Senin, 14 Desember 2009
Instruksi Dasar PLC Omron
Programmable Logic Controller (PLC) merupakan suatu unit yang secara khusus dirancang untuk menangani suatu sistem kontrol otomatis pada mesin-mesin
industri ataupun aplikasi lainnya. Di dalam CPU PLC dapat dibayangkan seperti
kumpulan ribuan relay. tetapi bukan berarti di dalamnya terdapat banyak relay dalam ukuran yang sangat kecil melainkan di dalam PLC berisi rangkaian elektronika digital yang dapat difungsikan seperti
contact NO dan contact NC relay. Bedanya dengan relay bahwa satu nomor contact relay (NO/NC) dapat digunakan berkali-kali untuk semua instruksi dasar selain
instruksi OUTPUT. Jadi dapat dikatakan bahwa dalam suatu pemrograman PLC tidak diijinkan menggunakan output dengan contact yang sama. Untuk membuat rancangan/modifikasi suatu sistem langkah-langkah yang harus
Pengikut
with Google Friend Connect
Members (24) More »
Already a member? Sign in
logo sekolah
World Clocks
Berbagi Laporkan Penyalahgunaan Blog Berikut» Buat Blog Masuk
situs ini digunakan untuk pembelajaran siswa dan untuk
kemajuan bangsa ini
diperhatikan adalah :
Identifikasi permasalahan Membuat peta alir
Membuat program dalam bentuk diagram ladder
Beberapa keuntungan penggunaan PLC adalah :
1. Kehandalan
2. Kebutuhan ruang yang lebih kecil 3. Dapat diprogram untuk aplikasi baru 4. Dapat melakukan lebih banyak fungsi 5. Lebih mudah diperbaiki
6. Relatif murah.
INTRUKSI – INTRUKSI DASAR PLC Berikut ini adalah contoh sebagian perintah-perintah dasar pada PLC : 1. LOAD (LD)
Perintah ini digunakan jika urutan kerja suatu sistem kontrol hanya membutuhkan satu keadaan logika. Logika ini mirip
dengan kontak relay NO. Simbol :
2. LOAD NOT
Perintah ini digunakan jika urutan kerja sistem kontrol hanya membutuhkan satu kondisi logika. Logika ini mirip dengan kontak relay NC.
Clock 1 Clock 2
buku yang
bagus untuk
dibaca
buku-buku Islami basic of electricity plcdownload dan
Dengarin Mp3
bagus
lagu indonesia Murotal Qur'anArsip Blog
► 2011 (2) ► 2010 (2) ▼ 2009 (21) ▼ Desember (1) Instruksi Dasar PLC Omron ► November (2)Simbol :
3. AND
Perintah ini digunakan untuk urutan kerja sistem kontrol yang lebih dari satu kondisi logika yang harus terpenuhi semuanya untuk mengeluarkan satu output. Logika ini mirip dengan kontak relay NO.
Simbol :
4. AND NOT
Perintah ini digunakan untuk urutan kerja sistem kontrol yang lebih dari satu kondisi logika yang harus terpenuhi semuanya untuk mengeluarkan satu output. Logika ini mirip dengan kontak relay NC.
Simbol :
5. OR
Perintah ini digunakan untuk urutan kerja sistem kontrol yang lebih dari salah satu kondisi logika yang harus terpenuhi semuanya untuk mengeluarkan satu
► Agustus (2) ► Mei (4) ► April (2) ► Maret (2) ► Februari (8)
plc siemens
S7-200 40 I/O
plc mitsubhisi
60 I/O
plc omron 50 I/O
output. Logika ini mirip dengan kontak relay NO.
Simbol :
6. OR NOT
Perintah ini digunakan untuk urutan kerja sistem kontrol yang lebih dari salah satu kondisi logika yang harus terpenuhi semuanya untuk mengeluarkan satu output. Logika ini mirip dengan kontak relay NC.
Simbol :
7. OUT
Jika kondisi logika terpenuhi, perintah ini digunakan untuk mengeluarkan satu output. Logika ini mirip dengan kontak relay NO
Simbol :
8. OUT NOT
Jika kondisi logika terpenuhi, perintah ini digunakan untuk mengeluarkan satu
Apple Google Microsoft
Apple customers
Computerworld
By Kerry Davis, Agam Shah, Grant Gross IDG News Service - Amid renewed reports of poor working conditions at factories making Apple products in China, it's unclear whether
customers will demand change. Some Apple customers at the
Macworld/iWorld show ...
