7 Dewasa ini perkembangan di industri
besar sangat pesat ini ditandai dengan peralatan kontrol yang digunakan, salah satu peralatan kontrol itu adalah PLC (Programmable Logic
Control). PLC dipilih karena operasi kerja yang
handal, efisiensi tinggi dan teknik pemrograman yang sederhana, sehingga memudahkan para teknisi dalam bekerja baik untuk perancangan kontrol suatu planat maupun untuk pengawasan dan pelacakan gangguan/kerusakan.
Dalam desain sistem kontrol mesin proses membuat susu bubuk ini menggunakan sistem otomasi yang meliputi :
a. Sensor b. Controller c. Aktuator
SENSOR
Sensor dapat disebut sebagai converter, yaitu alat yang dapat mengubah variabel fisik, misalnya temperatur, jarak, tekanan, dan lain-lain variabel yang mudah dievaluasi untuk proses selanjutnya. Biasanya berupa sinyal elektris (tegangan, frekuensi vibrasi, ataupun hambatan). Berdasarkan output yang dihasilkan, sensor dapat dibedakan menjadi binary sensor dan analogue sensor.
Binary sensor mengeluarkan dua output
sinyal, yaitu status switching “On” dan “Off”. Kedua status ini dikonversikan ke bilangan biner dengan 1 untuk “On” dan 0 untuk “Off”. Sedangkan analogue sensor merupakan tranduser dimana merubah besaran fisis menjadi besaran elektris. Dengan kata lain, sensor analog membangkitkan perubahan sinyal elektris berupa
perubahan arus (4-20 mA) atau tegangan (0-10 VDC) secara terus menerus sesuai sinyal
inputanya. Yang termasuk sensor jenis ini adalah sensor untuk pengukuran misalnya temperatur, jarak, tekanan, dsb.
Jenis sensor yang digunakan dalam desain ini adalah:
Proximity Swich
Sensor proximity yaitu sensor yang bekerja tanpa melakukan sentuhan langsung dengan benda kerja atau obyek yang dimaksud. Yang termasuk Sensor proximity induktif antara lain sensor induktif, sensor kapasitif dan sensor optik. Dalam desain ini digunakan sensor
proximity kapasitif. Sensor ini digunakan untuk
mendeteksi benda tanpa membedakan jenis materialnya. Prinsip kerja sensor ini bersadarkan pengukuran perubahan kapasitas dari suatu rangkaian resonan RC dengan pendekatan terhadap jenis material apa saja. Perubahan kapasitansi tergantung pada jarak, dimensi dan konstanta dielektrik dari medium. Di dalam sensor terdapat sirkit yang menggunakan arus DC untuk menghasilkan arus AC circuit, dan mengaktifkan output switch pada saat besar arus AC berubah.
DESAIN SISTEM KONTROL
MESIN PEMBUAT SUSU BUBUK
Nurhany Amin
Jurusan Teknik Elektro Fakultas Teknik Universitas Tadulako Palu
ABSTRAK
Penelitian ini bertujuan untuk mendesain sistem kontrol mesin pembuat susu bubuk. Desain ini menggunakan Programmable Logic Controller (PLC) merek Omron.. Desain ini terdiri dari lima proses yaitu persiapan, pencampuran, homogenizer, pompa tekanan tinggi dan pengeringan. PLC yang digunakan pada desain ini dilengkapi dengan sensor, sehingga proses semua bekerja secara otomatis.
