tidak
sesuai dengan warna pintu
Warna produk yang dihasilkan terlihat jelek
7.2 A4
Operator lalai dalam memberikan lem yang terlalu sedikit sehingga tidak terlalu nempel
Perakitan tidak sempurna dan harus dilakukan pengulangan
8.1 A7 Pintu yang sudah dirakit tercampur dengan
lagi
8.2 A1 Pengepressan terlalu lama Veneer yang ikut dipress akan pecah
9.1 A5
Pintu yang sudah dirakit dengan veneer tercampur dengan pintu yang belum dirakit dengan veneer
Pekerjaan jadi lama karena operator harus memilah lagi
9.2 A7 veneer dipotong tidak sesuai dengan ukuran pintu
Produk yang dihasilkan tidak sesuai ukuran
Tabel 5.3. Analisis Konsekuensi Kerja pada Proses Pembuatan Pintu Mexicano (Lanjutan)
Kode Kategori
Error Deskripsi Error Konsekuensi
10.1 A7 Salah meletakkan pintu pada meja perakitan
Semua pintu tercampur sehingga membutuhkan waktu yang lama untuk memisahkan
10.2 A7 Pengukiran terhadap pintu terlalu dalam Waktu pengerjaan akan lama
11.1 A6 Bagian yang tidak diukir diratakan dengan kertas pasir
Banyak produk tidak sesuai
11.2 C5 Ada bagian pintu yang belum rata Banyak produk yang cacat 11.3 A4 Plastik yang diberikan terlalu sedikit Pintu tidak tertutup secara
keseluruhan
11.4 A4 Karton yang diberikan terlalu sedikit Pintu tidak tertutup secara keseluruhan
5.2.1.5. Penilaian Probabilitas Error Ordinal
SHERPA adalah rendah (L), sedang (M), dan tinggi (H). Penilaian probabilitas error ordinal dilakukan berdasarkan data historis kesalahan operator dalam item pekerjaan yang dianalisis. Tabel berikut adalah probabilitas error ordinal proses pembuatan pintu
Tabel 5.4. Probabilitas Error Ordinal Proses Pembuatan Pintu Mexicano
Kode Deskripsi Error Probabilitas Error
Ordinal
1.1 Salah cara pengambilan partical board
sehingga bergesekan dengan yang lain M
1.2 Liping steal yang dibawa bertabrakan
dengan yang lain L
2.1 Operator lalai dalam memberikan lem yang
terlalu sedikit sehingga tidak nempel M
2.2 Pengepressan terlalu lama sehingga pintu
retak H
3.1 Pintu yang sudah dirakit tercampur dengan
partical board L
3.2 Pengukiran terlalu melebar ke yang lain H
4.1 Pintu yang telah diukir tercampur dengan
yang belum diukir L
4.2 Operator lalai dalam mengukur liping
tanam sesuai ukiran M
4.3 Peletakan liping tanam tidak pada tempat
yang seharusnya M
5.1 Operator hanya memeriksa sebagian saja
tidak keseluruhan L
5.2 Dempul yang diberikan operator terlalu
6.1 Perataan ke bagian yang tidak di dempul L
7.1 Warna piner yang dipilih operator tidak
sesuai dengan warna pintu L
7.2 Operator lalai dalam memberikan lem yang
terlalu sedikit sehingga tidak terlalu nempel M
Tabel 5.4. Probabilitas Error Ordinal Proses Pembuatan Pintu Mexicano (Lanjutan)
Kode Deskripsi Error Probabilitas Error
Ordinal
8.1 Pintu yang sudah dirakit tercampur dengan
bagian lain L
8.2 Pengepressan terlalu lama sehingga piner
retak H
.1
Pintu yang sudah dirakit dengan piner tercampur dengan pintu yang belum dirakit dengan piner
M
9.2 Piner dipotong tidak sesuai dengan ukuran
pintu L
10.1 Salah meletakkan pintu pada meja perakitan L 10.2 Pengukiran terhadap pintu terlalu dalam H
11.1 Bagian yang tidak diukir diratakan dengan
kertas pasir L
11.4 Karton yang diberikan terlalu sedikit M
5.2.1.6. Analisis Tingkat Kritis
Jika konsekuensi error yang muncul sifatnya kritis (contoh: mengakibatkan kerugian yang tidak dapat ditoleransi), maka pada item pekerjaan yang dianalisis harus ditandai sebagai item pekerjaan yang kritis. Tanda yang digunakan sebagai petunjuk bahwa error dari item pekerjaan yang dianalisis bersifat kritis adalah tanda seru (!), sedangkan untuk error yang sifatnya tidak kritis diberi tanda pisah (-).
