8
BAB II
LANDASAN TEORI
2.1. Fungsi dan Sistem Produksi
Menurut Hakim (2008), aktivitas produksi sebagai suatu bagian dari fungsi organisasi perusahaan bertanggung jawab terhadap pengolahan bahan baku menjadi produksi jadi yang dapat dijual. Ada 3 fungsi utama dari kegiatan-kegiatan produksi,yaitu :
a. Proses Produksi yaitu metode dan teknik yang digunakan dalam mengolah bahan baku menadi produk.
b. Perencanaan Produksi yaitu tindakan antisipasi dimasa mendatang sesuai dengan peridoe waktu yang direncanakan.
c. Pengendalian Produksi yaitu tindakan yang menjamin bahwa semua kegiatan yang dilaksanakan dalam perencanaan telah dilakukan sesuai target yang telah ditetapkan.
Sistem produksi adalah kumpulan dari sub sistem-sub sistem yang saling berinteraksi dengan tujuan mentransformasikan input produksi menjadi output produksi. Input produksi adalah bahan baku, mesin, tenaga kerja, modal.dan informasi, sedangkan Output produksi adalah produk, limbah, informasi. Sub
sistem adalah perencanaan dan pengendalian produksi, pengendalian kualitas, penentuan standar operasi, penentuan fasilitas produksi, perawatan fasilitas produksi dan penentuan harga pokok produksi. Proses input – output sistem produksi dapat dilihat pada gambar 2.1.
Gambar 2.1 Proses input – output sistem produksi
A. Sistem produksi menurut proses dibedakan menjadi 2 yaitu proses produksi kontinyu dan proses produksi terputus. Karakterisitik dari proses produksi kontinyu diantaranya adalah :
Produk yang dihasilkan dalam jumlah besar,sedikit variasi. Menggunakan tata letak fasilitas berdasarkan product layout. Mesin yang dipakai bersifat khusus ( Special Purpose Machine ) Operator tidak perlu keahlian dan ketrampilan tinggi dalam proses Jika ada Line Stop produksi maka seluruh proses akan berhenti
pengalaman yang banyak
Sedangkan karakterisitik dari proses yang terputus adalah : Produk yang dihasilkan dalam jumlah kecil,banyak variasi. Menggunakan tata letak fasilitas berdasarkan process layout. Mesin yang dipakai bersifat umum( General Purpose Machine ) Operator memerlukan keahlian dan ketrampilan tinggi dalam proses Jika ada Line Stop produksi maka seluruh proses tidak akan berhenti,tetapi hanya salah satu mesin atau peralatan saja.
B. Sistem produksi menurut tujuan operasinya dibedakan menjadi 4 yaitu : 1) Engineering To Order ( ETO) yaitu bila pemesan meminta produsen
untuk membuat produk yang dimulai dari proses perancangan ( rekayasa). 2) Assembly To Order (ATO ) yaitu bila produsen membuat desain
standart,modul-modul opsinya standart yang sebelumnya dan merakit suatu kombinasi tertentu sesuai dengan pesanan konsumen.
3) Make To Order ( MTO ) yaitu bila produsen menyelesaikan item akhirnya jika dan hanya jika telah menerima pesanan konsumen untuk item tersebut.
4) Make To Stock ( MTS ) yaitu bila produsen membuat item-item yang diselesaikan dan ditempatkan sebagai persediaan sebelum pesanan konsumen diterima.
C. Sistem produksi menurut aliran operasi dan variasi produk dibedakan menjadi 5 yaitu :
1) Flow Shop yaitu proses konversi dimana unit-unit output secara berturut-turut melalui urutan operasi yang sama pada mesin-mesin
khusus,biasanya ditempatkan sepanjang suatu lintasan produksi.Proses Flow shop biasanya disebut juga sistem produksi massal ( mass production ).
2) Continuous yaitu proses ini merupakan bentuk ekstrim dari flow shop dimana terjadi aliran material yang konstan.
3) Job Shop yaitu proses konversi dimana unit-unit untuk pesanan yang berbeda akan mengikuti urutan yang berbeda pula dengan melalui pusat-pusat kerja yang dikelompokkan berdasarkan fungsinya.
4) Batch yaitu bentuk satu langkah kedepan dibandingkan dengan job shop dalam hal standarisasi produk,tetapi tidak terlalu ter.standarisasi seperti produk yang dihasilkan pada aliran lintasan perakitan flow shop.
5) Proyek yaitu proses penciptaan satu jenis produk yang agak rumit dengan suatu pendefinisian urutan tugas-tugas yang terakhir akan kebutuhan sumberdaya dan dibatasi oleh waktu penyelesaian.
D. Sistem produksi menurut cara kerja dapat diklasifikasikan menjadi 2 yaitu : 1) Sistem Push (tekan) yaitu job-job yang diproduksi dibebankan secara
berturut-turut mulai dari stasiun kerja awal,kemudian ditekan kedepan hingga produk tersebut selesai diproses pada stasiun produksi terakhir. 2) Sistem Pull (tarik) yaitu proses produksi yang dimulai jika persediaan
pada suatu stasiun kosong atau produk akan diproduksi pada stasiun-stasiun kerja “hanya pada saat dibutuhkan “ ( Just In Time ) untuk memenuhi permintaan dari stasiun berikutnya.
