1.1. Latar Belakang
Perkembangan industri manufaktur yang begitu pesat menuntut perusahaan untuk terus bertahan dan berkembang. Perusahaan yang mampu bertahan dan berkembang dengan baik pasti dapat meningkatkan keunggulan persaingan di dunia industri. Oleh karena itu, perusahaan harus memiliki manajemen operasi yang efektif dalam menentukan jumlah pekerja dan keseimbangan pekerjaan dilihat dari faktor kinerja manpower dan faktor efisiensi waktu proses produksi agar tidak terjadi pemborosan waktu dan biaya yang dapat merugikan perusahaan sehingga perusahaan dapat mencapai tingkat produksi yang diharapkan (Heizer & Render, 2009).
PT. Indonesia Toray Synthetics (ITS) departemen polyester sesi polymer batch adalah bagian dari perusahaan yang berbasis produksi barang berupa chip dengan data produksi disetiap stasiun kerjanya dengan waktu yang beraneka-ragam sehingga perlu adanya metode yang mengatur jalannya produksi agar tidak ada terjadinya waktu yang menganggur disalah satu stasiun kerja. Data yang dimaksud diambil dari data proses produksi PT. Indonesia Toray Synthetics yang telah dibukukan atau disimpan dalam applikasi excel pada folder kwalitas poly batch Maret 2016 yang diambil sebanyak 50 sample karna pada syarat penelitian dengan
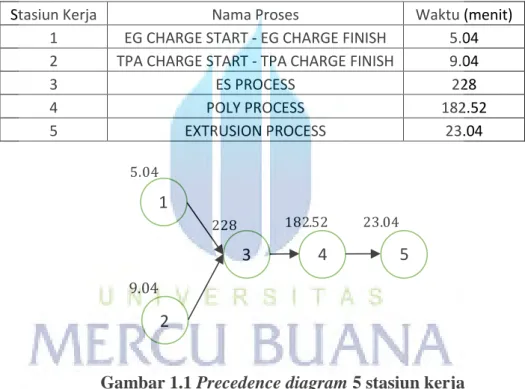
metode sampling, sample yang harus diambil paling sedikit berjumlah 30% atau paling sedikit 30 sample pada jumlah populasi yang ada dan total dari jumlah produksi pada bulan maret 2016 adalah sebanyak 89 produksi/sample jadi data yang dipakai oleh penulis sebanyak 50 sample,data yang dimaksud dimulai pada tanggal 1 maret 2016 yang telah tervalidasi dilampiran dan gambar precedence diagram dibuat oleh penulis sendiri sesuai dengan kondisi perusahaan adalah sebagai berikut:
Tabel 1.1 50 Sample Waktu Rata-rata Perstasiun Kerja (maret 2016)
Gambar 1.1 Precedence diagram 5 stasiun kerja
Dari data diatas bahwa terjadi waktu yang tidak balance atau waktu yang tidak seimbang yang terjadi pada semua stasiun kerja yang mengakibatkan banyaknya terjadi waktu yang menganggur terutama pada stasiun kerja 1, 2, dan 5 sehingga produktifitas berkurang. Oleh karna itu perlu adanya perencanaan keseimbangan lintasan. Tujuan perencanaan keseimbangan lintasan adalah mendistribusikan unit- unit kerja atau elemen-elemen kerja pada setiap stasiun kerja agar waktu menganggur dari stasiun kerja pada suatu lintasan produksi dapat ditekan
1
2
5
3 4
Stasiun Kerja Nama Proses Waktu (menit)
1 EG CHARGE START - EG CHARGE FINISH 5.04 2 TPA CHARGE START - TPA CHARGE FINISH 9.04
3 ES PROCESS 228
4 POLY PROCESS 182.52
5 EXTRUSION PROCESS 23.04
seminimal mungkin, sehingga pemanfaatan peralatan dan operator semaksimal mungkin. Pembuatan suatu produk pada umumnya dilakukan melalui beberapa tahapan proses produksi pada beberapa departemen yang berupa aliran proses produksi. Apabila terjadi hambatan atau ketidak efisienan dalam suatu departemen akan mengakibatkana terjadinya waktu menunggu dan penumpukan material (Baroto, 2002).
Line balancing merupakan metode penugasan sejumlah pekerjaan ke dalam stasiun-stasiun kerja yang saling berkaitan/berhubungan dalam suatu lintasan atau lini produksi sehingga setiap stasiun kerja memiliki waktu yang tidak melebihi waktu siklus dari stasiun kerja tersebut. Menurut Gasperz (2002), line balancing merupakan penyeimbangan penugasan elemen-elemen tugas dari suatu assembly line ke work stations untuk meminimumkan banyaknya work station dan meminimumkan total harga idle time pada semua stasiun untuk tingkat output tertentu, yang dalam penyeimbangan tugas ini, kebutuhan waktu per-unit produk yang dispesifikasikan untuk setiap tugas dan hubungan sekuensial harus dipertimbangkan.
Melihat peranan penting pada sistem produksi dengan menggunakan metode line balancing, maka dengan melalui penelitian ini diharapkan penulis dapat mempelajari penerapan line balancing yang ada di PT. Indonesia Toray Synthetics bagian poly ester sesi polimer batch, agar dapat mengetahui cara kerja metode line balancing tersebut dan mengetahui apakah sama dengan teori yang penulis sudah pelajari dari mendapatkan standar gerakan kerja dan melakukan penyeimbangan beban kerja.