Tabel 5.5. Tingkat Kritis Kerja Proses Pembuatan Pintu Mexicano
Kode Konsekuensi Tingkat Kritis
1.1 Partical board terkelupas -
1.2
Liping steal yang dibawa tergesek dan tidak sesuai lagi
-
2.1
Perakitan tidak sempurna dan harus dilakukan pengulangan
-
2.2 Pintu yang dipress akan retak !
3.1
Pekerjaan jadi lama karena operator harus memilah lagi
-
4.1
Pekerjaan jadi lama karena operator harus memilah lagi
-
4.2 Perakitan yang dilakukan tidak berjalan -
4.3 Terjadinya ketidaksesuaian terhadap pintu -
5.1
Ada bagian pintu yang bolong tidak didempul
-
5.2 Terdapat rongga yang kosong pada pintu -
6.1 Pintu semakin menipis -
7.1 Warna produk yang dihasilkan terlihat jelek -
7.2
Perakitan tidak sempurna dan harus dilakukan pengulangan
-
Tabel 5.5. Tingkat Kritis Kerja Proses Pembuatan Pintu Mexicano (Lanjutan)
Kode Konsekuensi Tingkat Kritis
8.1
Pekerjaan jadi lama karena operator harus memilah lagi
-
8.2 Piner yang ikut dipress akan pecah !
memilah lagi
9.2 Produk yang dihasilkan tidak sesuai ukuran -
10.1
Semua pintu tercampur sehingga membutuhkan waktu yang lama untuk memisahkan
-
10.2 Waktu pengerjaan akan lama -
11.1 Banyak produk tidak sesuai -
11.2 Banyak produk yang cacat !
11.3 Pintu tidak tertutup secara keseluruhan -
11.4 Pintu tidak tertutup secara keseluruhan -
5.2.1.7. Strategi untuk Memperbaiki Error (Remedy Analysis)
Tahap berikutnya adalah menyusun rencana strategis dan tindakan-tindakan yang perlu dilakukan agar dapat mereduksi error. Rencana strategi harus disesuaikan dengan konsekuensi, tingkat kritis dan probabilitas error. Rencana strategi dapat dilihat pada Tabel 5.6.
Tabel 5.6. Rencana Strategis Proses Pembuatan Pintu Mexicano
Kode Konsekuensi Probabilitas
Error Ordinal
Tingkat
1.1 Partical board terkelupas M -
Memodifikasi atau merancang ulang peralatan
1.2 Liping steal yang dibawa
tergesek dan tidak sesuai lagi L -
Dilakukan pelatihan terhadap operator 2.1 Perakitan tidak sempurna dan
harus dilakukan pengulangan M - Operator harus teliti
2.2 Pintu yang dipress akan retak H !
Meningkatkan keterampilan/skill operator
3.1 Pekerjaan jadi lama karena
operator harus memilah lagi L - Operator harus teliti 3.2 Lebih banyak dempul yang
digunakan H - Operator harus teliti
4.1 Pekerjaan jadi lama karena
operator harus memilah lagi L - Operator harus teliti
4.2 Perakitan yang dilakukan
tidak berjalan M -
Meningkatkan keterampilan/skill operator
4.3 Terjadinya ketidaksesuaian
terhadap pintu M - Operator harus teliti
5.1 Ada bagian pintu yang bolong
tidak didempul L - Operator harus teliti
5.2 Terdapat rongga yang kosong
pada pintu M -
Merancang ulang peralatan yang digunakan selama ini 6.1 Pintu semakin menipis L - Operator harus teliti 7.1 Warna produk yang
dihasilkan terlihat jelek L - Operator harus teliti 7.2 Perakitan tidak sempurna dan
8.1 Pekerjaan jadi lama karena
operator harus memilah lagi L - Operator harus teliti
8.2 Piner yang ikut dipress akan
pecah H !