Control) yaitu proses untuk merencanakan dan mengendalikan aliran material yang masuk,mengalir, keluar dari sitem produksi sehingga permintaan pasar dapat dipenuhi dengan jumlah yang tepat, waktu penyerahan yang tepat, dan biaya produksi yang minimum. Sesuai dengan fungsinya pengendalian produksi melakukan aktivitas-aktivitas sebagai berikut :
Mengukur realisasi dari rencana produksi Membandingkan realisasi dari rencana produksi Mengamati penyimpangan yang terjadi
Menganalisa sebab-sebab terjadinya penyimpangan Melakukan tindakan perbaikan.
2.2. Sejarah dan sistem produksi Lean
Istilah “Lean” yang dikenal luas dalam dunia manufacturing dewasa ini dikenal dalam berbagai nama yang berbeda seperti: Lean Production, Lean Manufacturing, Toyota Production System, dan lain-lain. Secara singkat, periode tahun awal mula munculnya Lean adalah:
Tahun 1902, Sakichi Toyoda membuat sebuah mesin tenun yang dapat berhenti sendiri jika terjadi gangguan. Yang sekarang ini dikenal sebagai
Jidoka.
Tahun 1913, Henry Ford menerapkan produksi dengan aliran yang tidak terputus (the flow of production) dan lini perakitan untuk produksi massal. Namun, masalah yang dihadapi adalah ketidakmampuan untuk memproduksi lebih dari satu variasi mobil.
Ohno, Shigeo Shingo dan keluarga Toyoda menemukan sistem produksi yang fleksibel (one-piece flow) yang didukung dengan ditemukannya sistem tarik (pull system) dimana proses dapat memproduksi sejumlah produk sesuai yang dibutuhkan.
Tahun 1950-an, Shigeo Shingo mengembangkan sistem yang dikenal sebagai SMED (Single Minute Exchange of Dies).
Kemudian sistem persediaan Just-In-Time dikembangkan dan sistem lain seperti Kanban dan Kaizen yang mendukung terbentuknya sistem produksi Lean.
Pola pikir Lean adalah tulang punggung dari implementasi sistem Lean di perusahaan. Sistem produksi Lean atau yang lebih dikenal sebagai Lean
adalah s i s t e m untuk menghilangkan pemborosan (waste) sehingga memperkaya nilai tambah (value added) produk (barang/ jasa) agar memberikan nilai kepada pelanggan (customer value) ( Harrison, 2008 ).
Selain itu terdapat pula definisi lain dari Lean yaitu suatu pendekatan sistemik dan sistematik untuk mengidentifikasi dan menghilangkan pemborosan (waste) atau kegiatan-kegiatan tidak bernilai tambah (non-value-adding activities) melalui peningkatan terus-menerus secara radikal dengan cara mengalirkan produk (material, work-in-process, output) dan informasi menggunakan sistem tarik (pull system) dari pelanggan internal dan eksternal untuk mengejar keunggulan dan kesempurnaan. Setelah memahami pengertian dasar dari Lean, maka dapat diketahui bahwa Lean mempunyai beberapa tujuan, antara lain:
dan material pada saat melakukan proses produksi. 2. Memproduksi produk sesuai pesanan dari konsumen.
3. Mengurangi biaya seiring dengan meningkatkan kualitas produk yang dihasilkan.
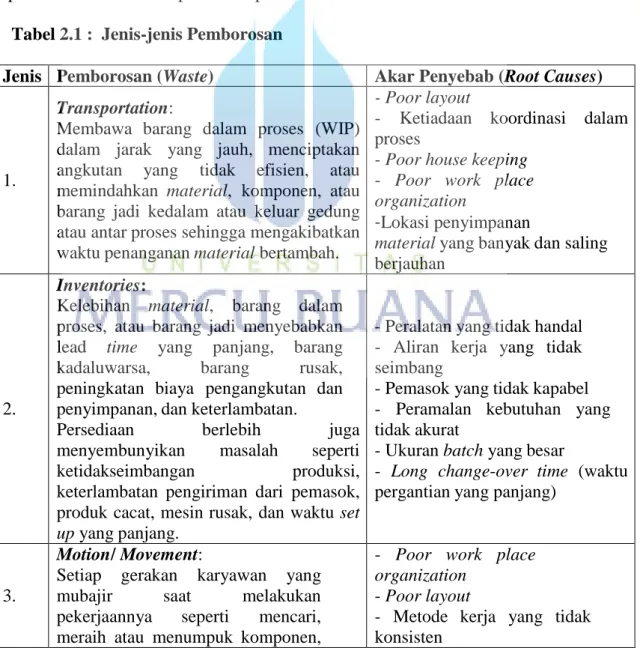
Pemborosan (istilah Jepang, Muda) merupakan aktivitas yang tidak memberi nilai tambah (non-value added activities) dan dikenal dalam kalangan praktisi Lean Manufacturing sebagai “tujuh pemborosan”. Hal ini bertanggung jawab dalam sekitar 95% dari semua biaya yang ada dalam produksi. Tujuh pemborosan tersebut dapat dilihat pada tabel 2.1.
Tabel 2.1 : Jenis-jenis Pemborosan
Jenis Pemborosan (Waste) Akar Penyebab (Root Causes)
1.
Transportation:
Membawa barang dalam proses (WIP) dalam jarak yang jauh, menciptakan angkutan yang tidak efisien, atau memindahkan material, komponen, atau barang jadi kedalam atau keluar gedung atau antar proses sehingga mengakibatkan waktu penanganan material bertambah.
- Poor layout
- Ketiadaan koordinasi dalam proses
- Poor house keeping
- Poor work place organization
-Lokasi penyimpanan
material yang banyak dan saling berjauhan
2.
Inventories:
Kelebihan material, barang dalam proses, atau barang jadi menyebabkan lead time yang panjang, barang kadaluwarsa, barang rusak, peningkatan biaya pengangkutan dan penyimpanan, dan keterlambatan.
