commit to user
27 BAB III
PEMBAHASAN
A. Gambaran Umum PT. Djitoe Indonesian Tobacco Coy
1. Sejarah Perusahaan
Perusahaan rokok DJITOE didirikan oleh Bapak Soetantyo pada tahun 1960 yang berlokasi di Kampung Sewu. Pada waktu itu produknya hanya rokok kretek tangan lintingan tradisional,dan hanya dikerjakan oleh beberapa orang tenaga kerja yang sebagian terdiri dari keluarga sendiri. Maksud pemberian nama “DJITOE” adalah agar mudah dikenal dan mudah diingat oleh para konsumen. DJITOE dalam bahasa jawa berarti siji dan pitu, sedangkan dalam bahasa Indonesia berarti tujuh belas. Angka tujuh belas bagi bangsa Indonesia, merupakan angka keramat. DJITOE juga diartikan tepat untuk dinikmati oleh konsumen dari golongan menengah ke bawah, karena harga rokok DJITOE relative murah dapat terjangkau oleh konsumen golongan bawah, sedangkan mutu dan rasa pada waktu itu banyak digemari oleh masyarakat Solo khususnya.
Dengan adanya kemajuan dan perkembangan perusahaan rokok DJITOE yang cukup baik, maka bapak Soetantyo mempunyai pemikiran yang lebih jauh untuk meningkatkan dan memperkuat perusahaannya. Resminya pada tahun 1964 dibentuk badan hukum Perusahaan Perorangan dengan ijin mendirikan Nomor : 8124/1964. Produk yang dihasilkan pada waktu itu masih berupa rokok kretek tangan, sehingga
commit to user
28 pada awal tahun 1963 Perusahaan rokok DJITOE mengalami kemunduran. Karena adanya persaingan dari perusahaan sejenis yang bermunculan yaitu perusahaan rokok lain di Solo dan juga alat-alat yang dipergunakan kurang efisien sehingga perusahaan di dalam mempertahankan dan sekaligus mengembangkan usahanya, merasa perlu adanya tambahan modal yang digunakan untuk menggantikan atau menambah alat-alat yang lebih baik dan modern. Dengan adanya Peraturan nomor : 7/1968 tentang pemberian Penanaman Modal Dalam Negeri(PMDN), yang merupakan angin segar untuk kelanjutan usaha perusahaan rokok DJITOE. Sehingga bapak Soetantyo merubah bentuk perusahaan dari Perusahaan Perorangan menjadi Perseroan Terbatas (PT), yaitu pada tanggal 7 Mei 1969 dengan disyahkan Akte Notaris H. Moeljanto dengan nomor: 4 tanggal 7-Mei-1969 dengan nama PT DJITOE INDONESIAN TOBACCO COY. Dimana hampir seluruh saham-sahamnya dimiliki oleh keluarga Bapak Soetantyo, ditambah dengan mendapat kepercayaan dari Pemerintah berupa kredit PMDN setelah adanya Akte Perusahaan Nomor: 7 tanggal 18 Februari 1970 dan tambahan berita Negara RI tanggal 30 Oktober 1979 Nomor 87.
Dengan bertambahnya peralatan dan mesin-mesin yang dimiliki, perusahaan mampu mengikuti perkembangan kemajuan teknik di dalam menunjang kebutuhan pasar yang ingin dicapai. Maka dari tahun ke tahun perusahaan rokok DJITOE, mengalami kemajuan yang cukup pesat, baik dari segi penjualan maupun daerah pemasarannya.
commit to user
29 Pada tahun 1971 PT DJITOE INDONESIA TOBACCO COY melengkapi peralatan dengan membeli satu set mesin percetakan, yang semula hanya digunakan untuk cetak mencetak kebutuhan sendiri, seperti mencetak etiket/pembungkus, merk sigaret, label, dan lain-lainnya. Namun, karena mutu cetakan cukup baik, lama kelamaan menjadi berkembang pada bidang percetakan, disamping untuk mencetak kebutuhan sendiri juga menerima jasa dari perusahaan lain. Bahkan mesin cetak yang dimiliki bertambah banyak, sehingga menjadi unit dari perusahaan PT.DJITOE INDONESIAN TOBACCO CO yang diberi nama “ PERCETAKAN ASIA OFFSET”.
Adanya perkembangan yang semakin baik, ditambah dengan peralatan satu unit mesin linting sigaret kretek filter, dan satu unit mesin linting sigaret warning filter, yang dilengkapi dengan satu unit mesin pembuat filter rood. Sehingga diputuskan untuk memindahkan lokasi perusahaan ke alamat sekarang ini, tepatnya di JL. LU Adisucipto Nomor 51 Telp: 714757 Surakarta, dengan maksud agar dapat menunjang kemajuan-kemajuan perusahaan di masa mendatang, baik dalam perluasan pabrik maupun dalam menyerap penambahan tenaga kerja.
Pada akhir tahun 1982 Bapak Soetantyo masuk islam, dan pada awal 1983 beliau menunaikan rukun islam yang kelima yaitu ibadah haji, sekembalinya dari tanah suci nama lengkap beliau menjadi Haji Ahmad Soetantyo yang disingkat HA. Soetantyo.
commit to user
30
2. Letak Geografis Perusahaan
Perusahaan rokok DJITOE berlokasi di JL. LU Adisucipto No 51 Surakarta. Melihat dari lokasinya yang terletak dipinggir jalan raya yang merupakan jalur Bus dan Truk maka akan sangat strategis dan menguntungkan bagi Perusahaan. Karena dengan letak pabrik dipinggir jalan raya yang cukup besar, dapat menunjang kelancaran dalam bidang pengangkutan, fasilitas yang dimiliki berupa kendaraan yang dipergunakan untuk mengangkut bahan-bahan yang dibeli dari Leveransir, maupun untuk pengiriman hasil produksinya ke daerah-daerah pemasarannya yang telah ditunjuk Kantor Perwakilan, atau Agen, dan juga kendaraan yang dipergunakan untuk antar jemput karyawan sangat menunjang kelancaran di dalam melaksanakan tugasnya.
Selain itu juga untuk perluasan pabrik masih sangat memungkinkan, karena di sekitar perusahaaan masih cukup banyak tanah yang berupa areal pesawahan.
3. Lokasi Perusahaan
Faktor-faktor yang mempengaruhi pemilihan lokasi Perusahaan Rokok DJITOE di Surakarta adalah sebagai berikut :
a. Faktor Primer 1) Harga Tanah
Karena letak pabrik dipinggir kota, harga tanah pada waktu itu masih cukup murah, dibandingkan dengan harga tanah di dalam kota. Sedangkan pabrik memerlukan tanah yang luas, maka akan
commit to user
31 menghemat biaya bila perusahaaan memilih lokasi di pinggir kota.
2) Prasarana Angkutan
Pengangkutan bahan baku maupun hasil produksi sangat strategis, yaitu berada dipinggir jalan raya yang dilalui jalur Bus dan Truk.
3) Sumber bahan baku.
Kota Solo berdekatan dengan produsen tembakau, sehingga penyediaan bahan baku lancar, karena tembakau yang biasa digunakan berasal dari daerah Boyolali, Temanggung, Muntilan, Waleri, dan Bojonegoro, yang jaraknya tidak terlampau jauh dari kota Solo. Cengkeh yang digunakan cengkeh local berasal dari puwokerto, Lampung, Sulawesi, dan dari Ambon. Kalau tembakau dan cengkeh dari daerah tersebut habis, baru mempergunakan tembakau dari daerah lain, dan cengkeh mempergunakan cengkeh import.