Dengan menerapkan line balancing dan simulasi untuk mengurangi waktu yang tidak balance atau waktu menganggur penulis hanya menggunakan 1 metode yaitu metode Kilbridge Wester karna selain penulis memfokuskan pada pengurangan waktu menganggur agar waktu lebih balance yang akan dipadukan dengan simulasi yang dibuat oleh penulis, pada metode kilbridge wester ini juga yang paling cocok untuk penerapan pada perusahaan ini yang dapat pengelompokan task-task ke dalam sejumlah kelompok yang mempunyai tingkat keterhubungan yang sama. Metode kilbridge wester ini adalah metode yang dirancang oleh M.
Kilbridge dan L. Wester sebagai pendekatan lain untuk mengatasi permasalahan keseimbangan lini.
1.2. Rumusan Masalah
Berdasarkan uraian latar belakang yang mendasari penelitian ini, maka perumusan masalah yang akan menjadi objek kajian dalam penelitian ini adalah sebagai berikut:
1. Apakah presentase (%) waktu menganggur pada stasiun kerja lebih efisien atau menurun setelah diterapkannya metode line balancing Kilbridge Wester dan merancang alur produksi yang baru?
2. Apakah tingkat efisiensi meningkat, balance delay menurun, smoothness index menurun setelah diterapkannya metode line balancing Kilbridge Wester?
1.3. Tujuan Penelitian
Tujuan dari penelitian ini antara lain adalah:
1. Untuk menurunkan presentase (%) pada waktu menganggur antara stasiun kerja 1 dan stasiun kerja lainnya dengan merancang jumlah pada stasiun
kerja yang baru yang telah diterapkan metode line balancing Kilbridge Wester.
2. Untuk meningkatkan nilai efisiensi, menurunkan balance delay, dan smoothness index dari lini produksi yang dimilik perusahaan dengan menerapkan metode line balancing Kilbridge Wester.
1.4. Batasan Masalah
Penulis memberikan batasan supaya pembahasan ini tetap pada topik yang dituju dan untuk menghindari terjadinya penyimpangan masalah, diantaranya:
1. Pengamatan proses produksi dan perhitungan kapasitas produksi hanya di lakukan pada 1 lini produksi dan diambil pada bulan maret 2016 sebanyak 50 sampel.
2. Pengamatan dilakukan pada kegiatan proses awal sampai proses akhir.
3. Analisa dilakukan hanya berdasarkan data yang diperoleh pada penelitian baik data primer maupun data sekunder.
4. Perhitungan line balancing hanya menggunakan 1 metode, yaitu metode Kilbridge Wester.
Penulis juga memberikan asumsi-asumsi supaya pembahasam ini tetap pada topik yang dituju dan untuk menghindari terjadinya penyimpangan masalah, diantaranya:
1. Tanpa adanya metode tambahan dan tanpa adanya tools tambahan pada penelitian tersebut.
2. Tanpa adanya penambahan pekerja pada setiap stasiun kerja atau salah satu stasiun kerja.
1.5. Sistematika Penulisan
Sistematika penulisan pada tugas akhir ini adalah terdiri dari 6 bab dan masing-masing bab terbagi dalam subbab-subbab yang akan dirinci sebagai berikut:
BAB I Pendahuluan
Pada bab ini merupakan bab pendahuluan yang berisi tentang penjelasan alasan studi kasus ini dilakukan ataupun latar belakang pada studi kasus ini, permasalahan yang diangkat untuk diselesaikan, tujuan yang ingin dicapai oleh penulis yaitu efisiensi stasiun kerja melalui keseimbangan lini produksi dengan perhitungan perencanaan Kilbridge Wester, batasan masalah dibuat supaya pembahasan dalam laporan ini tetap pada topik yang dituju dan untuk menghindari terjadinya penyimpangan masalah dan sistematika penulisan yang berisi mengenai isi dari penelitian ini dimulai dari bab I sampai pada bab VI.
BAB II Tinjauan Pustaka
Pada bab ini merupakan Tinjauan Pustaka yang berisi dasar-dasar teori yang digunakan oleh penulis yang berkaitan dengan penelitian ini. Teori-teori yang digunakan berupa teori metode line balancing dengan metode Kilbridge Wester yang didapatkan melalui buku teks, internet maupun jurnal.
BAB III Metode Penelitian
Pada bab ini merupakan bab metode penelitian yang berisi jenis penilitian ,pendekatan penelitian, sumber data, teknik penumpulan
data, metode analisa, metode pengukuran waktu line balancing yang dilakukan oleh penulis sehingga dapat menjadikan diagram alir dari langkah-langkah penelitian yang dilakukan oleh penulis dan sebagai acuan dalam menyelesaikan studi kasus ini.
BAB IV Pengumpulan dan Pengolahan Data
Pada bab ini merupakan bab analisis atau perhitungan dan pembahasan dari data-data yang telah dikumpulkan oleh penulis baik data primer maupun data sekunder pada perusahaan dan hasil pengolahan data dari metode yang digunakan.
BAB V Hasil dan Analisis
Pada bab ini merupakan bab hasil dari bab 4 yaitu pengumpulan dan pengolahan data yang akan dianalisis dan memberikan hasil setelah diterapkan metode line balancing yaitu metode Kilbridge Wester.
BAB VI Kesimpulan dan Saran
Pada bab ini merupakan bab simpulan dan saran yang berisi inti dari hasil dari analisa dan pembahasan dari bab 4 yang menjawab tujuan dari studi kasus ini. Saran yang diberikan merupakan usulan pembangunan dan perbaikan yang berguna bagi perusahaan dalam meningkatkan efisiensi Assembly line.