Persediaan berlebih juga menyembunyikan masalah seperti ketidakseimbangan produksi, keterlambatan pengiriman dari pemasok, produk cacat, mesin rusak, dan waktu set up yang panjang.
- Peralatan yang tidak handal - Aliran kerja yang tidak seimbang
- Pemasok yang tidak kapabel - Peramalan kebutuhan yang tidak akurat
- Ukuran batch yang besar
- Long change-over time (waktu pergantian yang panjang)
3.
Motion/ Movement:
Setiap gerakan karyawan yang mubajir saat melakukan pekerjaannya seperti mencari, meraih atau menumpuk komponen,
- Poor work place organization
- Poor layout
- Metode kerja yang tidak konsisten
alat dan lain sebagainya. Berjalan juga merupakan pemborosan.
- Poor machine design
4.
Waiting:
Para pekerja hanya mengamati mesin otomatis yang sedang berjalan atau berdiri menunggu langkah proses selanjutnya, alat, pasokan komponen selanjutnya dan lain sebagainya atau menganggur saja karena kehabisan material, keterlambatan proses, mesin rusak, dan bottleneck.
- Metode kerja yang tidak konsisten
- Long change-over time
(waktu pergantian yang panjang)
5.
Over Process:
Melakukan langkah yang tidak diperlukan untuk memproses komponen. Melakukan pemrosesan yang tidak efisien karena alat yang buruk dan rancangan produk yang buruk, menyebabkan gerakan yang tidak perlu dan memproduksikan barang cacat.
Pemborosan terjadi ketika membuat produk yang memiliki kualitas lebih tinggi daripada yang diperlukan.
- Ketidaktepatan penggunaan peralatan
- Pemeliharaan peralatan yang jelek
- Gagal mengkombinasi operasi-operasi kerja
- Proses kerja dibuat serial padahal proses-proses itu tidak tergantung satu sama lain yang seyogyanya dapat dibuat parallel
6.
Over Production:
Memproduksi barang-barang yang belum dipesan, akan menimbulkan pemborosan seperti kelebihan tenaga kerja dan kelebihan tempat penyimpanan dan biaya transportasi yang meningkat karena adanya persediaan berlebih.
- Ketiadaan komunikasi - Sistem balas dan penghargaan yang tidak tepat - Hanya berfokus pada kesibukan kerja bukan untuk
memenuhi kebutuhan pelanggan internal dan eksternal
7.
Defective Products:
Memproduksi komponen cacat atau yang memerlukan perbaikan. Perbaikan atau pengerjaan ulang, scrap, memproduksi barang pengganti, dan inspeksi berarti tambahan penanganan, biaya, waktu dan upaya yang sia-sia.
- Incapable processes - Insufficient planning
- Ketiadaan SOP
Defective Design:
Tidak memenuhi kebutuhan pelanggan, penambahan features yang tidak perlu.
- Lack of customer input in design
- Over design
2.3 Prinsip-prinsip Lean Dalam Penerapan Sistem Produksi
Suatu perusahaan yang telah melihat bahwa sistem produksi Lean akan memberikan suatu perubahan yang baik kepada usahanya, akan terdorong untuk mencoba melakukan penerapan sistem ini di perusahaannya. Sebelum melakukan
penerapan, penting untuk diketahui beberapa prinsip yang mendasari pandangan untuk penerapan sistem Lean, yaitu (Gaspersz, 2007, hal.4):
1. Mengidentifikasi nilai produk berdasarkan pada pandangan dari para pelanggan, di mana pelanggan menginginkan produk (barang atau jasa) dengan kualitas yang superior, harga kompetitif dan pengiriman yang tepat waktu. Perusahaan harus berpikir melalui sudut pandang pelanggan dalam melakukan desain produk, proses produksinya serta pemasarannya.
2. Membuat dan melakukan identifikasi terhadap aliran proses produk sehingga kegiatan yang dilakukan dalam memproses produk dapat diamati secara detail. Umumnya banyak perusahaan tidak melakukan pembuatan aliran proses produk melainkan membuat aliran proses bisnis atau aliran proses kerja sehingga tidak dapat dijadikan pertimbangan apakah memberikan nilai tambah kepada produk yang dibuat.
3. Menghilangkan pemborosan yang tidak bernilai tambah dari semua aktivitas yang terdapat dalam proses value stream tersebut dengan menganalisa value stream yang telah dibuat.
4. Mengorganisasikan agar material, informasi dan produk mengalir dengan lancar dan efisien sepanjang proses value stream dengan menggunakan sistem tarik (pull system).
5. Secara terus-menerus dan berkesinambungan melakukan peningkatan dan perbaikan dengan cara mencari teknik-teknik dan alat peningkatan agar mencapai keunggulan dan peningkatan terus-menerus.
Menurut Womack & Jones (2003) untuk menjadi lean manufacturer
dibutuhkan cara berpikir yang berfokus untuk menjadikan produk mengalir melalui tahapan yang memberikan nilai tanpa adanya hambatan (one piece flow), sebuah sistem pull yang bersumber dari permintaan customer untuk mencapai interval proses yang pendek, dan membudayakan melakukan continuous improvement dengan tekun.