4) Tenaga Kerja
Terutama tenaga kerja pelinting, ketok, tiket/pembungkus, berasal dari sekitar pabrik, sehingga tidak perlu lagi fasilitas antar jemput Karyawan.
5) Pasar
Pasar dari produk rokok DJITOE mula-mula pada sekitar tahun 1960 sampai dengan tahun 1970 hanya di daerah Solo dan sekitarnya, namun seiring berkembangnya perusahaan
commit to user
32 khususnya rokok Kretek Mesin Filter dan adanya keinginan mengembangkan perusahaan yang lebih luas maka pasar tersebut tidak dapat dipertahankan lagi. Pasarnya kemudian berkembang sebagian dijual atau dipasarkan didaerah Jawa Barat, Jawa Tengah, dan Jawa Timur, bahkan hingga sampai keluar Jawa, seperti Sumatera Utara , dan Sumatera Selatan, Kalimantan Tengah, Sulawesi bagian utara, dan Ujung Pandang. Dengan Kantor-kantor Perwakilan di Semarang, Jakarta, Palembang, Khusus untuk pemasaran di daerah sekitarnya. b. Faktor Sekunder
Faktor Sekunder meliputi : 1) Lingkungan Pabrik
Pabrik terletak di JL.LU Adisucipto No.51 Tlp : 714757 Surakarta, yang merupakan daerah Industri, karena sekitarnya berdiri pabrik-pabrik lain seperti Iskandar Tex, Purutex, perusahaan es Sumber Tirta, dan lain sebagainya. Untuk perluasan masing-masing pabrik masih memungkinkan, karena sekitarnya masih banyak areal tanah yang berupa sawah.
2) Fasilitas air dan listrik
Selain mempergunakan air dari PAM juga mempergunakan air dari dalam tanah dengan mempergunakan pompa listrik, yang cukup jernih dan memenuhi syarat untuk dimanfaatkan terutama kebanyakan dipergunakan untuk keperluan meredam cengkeh, dan sebagian untuk kebutuhan cuci mencuci sehari-hari.
commit to user
33 3) Fasilitas Perbankan
Di kota Solo terdapat banyak bank.
4. Visi dan Misi Perusahaan
VISI :
Mendapatkan keuntungan yang layak sebagai sumber penghasilan. MISI :
a. Memberi kepuasan kepada Konsumen melalui produk perusahaan. b. Membantu pemerintah dalam mengurangi pengangguran, dengan
adanya kesempatan lapangan kerja khususnya bagi penduduk sekitar pabrik.
c. Menambah pemasukan bagi pemerintah Daerah, dengan melalui pita cukai dan pajak.
5. Modal Perusahaan
Seperti kita ketahui modal suatu perusahaan Perseroan Terbatas dilihat dari sumbernya berasal dari hutang dan modal sendiri, hal ini terlihat dalam neraca sebelah kredit/pasiva diantara salah satu modal adalah saham-saham yang jenisnya ada tiga macam yaitu :
a. Saham Biasa
Yaitu jenis saham yang pemegang berhak atas deviden, bilamana perusahaan memperoleh laba sebesar prosentase tertentu yang telah ditetapkan Perusahaan.
b. Saham Peferen
Yaitu jenis saham pemegangnya berhak atas deviden tetap sekalipun perusahaan menderita rugi, berhak menerima secara tetap sebesar
commit to user
34 prosentase tertentu yang telah ditetapkan Perusahaan. Hal ini seperti hutang obligasi, walaupun perusahaan menderita rugi tetap dibayar bunganya.
c. Saham Preferen Kumulatif
Yaitu jenis saham yang pemegangnya berhak atas deviden tetap, dan juga mempunyai hak atas pembayaran tahun yang lalu yang belum dibayarkan.
Dalam Perusahaan Rokok DJITOE INDONESIAN TOBACCO COY, jika dilihat dari sumbernya modal perusahaan tersebut terdiri dari :
a. Saham Biasa
Jenis saham ini yang banyak dimiliki oleh pihak umum, dan sebagian lagi dimiliki oleh kalangan keluarga sendiri.
b. Saham Preferen
Jenis saham ini dimiliki oleh kalangan keluarga sendiri, dan tidak dijual untuk umum.
6. Pengendalian Mutu
Untuk pengendalian mutu produk maka perusahaan rokok DJITOE mengadakan beberapa uji terhadap bahan baku dan produk jadi, antara lain:
a. Cengkeh
Cengkeh yang digunakan sebagai bahan baku PT. DJITOE ITC turut menentukan mutu dari produk jadi. Oleh sebab itu perlu dilakukan uji kualitas terhdap cengkeh. Adapun yang diuji adalah kadar airnya.
commit to user
35 Untuk pengujian kadar air digunakan alat yang disebut TESTE METER, sedangkan cara kerjanya sebagai berikut :
1) Cengkeh ditimbang dengan teliti sebanyak 1 gr.
2) Kemudian dimasukkan dalam wadah khusus dari TESTE METER yang berbentuk piringan.
3) Lalu dimasukkan dalam Teste Meter dan tombol ditekan. 4) Diamati dan dicatat skalanya.
5) Kemudian sesuaikan dengan table teste meter, sehingga kadar air dapat diketahui.
Kadar air pada cengkeh yang memenuhi syarat adalah 1,8%. b. Tembakau
Produk PT. DJITOE ITC menggunakan berbagai macam jenis tembakau. Misalnya Tembakau rajangan petani dari berbagai macam daerah dan tembakau berbentuk daun yang juga berasal dari berbagai daerah. Untuk mendapatkan tembakau yang baik maka perlu diuji kualitasnya. Uji ini berdasarkan organoleptis dan kadar airnya. Untuk uji organoleptis berdasarkan warna dan bau. Sedang untuk kadar air digunakan alat yang disebut TESTE METER. Cara kerjanya sama persis dengan penentuan kadar air pada bahan dasar cengkeh.
c. Produk Jadi
Hasil produksi PT. DJITOE ITC menghasilkan bermacam-macam merk. Rasa dari tiap-tiap merk akan berbeda. Karena
commit to user
36 komposisi dari tiap merk dibuat berbeda. Hal ini bertujuan untuk menentukan harga.
Untuk menjaga kualitas dari produk jadi, sebelum dipasarkan diuji terlebih dahulu. Pengujian terhadap aroma rasa, serta kemantapan merupakan uji terhadap produk jadi dari PT.DJITOE ITC. Pengujian dilakukan oleh seorang QC (Quality Control) yang telah berpengalaman dibidangnya selama bertahun-tahun.
7. Struktur Organisasi Perusahaan
Diskripsi Jabatan masing-masing Bagian tersebut adalah sebagai berikut : a. Rapat Umum Pemegang Saham (RUPS)
Rapat Umum Pemegang Saham adalah suatu badan yang memiliki kekuasaan tertinggi dalam perusahaan, dimana para anggotanya adalah pemegang saham yang berhak menentukan arah jalannya perusahaan.
b. Komisaris
Komisaris merupakan badan pengawas dan penasihat Direksi, yang ditunjuk dan bertanggung jawab langsung kepada RUPS.