Gambar 1. Capacitive proximityy switch Flow Meter
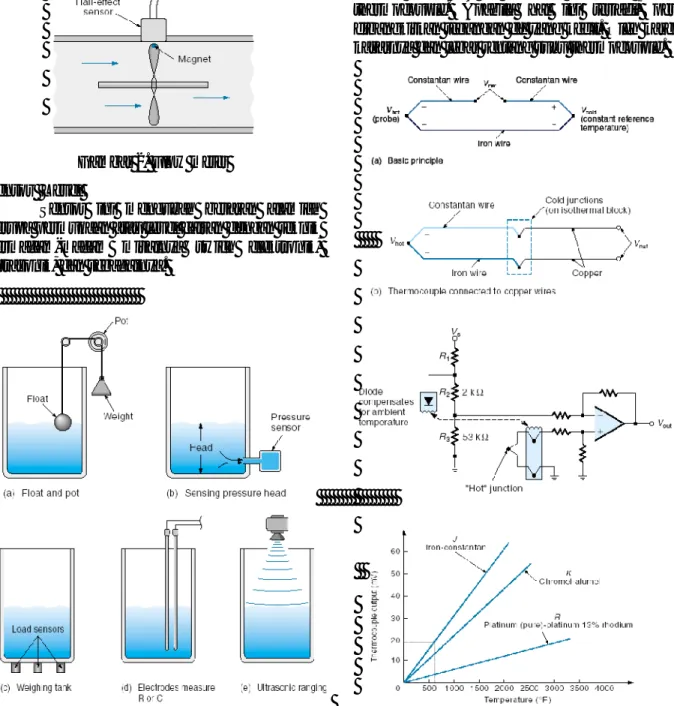
Sensor ini megubah besaran alamiah berupa aliran menjadi besaran listrik dengan teknik yang bermacam-macam misalnya ultrasonic, turbulensi dan sebagainya.
Gambar 2. Flow meter Sensor Level
Sensor ini mengubah besaran alamiah berupa permukaan atau level cairan dengan teknik bermacam-macam misalnya swich elektronik, ultrasonik, dan sebagainya.
Gambar 3. sensor level Sensor Suhu
Ada empat jenis utama sensor suhu yang biasa digunakan, yaitu: thermocouple, detektor suhu tekanan (resistance temperaturnya rentang
suhu termokopelure Detector=RTD), termistor
dan sensor IC. Dalam desain ini digunakan jenis
thermocouple. Thermocouple (T/C) pada pokoknya terdiri dari sepasang penghantar yang berbeda disambung las atau dileburkan bersama pada satu sisi membentuk “hot” atau sambungan pengukuran yang ada ujung-ujung bebasnya untuk hubungan dengan “cold” atau sambungan referensi. Perbedaan suhu antara sambungan pengukuran dan sambungan referensi harus muncul untuk alat ini sehingga berfungsi sebagai thermocouple. Apabila hal ini terjadi, perlu dibangkitkan tegangan dc yang kecil. Oleh karena kasarnya dan lebar rentang suhu thermocouple.
Gambar 4. Sensor level jenis thermocouple
KONTROLLER
Controller merupakan pusat kontrol dari
sistem otomasi. Kontroller terdiri dari mikroprosesor sebagai puat operasi matematik
9 dan operasi logika, memori sebagai penyimpan
data, dan power supply. Jenis-jenis kontroller meliputi Programmable Logic Controller (PLC),
Personal Computer (PC), Fuzzy Logic Controller
(FLC), serta controller relai konvensional. Dalam desain ini digunakan Programmable Logic
Controller (PLC).
Programmable Logic Controller pertama
kali dikembangkan oleh General Motor tahun 1968. Sistem kontrol ini digunakan sebagai alternatif untuk mengganti sistem relay kontrol yang kompleks. Aplikasi PLC ini banyak digunakan dalam proses permesinan, pengepakan, material handling, assembling terotomasi dan sebagainya.
Menurut IEC 1131 part 1, pengertian PLC adalah PLC merupakan sistem elektronik yang beroperasi secara digital, menggunakan
programmable memory untuk internal storage
yang berorientasi kepada user, untuk melakukan fungsi khusus seperti logic, sequencing, timing,
arithmetic; untuk dikendalikan melalui input, baik
analog maupun digital; berbagai mesin ataupun proses. PC dan peralatan lain yang digunakan, didesain sehingga dengan mudah dapat diintegrasikan dengan sistem kontrol industri dan digunakan untuk menjalankan fungsi-fungsi yang diharapkan.
