Pengaruh Pengisian Pasir dan Lilin terhadap Kualitas Pembentukan
Batang Silinder Pipa
1)Aep Surahto, 2)Novi Laura&3)Perdi 1,2,3)Program Studi Teknik Mesin Fakultas Teknik Universitas Islam 45
Jl. Cut Meutia no.83 Bekasi 171133 Telp.(021) 8802015, 8801027 Fax. (021) 8801192 Mobile: +081219730243, +089608981656 Homepage: www.unismabekasi.ac.id Email:[email protected], [email protected], [email protected] Abstract
Iron pipes are widely used in everyday life. At their role will be found a few problems. Based on some of the issues that arise, this research will discuss the problem of cracks. Selection of cracks due to the aftereffect that could result in a loss bebarapa both in terms of material and function. This study addressed the issue of changes in the form of 0.5-inch diameter pipe in the pipe thickness of 1.2 mm and 1.8 mm were exposed to stress (stress) during the bending process. In each pipe treated; without stuffing pipe, a pipe filled with sand and a candle stuffing pipe. In each pipe bend with an angle of 90 °. After that, the pipe is cut to determine the condition of each pipe bends. The test results in getting that on the pipe diameter of 1.2 mm change very drastically and the elbow pipe diameter of 1.8 mm changes are not too drastic changes shape. The thickness of the pipe will influence changes in the results of elbow pipe diameter, the thicker the better the pipe diameter.
Keywords: bending pipe, sand, wax
1 PENDAHULUAN
Pipa besi banyak digunakan dalam kehidupan sehari-hari. Berdasarkan kegunaanya pipa akan banyak ditemukan berbagai macam masalah, seperti masalah: kelelahan (fatigue), korosi (corrosion), dan keretakan (crack). Dari ketiga jenis yang biasa di alami pipa, maka keretakan menjadi persoalan yang sangat diperhatikan karena efek lanjutan dari keretakan ini bisa mengakibatkan bebarapa kerugian baik dari segi material dan fungsinya.
Kekuatan pipa menjadi berkurang karena retak (crack), kekuatan pipamenurun akibat korelasi penambahan panjang keretakan sampai pipa tidak dapat lagi menahan beban (statis dan dinamis) yang diberikan. Seperti pipa yang terinstalpada sambungan angina/gas mempunyai peluang besar terjadi keretakan (crack). Hal ini bisa terjadi karena adanya
tekanan operasional yang tinggi dan adanya korosi yang diikuti oleh tekanan (hydrostatic pressure) pada pipa yang dikenal dengan istilah Stress Corrosion
Cracking (SCC).Mengingat begitu besarnya biaya
dalam perbaikan pipa terlebih pada keretakan, maka dalam perancangan awal perlu dilakukan analisa mengenai tingkat keretakan pada pipa.
2 LANDASAN TEORI
2.1 Bending
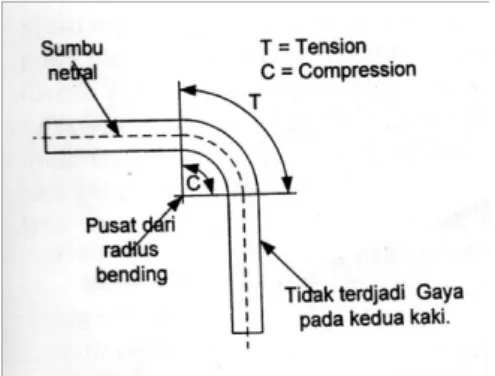
Proses bending adalah proses pembengkokan atau penekukan. Gaya-gaya yang terjadi pada proses bending saling berlawanan arah, sama seperti pada proses cutting. Pada proses bending, stress hanya terjadi pada bagian radius yang membentuk, sedangkan pada bagian yang rata tidak terjadi stress. Material pada bagian luar radius tertarik dan
mulur, sedangkan pada radius bagian dalam terjadi sebaliknya yaitu compression-stress. Karena itu, bila terjadi kerusakan proses, maka pada radius bagian luar akan terjadi crack dan kerutuan pada radius bagian dalam.