Komisaris beranggotakan 2 (dua) orang,tugasnya yaitu:
1) Memberi nasehat kepada Direksi bilamana dipandang perlu. 2) Mengawasi kegiatan perusahaan serta menilai kebijaksanaan
Direksi, apakah sesuai dengan yang tercantum dalam Anggaran Dasar Anggaran Rumah Tangga (AD/ART) Perusahaan, atau peraturan-peraturan perusahaan yang telah ditetapkan.
commit to user
37 Direktur I PT. DJITOE dijabat sendiri oleh Bp. HA.SOETANTYO. Direktur I bertanggung jawab langsung terhadap RUPS.
Tugas Direksi I adalah :
1) Melaksanakan fungsi sebagai pimpinan, dan menjalin hubungan pihak ekstern.
2) Memberitahukan kepada pemegang saham mengenai perkembangan perusahaan, serta menentukan diadakannya RUPS.
Direktur II bertindak sebagai Direktur I pada saat Direktur I berhalangan hadir/tidak ada di tempat. Direktur II juga sebagai Pengawas Langsung yang bertanggung jawab penuh terhadap segala kegiatan intern perusahaan.
d. Staf Direksi
Staf Direksi merupakan badan penasehat dan sebagai pembantu Direksi, yang tugasnya membantu Direktur, dan memberikan saran atau pendapat dan pertimbang-pertimbangan dalam mengambil suatu keputusan atau perumusan kebijakan perusahaan.
e. Bagian Keuangan
Bagian keuangan bertanggung jawab langsung kepada Direksi . Tugas Bagian Keuangan adalah :
1) Menyelenggarakan/mengatur anggaran perusahaan yang menyangkut penerimaan dan pengeluaran kas.
2) Menyelenggaran sistem pembukuan dan pengawasan keuangan yang baik dan teratur.
commit to user
38 3) Membuat dan mengajukan laporan keuangan kepada Direksi, yang pelaksanaanya dalam hal ini dibantu oleh Seksi Pembukuan.
f. Bagian Umum
Bagian umum bertanggung jawab langsung kepada Direksi. Bagian ini bertanggung jawab penuh atas urusan :
1) Tehnik yang meliputi, listrik, mesin, bengkel kendaraan 2) Kesehatan dan kebersihan
3) Perawatan gedung dan bangunan
4) Urusan rumah tangga perusahaan, dan dana sosial untuk kepentingan umum
5) Keamanan/security g. Bagian Administrasi
Bagian ini bertanggung jawab langsung terhadap Direksi. Tugasnya adalah :
1) Mengurus keluar/masuk surat-surat perusahaan
2) Menyelenggarakan sistem file/pengarsipan atas dokumen perusahaan
3) Mengadakan/membuat laporan perkembangan perusahaan, yang meliputi anggaran, baik secara berkala tiap triwulan, maupun laporan pada akhir tahun
4) Membuat Laporan Neraca Laba Rugi, dalam pelaksanaannya tugas ini dibantu oleh seksi pembukuan dalam pengumpulan data serta pelaksanaan penyusunannya
commit to user
39 h. Bagian Humas dan Personalia
Bagian ini bertanggung jawab langsung kepada Direksi. Tugasnya adalah :
1) Menyeleksi penerimaan karyawan baru
2) Mengatur tata tertib kerja bagi karyawan, serta menyelenggarakan dan mengawasi absensi karyawan dan pembayaran upah/gaji karyawan dalam pelaksanaannya dibantu oleh Seksi Penggajian
3) Pemutusan Hubungan Kerja (PHK) bagi karyawan yang tidak memenuhi syarat, atau bagi karyawan yang melanggar Peraturan yang berlaku baik yang diatur dalam PKB Perusahaan maupun yang ditetapkan dalam peraturan Menteri Tenaga Kerja
4) Mengelola dan mengusahakan kesejahteraan sosial karyawan, baik yang diterimakan secara rutin maupun yang diterimakan melalui ASTEK/JAMSOSTEK dan yang diatur dalam Peraturan Menteri Tenaga Kerja atau Undang-undang Ketenagakerjaan 5) Mengurus segala aktivitas yang berhubungan dengan segala hak
dan kewajiban karyawan sesuai dengan peraturan yang berlaku 6) Mewakili perusahaan dalam hubungan dengan pihak ekstern,
seperti penerimaan tamu, baik pihak instansi pemerintah, maupun umum, untuk memberikan informasi mengenai perusahaan bagi yang memerlukanya.
i. Bagian Produksi
commit to user
40 Tugasnya adalah :
1) Menjalankan proses produksi sesuai rencana yang telah ditetapkan, baik untuk produksi pesanan maupun untuk persediaan gudang barang jadi
2) Menjaga dan meningkatkan kualitas produk
3) Mengadakan pengawasan pelaksanaan proses produksi, serta pengawasan mesin/peralatan produksi baik dalam pengoperasiannya maupun dalam perawatannya
j. Bagian Pembelian
Bagian pembelian bertanggung jawab secara langsung kepada Direksi.
Tugasnya adalah :
1) Melaksanakan pembelian bahan-bahan yang diperlukan perusahaan, serta pembelian peralatan dan perlengkapan lainnya yang perlu
2) Melakukan retur barang jika tidak sesuai dengan pesanan baik kualitas maupun harga yang telah disetujui sebelumnya
3) Menyelenggarakan administrasi pembelian dan membuat laporan pembelian, yang ditujukan kepada Direksi
4) Mengadakan pengangkutan bahan-bahan dari daerah asalnya yang sekiranya perlu diangkut dengan kendaraan perusahaan, untuk kelancaran bahan-bahan yang diperlukan dalam pelaksanaanya dibantu oleh seksi ekspedisi.
commit to user
41 Bagian inipun bertanggung jawab langsung kepada Direksi.
Tugasnya adalah :
1) Mengadakan penyusunan pesanan dari masing-masing kantor perwakilan atau dari agen di masing-masing daerah pemasarannya
2) Melaksanakan penjualan produk kepada konsumen melalui lembaga perantara
3) Menyelenggarakan administrasi penjualan, dan rekapitulasi laporan penjualan baik secara berkala maupun laporan pada akhir tahun
4) Mengadakan saluran distribusi yang baik, dalam pelaksanaannya dibantu Seksi Ekspedisi untuk pengangkutan atau pengiriman produk perusahaan sesuai dengan pesanan dari kantor perwakilan atau agen
5) Mengadakan survey masing-masing daerah pemasaran dalam usaha meningkatkan omset penjualan dan memperluas daerah pemasaran, dalam pelaksanaannya dibantu oleh Seksi Iklan dan Promosi.
commit to user
42 Gambar 3.1 : Struktur Organisasi
commit to user
43
8. Proses Produksi
PT. Djitoe Indonesian Tobacco Coy merupakan perusahaan yang bergerak di bidang industri rokok. Perusahaan ini memproduksi dua jenis rokok, yaitu Sigaret Kretek Mesin (SKM) yang terdiri dari rokok Filter Biru, Golden Executive dan Slim 16, serta Sigaret Kretek Tangan (SKT) yang terdiri dari rokok kretek Hijau dan kretek Biru.