Menurut Taiichi Ohno, penemu dari Toyota Production System, lean manufacturing adalah segala kegiatan sampai dengan produsen memperoleh uang kontan. Fokus dari lean manufacturing adalah mengurangi timeline dengan mengeliminasi pemborosan yang tidak membei nilai tambah (non value added). Tujuan Lean Manufacturing adalah:
a. Mendapatkan keuntungan melalui cost reduction atau perbaikan terhadap produktifitas. Hal ini dilakukan dengan menghilangkan waste.
b. Membangun sistem pengendalian visual. c. Respect for Humanity
Lean manufacturing atau sama dengan Toyota Production System pada intinya merupakan suatu sistem produksi yang bertujuan untuk mengeliminasi pemborosan (waste) di semua aspek produksi, mulai dari aliran bahan baku dari
supplier sampai dengan aliran produk akhir ke konsumen, melalui metode
continuous improvement sehingga dapat meningkatkan output dan produktivitas. Pemborosan dapat dikurangi dengan melakukan produksi pada jumlah yang tepat, pada waktu yang tepat, dan tempat yang tepat (konsep just in time). Continuous improvement merupakan tindakan perbaikan secara bertahap dan dilakukan terus-menerus.
Kegiatan identifikasi terhadap kemungkinan waste yang ada pada keseluruhan tingkat proses perlu diakukan agar tercipta keadaan yang lean.
Parameter yang perlu diperhatikan dalam mencapai kondisi yang lean antara lain: a. Inventory: simpangan cadangan, baik berupa bahan baku, work in
process, atau finished goods dalam periode waktu tertentu.
b. Finished goods (FG): produk jadi yang telah mengalami proses manufaktur secara lengkap tetapi belum terjual atau terdistribusi kepada konsumen.
c. Work in Process (WIP): produk yang belum selesai mengalami proses manufaktur secara lengkap. Biasanya karena masih menunggu proses selanjutnya.
d. Raw material: bahan baku yang dibutuhkan untuk menghasilkan suatu produk.
e. Scrap: hasil sisa produksi yang tidak memiliki nilai ekonomis atau hasil sisa produksi yang tidak dapat didaur ulang.
f. Headcount: jumlah operator yang bertugas pada suatu proses.
g. Transportation: jarak dan waktu ditempuh suatu produk dari lokasi yang satu ke yang lain.
h. Changeover time: waktu yang dibutuhkan untuk melakukan perubahan (konversi mesin) dalam memproduksi tipe produk yang satu ke tipe produk yang lain.
i. Setup time: waktu yang dibutuhkan mesin atau operator untuk dari awal setting mesin sampai menghasilkan satu unit produk.
dengan jumlah produksi teoritikal.
k. Cycle time: waktu yang dibutuhkan oleh mesin atau operator untuk membuat suatu produk.
l. Lead time: waktu yang dibutuhkan untuk menghasilkan suatu produk, dari awal kegiatan unloading material sampai loading produk jadi.
2.5 Teknik-Teknik Dalam Lean Manufacturing Teknik-teknik dalam lean manufacturing : 1. Value Stream Mapping
Penggambaran alur proses mulai dari awal hingga akhir secara sederhana dengan menunjukkan bagian-bagian terkait dan aliran material serta aliran informasi. Value Stream Mapping ini untuk mengetahui besarnya lead time yang diperbaiki dengan konsep lean environment.
2. Takt Time
Kata “takt” berasal dari bahasa Jerman, yang merupakan istilah teknis untuk “regular beat”. Prinsip takt time didapat dari aliran material yang konstan dalam lini produksi (idealnya menggunakan one piece flow). Takt time didefinisikan sebagai waktu yang harus dilewati antara penyelesaian 2 unit yang berurutan dalam memenuhi permintaan, dimana produk diproduksi dalam kecepatan yang konstan selama waktu produksi. Keuntungan menggunakan suatu aliran yang berdasarkan takt time adalah bergeraknya produk secara langsung dari
proses satu ke proses yang lainnya dengan waktu tunggu yang kecil. Yang berarti takt time adalah jumlah waktu produksi yang tersedia dibagi dengan ratio permintaan pelanggan.
3. One Piece Flow
Pengetahuan setiap aliran bagian mulai dari hulu hingga hilir dari suatu proses dimana di dalamnya terdapat satu lini atau jalur proses. 4. Pull System
Sistem produksi dimana jumlah produksinya bergantung pada jumlah permintaan dari pelanggan, sehingga tidak terjadi kelebihan produksi maupun penumpukkan terhadap produk. Pull system ini sangat fleksibel dalam pengambilan keputusan secara lokal.
5. SMED (Single Minute Exchange of Die) atau Setup Reduction
Salah satu metode dari lean production untuk mengurangi terjadinya
waste dalam proses manufaktur. Ini menghasilkan cara yang lebih efisien dan cepat untuk mengubah proses manufaktur yang berjalan untuk produk sekarang menjadi berjalan untuk produk selanjutnya. SMED bertujuan untuk mengurangi waktu setup.
6. OEE (Overall Equipment Effectiveness)
Pengukuran yang memfokuskan pada seberapa efektif operasi manufaktur digunakan. OEE biasanya digunakan sebagai Key Performance Index (KPI) untuk mengukur tingkat keberhasilan dari usaha lean manufacturing.
7. Flow Velocity
lead time dapat mendukung takt time secara tepat. 8. Produktifitas
Peningkatan produktifitas dilakukan dengan melakukan perbaikan terhadap proses kerja, penambahan tools kerja, dan perbaikan lainnya. Produktifitas berperan terhadap tingkat atau jumlah produksi yang dapat dihasilkan.
9. Tata letak Fasilitas
Pengaturan tata letak fasilitas yang baik akan membuat proses yang ada menjadi lebih mudah, sehingga waste yang terjadi dapat dihilangkan.