Penggunaan otomasi pada sistem produksi berarti penggunaan komputer untuk memprogram peralatan otomasi tersebut, sehingga dapat mengoperasikan komponen yang ada pada stasiun kerja. Dalam penggunaan PLC sebagai salah satu sistem otomasi, Pengontrolan komponen pada stasiun kerja dapat dilakukan secara langsung melalui software. Sifatnya sangat fleksibel sesuai dengan kebutuhan proses yang diinginkan. Metode yang digunakan untuk pemrograman PLC antara lain Ladder Logic (Ladder Diagram), Boolean (Statement List),
Functional Block (Function Chart) dan bahasa
pemrograman tingkat tinggi lainnya seperti bahasa C.
Keuntungan PLC 1. Fleksibel
2. Memiliki kontak yang banyak 3. Biaya yang lebih rendah 4. Aman
5. Dapat diamati secara visual 6. Waktu operasi yang cepat
7. Relatif mudah dari segi pemrograman 8. Tingkat kehandalan yang tinggi dan
murah pemeliharaan
9. Mudah dari segi pemesanan komponen 10. Dokumentasi yang mudah dilakukan 11. Keamanan dari segi pemrograman 12. Adaptif terhadap perubahan produksi Adapun kelemahan dari PLC adalah :
1. Karena merupakan teknologi baru, sehingga membutuhkan pelatihan.
2. Beberapa aplikasi yang menjalankan satu fungsi tunggal, tidak efisien dalam penggunaan PLC.
3. Terbatas lingkungan penggunaannya, suhu tinggi dan getaran keras dapat mengganggu peralatan elektronik pada PLC.
4. Butuh peralatan pengaman tambahan seperti relay.
5. PLC dirasa tidak dibutuhkan bila diterapkan pada sistem industri yang tidak perlu melakukan pengubahan pengkabelan.
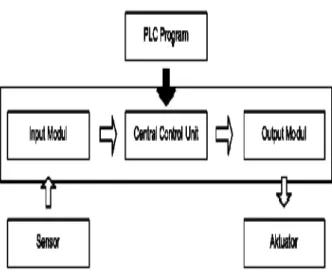
Gambar 5. Sistem dan komponen PLC
INPUT/ OUTPUT MODUL
Input modul berfungsi untuk merubah sinyal yang datang dari sensor/transducer menjadi sinyal yang dapat diproses oleh PLC melalui CCU. Sinyal yang datang merupakan informasi hasil deteksi oleh sensor. Sedangkan
output modul berfungsi mengubah sinyal keluaran
PLC menjadi sinyal yang dapat dimengerti oleh
actuator.
Input modul memiliki fungsi: · Mendeteksi sinyal dari luar sistem
· Melakukan pengubahan dari control voltage ke
· Melindungi komponen elektronik yang sensitif dari external voltage
· Sceening sinyal akibat adanya interferensi Output Modul memiliki fungsi:
· Melakukan pengubahan dari logic voltage ke
control voltage
· Melindungi komponen elektronik yang sensitif dari voltage controller
· Memberikan power yang cukup untuk menggerakkan aktuator.
PENGGERAK (ACTUATOR)
Penggerak, dalam pengertian listrik adalah setiap alat yang mengubah sinyal listrik menjadi gerakan mekanis.. Dapat dibuat dari sistem motor listrik (Motor DC (permanent
magnet, brushless, shunt dan series), Motor DC
Servo, Motor DC Stepper, ultrasonic motor, linear motor, torque motor, solenoid, dan sebagainya), sistem pneumatik (perangkat kompresi berbasis udara atau gas nitrogen), dan perangkat hidrolik (berbasis bahan cair seperti oli). Untuk meningkatkan tenaga mekanik aktuator atau torsi gerakan dapat dipasang sistem gearbox, baik sistem direct-gear (sistem lurus, sistem ohmic/worm-gear, planetary gear, dan
sebagainya), sprochet-chain (gir-rantai, gir-belt, ataupun sistem wire-roller, dan sebagainya) Dalam desain ini, aktuator yang digunakan adalah solenoid dan motor linear.