Proses produksi yang dilakukan dalam pembuatan rokok filter/SKM adalah sebagai berikut :
a. Processing Tembakau
Tembakau yang sudah disimpan di gudang selama minimal 2 tahun dimasukan ke mesin Vacum Chamber untuk diberi uap (di steam), lalu dirajang dengan mesin Cutter Molins. Setelah di rajang kemudian diudal dengan mesin Thrasser, gunanya untuk memisahkan antara debu, gagang dan daun (bahan yang akan digunakan), setelah itu daun dimasukan ke mesin Conditioning yang fungsinya untuk menambah kadar air agar tembakau bisa mengembang, di mesin Conditioning tersebut juga diberi saos dasar, fungsinya untuk memperkuat rasa dari material/tembakau. Dari mesin Conditioning kemudian ke mesin Dryer fungsinya untuk mengeringkan tembakau, setelah itu ke mesin Culler untuk penyaringan debu lagi, dari mesin Culler dimasukan ke mesin Silo untuk perataan tembakau, dari mesin Silo dimasukan ke mesin Blending Silo, di dalam mesin Blending Silo di campur bermacam-macam tembakau, cengkeh dan Saos Top, setelah dicampur selama ±
commit to user
44 4 jam tembakau diturunkan dan siap untuk di proses menjadi rokok jadi.
b. Macking
Macking adalah pemrosesan membuat rokok dengan mesin, yang disebut sigaret kretek mesin (SKM), adapun mesin yang digunakan adalah mesin Molins (MK) setelah menjadi rokok batangan siap di packing dengan mesin Packing (HLP).
c. Packing
Dari mesin Macking rokok di pack dengan mesin Packing, kemudian di tempel pita cukai di bagian tiket mesin dan di beri kertas kaca di mesin Chelophane, dari mesin Chelophane kemudian di pack pres isi 10 pack, kemudian di pack menjadi Bos isinya 2400 batang/200 pack/20 Pres, setelah selesai di pak kemudian disimpan/dimasukan ke gudang jadi dan siap dikirim kepada agen.
d. Linting
Cara pembuatan rokok sigaret kretek tangan (SKT), rokok dicetak dengan mesin pelinting manual, kemudian dirapikan, disortir dan dipack. Setelah itu di pack pres dan di pack Bos. ( 1 pack = 10 batang, 1 pack press = 10 pack, 1 bos = 20 packpress). Setelah selesai packing kemudian disimpan/dimasukan ke gudang jadi dan siap dikirim kepada agen.
commit to user
45 Gambar 3.2 : Proses Produksi SKM PT. Djitoe Indonesian Tobacco Coy
commit to user
46
B. Laporan Kuliah Magang Kerja
1. Pengertian Kuliah Magang Kerja
Kuliah magang kerja adalah kegiatan intra kulikuler yang berupa praktek kerja lapangan yang dilakukan oleh mahasiswa pada institusi pemerintah atau swasta yang sesuai dengan bidang ilmu yang dipelajari.
Kegiatan magang merupakan proses pembelajaran bagi mahasiswa untuk mendapatakan pengalaman pada dunia kerja.
2. Tujuan Kuliah Magang Kerja
Tujuan khusus yang diharapkan bisa dicapai dari pelaksanaan kuliah magang kerja adalah :
a. Mahasiswa mempunyai kemampuan mempelajari kondisi lingkungan kerja.
b. Mahasiswa mampu beradaptasi dengan lingkungan kerja tempat magang secara baik dan benar.
c. Mahasiswa mempunyai pengetahuan untuk menyesuaikan diri dengan lingkungan kerja.
3. Pelaksanaan Magang Kerja
Pelaksanaan kegiatan magang kerja dilakukan di bagian produksi PT. Djitoe Indonesian Tobacco Coy, Jl. LU Adi Sucipto 51 Surakarta. Waktu pelaksanaan magang setiap hari Senin - Jum’at pukul 7.30 WIB - 15.00 WIB selama 1 (satu) bulan, dimulai dari tanggal 21 Januari 2013 sampai 19 Februari 2013.
commit to user
47 Tabel 3.1 :
Kegiatan magang kerja selama satu bulan di PT. Djitoe Indonesian Tobacco Coy JL. LU Adi Sucipto 51, Surakarta
Waktu Kegiatan
Minggu I Penjelasan tentang magang kerja yang berisi peraturan magang kerja, pelaksanaan magang kerja, dan waktu magang kerja.
Perkenalan dengan pembimbing institusi mitra (PIM) dan karyawan - karyawan bagian produksi.
Pengenalan proses produksi perusahaan.
Minggu II Mengerjakan tugas-tugas yang diberikan, seperti mengisi kartu pemakaian bahan baku, mencatat penggunaan pita cukai.
Minggu III Membantu pekerjaan di bagian QC (mengecek kadar air tembakau dan melakukan pressure test pada sample rokok jadi).
Minggu IV Melakukan pengamatan pada proses produksi (mulai dari bahan baku, produksi, sampai pengepakan). Mencatat data dari dokumen perusahaan yang diperlukan untuk penelitian.
commit to user
48
C. Analisis Efisiensi dan Efektifitas Layout Mesin Produksi
PT. Djitoe Indonesian Tobacco Coy merupakan perusahaan yang bergerak di bidang industri rokok. Produksi dilakukan secara reguler dan by
order, artinya perusahaan memproduksi rokok secara reguler setiap harinya
berdasarkan target yang telah ditetapkan dan juga melayani pesanan. Biasanya perusahaan akan mempergunakan jam lembur untuk memenuhi pesanan. Perusahaan ini memproduksi dua jenis rokok, yaitu Sigaret Kretek Mesin (SKM) yang terdiri dari rokok Filter Biru, Golden Executive dan Slim 16, serta Sigaret Kretek Tangan (SKT) yang terdiri dari rokok kretek Hijau dan kretek Biru. Penelitian ini akan memfokuskan pada layout mesin produksi rokok SKM, khususnya Rokok Golden Executive dan Rokok Slim.
PT. Djitoe Indonesian Tobacco Coy harus menjaga produktivitasnya agar bisa mencapai target produksi yang telah ditetapkan oleh perusahaan dan juga memenuhi permintaan konsumen. Untuk itu perusahaan membutuhkan perencanaan proses produksi, salah satu hal yang penting adalah terkait penempatan fasilitas produksi atau layout, yang memerlukan perencanaan dan pengaturan yang baik. Perencanaan layout yang baik haruslah efektif yang ditandai dengan jumlah stasiun kerja yang optimal. Layout produksi Rokok Golden Executive dan Rokok Slim PT. Djitoe Indonesian Tobacco Coy menggunakan bentuk layout garis, maka untuk mengetahui tingkat efisiensi dan efektifitas dapat dihitung dengan analisis keseimbangan lini (line
balancing). Keseimbangan lini dapat memberikan informasi mengenai tingkat
efisiensi produktivitas kerja yang ditandai dengan optimalisasi jumlah kapasitas produksi, jumlah stasiun kerja yang dibuat, jadwal kerja, urutan
commit to user
49 kerja, serta jumlah mesin yang dipakai, sehingga dalam proses produksi tidak ada waktu penundaan yang dapat menimbulkan pemborosan (waste).