Gambar 1 Gaya-gaya yang bekerja pada proses bending (Sumber: Rony Sudarman Theryo, 2009)
2.2
Sumbu Netral (Neutral Axis)
Karena radius sheet metal bagian luar terjadi gaya tarik dan pada bagian dalam terjadi gaya tekan, maka akan ada daerah pertemuan yang tidak ada gaya tarik ataupun gaya tekan. Titik-titik tersebut bila disambung akan menjadi garis yang disebut sumbu netral (neutral axis). Walaupun namanya sumbu netral, tetapi tidak selalu berada tepat di tengah-tengah antara kedua sisi. Karena panjang dari sumbu netral masih tetap sama dengan panjang material aslinya, maka dipakai untuk perhitungan panjangnya material bukaan (development material).
Gambar 2 Gaya-gaya tarik dan tekan pada proses bending (Sumber: Rony Sudarman Theryo, 2009)
Beberapa hal yang mempengaruhi letak sumbu netral tersebut antara lain sebagai berikut:
a. Bila tebal material sama dan bending radius mengecil, maka sumbu netral akan bergerak kedalam.
b. Bila bending radius sama dan tebal material bertambah, maka sumbu netral akan bergerak kedalam.
c. Bila bending radius dan tebal material sama dan sudut bengkok (degree of bend) bertambah, maka sumbu netral akan bergerak kedalam. Hal-hal tersebut diatas sering kali akan menyebabkan melesetnya perhitungan blank
development, sehingga masih perlu adanya
perubahan-perubahan setelah trial.
Gambar 3 Radius yang relatif besar pada proses bending (Sumber: Rony Sudarman Theryo, 2009)
Gambar 4 Radius yang relative kecil pada material yang relative tebal
2.3 Springback
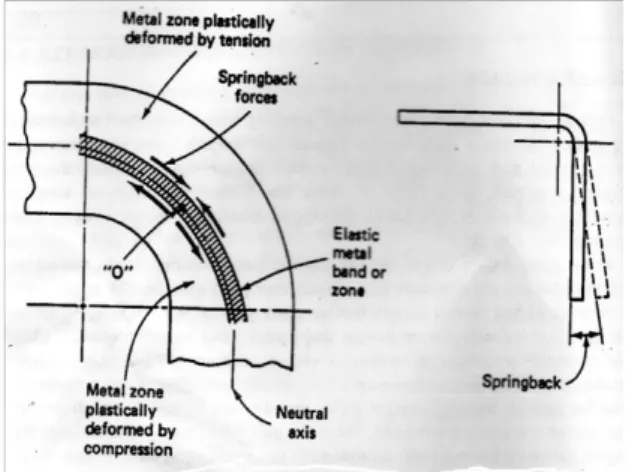
Perbedaan gaya-gaya pada proses bending mengakibatkan terjadinya springback, dimana pada radius bagian luar terjadi gaya tarik menuju sumbu netral dan gaya tekan pada radius bagian dalam. Untuk design produk yang baik, gaya tariktidak boleh melebihi ultimate tensile strength dari material. Bila hal ini di langgar, maka akan terjadi kegagalan pada material (crack).
Gambar 5 Changing stress pattern in a bend (Sumber: Rony Sudarman Theryo, 2009)
Gambar 6 Springback forces (Sumber: Rony Sudarman Theryo, 2009) Bila kita akan memancang bedning die, maka perlu memperhitungkan factor springback yang akan terjadi setelah gaya-gaya pada material (produk) dibebaskan. Springback tergantung pada jenis material. Karena adanya springback, sudut die bending 1 tidak akan menentukan secara tepat sudut pada produk yang di inginkan .