Selenoid
Selenoid adalah peralatan listrik yang mengubah energi listrik menjadi gaya elektromekanik. Dua bagian utama selenoid adalah kumparan magnet stasioner dan inti magnet yang menyatu dengan plunyer yang dapat bergerak bebas secara linear oleh karena gaya elektromekanik di dalam kumparan magnet. Solenoid bekerja jika kumparan magnetnya diberi catu tegangan nominal sehingga pluyer bergerak membuka atau menutup katup (valve) saluran sirkulasi udara atau liquid, maupun katup dari sistem hidrolik atau pneumatik.
Gambar 6. Solenoid Motor Linear
Motor linear adalah peralatan listrik yang mengubah energi listrik menjadi gerakan mekanis berupa gerakan linear yang memiliki kecepatan tinggi dan beban besar lebih dari 500 kg. Motor linear terdiri dari 2 bagian yaitu jalur magnet dan slider yang mengandung koil.
(a) Iron-core Motor (b) Ironless Motor
Gambar 7. Motor Linear
HASIL
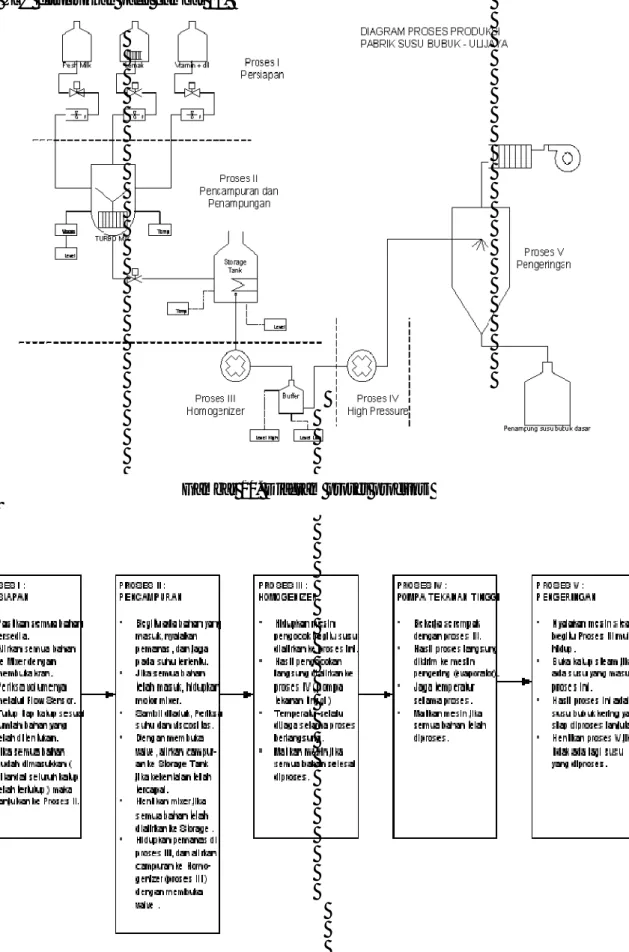
Gambar berikut ini menggambarkan proses produksi dan pengendalinya :
Gambar 8. Bagan proses produksi
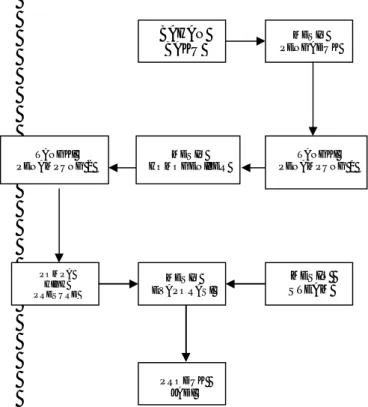
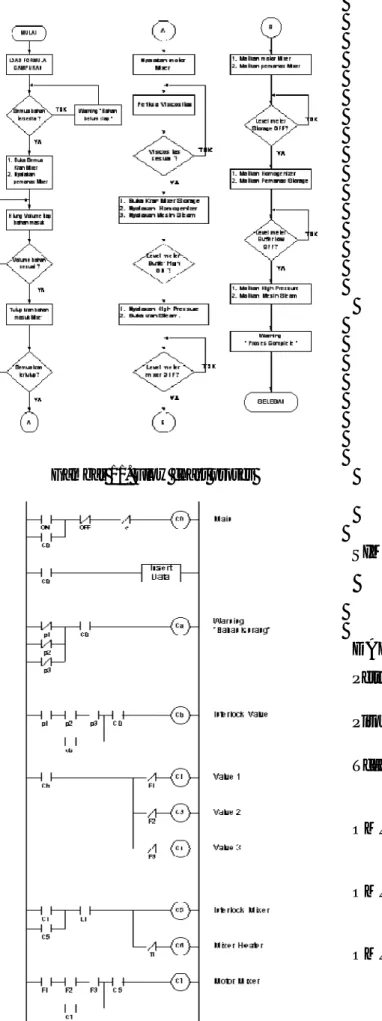
Diagram proses produksi susu dapat ditunjukkan pada gambar 9, sedangkan urutan desain dapat
BAHAN BAKU MESIN PENGADUK TANGKI PENAMPUNG 1 MESIN HOMOGENIZER TANGKI PENAMPUNG 2 POMPA HIGH PRESURE MESIN STEAM MESIN EVAPORASI PRODUK JADI
11 dilihat pada gambar 10. Flow chart proses dapat
ditunjukkan pada gambar 11 sedangkan diagram ladder PLC ditunjukkan pada gambar 12.
Gambar 10. Bagan urutan proses produksi Gambar 10. Diagram proses produksi
Gambar 11. Flow chart proses
Gambar 11. Ladder diagram
SIMPULAN
DAFTAR PUSTAKA
Petruzella, Frank D, 1996. Industrial Electronics. Glencoe: McGraw-Hill.
Pitowarno, Endra, 2005. Serial Buku Robotik:
