BAB 4
HASIL DAN PEMBAHASAN
4.1 Hasil Pengumpulan Data
Tabel 4.1 Tabel Pengumpulan Data Jam
Tgl Variabel 9:00 10:00 11:00 14:00 15:00
18/8/2005 Tebal Material 8 6 6 6 12.5
Kecepatan Potong 567 610 618 624 540
Hasil Pemotongan 4 4.333 4.667 4.667 4 19/8/2005 Tebal Material 8 12.5 10 12.5 6
Kecepatan Potong 579 546 551 508 600
Hasil Pemotongan 4 3.667 3.667 4 3.667 22/8/2005 Tebal Material 12.5 12.5 10 10 6
Kecepatan Potong 536 531 547 546 631
Hasil Pemotongan 4.333 3.667 3.333 4 4
23/8/2005 Tebal Material 6 6 6 8 10
Kecepatan Potong 645 605 610 584 565
Hasil Pemotongan 4.333 4.333 4.667 3.333 3.667
24/8/2005 Tebal Material 12.5 8 10 10 10
Kecepatan Potong 508 588 560 556 557
Hasil Pemotongan 4.333 3.667 4 4.333 4 25/8/2005 Tebal Material 10 12.5 10 10 10
Kecepatan Potong 559 553 551 552 552
Hasil Pemotongan 4.333 4 3.667 3.333 4
26/8/2005 Tebal Material 8 12.5 10 8 10
Kecepatan Potong 586 538 542 591 546
Hasil Pemotongan 4 4.333 4 3.667 4
29/8/2005 Tebal Material 10 10 8 10 8
Kecepatan Potong 558 556 571 548 572
Hasil Pemotongan 3.667 3.333 4 4.333 4
30/8/2005 Tebal Material 8 10 6 6 10
Kecepatan Potong 595 547 631 645 558
Hasil Pemotongan 4 3.667 4.333 4.667 4
Tabel 4.2 Tabel Pengumpulan Data (Lanjutan 1) Jam
Tgl Variabel 9:00 10:00 11:00 14:00 15:00
31/8/2005 Tebal Material 8 6 6 6 6
Kecepatan Potong 577 624 625 621 623
Hasil Pemotongan 3.667 4 4 4.333 4
5/9/2005 Tebal Material 12.5 12.5 6 6 8
Kecepatan Potong 536 535 619 559 562
Hasil Pemotongan 4.333 3.667 3.667 3.667 4.333
6/9/2005 Tebal Material 8 10 8 6 6
Kecepatan Potong 576 555 582 604 605
Hasil Pemotongan 4.333 4 4.667 4 4.333
7/9/2005 Tebal Material 6 10 10 8 8
Kecepatan Potong 645 542 568 586 594
Hasil Pemotongan 4.333 3.333 3.333 3.667 3.667
8/9/2005 Tebal Material 8 8 6 8 6
Kecepatan Potong 581 582 508 591 615
Hasil Pemotongan 4.333 4.333 3.667 4 3.333
9/9/2005 Tebal Material 8 10 6 6 10
Kecepatan Potong 594 568 617 611 563
Hasil Pemotongan 4.667 4 3.667 3.667 4
12/9/2005 Tebal Material 10 10 8 6 10
Kecepatan Potong 554 546 579 645 551
Hasil Pemotongan 4.333 4 3.667 4.333 4 13/9/2005 Tebal Material 8 8 12.5 10 8
Kecepatan Potong 582 591 508 569 587
Hasil Pemotongan 4.333 4 4.333 4 4.667 14/9/2005 Tebal Material 12.5 12.5 12.5 10 8
Kecepatan Potong 645 522 519 563 599
Hasil Pemotongan 4.667 4 3.667 4.333 4.333
15/9/2005 Tebal Material 8 6 10 12.5 10
Kecepatan Potong 579 508 544 645 561
Hasil Pemotongan 3.667 3.667 3.667 4.333 3.333
16/9/2005 Tebal Material 6 8 10 6 10
Kecepatan Potong 622 581 544 615 549
Hasil Pemotongan 4 3.667 3.333 3.667 4.333
19/9/2005 Tebal Material 10 10 10 8 6
Kecepatan Potong 546 559 564 587 616
Hasil Pemotongan 4.333 4.333 3.667 4.333 4
Tabel 4.3 Tabel Pengumpulan Data (Lanjutan 2) Jam
Tgl Variabel 9:00 10:00 11:00 14:00 15:00
20/9/2005 Tebal Material 8 6 8 10 8
Kecepatan Potong 588 642 585 568 578
Hasil Pemotongan 3.667 4.333 4 4.333 4
21/9/2005 Tebal Material 8 12.5 8 8 8