Rasio sudut ini disebut factor springback KR, yang tergantung pada spesifikasi material (sheet metal
thickness) atau r/s:
KR = = ……... (1) Keterangan:
= Sudut dari die (°)
α₂ = Sudut dari produk yang dinginkan (°) s = Tebal material (mm)
ri₁ = Punch radius (mm)
ri₂ = Radius dalam dari produk (mm)
Gambar 7 Elastic recovery after bending (Sumber: Rony Sudarman Theryo, 2009)
2.4 Bending untuk Round Bar dan Pipa
Berbagai rumus di kembangkan untuk menghitung panjangnya bukaan suatu produk sheet metal sebelum proses bending. Namun semua perhitungan tentunya merupakan pendekatan, yang masih tergantung dari banyak faktor-faktor yang lain, misalnya ketelitian proses pemesinan dari punch maupun die. Pada rumus perhitungan berikut ini sering di pakai untuk menghitung panjang bukaan pipa maupun besi pejal bulat (round bar), tetapi dapat juga dipakai untuk menghitung bukaan sheet metal.Gambar 8 Mengetahui Panjang Bukaan L Bukaan (L) = L + L1 + L2 + L3…...……. (2) Panjang L3 = ……… (3)
Harga dari x, α = 0° 30°, maka x = s/2 Apabila α = 30° 120°, maka x = s/3 Apabila α = 120° 180°, maka x = s/4 Keterangan:
L1 dan L2 = Panjang kaki yang tidak mengalami perubahan (mm)
L3= Panjang kaki yang mengalami perubahan (mm)
S = Tebal sheet metal, round bar atau pipa (mm) R1= Radius dalam (mm)
X = Nilai sumbu netral setelah proses bending (mm)
Rf= R1 + (mm) α = Sudut bending (°)
2.5.1 Minimum BendingRadius
Agar supaya hasil bending tidak sobek ataupun berkerut maka setiap kali merencanakan proses
bending harus selalu memperhatikan minimum bending radius. Untuk mencari minimum bending
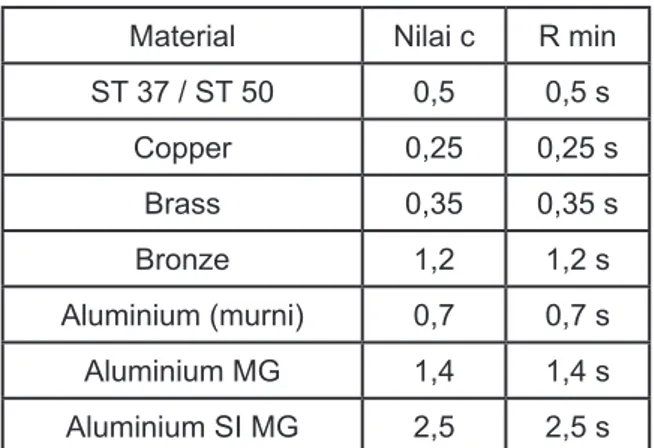
radius dapat mempergunakan rumus berikut ini. Minimum bending radius (R min) = c x s ..…….. (3)
Keterangan:
S = Tebal sheet metal, round bar atau pipa (mm)
C = Nilai konstan tergantung dari jenis material
Table1 Nilai konstan c, untuk minimum bending
radius
Material Nilai c R min
ST 37 / ST 50 0,5 0,5 s Copper 0,25 0,25 s Brass 0,35 0,35 s Bronze 1,2 1,2 s Aluminium (murni) 0,7 0,7 s Aluminium MG 1,4 1,4 s Aluminium SI MG 2,5 2,5 s
2.5.2 Bending Radius Khusus untuk Pipa Untuk kebutuhan produksi masal, maka proses
bending menggunakan mesin bender, tetapi untuk
kebutuhan produksi yang tidak terlalu banyak masih banyak menggunakan hand bender, yang tentu saja biaya untuk membuat tool dan proses produksinya lebih murah. Untuk mencegah agar hasil bending pipa tidak pecah atau berkerut, maka pipa dapat di isi dengan pasir.Tetapi yang paling praktis tentu saja proses bending tanpa diisi pasir, namun harus selalu memperhatikan minimum bending radius yang diizinkan untuk berbagai diameter pipa.