10. Standar Kerja
Pembuatan standar kerja untuk setiap proses yang akan dilakukan tiap operator berupa standar operasi kerja atau standar prosedur operasi. Standar kerja ini untuk menyeragamkan proses kerja dan mencegah terjadinya kesalahan.
11. Jidoka atau Pencegahan Defect
Kemampuan untuk mengetahui atau merasakan terjadi malfunction
pada suatu mesin. Proses ini mencegah terjadinya produk cacat, menghilangkan terjadinya kelebihan produksi, memfokuskan pada pemahaman terhadap masalah yang terjadi, dan memastikan untuk mencegah hal itu terjadi.
12. Machine reliability
Identifikasi terhadap reliabilitas terhadap mesin yang ada 13. TPM (Total Productive Maintenance)
Penggunaan TPM ini bertujuan untuk pengurangan terhadap
maintenance dan pencegahan terhadap kerusakan sehingga secara proaktif dapat mencegah kecelakaan, kerusakan, kesalahan, dan kerugian.
14. Value-Added Ratio
Penambahan ratio value sehingga secara ekonomi, produk yang dihasilkan memilki nilai tambah.
15. Line Balancing
Penyeimbangan lini kerja dilakukan untuk mencegah terjadinya over-loading pada satu stasiun kerja dan juga untuk mencegah terjadinya
bottleneck.
16. Handling Reduction
Mengurangi penanganan terhadap material yang ada, dengan cara menerapkan sistem Kanban dan JIT sehingga dapat meminimalisasi
inventory.
17. Sustainment of Gains
Mempertahankan hasil yang telah dicapai dengan tetap melakukan perbaikan secara berkelanjutan hingga mendapatkan proses yang terbaik.
18. Right-Sized Equipment
Penggunaan alat-alat kerja yang sesuai ukuran dengan kebutuhan dan proses kerja.
19. PokaYoke
proses yang mungkin terjadi dan melakukan pencegahan terhadap kesalahan tersebut.
2.6 Value Stream Mapping
Value Stream Mapping (VSM) adalah tools yang membantu menunjukkan secara visual semua aktivitas beserta waktu, baik aktivitas yang memberikan nilai tambah maupun tidak (value added and non value added activity) yang dibutuhkan untuk membuat suatu produk. VSM memetakan segala aktivitas yang terdapat dalam proses manufaktur, meliputi proses manufaktur, meliputi proses produksi, aliran material dan produk, serta aliran informasi untuk membuat suatu produk dengan tujuan membantu mengidentifikasi adanya waste dalam suatu sistem produksi. VSM akan menunjukkan detail seluruh aktivitas mulai dari pengiriman bahan baku dari supplier sampai pengiriman produk jadi ke konsumen. VSM disebut juga sebagai diagram aliran material dan informasi.
VSM banyak digunakan sebagai titik awal dalam menerapkan lean manufacturing karena VSM memberikan banyak keuntungan sebagai berikut:
a. VSM memvisualisasikan lebih dari sekedar proses produksi tunggal (single level process) tetapi keseluruhan proses manufaktur.
b. VSM membantu mendeteksi adanya waste dan sumbernya pada proses manufaktur.
c. VSM memudahkan bagi orang awam untuk memahami gambaran proses manufaktur.
d. VSM menggabungkan konsep dan teknik lean manufacturing sehingga memudahkan untuk diterapkan dalam proses manufaktur.
e. VSM menunjukkan hubungan antara aliran material dan informasi pada proses manufaktur.
f. VSM memudahkan pihak manajemen perusahaan dalam melakukan
improvement pada proses manufaktur.
Penggunaan Value Stream Mapping (VSM) sudah dikaitkan penyebab besar keberhasilan Toyota Japan sejak tahun 1980. VSM dikembangan yang dilakukan Taiichi Ohno selama kerja di Toyota tahun 1960 dan 1970. Pada tingkat dasar VSM adalah metodologi sistematis untuk mengidentifikasi waste dan melakukan tindakan dalam proses manufacturing. Pada masa sekarang VSM sudah digunakan untuk re-engineer businesses karena VSM mengidentifikasi tindakan yang tidak perlu dan sumber daya untuk penyederhanaan dan pelurusan proses operasi.
Menurut Ohno (1988), semua yang dilakukan adalah melihat batas waktu saat pelanggan memberi titik order ketika supplier mengumpulkan uang tunai dan mengurangi batas waktu dengan membuang non value added waste. Hal tersebut berguna untuk menjelaskan makna dari beberapa konsep penting yang digunakan dalam VSM, yaitu apa yang dimaksud proses, waste, flow, yang merupakan value added, hal yang tidak perlu adding dan apa yang perlu non-value-adding.
Value adalah sesuatu yang bersumber dari pandangan customer sebagai orang yang menggunakan output. Aktifitas dan sumber daya value adding adalah hal-hal yang mana menciptakan value ke customer. Non-value-adding adalah segala sesuatu yang dilakukan dalam proses yang berkontribusi non-Value ke
customer tapi customer dipaksa untuk membayar ketika membeli produk atau jasa.
Value Stream Map adalah kumpulan ujung ke ujung proses / kegiatan yang menciptakan value ke customer. Value Stream adalah semua kegiatan ( value added dan non value added) yang secara reguler diperlukan membawa produk melalui aliran penting utama setiap produk,aliran produksi dari raw material sampai ke tangan customer,aliran design dari konsep sampai peluncuran.