Teknik Disain. Surabaya
Tcahjono Anang, Ir, 1997. Pelatihan PLC untuk
Instruktur Politeknik seIndonesia.
Surabaya: PENS-ITS.
OMRON, 1990. User’s Manual for C20
Programmable Controller.Jakarta:
Kerjasama CEVEST dan JICA.
OMRON, 1991. Training Manual for Mini H-type
Programmable Logic Controllers.
Singapura: May Edition.
OMRON, 1993. Operation Manual for Mini
H-Type Programmable Logic Controllers.
13 OMRON, 1997. Training Manual for CPMI
Programmable Logic Controllers.
Jakarta: Omron Indonesia Representative Office.
Siswo Cahyono, Ir dan Tresna Umar Syamsuri, Drs, 1996. Petunjuk Praktikum Sistem
Kontrol Pneumatik. Bandung: PPPP
15 GAMBAR LADDER DIAGRAM
PENUTUP
Demikian desain sistem kontrol yang kami buat. Kami menyadari desain ini masih memiliki beberapa kelemahan, belum layak untuk langsung diterapkan pada sistem yang sebenarnya. Perlu beberapa penyempurnaan desain apabila akan diterapkan pada proses yang sebenarnya. Kami terbuka untuk menerima masukan yang bersifat membangun kesempurnaan desain.
DAFTAR PUSTAKA
OMRON, 1990. User’s Manual for C20 Programmable Controller.Jakarta: Kerjasama CEVEST dan JICA.
OMRON, 1991. Training Manual for Mini H-type Programmable Logic Controllers. Singapura: May Edition.
OMRON, 1993. Operation Manual for Mini H-type Programmable Logic Controllers. Japan: Revised Edition.
Siswo Cahyono, Ir dan Tresna Umar Syamsuri, Drs, 1996. Petunjuk Praktikum Sistem Kontrol
Pneumatik. Bandung: PPPP Dirjen Dikti Depdikbud.
OMRON, 1997. Training Manual for CPMI Programmable Logic Controllers. Jakarta: Omron Indonesia Representative Office.
Tcahjono Anang, Ir, 1997. Pelatihan PLC untuk Instruktur Politeknik seIndonesia. Surabaya: PENS-ITS. Petruzella, Frank D, 1996. Industrial Electronics. Glencoe: McGraw-Hill