Meningkatkan keterampilan/skill operator
9.1 Pekerjaan jadi lama karena
operator harus memilah lagi M - Operator harus teliti 9.2 Produk yang dihasilkan tidak
sesuai ukuran L - Operator harus teliti
Tabel 5.6. Rencana Strategis Proses Pembuatan Pintu Mexicano (Lanjutan)
Kode Konsekuensi Probabilitas
Error Ordinal
Tingkat
Kritis Rencana Strategis
10.1
Semua pintu tercampur sehingga membutuhkan waktu yang lama untuk memisahkan
L -
Tambahkan meja perakitan
10.2 Waktu pengerjaan akan lama H - Operator harus teliti 11.1 Banyak produk tidak sesuai L - Operator harus teliti
11.2 Banyak produk yang cacat M !
Meningkatkan keterampilan/skill operator
11.3 Pintu tidak tertutup secara
keseluruhan M -
Dilakukan pelatihan terhadap operator 11.4 Pintu tidak tertutup secara
keseluruhan M -
Dilakukan pelatihan terhadap operator
5.2.1.8. Rekapitulasi Hasil Metode SHERPA
Tabel 5.7. Rekapitulasi Deskripsi dengan Metode SHERPA pada Proses Pembuatan Pintu Mexicano
Kode Uraian Kerja Klasifikasi
Kategori Deskripsi Konsekuensi
Probabilitas Error Ordinal
Tingkat
kritis Rencana Strategi
1.1
liping steal Action A5
Liping steal yang dibawa bertabrakan dengan yang lain
Liping steal yang dibawa tergesek dan tidak sesuai lagi
Operator lalai dalam memberikan lem yang terlalu sedikit sehingga tidak lama sehingga pintu retak
Pintu yang dipress
akan retak H !
3.1
Membawa hasil rakitan ke mesin rooter
Action A7
Pintu yang sudah dirakit tercampur dengan partical board
Pekerjaan jadi lama karena operator harus memilah lagi
L
-
Operator harus teliti
Tabel 5.7. Rekapitulasi Deskripsi dengan Metode SHERPA pada Proses Pembuatan Pintu Mexicano (Lanjutan)
Kode Uraian Kerja Klasifikasi
Kategori Deskripsi Konsekuensi
Probabilitas Error Ordinal
Tingkat
kritis Rencana Strategi
3.2
Melakukan pengukiran dengan mesin
rooter
Action A7 Pengukiran terlalu
melebar ke yang lain
Lebih banyak
Pintu yang telah diukir tercampur dengan yang belum diukir
Pekerjaan jadi lama karena operator harus memilah lagi
L - Operator harus
Operator lalai dalam mengukur liping tanam sesuai ukiran
4.3
Melakukan perakitan secara manual
Action A6
Peletakan liping tanam tidak pada tempat yang
5.1 Inspeksi semua
bagian pintu Checking C2
Operator hanya memeriksa sebagian saja tidak
keseluruhan
Ada bagian pintu yang bolong tidak didempul
L - Operator harus
teliti
Tabel 5.7. Rekapitulasi Deskripsi dengan Metode SHERPA pada Proses Pembuatan Pintu Mexicano (Lanjutan)
Kode Uraian Kerja Klasifikasi
Kategori Deskripsi Konsekuensi
Probabilitas Error Ordinal
Tingkat
kritis Rencana Strategi
5.2 yang kosong pada pintu
6.1 Meratakan hasil dempulan dengan mesin
Action A6 Perataan ke bagian
yang tidak di dempul
Pintu semakin
menipis L -
ketam
Warna piner yang dipilih operator tidak sesuai dengan warna pintu
Warna produk yang dihasilkan terlihat
Operator lalai dalam memberikan lem yang terlalu sedikit sehingga tidak pintu ke mesin
hot press
Action A7
Pintu yang sudah dirakit tercampur dengan bagian lain
Pekerjaan jadi lama karena operator harus memilah lagi
L - Operator harus
teliti
Tabel 5.7. Rekapitulasi Deskripsi dengan Metode SHERPA pada Proses Pembuatan Pintu Mexicano (Lanjutan)
Kode Uraian Kerja Klasifikasi
Kategori Deskripsi Konsekuensi
Probabilitas Error Ordinal
Tingkat
kritis Rencana Strategi
8.2 lama sehingga piner retak
Piner yang ikut
dipress akan pecah H !
9.1 Membawa pintu
ke meja perakitan Action A5
Pintu yang sudah dirakit dengan piner tercampur dengan pintu yang belum dirakit dengan piner
Pekerjaan jadi lama karena operator harus memilah lagi
M - Operator harus
Piner dipotong tidak sesuai dengan
10.1 Membawa pintu
ke mesin rooter Action A7
Salah meletakkan pintu pada meja perakitan
Semua pintu
tercampur sehingga membutuhkan waktu yang lama untuk memisahkan
L - Tambahkan meja
perakitan
10.2 Melakukan pengukiran
Action A7 Pengukiran terhadap
pintu terlalu dalam
Waktu pengerjaan
akan lama H -
Operator harus teliti
Tabel 5.7. Rekapitulasi Deskripsi dengan Metode SHERPA pada Proses Pembuatan Pintu Mexicano (Lanjutan)
Kode Uraian Kerja Klasifikasi
Kategori Deskripsi Konsekuensi
Probabilitas Error Ordinal
Tingkat
11.1
Bagian yang tidak diukir diratakan dengan kertas pasir
Banyak produk
tidak sesuai L -
Operator harus teliti
11.2 Inspeksi terhadap
keseluruhan pintu Checking C5
Ada bagian pintu yang belum rata
Banyak produk
yang cacat M !