VSM membantu perusahaan untuk mengurangi lead time,inventory,memperbaiki kualitas,dan mencapai waktu delivery lebih baik dan pemanfaatan / mengoptimalkan sumber daya. VSM berkontribusi besar terhadap program penurunan harga,fleksibilitas,kemampuan untuk mempertemukan kebutuhan customer.Penurunan waste akhirnya menghemat sumber daya dan mengalokasikan sumber daya untuk memperbaiki throughput dan profitability.VSM adalah proses mapping visual aliran informasi dan material sampai mereka mempersiapkan future state map dengan metode dan performa yang lebih baik.VSM membantu memvisualisasikan cycle time stasiun kerja,inventory setiap proses,man power dan aliraan informasi melalui supply chain.VSM memungkinkan perusahaan melihat seluruh proses current state dan keinginan future state,yang mana mengembangkan peta jalan supaya memprioritaskan project atau tugas untuk menjembatani gap antara current state
dan futurte state. Tujuan VSM adalah untuk
mengidentifikasi,memperagakan,menurunkan waste dalam proses,menyoroti kesempatan untuk perbaikan yang akan besar secara signifikan mempengaruhi keseluruhan sistem produksi.
Belokar, et.al ( 2012 ) menjelaskan metodologi Lean dan VSM yang diaplikasi di industri otomotif adalah tools yang sudah terbukti berguna untuk mengeliminasi waste dan ada perbaikan peningkatan produktifitas 44 %. Goriwondo, et.al ( 2011 ) menjelaskan VSM adalah cara untuk mengeliminasi waste dan peningkatan throughput 16 %. VSM membantu perusahaan untuk mengurangi lead time,inventory,memperbaiki kualitas,dan mencapai waktu delivery lebih baik dan pemanfaatan / mengoptimalkan sumber daya. VSM berkontribusi besar terhadap program penurunan harga,fleksibilitas,kemampuan untuk mempertemukan kebutuhan customer.
Dalam permintaan menjadi Lean ada 5 step utama pada VSM, yaitu : 1) Define the Value: Pola Pikir untuk menentukan nilai yang dijelaskan
customer. Ketika customer tidak lagi menerima apa yang mereka berikan, produsen cenderung menggunakan teknik sepeti menurunkan harga atau menawarkan variasi yang sama dalam rangka menarik pembeli untuk mengorder produk mereka.Ada konsep Porter’s mengenai Value Chain yang membagi ada 2 aktifitas yang bernilai bagi customer yaitu :
The primary value yaitu aktifitas yang merubah material menjadi finish produk,lalu mengirim dan melayani customer.
The Second value yaitu aktifitas pendukung seperti design produk,manufacturing,proses distribusi yang diperlukan untuk mendukung kegiatan utama.
2) Identify the value stream. Identifikasi value stream membantu untuk mendemontrasikan dengan jelas bagaimana proses beroperasi dengan
detail waktu dari tiap-tiap aktivitas. Cara yang dapat digunakan pada identifikasi adalah :
The current state map (CSM) : chart yang menjelaskan flow informasi dan material menjadi produk melalui proses manufacturing.
The future state map (FSM) : chart yang berisi gagasan bagaimana menciptakan aliran Lean. FSM digunakan untuk membantu pengambilan keputusan yang menciptakan perbaikan proses.
3) Flow the product / Aliran produk : tugas pencapaian secara progressif selama value stream dari awal,produk diproses dari raw material sampai ke tangan customer dengan tanpa line stop,scrap,backflows.Value adde produk memerlukan dimaksimalkan sementara non-value added di minimasi atau jika tidak dihilangkan.Semua hambatan untuk continous flow harus hilangkan sampai produk tanpa hentinya melalui proses sampai selesai.
4) Pull / Sistem Tarik : konsep dari pemberian customer manarik produk dari pada mendorong produk ke customer. Idenya adalah tidak ada yang dibuat sampai barang diperlukan dan dibuat secepat mungkin. Sistem tarik diciptakan untuk mendesign,penjadwalan,dan membuat persis seperti permintaan customer.
5) Strive for perfection / Berusaha keras untuk kesempurnaan : kemampuan mengurangi cost,scrap,kesalahan,area,dll. Lean selalu bekerja terus menerus ke arah perbaikan.
Lima langkah utama untuk menjadikan perusahaan Lean dapat dilihat pada Gambar 2.2.
Gambar 2.2 Step utama Lean
2.7 Tiga Jenis Aktivitas
VSM memetakan semua aktivitas yang terdapat dalam proses manufaktur, baik yang memberikan nilai tambah maupun tidak memberi nilai tambah (value added and nonvalue added activity). Namun, sering kali kita bisa menjumpai di lapangan ada atkivitas-aktivitas yang sebenarnya tidak memberikan nilai tambah namun tidak bisa dihilangkan.
Berikut ini tiga kategori aktivitas yang dipetakan pada VSM yaitu: a. Value Added (VA) activities
Value Added (VA) activities merupakan aktivitas atau proses yang membawa perubahan atau menambah fungsi pada suatu produk, seperti merubah bahan baku menjadi finished goods. VA activities
juga sering didefinisikan sebagai proses utama yang merubah bentuk produk atau jasa menjadi lebih bernilai, dimana konsumen bersedia
membayar atas nilai tersebut. Misalnya proses assembly pada perusahaan karoseri, printing pada perusahaan percetakan, packing
pada perusahaan farmasi, dan lain-lain. b. Non value added (NVA) activities
Non value added (NVA) activities merupakan aktivitas atau proses yang tidak membawa perubahan pada suatu produk, dapat menambah fungsi atau nilai pada produk tersebut. NVA activities sering disebut sebagai waste yang tidak digunakan, transportasi yang tidak efisien, dan lain-lain.