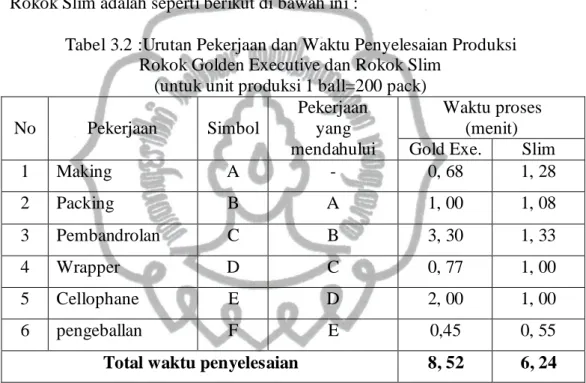
Untuk mengetahui tingkat efisiensi dan efektifitas layout fasilitas produksi terlebih dahulu harus diketahui elemen-elemen pekerjaan yang dilakukan dan waktu penyelesaian pekerjaan yang dilakukan tersebut. Kegiatan yang dilakukan dalam proses produksi Rokok Golden Executive dan Rokok Slim adalah seperti berikut di bawah ini :
Tabel 3.2 :Urutan Pekerjaan dan Waktu Penyelesaian Produksi Rokok Golden Executive dan Rokok Slim
(untuk unit produksi 1 ball=200 pack) No Pekerjaan Simbol Pekerjaan yang mendahului Waktu proses (menit) Gold Exe. Slim
1 Making A - 0, 68 1, 28 2 Packing B A 1, 00 1, 08 3 Pembandrolan C B 3, 30 1, 33 4 Wrapper D C 0, 77 1, 00 5 Cellophane E D 2, 00 1, 00 6 pengeballan F E 0,45 0, 55
Total waktu penyelesaian 8, 52 6, 24
Sumber : Data primer yang diolah
Setelah mengetahui elemen-elemen kerja yang ada, maka selanjutnya adalah membuat jaringan kerja untuk mempermudah dalam menentukan jumlah stasiun kerja yang efisien.
Gambar 3.3:
commit to user
50 Langkah selanjutnya yang akan dilakukan adalah menentukan besarnya tingkat keseimbangan stasiun kerja, efisiensi, dan efektifitas dengan menggunakan metode keseimbangan lini (line balancing) sebagai berikut : (Heizer dan Render, 2009:561)
1. Menghitung waktu siklus (cycle time)
Waktu siklus (cycle time) adalah waktu nyata untuk penyelesaian suatu tugas atau langkah proses. Atau bisa diartikan sebagai waktu maksimal dimana produk dapat tersedia pada setiap stasiun kerja jika tingkat produksi dicapai, jumlah waktu produksi yang tersedia perhari adalah delapan jam dengan produksi perhari 300 ball (untuk rokok golden executive) dan 77 ball (untuk rokok slim).
Waktu produksi yang tersedia perhari = 7 jam = 420 menit, namun untuk produksi rokok slim hanya menggunakan waktu produksi rata-rata 2,5 jam atau 150 menit.
Cycle time untuk produksi rokok golden executive adalah sebagai
berikut:
Waktu siklus =
=
= 1, 4 menit
Sedangkan cycle time untuk produksi rokok slim adalah sebagai berikut: Waktu siklus =
commit to user
51 = 1, 95 menit
2. Menghitung jumlah stasiun kerja secara teoritis
Setelah waktu siklus diketahui maka langkah selanjutnya adalah menghitung stasiun kerja terkecil. Jumlah stasiun kerja minimal merupakan waktu pengerjaan tugas total (waktu yang dibutuhkan untuk membuat produk) dibagi dengan waktu siklus.
Untuk pengerjaan rokok golden executive per ballnya dibutuhkan waktu 8, 52 menit.
Jumlah stasiun kerja minimum untuk rokok golden executive dapat dihitung sebagai berikut :
Jumlah stasiun kerja minimal =
= = 6, 09 ≈ 6
Sedangkan untuk pengerjaan rokok slim per ballnya dibutuhkan waktu 6,24 menit, jadi jumlah stasiun kerja minimum untuk rokok slim dapat dihitung sebagai berikut :
Jumlah stasiun kerja minimal =
= = 3, 2 ≈ 3
Jadi jumlah stasiun kerja yang diperoleh adalah sebesar 6 stasiun kerja untuk rokok golden executive dan 3 stasiun kerja untuk rokok slim.
commit to user
52 3. Menghitung efisiensi
Efisiensi keseimbangan lini dapat dihitung dengan membagi waktu tugas total dengan jumlah stasiun kerja yang dibutuhkan, lalu dikalikan dengan waktu siklus terpanjang yang sebenarnya.
Diketahui untuk golden executive waktu siklus (cycle time) sebesar 1,4 menit, stasiun kerja sebanyak 6,09, dan waktu penyelesaian tugas adalah 8, 52 menit.
Tingkat efisiensi dapat dihitung sebagai berikut : Efisiensi =
Efisiensi = = x 100% = 99, 93%
Sedangkan untuk slim diketahui waktu siklus (cycle time) sebesar 1,95 menit, stasiun kerja sebanyak 3,2, dan waktu penyelesaian tugas adalah 6,24 menit.
Tingkat efisiensi dapat dihitung sebagai berikut : Efisiensi =
Efisiensi = = x 100% = 100%
Berdasarkan perhitungan di atas, efisiensi dapat tercapai pada saat perusahaan menggunakan stasiun kerja sebanyak 6 stasiun kerja untuk golden executive dengan tingkat efisiensi sebesar 99, 93% dan 3 stasiun kerja untuk slim dengan tingkat efisiensi 100%.
commit to user
53 4. Menentukan efektifitas
Efektifitas lini adalah tingkat kapasitas yang diijinkan yang bisa dicapai. Cara menentukan besarnya tingkat efektifitas dilakukan dengan langkah : Golden Executive
Output perhari yang dicapai =
=
= 300
Output yang dicapai perhari adalah 300 ball, sedangkan target perusahaan adalah 385 ball perhari (10.000/bulan). Maka dari itu tingkat efektifitas yang dicapai adalah sebagai berikut :
Efektifitas =
x
100%=
x
100% = 77, 92 % SlimOutput perhari yang dicapai =
=
= 76,9 ≈ 77
Output yang dicapai perhari adalah 77 ball, sedangkan target perusahaan adalah 80 ball perhari (2000/bulan). Maka dari itu tingkat efektifitas yang dicapai adalah sebagai berikut :
Efektifitas =
x
100%commit to user
54 Jadi efektifitas yang tercapai pada saat perusahaan menggunakan waktu kerja perhari 420 menit (7 jam) dan cycle time 1, 4 menit untuk produksi rokok golden executive adalah sebesar 77,92%. Sedangkan tingkat efektifitas yang tercapai pada saat perusahaan menggunakan waktu kerja perhari 150 menit (2,5 jam) dan cycle time 1,95 menit untuk produksi rokok slim adalah sebesar 96,25%.
D. Usulan Penataan Ulang Tata Letak (Re-Layout)
Layout pabrik adalah tata letak atau tata ruang (Subagyo, 2000:79).
Artinya, cara penempatan fasilitas-fasilitas yang digunakan di dalam pabrik. Tata cara pengaturan tersebut akan berguna untuk menunjang kelancaran proses produksi. Di mana pengaturan tata letak akan memanfaatkan luas area untuk penempatan mesin-mesin atau fasilitas penunjang produksi, kelancaran gerakan perpindahan material, tenaga kerja, dan penyimpanan material baik yang bersifat temporer maupun permanen.