Table 2 Minimum radius untuk pipa air
Water pipe (pipa air) Radius min
WP ” ( 65 mm
WP ” ( 90 mm
Table 3 Minimum bending radius untuk pipa
listrik
Electric pipe (pipa listrik) Radius min
EP ” ( 65 mm
EP ” ( 90 mm
EP 1 “ (
2.6 Karakteristik Baja St 37 (AISI 1045)
Baja St 37 adalah baja karbon sedang yang setara dengan AISI 1045, dengan komposisi kimia Karbon : 0.5 %, Mangan : 0.8 %, Silikon : 0.3 % ditambah unsure lainnya.Dengan kekerasan ± 170 HB dan kekuatan tarik 650 - 800 N/mm2. Secara umum baja St 37 dapat digunakan langsung tanpa mengalami perlakuan panas, kecuali jika diperlukan pemakaian khusus.St 37 adalah salah satu baja yang dihasilkan untuk pembuatan berbagai komponen permesinan dan konstruksi. 2.7 Momen GayaMomen ialah hasil kali gaya terhadap jarak dari titik tersebut sampai ke garis kerja gaya. Apabila momen bekerja ke arah kanan (searah dengan jarum jam) maka dinamakan momen positif (+), sebaliknya apabila momen bekerja berlawanan arah jarum jam maka momen tersebut dinamakan momen negative (-).
Gambar 9 Skema Momen Sederhana
Karena gerakan gaya itu memutar maka momen gaya tersebut besarnya sama dengan besar
gaya yang dikalikan dengan jarak . Maka besar momen yang terjadi adalah :
M = F x L ... (4) Dimana M : Momen gaya (N/ cm, kgf.cm)
F : Gaya (kg) L : Panjang Lengan (cm) 2.8 Analisa Tegangan
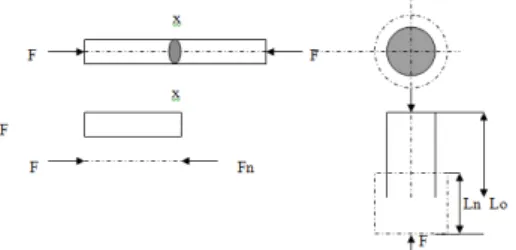
2.8.1 Tegangan Normal
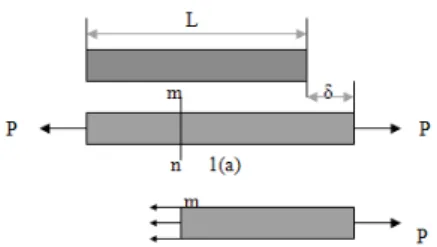
Konsep dasar dari tegangan dapat dilakukan dengan meninjau batang prismatik(prismatic bar) yang di bebani dengan gaya–gaya aksial (P) pada setiap ujung–ujungnya. Batang prismatik adalah batang lurus yang memiliki penampang yang sama pada keseluruhan panjangnya.
Gaya–gaya aksial menimbulkan tarikan sama rata pada batang sehingga batang mengalami tegangan tarik (tension stress).