Meningkatkan keterampilan/skill operator
11.3 Mengemas pintu
dengan plastik Action A4
Plastik yang diberikan terlalu sedikit
Pintu tidak tertutup
secara keseluruhan M -
Dilakukan
pelatihan terhadap operator
11.4 Mengemas pintu
dengan karton Action A4
Karton yang diberikan terlalu sedikit
Pintu tidak tertutup
secara keseluruhan M -
Dilakukan
5.2.2. Perhitungan Probabilitas Terjadinya Human Error dengan Metode HEART (Human Error Assessment and Reduction Technique)
Metode HEART merupakan metode yang digunakan untuk mendapatkan nilai Human Error Probability (HEP) untuk masing-masing aktivitas kerja pada proses pengolahan produk pintu mexicano. Tahapan yang dilakukan untuk menentukan nilai HEP dengan menggunakan metode HEART adalah sebagai berikut :
1. Identifikasi seluruh jenis pekerjaan yang harus dilakukan oleh operator.
2. Mengkategorikan setiap item pekerjaan ke salah satu dari 8 kategori yang ada di tabel Generic Task Type (GTT).
3. Identifikasi error producing conditions (EPCs) sesuai dengan skenario yang ada di tabel HEART EPCs.
4. Menentukan proporsi efek atau assessed proportion of effect (APOE) dan menghitung besarnya nilai assessed effect (AE) dari setiap EPCs yang telah diidentifikasi.
5. Menghitung total nilai AE.
6. Melakukan perhitungan nilai human error probability (HEP).
5.2.2.1. Identifikasi Seluruh Jenis Pekerjaan yang Harus Dilakukan Oleh Operator
5.2.2.2. Mengkategorikan Setiap Item Pekerjaan Ke Salah Satu Dari 8 Kategori yang ada Di Tabel Generic Task Type (GTT)
Berikut ini adalah kategori setiap item pekerjaan pada kategori Generic
Task Type (GTT) yang diikuti dengan nilai Nominal Human Error Probability.
Tabel 5.8. Kategori Item Pekerjaan dan Nilai Nominal Human Error Probability pada Proses Pengolahan Produk Pintu Mexicano
No
Task Task
Generic Task
Type (GTT)
Nominal Human
Error Probability
1.1 Membawa partical board ke meja G 0,0004
1.2 Membawa liping steal G 0,0004
2.1 Mengelem liping steal terhadap
partical board secara manual E 0,02
2.2 Melakukan pengepresan dengan
mesin moulder D 0,09
3.1 Membawa hasil rakitan ke mesin
rooter G 0,0004
3.2 Melakukan pengukiran dengan
mesin rooter F 0,003
4.1 Membawa pintu ke meja perakitan G 0,0004
4.2 Membawa liping tanam ke meja
perakitan G 0,0004
4.3 Melakukan perakitan secara manual E 0,02
5.2 Melakukan pendempulan pada
bagian yang berlubang F 0,003
6.1 Meratakan hasil dempulan dengan
mesin ketam G 0,0004
Tabel 5.8. Kategori Item Pekerjaan dan Nilai Nominal Human Error Probability pada Proses Pengolahan Produk Pintu Mexicano (Lanjutan)
No
Task Task
Generic Task
Type (GTT)
Nominal Human
Error Probability
7.1 Memilih warna piner sesuai warna
pintu E 0,02
7.2 Melakukan pengeleman piner pada
pintu E 0,02
8.1 Membawa pintu ke mesin hot press G 0,0004
8.2 Melakukan pengepresan terhadap
pintu D 0,09
9.1 Membawa pintu ke meja perakitan G 0,0004
9.2 Melakukan pemotongan terhadap
piner yang lebih F 0,003
10.1 Membawa pintu ke mesin rooter G 0,0004
10.2 Melakukan pengukiran F 0,003
11.1 Menghaluskan permukaan hasil
ukiran dengan kertas pasir F 0,003
11.3 Mengemas pintu dengan plastik E 0,02
11.4 Mengemas pintu dengan karton E 0,02
5.2.2.3. Identifikasi Error Producing Conditions (EPCs) Sesuai dengan Skenario yang Ada di Tabel HEART EPCs
Berdasarkan hasil pengamatan dan wawancara langsung maka dapat diuraikan EPCs yang mempengaruhi tingkat kegagalan kerja operator pada proses pengolahan produk pintu mexicano adalah sebagai berikut :
a. Kategori I
- EPCs nomor 7, yaitu tidak ada prosedur yang jelas dalam memperbaiki kesalahan kerja yang tidak disengaja.