Tata letak pabrik yang baik akan ikut menentukan efisiensi, menjaga kelangsungan hidup perusahaan ataupun kesuksesan kerja suatu industri. Peralatan industri yang mahal harganya, peralatan yang canggih, dan suatu desain produk yang baik akan menjadi tidak ada artinya tanpa perencanaan
layout yang tepat. Tata letak pabrik yang baik dan didukung dengan
koordinasi kerja yang baik antar departemen dalam perusahaan diharapkan mampu membuat perusahaan tetap bertahan dan sukses dalam persaingan industri di bidangnya. Salah satu cara yang dapat dilakukan adalah dengan merancang tata letak pabrik atau melakukan konfigurasi ulang tata letak
commit to user
55 pabrik. Suatu pabrik yang sudah berjalan lama yang mana semua fasilitas sudah tertata, namun sejalan dengan perkembangan pabrik akan membutuhkan penataan ulang tata letaknya. Penyusunan ulang tata letak pabrik (re-layout) sering dilakukan dalam penyusunan layout diantaranya dalam pemindahan fasilitas-fasilitas pabrik, dan ini bukan perubahan layout
secara keseluruhan.
Untuk aktivitas produksi PT. Djitoe Indonesian Tobacco Coy menggunakan gedung yang cukup luas, namun dalam penggunaan gedung untuk aktivitas produksi tersebut ditemukan kelemahan, diantaranya berkaitan dengan penataan ruang dan penataan aliran material.
commit to user
56
U
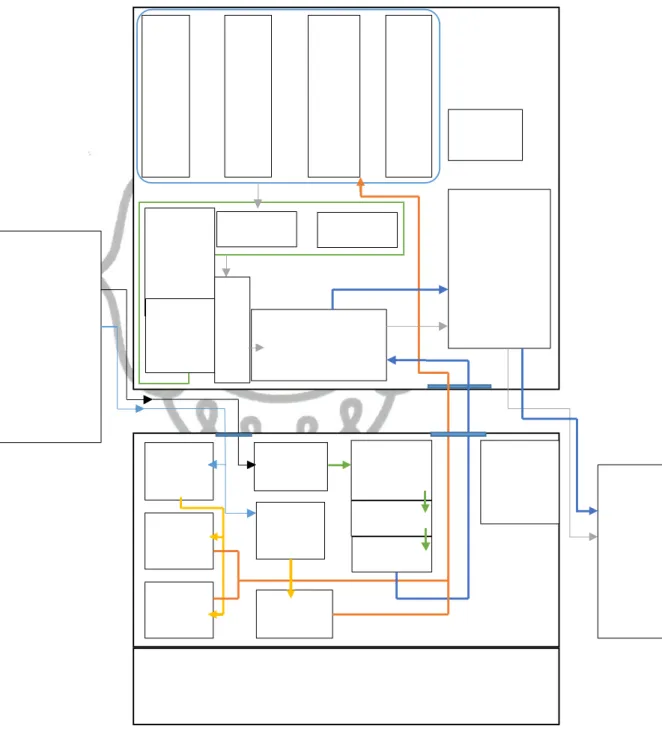
Gambar 3.4 :
Layout Mesin Produksi Rokok Golden Executive dan Rokok Slim
Meja Pem band rolan Meja Pem band rolan Meja Pem band rolan Meja Pem band rolan Mandor Wrapper Wrapper Wrapper Wrapper Tempat Penge ballan Tempat Rokok Yg sudah Di ball (isi 20 slope) MK 9 EXE HLP 2 EXE HLP 2 EXE MK 9 EXE HLP 4 EXE MK 9 SLIM HLP SLIM Stample r Wrapper Kantor Produksi cello pha ne Bengkel Mesin
commit to user
57 Keterangan Gambar :
1. MK 9 EXE adalah mesin making yang berfungsi untuk membuat rokok SKM batangan jenis golden executive, dengan menggunakan bahan baku tembakau (yang telah dicampur dengan cengkeh dan saos), cigarette paper, CTP, filter, dan lem.
2. MK 9 SLIM adalah mesin making yang berfungsi untuk membuat rokok SKM batangan jenis slim, dengan menggunakan bahan baku tembakau (yang telah dicampur dengan cengkeh dan saos),
cigarette paper, CTP, filter, dan lem.
3. HLP 2 dan HLP 4 adalah mesin packing yang berfungsi untuk membungkus rokok golden executive batangan ke dalam kotak
pack yang terbuat dari bahan etiket, allumunium foil (alfoil), inner
frame, dan lem. Untuk rokok golden executive satu pack berisi 12
batang.
4. Mesin HLP SLIM adalah mesin packing yang berfungsi untuk membungkus rokok slim batangan ke dalam kotak pack yang terbuat dari bahan etiket, allumunium foil (alfoil), inner frame, dan lem. Untuk rokok slim satu pack berisi 16 batang.
5. Stampler merupakan mesin yang digabungkan dengan mesin
packing HLP SLIM. Stampler berfungsi untuk memasang bandrol
atau pita cukai rokok slim. Sedangkan untuk pembandrolan pita cukai rokok golden executive dilakukan secara manual oleh tenaga kerja borongan.
commit to user
58
6. Wrapper merupakan mesin yang berfungsi untuk memberi lapisan
plastik ke pack rokok yang sudah ditempeli pita cukai. Untuk rokok slim mesin ini digabung setelah mesin stampler karena proses penempelan pita cukai dilakukan otomatis dengan mesin, sedangkan untuk rokok golden executive mesin wrapper
dipisahkan karena pembandrolan dilakukan secara manual.
7. Meja pembandrolan adalah tempat yang dipakai para tenaga kerja borongan untuk menempelkan pita cukai pada rokok golden executive.
8. Tempat pengeballan merupakan tempat untuk membungkus rokok slope menjadi ball, satu ball berisi 20 slope (200 pack).
Berdasarkan gambar layout di atas dapat terlihat bahwa permasalahan yang terjadi diantaranya adalah adanya area (space) yang kosong dan tidak terpakai, penempatan mesin macking dan mesin packing yang tidak sesuai dengan aliran bahan dan aliran proses produksi. Ketidakteraturan tersebut juga akan berdampak pada utilitas atau pemakaian ruangan yang kurang optimal, seperti terlihat dari aliran bahan dan aliran proses produksi yang digambarkan dengan flow diagram berikut ini.
commit to user
59 Gambar 3.5 : Aliran Bahan dan Aliran Proses Produksi
Rokok Golden Executive dan Rokok Slim
Meja Pem band rolan Meja Pem band rolan Meja Pem band rolan Meja Pem band rolan Mandor Wrapper Wrapper Wrapper HLP SLIM Stampler Wrapper Temp at Penge ballan Tempat Rokok Yg sudah Di ball (isi 20 slope) Wrapper HLP 2 EXE HLP 2 EXE MK 9 EXE MK 9
SLIM Produksi Kantor
HLP 4 EXE MK 9 EXE Bengkel Mesin Gudang Bahan Baku Gudang Produk Jadi cell oph ane
commit to user
60 Penjelasan Gambar
Untuk produk rokok golden executive :
1. Garis menunjukkan aliran bahan dari gudang bahan baku ke mesin produksi rokok golden executive (mesin making MK 9). 2. Garis menunjukkan aliran produk rokok golden executive
batangan dari mesin produksi (mesin making MK 9) menuju ke mesin packing. Perusahaan menggunakan 3 mesin packing (HLP) untuk produksi rokok golden executive, dengan dua macam tipe yaitu HLP 2 dan HLP 4.