c. Necessary but non-value added (NNVA) activities
Necessary but non-value added (NNVA) activities merupakan aktivitas yang tidak memberi nilai tambah tetapi dibutuhkan. Taiichi Ohno menyebut NNVA sebagai incidental work (pekerjaan yang kurang penting). Untuk menciptakan proses manufaktur yang lean,
NVA activities harus dieliminasi. Akan tetapi, tetap ada salah satu diantara mereka yang dibutuhkan sehingga tidak bisa ditiadakan dalam suatu sistem. Pada kasus NNVA ini yang harus diperhatikan adalah proses apa yang dibutuhkan pada proses manufaktur meskipun tidak memberi nilai tambah tetapi dibutuhkan untuk memnuhi kebutuhan konsumen. Misalnya proses quality inspection,
dokumentasi, sistem kontrol untuk memastikan prosedur proses telah ditaati, dan lain-lain.
Berikut ini adalah tahapan yang dilakukan dalam penggambaran VSM : 1) Menentukan produk yang akan diamati. Tahap ini juga ditentukan batasan
(ruang lingkup) pada saat pengamatan dilakukan.
2) Mempelajari dan memahami proses produksi produk yang akan diamati dan mengidentifikasi waste yang terdapat pada proses produksi tersebut. 3) Menggambar aliran proses produksi. Penggambaran dilakukan dari
belakang, yaitu konsumen diikuti proses. Proses digambar dari proses yang terakhir menuju proses yang pertama.
4) Menggambar aliran material. Penggambaran aliran material meliputi inventori, transportasi, menunggu persetujuan, sistem pull, sistem push
dan lain-lain. Pada tahap ini juga digambarkan suppliers.
5) Menggambar aliran informasi dan pengamatan. Pada tahap ini dilakukan penggambaran production control, yang meliputi Production Planning and Inventory Control (PPIC) dan tim produksi.
6) Menggambar dan menambahkan kotak data. Kotak data berisi waktu siklus, waktu changeover, setup time, waste, uptime, dan lain-lain. Data yang diisikan adalah data hasil pengamatan dan pengolahan data.
7) Mencantumkan data waktu proses setiap aktivitas pada timeline yang digambarkan pada bagian bawah VSM. Garis yang menjorok ke atas menunjukkan value added activity dan garis yang menjorok ke bawah menunjukkan non value added activity.
8) Menjumlahkan total waktu aktivitas untuk mengetahui total waktu value added activity dan non value added activity. Total waktu value added activity dan non value added activity dicantumkan pada ujung kanan
timeline.
9) Melakukan verifikasi pada VSM yang telah dibuat, apakah telah mencerminkan proses produksi yang ada.
10) Melakukan analisis pada VSM.
2.9 The Value Stream Mapping Analysis Tools ( VALSAT )
VALSAT merupakan tool yang dikembangkan oleh Hines & Rich (1997) untuk mempermudah pemahaman terhadap value stream yang ada dan mempermudah untuk membuat perbaikan berkenaan dengan waste yang terdapat di dalam value stream. VALSAT merupakan sebuah pendekatan yang digunakan dengan melakukan pembobotan waste-waste, kemudian dari pembobotan tersebut dilakukan pemilihan terhadap tool dengan menggunakan matrik.
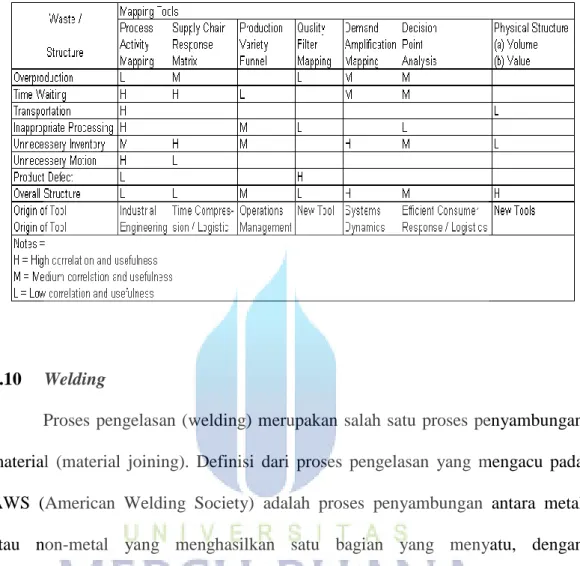
Terdapat 7 tools yang bisa digunakan, yaitu: Process Activity Mapping, Supply Chain Response Matrix, Production Variety Funnel, Quality Filter Mapping, Demand Amplification Mapping, Decission Point Analysis, dan Physical Structure. Perlu dipahami bahwa setiap tool mempunyai kelebihan dan kekurangan tersendiri dalam mengidentifikasi suatu jenis waste tertentu. Dengan demikian, tool apa yang akan digunakan sangat tergantung dengan jenis waste yang hendak dianalisis.
Value Stream direview diidentifikasi dan secara bersamaan interview dengan manager dan di ranking.Manager memberi pendapat tertulis setiap waste dan bagaimana waste berefek terhadap effisiensi dan profit.Panduan ini menggambarkan keseluruhan 7 waste dan Tools yang digunakan untuk analisis seperti ditunjukan di Tabel 2.2.