Gambar 10 Batang Prismatik yang Mengalami Tarik Dengan menganalisa tegangan internal yang ditimbulkan oleh gaya aksial maka dibuat suatu irisan mn, irisan ini dikenal sebagai suatu penampang (cross section). Beban tarik (P) bekerja pada ujung batang, sementara pada bagian lain bekerja yang menyatakan gaya aksi dari bagian batang yang dipisahkan. Tegangan terdistribusi secara merata pada gambar 10 bahwa resultannya sama dengan intensitas (σ) kali luas penampang
A, resultan ini besarnya sama dengan beban P
yang di kenakan tetapi arahnya berbeda, maka di peroleh
... (5) Dimana
σ : tegangan yang terjaadi pada penampang(kgf/ cm2)
P : gaya pada penampang batang (kg/cm) A: luas penampang batang (cm2)
2.8.2 Tegangan Tekan
Pembebanan tekan merupakan kebalikan dari pembebanan tarik, maka tegangan tekan tekan juga merupakan tegangan tarik. Pembebanan tekan terjadi apabila gaya luar bekerja sejajar dengan sumbu batang ke arah batang tersebut.Akibat beban tekan tersebut , penampang batang akan bertambah pendek dan terjadi pembesaran penampang. Bila batang tidak mampu menahan beban tekan tersebut maka batang akan rusak atau pecah.
Gambar 11 Batang yang Mengalami Pembebanan Tekan
Gaya dalam (Fn) benda itu menahan pegaruh gaya luar, makin besar luas penampangnya makin besar pula kekuatan benda itu. Untuk mengetahui besar tegangan yang terjadi maka dapat di ketahuidengan menggunakan persamaan:
σ tekan = F / A ...(6) Dimana
σ: tegangan tekan yang terjadi pada penampang (kgf/cm2 )
F : gaya pada penampang batang ( kg/cm) A: luas penampang batang ( cm )
2.8.3 Deformasi Plastis
Proses perubahan bentuk yang terjadi diakibatkan dari tegangan yang melampaui kekuatan dari bahan tersebut sehingga mengakibatkan penampang/permukaan bahan mengalami tarikan atau tekukan permukaaan bagian luar mengalami perpanjangan dan permukaan pada bagian dalam terjadi tekukan akibat tarikan/gaya yang bekerja pada bahan tersebut. Deformasi plastis inilah yang terjadi pada proses penekukan pipa, karena pipa mengalami gaya tarik yang bekerja memutar pada sebuah titik sumbu.
2.8.4 Hukum Hooke
Apabila beban yang dikenakan pada suatu batang sebelum melampaui batas proposionalnya maka akan berlaku ketentuan sebagai berikut:
1. Perpanjangan atau perpendekan akan berbanding lurus dengan beban dan panjang semula, tetapi berbanding terbalik dengan penampangnya.
2. Perubahan memanjang dari sebuah batang berbanding lurus dengan beban dan panjang semula, tetapi berbanding terbalik dengan modulus kenyal.
2.8.4 Diagram Tegangan dan Regangan
Apabila batang dalam pemakaian pada konstruksi dibebani gaya luar melebihi kekuatan bahan itu sendiri maka bahan akan mengalami kerusakan seperti memanjang, memendek, melengkung, bahkan patah atau pecah. Tegangan yang terjadi pada beban maksimum merupakan batas tegangan patah. Tegangan patah adalah beban maksimum yang menyebabkan patah dan dibagi dengan luas penampang batang.
Gambar 12Diagram Tegangan Regangan Keterangan :
A: Batas sebanding 1 : Daerah linear B: Tegangan leleh 2 : Plastisitas sempurna C: Tegangan leleh 3 : Perkuatan regangan D: Tegangan batas 4 : Konstruksi luas E: Putus
3 METODOLOGI PENELITIAN
3.1 Diagram Alir Penelitian
Pada penelitian ini langkah-langkah penelitian mengacu pada diagram alir pada gambar berikut:
1.2 Konstruksi dan Bagian Alat Penekuk Pipa
Keterangan :
1. Lengan momen 7. Stoper 2. Roll 8. Plat Penyangga
3. Dies Dinamis 9. Penahan Rumah Roll 4. Plat Landasan 10. Ulir Penahan
5. Dies Statis 11. RumahRoll 6. Batang Stoper 12. Dudukan Stoper
Gambar 14 Penekuk Pipa
4 HASIL DAN PEMBAHASAN
Dalam bagian ini dibahas mengenai bagaimana hasil proses bending yang sudah dilakukan. 1.1 Data Hasil Pengujian pada Pipa 1,27 cm
dengan Ketebalan 0,12 cm
Gambar 16 Pipa Diisi dengan Lilin
Gambar 17 Pipa Diisi dengan Pasir
1.2 Data Hasil Pengujian pada Pipa 1,27 cm dengan Ketebalan 0,18 cm
Gambar 18 Pipa Standar
Gambar 19 Pipa Diisi dengan Lilin
Gambar 20 Pipa Diisi dengan Pasir
Dari gambar diatas maka diperoleh kesimpulan sebagai berikut:
1. Pada percobaan pertama yang menggunakan pipa standar atau kosong dengan ketebalan pipa 1,2 mm hasil
bending yang diperoleh tidak bagus,
pada bengkokan mengalami perubahan diameter dan radius dalam bending mengalami pengkerutan.