3. Garis menunjukkan aliran produk rokok golden executive yang sudah di packing dari mesin packing (HLP) menuju ke meja pembandrolan untuk ditempeli pita cukai oleh tenaga kerja borongan.
4. Setelah ditempel pita cukai, pack rokok golden executive kemudian diberi lapisan plastik dan dibuat dalam slope dengan menggunakan mesin wrapper, di mana setiap slope berisi 10 pack. Dari mesin
wrapper selanjutnya adalah pengeballan, setiap 20 slope dijadikan 1
ball. Kemudian yang terakhir adalah rokok yang telah dibuat dalam bentuk ball diletakkan sementara di sebelah tempat pengeballan sebelum akhirnya diangkut ke gudang produk jadi. Dan seluruh proses tersebut ditandai dengan garis .
commit to user
61 Sedangkan untuk rokok slim adalah sebagai berikut :
1. Garis menunjukkan aliran bahan dari gudang bahan baku ke mesin produksi rokok slim.
2. Garis menunjukkan aliran produk rokok slim batangan dari mesin produksi (mesin making MK 9) menuju ke mesin
packing. Dalam proses ini sedikit berbeda dengan proses pada
rokok golden executive, untuk rokok slim proses packing langsung dilanjutkan penempelan pita cukai dengan mesin stampler dan pemasangan plastik dan pembungkusan dalam kemasan slope
dengan mesin wrapper. Yang mana mesin packing, stampler, dan
wrapper digabungkan menjadi satu kesatuan.
3. Setelah dari mesin wrapper selanjutnya adalah pengeballan, setiap
20 slope dijadikan 1 ball. Kemudian yang terakhir adalah rokok
yang telah dibuat dalam bentuk ball diletakkan sementara di sebelah tempat pengeballan sebelum diangkut ke gudang produk jadi. Dan seluruh proses tersebut ditandai dengan garis . .
Untuk memperoleh layout pabrik yang efisien ada kriteria pengukuran yang merupakan tujuan yang harus dicapai di dalam menyusun layout pabrik. Kriteria pengukuran tersebut diantaranya adalah sebagai berikut :
1. Jarak angkut yang minimum 2. Aliran material yang baik 3. Penggunaan ruang yang efektif 4. Fleksibel
commit to user
62 5. Keselamatan barang-barang yang diangkut
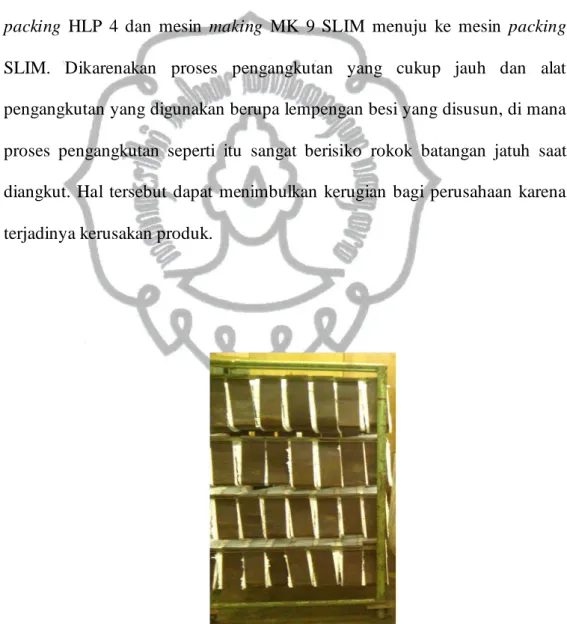
Namun, layout yang ada sekarang tidak sesuai dengan kriteria pengukuran tersebut. Dengan aliran proses produksi seperti itu terlihat bahwa adanya aliran yang simpang siur antara bahan dan produk jadi. Selain itu juga ditemukan kendala pada proses pengangkutan produk rokok batangan dari mesin making MK 9 EXE yang berada di bengkel mesin menuju mesin
packing HLP 4 dan mesin making MK 9 SLIM menuju ke mesin packing
SLIM. Dikarenakan proses pengangkutan yang cukup jauh dan alat pengangkutan yang digunakan berupa lempengan besi yang disusun, di mana proses pengangkutan seperti itu sangat berisiko rokok batangan jatuh saat diangkut. Hal tersebut dapat menimbulkan kerugian bagi perusahaan karena terjadinya kerusakan produk.
Gambar 3.6: Alat pengangkutan rokok batangan dari mesin making menuju ke mesin packing
commit to user
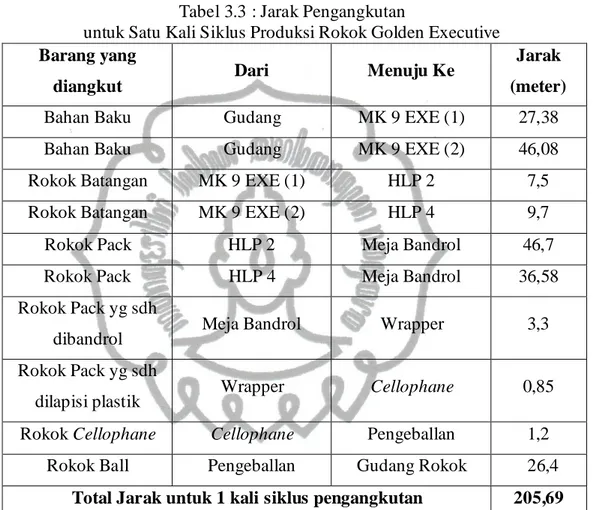
63 Besarnya jarak pengangkutan dari satu stasiun kerja ke stasiun kerja lainnya untuk produk rokok golden executive dapat dilihat pada tabel di bawah ini :
Tabel 3.3 : Jarak Pengangkutan
untuk Satu Kali Siklus Produksi Rokok Golden Executive Barang yang
diangkut Dari Menuju Ke
Jarak (meter)
Bahan Baku Gudang MK 9 EXE (1) 27,38
Bahan Baku Gudang MK 9 EXE (2) 46,08
Rokok Batangan MK 9 EXE (1) HLP 2 7,5
Rokok Batangan MK 9 EXE (2) HLP 4 9,7
Rokok Pack HLP 2 Meja Bandrol 46,7
Rokok Pack HLP 4 Meja Bandrol 36,58
Rokok Pack yg sdh
dibandrol Meja Bandrol Wrapper 3,3
Rokok Pack yg sdh
dilapisi plastik Wrapper Cellophane 0,85
Rokok Cellophane Cellophane Pengeballan 1,2 Rokok Ball Pengeballan Gudang Rokok 26,4
commit to user
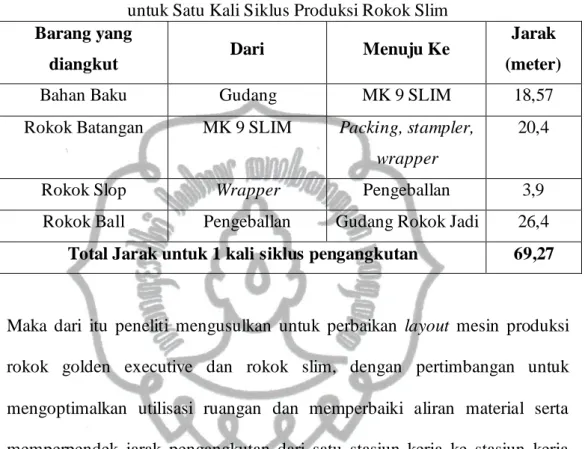
64 Sedangkan besarnya jarak pengangkutan dari satu stasiun kerja ke stasiun kerja lainnya untuk produk rokok slim dapat dilihat pada tabel di bawah ini :
Tabel 3.4 : Jarak Pengangkutan untuk Satu Kali Siklus Produksi Rokok Slim Barang yang
diangkut Dari Menuju Ke
Jarak (meter)
Bahan Baku Gudang MK 9 SLIM 18,57
Rokok Batangan MK 9 SLIM Packing, stampler, wrapper
20,4
Rokok Slop Wrapper Pengeballan 3,9
Rokok Ball Pengeballan Gudang Rokok Jadi 26,4
Total Jarak untuk 1 kali siklus pengangkutan 69,27
Maka dari itu peneliti mengusulkan untuk perbaikan layout mesin produksi rokok golden executive dan rokok slim, dengan pertimbangan untuk mengoptimalkan utilisasi ruangan dan memperbaiki aliran material serta memperpendek jarak pengangkutan dari satu stasiun kerja ke stasiun kerja lainnya. Bentuk/susunan layout yang diusulkan seperti ditunjukkan pada skema gambar di bawah ini :