Tabel 2.2 : The Seven Stream Mapping Tools
2.10 Welding
Proses pengelasan (welding) merupakan salah satu proses penyambungan material (material joining). Definisi dari proses pengelasan yang mengacu pada AWS (American Welding Society) adalah proses penyambungan antara metal atau non-metal yang menghasilkan satu bagian yang menyatu, dengan memanaskan material yang akan disambung sampai pada suhu pengelasan tertentu, dengan atau tanpa penekanan, dan dengan atau tanpa logam pengisi (Jeffus,L., 2004). Meskipun dalam metode proses pengelasan tidak hanya berupa proses penyambungan, tetapi juga bisa berupa proses pemotongan dan brazing.
Kelebihan sambungan las adalah konstruksi ringan, dapat menahan kekuatan yang tinggi, mudah pelaksanaannya, serta cukup ekonomis. Namun kelemahan yang paling utama adalah terjadinya perubahan struktur mikro bahan yang dilas, sehingga terjadi perubahan sifat fisik maupun mekanis dari bahan yang dilas. Proses pengelasan logam secara makro diklasifikasikan menjadi dua
kelompok, yaitu: (1) Liquid state welding (LSW), dan (2) Solid state welding
(SSW). LSW adalah proses pengelasan logam yang dilakukan dalam keadaan cair, sedangkan SSW merupakan proses las di mana pada saat pengelasan, logam dalam keadaan padat.
Pengelasan logam secara LSW maupun SSW mempunyai beberapa teknik/metode. Berikut merupakan jenis las berdasarkan kondisi cair dan padat. A. Las Kondisi Cair (Liquid State Welding)
1. Las Busur Listrik (Electric Arc Welding)
a) Las Flash Butt (Flash Butt Welding)
Merupakan metode pengelasan di mana benda kerja yang dilas dipanasi dengan energi loncatan elektron kemudian ditekan dengan alat sehingga bahan yang dilas menyatu dengan baik.
b) Las Elektroda Terumpan (Consumable Electrode)
Merupakan pengelasan dimana elektroda las juga berfungsi sebagai bahan tambah. Las elektroda terumpan terdiri dari:
- Las MIG (Metal Inert Gas) dan Las MAG (Metal Active Gas)
Las listrik MIG timbul karena adanya arus listrik dan menggunakan elektrodanya berupa gulungan kawat yang berbentuk rol yang gerakannya diatur oleh pasangan roda gigi yang digerakkan oleh motor listrik.
- Las Listrik (Shielded Metal Arc Welding/SMAW)
Merupakan proses pengelasan dengan mencairkan material dasar yang menggunakan panas dari listrik melalui ujung elektroda dengan pelindung berupa flux atau slag yang ikut mencair ketika pengelasan.
Prinsip dasar pengelasan ini adalah menggunakan arus listrik untuk menghasilkan busur (Arc) sehingga dapat melelehkan kawat pengisi lasan (filler wire).
c) Las Elektroda Tak Terumpan (Non Consumable Electrode)
Merupakan pengelasan dengan menggunakan elektroda, di mana elektroda tersebut hanya berfungsi sebagai pembangkit nyala listrik, sedangkan bahan tambah digunakan filler metal.
2. Las Tahanan (Resistance Welding)
a) Las Titik (Spot Welding)
Pengelasan dilakukan dengan mengaliri benda kerja dengan arus listrik melalui elektroda, karena terjadi hambatan diantara kedua bahan yang disambung, maka timbul panas yang dapat melelehkan permukaan bahan dan dengan tekanan akan terjadi sambungan
b) Las Kelim ( Seam Welding)
Ditinjau dari prinsip kerjanya, las kelim sama dengan las titik, yang berbeda adalah bentuk elektrodanya adalah silinder.
c) Las Gas atau Las Karbit (Oxy-acetylene welding / OAW)
Pengelasan dengan oksi - asetilin adalah proses pengelasan secara manual dengan pemanasan permukaan logam yang akan dilas atau disambung sampai mencair oleh nyala gas asetilin.
d) Las Sinar Laser
Merupakan pengelasan yang memanfaaatkan gelombang cahaya sinar laser yang dialirkan lurus kedepan tanpa penyebaran terhadap benda kerja sehingga menghasilkan panas dan melelehkan logam yang akan dilas.
e) Las Sinar Elektron
Prinsip kerjanya adalah adanya energi panas didapat dari energi sebuah elektron yang di tumbukkan pada benda kerja.
B. Las Kondisi Padat (Solid State Welding) 1) Friction Welding
Friction welding atau las gesekan merupakan proses penyambungan logam dengan memanfaatkan energi panas yang diakibatkan karena adanya gesekan dari dua material yang akan disambung.
2) Cold Welding
Merupakan pengelasan yang dilakukan dalam keadaan dingin. Yang dimaksud dingin adalah panas dapat saja terjadi dari proses tersebut, namun tidak melebihi suhu rekristalisasi logam yang dilas. Cold Welding terdiri dari :
- Las Ultrasonik (Ultrasonic Welding / UW)
Las ultrasonik adalah proses penyambungan padat untuk logam-logam yang sejenis, maupun logam-logam berlainan jenis, dimana secara umum bentuk sambungan nya adalah sambungan tindih.
- Las Ledakan ( Explosive Welding / EW)
Las ledakan atau sering disebut las pembalutan (clading welding), merupakan proses las dimana dua permukaan dijadikan satu dibawah pengaruh tumbukan (impact force) disertai tekanan tinggi yang berasal dari ledakan (detonator) yang ditempatkan dekat dengan logam induk.
3) Las Tempa
Penyambungan logam dengan cara ini dilakukan dengan memanasi ujung logam yang akan disambung kemudian ditempa, maka terjadilah sambungan. Panas yang dibutuhkan sedikit di atas suhu rekristalisasi logam, sehingga logam masih dalam keadaan padat.