Related Articles »
Apple Claimed
Wall Street Journal By YUN-HEE KIM HONG KONG—Apple Inc. overtook Samsung Electronics Co. as the world's biggest
smartphone maker in the fourth quarter
thanks to robust iPhone 4S sales. But data from two research firms
Friday showed that the South Korean company became ...
output. Logika ini mirip dengan kontak relay NC
Simbol :
9. TIMER (TIM) dan COUNTER (CNT) Timer (TIM) dan Counter (CNT)
Timer/Counter pada PLC berjumlah 512 buah yang bernomor TC 000 sampai dengan TC 511 (tergantung tipe PLC). Dalam satu program tidak boleh ada nomor Timer/Counter yang sama. Nilai Timer/Counter pada PLC bersifat
menghitung mundur dari nilai awal yang ditetapkan oleh program, setelah
mencapai angka nol maka contact NO timer/counter akan ON. Timer mempunyai batas antara 0000 sampai dengan 9999 dalam bentuk BCD dan dalam orde 100 ms. Sedangkan untuk counter mempunyai orde angka BCD dan mempunyai batas antara 0000 sampai dengan 9999. Simbol TIMER :
Keterangan :
Timer aktif bila kondisi eksekusi ON dan
Related Articles »
Apple, Google, Intel
Bloomberg
Google Inc. (GOOG) and Apple Inc. (AAPL) were among seven technology companies that must face a lawsuit claiming they violated antitrust laws by
entering into
agreements not to recruit each other's employees, a federal judge said.
Should consumers
Los Angeles Times Apple's profits may have soared last quarter, with revenue up 74% (to $46.3 billion), but I wonder how celebratory they feel in Cupertino as reports emerge about the company's business practices, specifically how it keeps production costs low so that ...
Related Articles »
powered by
reset bila OFF. Pertama dieksekusi TIM mengukur SV dalam orde 0,1 detik. Simbol COUNTER
Keterangan :
COMPARE –CMP(20) Kegunaan :
Membandingkan Cp1 dan Cp2 dan hasil output ke GR, EQ dan LE flag dalam area SR
Range : Cp1 ; data ke-1 yang
dibandingkan (IO, AR, DM, TC, LR, #) Cp2 : data ke-2 yang dibandingkan (IO, AR, DM, TC, LR, #) COMPARE-CMP (20) DIFU(13)-diferentiate UP
Download
· 11
Settings
FAQ
Search YouTube
Like 15,510 people likeTampilan slide
Langgan
Mengenai Saya
Teknik Instalasi Pemanfaatan Tenaga ListrikLihat profil lengkapku Post
DIFD (14)-Diferentiate Down
ADD (30)-BCD Add
SUB (31)-BCD Substract
III. ALAT PERCOBAAN 1. PLC 1 UNIT
2. Komputer dan Program PLC 3. Kabel penghubung
4. Power supply
IV.LANGKAH PERCOBAAN Contoh-1 Program sederhana
Berdasarkan gambar 7. jika diinginkan saklar (S1) berfungsi untuk menghidupkan lampu (L1) sedangkan saklar (S2)
berfungsi untuk menghidupkan lampu (L2), maka bentuk diagram laddernya seperti gambar 8.
Pengujian Program
Untuk menguji apakah ladder yang dibuat sudah benar, maka perlu dilakukan
pengujian sebagai berikut :
1. Pada menu Online, pilih DownLoad program, dan muncul kotak dialog
konfirmasi download tersebut, dan pilih Yes.
2. Proses download program akan
dilakukan sampai selesai, kemudian pilih tombol Yes jika sudah selesai.
3. Klik menu Online, pilih mode dan akan muncul kotak dialog mode operasi, pilih Run untuk menjalankan hasil program yang di download.
4. Berikan masukan dan amati
keluarannya, apakah sesuai dengan keinginan.