- EPCs nomor 9, yaitu dibutuhkan teknik (cara) yang berbeda dari biasanya dalam melakukan perkerjaan.
- EPCs nomor 15, yaitu operator tidak berpengalaman (operator baru yang telah memenuhi syarat dalam melakukan pekerjaannya tetapi belum tergolong ahli). Berdasarkan hasil wawancara, operator memang mengerti prosedur tetapi masih lambat dalam hal pengerjaan.
- EPCs nomor 17, yaitu pemeriksaan secara independen terhadap output
sedikit atau mungkin tidak diperiksa.
b. Kategori II
- EPCs nomor 25, yaitu alokasi tugas dan tanggung jawab tidak jelas. Pada saat melakukan pengamatan, seringkali operator yang bekerja di bagian inspeksi melakukan pekerjaan yang bukan tugasnya.
5.2.2.4. Menentukan Proporsi Efek atau Assessed Proportion Of Effect (APOE) dan Menghitung Besarnya Nilai Assessed Effect (AE) dari Setiap EPCs yang Telah Diidentifikasi
Nilai Assessed Proportion of Effect (APOE) dan perhitungan nilai
Assessed Effect (AE) untuk proses pengolahan produk pintu mexicano dapat
dilihat pada Tabel 5.9.
Tabel 5.9. Nilai Proporsi Efek (APOE) dan Perhitungan AE pada Proses Pengolahan Produk Pintu Mexicano
Nomor Urut
Tidak ada prosedur yang jelas dalam memperbaiki kesalahan kerja yang tidak disengaja
8 0,6 ((8-1) x 0,6) + 1) = 5,1
9
Dibutuhkan teknik (cara) yang berbeda dari biasanya dalam melakukan baru yang telah memenuhi syarat dalam melakukan pekerjaannya tetapi belum tergolong ahli)
3 0,4 ((3-1) x 0,4) + 1) = 1,8
17
Pemeriksaan secara
independen terhadap output
sedikit atau mungkin tidak diperiksa
3 0,4 ((3-1) x 0,4) + 1) = 1,8
20 Tingkat pendidikan operator
kebutuhan kerja yang seharusnya
25 Alokasi tugas dan tanggung
jawab tidak jelas 1,6 0,2 ((1,6-1) x 0,2) + 1) = 1,32
5.2.2.5. Menghitung Total Nilai AE
Total nilai AE dihitung dengan menggunakan persamaan : Total AE = AE1 x AE2 x AE3 x ... x AEn
dimana n adalah banyaknya AE yang diidentifikasi sebagai faktor EPCs.
Perhitungan nilai total AE untuk operator pada proses pengolahan produk pintu mexicano adalah :
Total AE = 5,1 x 2,5 x 1,8 x 1,8 x 1,2 x 1,32 = 65,435
5.2.2.6. Menghitung Nilai Human Error Probability (HEP)
Nilai Human Error Probability (HEP) dihitung dengan menggunakan persamaan :
HEP = Nominal HEP x Total AE
Nilai HEP untuk setiap task pada proses pengolahan produk pintu
mexicano dapat dilihat pada Tabel 5.10.
Tabel 5.10. Nilai HEP pada Proses Pengolahan Pintu Mexicano
No. Task
Generic Task
Type (GTT)
Nominal Human
Error Probability
Total AE HEP
1.1 G 0,0004 65,435 0,0261
2.1 E 0,02 65,435 1,3087
2.2 D 0,09 65,435 5,8891
3.1 G 0,0004 65,435 0,0261
3.2 F 0,003 65,435 0,1963
4.1 G 0,0004 65,435 0,0261
4.2 G 0,0004 65,435 0,0261
4.3 E 0,02 65,435 1,3087
Tabel 5.10. Nilai HEP pada Proses Pengolahan Pintu Mexicano No.
Task
Generic Task
Type (GTT)
Nominal Human
Error Probability
Total AE HEP
5.1 D 0,09 65,435 5,8891
5.2 F 0,003 65,435 0,1963
6.1 G 0,0004 65,435 0,0261
7.1 E 0,02 65,435 1,3087
7.2 E 0,02 65,435 1,3087
8.1 G 0,0004 65,435 0,0261