commit to user
65
U
Gambar 3.7 :Perbaikan Layout Mesin Produksi Rokok Golden Executive dan Rokok Slim Yang Diusulkan Meja Pemb andro lan Meja Pem band rolan Meja Pem band rolan Meja Pem band rolan Mandor Wrapper Wrapper Wrapper Wrapper Tempat Pengeballan Tempat Rokok Yg sudah Di ball (isi 20 slope) HLP 2 EXE HLP 2 EXE MK 9 EXE MK 9 EXE HLP 4 EXE MK 9 SLIM HLP SLIM Stample r Wrapper Kantor Produksi cell oph ane
commit to user
66 Dengan bentuk layout seperti yang diusulkan di atas, sehingga diharapkan aliran material akan menjadi seperti ditunjukkan pada gambar dibawah ini.
Gambar 3.8 :Aliran Bahan dan Aliran Proses Produksi
Rokok Golden Executive dan Rokok Slim pada Layout yang Diusulkan
Meja Pemb andro lan Meja Pem band rolan Meja Pem band rolan Meja Pem band rolan Mandor Wrapper Wrapper Wrapper Wrapper Tempat Pengeballan Tempat Rokok Yg sudah Di ball (isi 20 slope) HLP 2 EXE HLP 2 EXE MK 9 EXE MK 9 EXE HLP 4 EXE MK 9 SLIM HLP SLIM Stample r Wrapper Kantor Produksi Gudang Bahan Baku Gudang Produk Jadi Bengkel Mesin cel lop ha ne
commit to user
67 Dengan adanya perubahan layout, maka akan terjadi perubahan juga pada aliran material, sehingga diharapkan akan semakin memperpendek jarak pengangkutan material dari satu stasiun menuju stasiun yang lainnya.
Besarnya jarak pengangkutan material produk rokok golden executive dan material produk rokok slim setelah adanya perubahan susunan layout
produksi dapat dilihat pada tabel di bawah ini. Tabel 3.5 :
Jarak Pengangkutan Material Produk Rokok Golden Executive Setelah Perubahan Layout
Barang yang
diangkut Dari Menuju Ke
Jarak (meter)
Bahan Baku Gudang MK 9 EXE (1) 14,1
Bahan Baku Gudang MK 9 EXE (2) 14,9
Rokok Batangan MK 9 EXE (1) HLP 2 7,5
Rokok Batangan MK 9 EXE (2) HLP 4 3,7
Rokok Pack HLP 2 Meja Bandrol 46,7
Rokok Pack HLP 4 Meja Bandrol 36,7
Rokok Pack yg sdh
dibandrol Meja Bandrol Wrapper 4,4
Rokok Pack yg sdh
dilapisi plastik Wrapper Cellophane 2,6
Rokok Cellophane Cellophane Pengeballan 1,3 Rokok Ball Pengeballan Gudang Rokok 26,9
commit to user
68 Tabel 3.6 :
Jarak Pengangkutan Material Produk Rokok Slim Setelah Perubahan Layout
Barang yang
diangkut Dari Menuju Ke
Jarak (meter)
Bahan Baku Gudang MK 9 SLIM 14,3
Rokok Batangan MK 9 SLIM Packing, stampler, wrapper
1,81
Rokok Slop Wrapper Pengeballan 24,6
Rokok Ball Pengeballan Gudang Rokok Jadi 26,4
Total Jarak untuk 1 kali siklus pengangkutan 67,11
Berdasarkan hasil pengukuran di atas terlihat bahwa terdapat perubahan jarak yang semakin pendek setelah adanya perubahan layout. Dimana total jarak untuk satu kali siklus pengangkutan material rokok golden executive awalnya sebesar 205,69 meter dan setelah adanya perubahan layout total jarak pengangkutan menjadi 158,8 meter, sehingga terjadi perpendekan jarak sebesar 46,89 meter. Sedangkan untuk rokok slim, total jarak untuk satu kali siklus pengangkutan material awalnya sebesar 69,27 meter dan setelah adanya perubahan layout total jarak pengangkutan menjadi 67,11 meter, sehingga terjadi perpendekan jarak sebesar 2,16 meter.
Dengan demikian, penataan ulang (re-layout) mesin produksi rokok golden executive dan rokok slim dapat mencapai kriteria susunan layout yang baik, yaitu jarak angkut yang lebih minimum, aliran material yang semakin baik, dan penggunaan ruang yang lebih efektif.
commit to user
69 Selain itu dengan pengusulan penataan ulang layout (re-layout) mesin produksi rokok golden executive dan rokok slim seperti tersebut di atas, diharapkan dapat tercapai susunan layout yang lebih baik. Ditandai dengan ciri sebagai berikut:
1. Pola aliran bahan terencana.
2. Aliran yang lurus; pergerakan bahan dari satu proses ke proses lain diharapkan lurus untuk mengurangi potensi kerusakan dan merupakan upaya memperpendek jarak perpindahan.
3. Langkah balik (backtrack) minimum; hal ini terkait dengan jarak perpindahan bahan, selain itu adanya langkah balik akan mengganggu pergerakan maju bahan.
4. Pemindahan antar-operasi minimum; perpindahan bahan merupakan
waste, namun tidak bisa dihindari. Maka dari itu, operasi perlu
diminimumkan. Pada umumnya, tujuan dicapai dengan menggabungkan operasi, sehingga waktu yang dibutuhkan untuk menyelesaikan produk bisa minimum pula.
5. Pemakaian seluruh lantai pabrik maksimum; seluruh luas lantai yang ada di pabrik harus dimanfaatkan dengan maksimal, tujuannya adalah utilisasi ruang yang tersedia dengan optimal.