5. Ulangi langkah 3 jika ingin merubah, membuat program baru.. saklar (S1) dilepas maka lampu (L1) akan mati,
demikian juga dengan saklar (S1) jika saklar dilepas maka lampu (L2) mati.
Bagaimana jika diinginkan agar lampu (L1) atau (L2) tetap menyala walau saklar (S1) atau saklar (S2) dilepas.
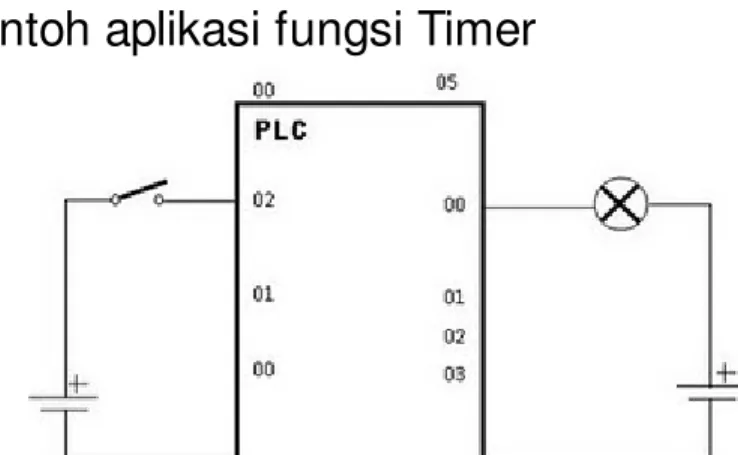
Gambar 9. ladder dengan latch Contoh aplikasi fungsi Counter
Diagram di atas menunjukkan bahwa counter-000 mencacah sebanyak 5X jika diberi masukan (saklar S2 ditekan) yang terhubung dengan input 000.02 maka lampu akan menyala, jika saklar (S1) ditekan maka lampu akan mati (direset). Contoh aplikasi fungsi Timer
V.DATA PERCOBAAN V. PEMBAHASAN
PLC merupakan sistem elektronika digital yang dirancang dapat mengendalikan mesin dan proses dengan
mengimplementasikan fungsi nalar kendali sekuensial, operasi pewaktu (timer),
pencacahan (counter), dan aritmatika. Dalam praktikum ini menggunakan program diagram lader untuk membuat program yang akan dimasukan kedalam PLC untuk dijalankan.
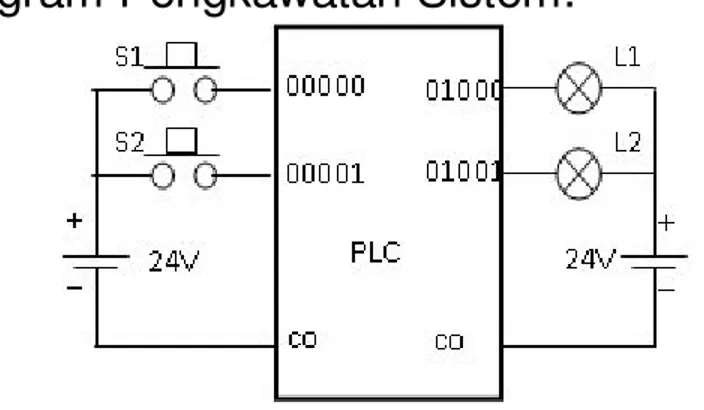
Diagram Pengkawatan Sistem:
PROGRAM 1
S1 = L1 : ON
S2 = L2 : ON Hasil dari program disamping adalah :
Apabila S1 ON maka L1 = OFF
S1 OFF maka L1 = ON S2 ON maka L2 = ON S2 OFF maka L2 = OFF
Rangakaian PLC diatas digunakan untuk mengendalikan suatu sistem pengaturan lampu yang dikendalikan dengan
menggunkan saklar. PROGRAM 2
Program dibawah ini hampir sama dengan program 1
Hasil dari program disamping : S1 ON maka L1 = ON
S2 ON maka L2 = ON
Rangakaian PLC diatas digunakan untuk mengendalikan suatu sistem pengaturan lampu yang dikendalikan dengan
menggunkan saklar. Dimana setiap Saklar di ONkan maka lampu akan menyala atau ON.
PROGRAM 3
Program dibawah ini untuk mengendalikan beberapa Lampu dalam satu saklar.