2. Pada percobaan kedua yang menggunakan pipa diisi dengan lilin dengan ketebalan pipa 1,2 mm hasil bending yang dihasilkan lebih lembut dan dan pada bengkokan tidak terlalu mengalami perubahan diameter pada bengkokan pipa.
3. Pada percobaan ketiga yang menggunakan pipa diisi dengan pasir dengan ketebalan
yang sama 1,2 mm hasil bending yang dihasilkan lebih bagus tidak terlalu mengalami perubahan diameter pada bengkokan pipa.
4. Pada percobaan keempat yang menggunakan pipa standar atau kosong dengan ketebalan pipa 1,8 mm hasil
bending yang dihasilkan lebih bagus
dibandingkan dengan pipa standar dengan ketebalan 1,2 mm.
5. Pada percobaan kelima yang menggunakan pipa diisi dengan lilin dengan ketebalan pipa 1,8 mm hasil bending yang dihasilkan tidak jauh berbeda dengan ketebalan pipa 1,2 mm.
6. Pada percobaan keenam yang menggunakan pipa diisi dengan pasir dengan ketebalan 1,8 mm hasil bending yang dihasilkan jauh lebih bagus dan hampir mendekati sempurna.
5 SIMPULAN
Berdasarkan hasil pengujian maka dapat diperoleh simpulan sebagai berikut:
1. Hasil dari tekukan tidak terjadi retakan pada permukaan bengkokan pipa hanya saja terjadinya perubahan diameter pada bengkokan pipa. Diameter awal pipa sebelum di bengkokan 22,20 mm setelah di bengkokan diameter pipa 1,2 mm mendapatkan diameter actual sumbu x 18,54 mm dan actual sumbu y 24,64 mm, dan pada pipa 1,8 mm diameter actual yang didapat pada diameter actual sumbu x 18,90 mm dan diameter actual sumbu y 24,48.
2. Pengisian lilin dan pasir sangat berpengaruh terhadap hasil bending pipa, dari hasil pengujian yang telah penulis lakukan pipa dengan ketebalan 1,2 mm lebih pas dengan melakukan pengisian
lilin pada saat proses bendingnya, dan pipa ketebalan 1,8 mm lebih pas dengan melakukan pengisian pasir pada saat proses bending.
3. Semakin tebalnya ketebalan pipa maka hasil bengkokan yang dihasilkan setelah proses bending akan semakin bagus.
KEPUSTAKAAN
[1] Rony Sudarman Thenyo, Teknologi Press Diess. Proses Bending
[2] Syarifudin, Rancang Bangun Alat Penekuk Pipa. Fakultas Teknik Universitas Islam 45 Bekasi.(2011)
[3] http://arissulistyo.blogspot.com/2014/05/ proses-bending-plat.html
[4] Pranowo Sidi, M.Thoriq Wahyud., Analisis Kekerasan Pada Pipa Yang Dibengkokan Akibat Pemanasan, Politeknik Perkapalan Negeri Surabaya.(2012).
[5] http://www.idpipe.com/2014/10/tabel-nominal-pipe-size-dan-pipe-schedule.html [6]