Hasil dari program diatas adalah : S1 ON maka L1 dan L2 Hidup ON S2 ON maka L1 dan L2 Mati OFF Program PLC diatas digunakan untuk mengendalaikan 2 lampu dengan sistem kendali atau pengontrol satu buah sakalar, yaitu S1 dan S2. Alamat program untuk S1 dan S2 berbeda yaitu 000.01 dan 000.02. sedangkan untuk keluaran juga berbeda. Dalam program terdapat 4 keluaran dengan alamat [ 010.000; 010.001; 010.002; 010.003 ].
Dalam Program PLC S1 dan S2 disebut dengan masukan, Sedangkan L1 dan L2
disebut dengan keluaran.
Flowchat program diatas adalah sebagai berikut :
PROGRAM 4
Program PLC berikut menggunakan
perintah TIMER untuk digunakan sebagai waktu tunggu.
S1 = ON, Timer 100 bcd, maka L1 ON L2 OFF
S1 = OFF, Timer 000 bcd maka L1 OFF L2 ON
Program PLC diatas menggunkan Timer yang digunkan sebagai waktu tunggu. Di dalam program PLC sudah disediakan perintah Timer yang mana kita harus mengisi berapa waktu tunggu yang
diharapkan. Dalam program diatas Timer kita setting dengan #0100 artinya 100 bcd = digunakan untuk menunggu (delay) : 100 detik. Baru program tersebut akan menjalankan program selanjutnya.
Bila saklar S1 (00000) diaktifkan TIM000 mulai mencacah turun, selang waktu 10 detik lampu L1 (01000) menyala.
Flowchat program diatas :
PROGRAM 5
Program PLC berikut menggunakan
perintah COUNTER yang digunkan untuk mencacah.
Hasilnya dari program disamping adalah : S1 apabila diklik sebanyak 10X Maka setelah itu L1 dan L2 menyala
S2 digunakan untuk mereset.
Program PLC diatas menggunkan Counter yang digunakan untuk mencacah. Di
dalam program PLC sudah disediakan perintah Counter yang mana kita harus mengisi berapa banyak cacah yang diharapkan. Dalam program diatas
Counter kita setting dengan #0010 artinya 10 X cacahan. Dalam hasil program ini apabila S1 diklik sebanyak 10x maka L1 dan L2 akan menyala (ON).
VI. KESIMPULAN
Dari Program PLC ini dapat disimpulkan kesimpulan sebagai berikut :
1. Programmable Logic Controller (PLC) merupakan suatu unit yang secara khusus pengontrol berbasisi mikroprosesor yang memanfaatkan memori yang dapat
diprogram untuk menyimpan instruksi – instruksi dan untuk mengimplementasikan
fungsi – fungsi semisal logika, sequencing, pewaktu (Timing),
pencacahan (counting) dan aritmatika guna untuk mengontrol mesin – mesin dalam industri.
2. Beberapa keuntungan penggunaan PLC adalah :
• Kehandalan
• Kebutuhan ruang yang lebih kecil • Dapat diprogram untuk aplikasi baru • Dapat melakukan lebih banyak fungsi • Lebih mudah diperbaiki
• Relatif murah.
• dapat mengendalikan sistem kontrol pada mesin-mesin industri secara otomatis
VII. DAFTAR PUSTAKA
Sukarman,2007,`Petunjuk Praktikum Teknik Kendali`,STTN-BATAN,Yogyakarta
Sumber Tulisan Aditia Romas
Terimakasih dan mohon maaf jika ada kesalahan
Diposkan oleh Teknik Instalasi
Pemanfaatan Tenaga Listrik di
Posting Lebih Baru Posting Lama Reaksi:
2 KOMENTAR:
Beri komentar sebagai:
LINK KE POSTING INI Buat sebuah Link
Beranda
Langgan: Poskan Komentar (Atom)
dodol Feb 22, 2010 07:55 PM
dimana dapatkan program diagram leader mitsubishi PLC
Balas
eka Sep 6, 2010 08:35 PM
thanq kawan...info kamu sangat berguna buat saya, salam sukses buat para ingener otomasi,
need more information about plc????please contact me at : [email protected]