Kecepatan Potong 583 529 578 599 588
Hasil Pemotongan 3.333 4 4 4 4.333
22/9/2005 Tebal Material 6 6 6 8 12.5
Kecepatan Potong 508 604 617 592 533
Hasil Pemotongan 3.333 4.333 4 4.333 4.333
23/9/2005 Tebal Material 10 8 10 8 8
Kecepatan Potong 559 588 542 572 576
Hasil Pemotongan 4.333 4.667 4.333 4.333 4
26/9/2005 Tebal Material 10 6 12.5 10 6
Kecepatan Potong 552 508 532 557 623
Hasil Pemotongan 3.667 4 4 4.333 4
27/9/2005 Tebal Material 8 12.5 10 12.5 8
Kecepatan Potong 579 536 549 645 589
Hasil Pemotongan 4.333 3.667 3.333 4.667 3.333 28/9/2005 Tebal Material 10 6 6 12.5 10
Kecepatan Potong 559 606 601 524 542
Hasil Pemotongan 4.667 4.667 4.333 4 3.667
29/9/2005 Tebal Material 10 10 6 10 10
Kecepatan Potong 548 557 615 558 556
Hasil Pemotongan 3.333 4 3.667 4.333 4.333
30/9/2005 Tebal Material 8 10 10 6 8
Kecepatan Potong 597 546 569 508 594
Hasil Pemotongan 4.333 3.333 4 3.667 3.667
4.2 Analisis Data dan Pembahasan 4.2.1 Peta Kontrol
Dari data variabel hasil pengukuran terhadap 30 sampel, masing-masing berukuran 5, yang diperoleh pada periode 18 Agustus – 30 September 2005, dipilih peta kontrol X-bar dan R yang digunakan untuk mengendalikan proses pada cutting machine. Dimana pembuatan peta kontrol ini dilakukan dengan dua cara, yakni
dengan bantuan software minitab 13 for windows dan juga perhitungan secara manual.
a. Pembuatan peta kontrol dengan bantuan software minitab 13 for windows.
Langkah-langkah pembuatan peta kontrol dengan menggunakan Minitab 13 for windows :
• Pada worksheet masukkan data yang akan diolah.
• Kemudian pada menu bar pilih Stat Î Control Charts Î Xbar-R...
• Pada single column, masukkan kolom yang hendak dibuat peta kontrolnya (C1 untuk variabel input tebal material, C2 untuk variabel input kecepatan potong, C3 untuk variabel respon hasil pemotongan), dan pada subgroup size masukkan ukuran subgroup dari data tersebut.
Gambar 4.1 Tampilan layar minitab untuk membuat peta kontrol
• Kemudian klik OK.
0
Subgroup 10 20 30
6 7 8 9 10 11 12
Sample Mean
Mean=8.777 UCL=11.34
LCL=6.210
0 5 10
Sample Range
R=4.45 UCL=9.409
LCL=0
Xbar/R Chart for Tebal Materi
Grafik 4.1 Xbar/R Chart untuk variabel input Tebal Material.
30 20
10 Subgroup 0
620
570
520
Sample Mean
Mean=573.9 UCL=620.4
LCL=527.4
200
100
Sample Range 0
R=80.63 UCL=170.5
LCL=0
Xbar/R Chart for Kecepatan Po
Grafik 4.2 Xbar/R Chart untuk variabel input Kecepatan Potong.
0
Subgroup 10 20 30
3.5 4.0 4.5
Sample Mean
Mean=4.009 UCL=4.509
LCL=3.509
0 1 2
Sample Range
R=0.8666 UCL=1.832
LCL=0
Xbar/R Chart for Hasil Pemoto
Grafik 4.3 Xbar/R Chart untuk variabel respon Hasil Pemotongan.
b. Pembuatan peta kontrol dengan perhitungan secara manual.
Tabel 4.4 Lembar Perhitungan Untuk Pembuatan Peta Kontrol X-bar dan R Untuk Variabel Tebal Material
Ukuran subgroup (n = 5) Perhitungan yang perlu Sampel
x1 x2 x3 x4 x5 Jumlah Rata- rata (X-bar)
Range (R) 1 8 6 6 6 12.5 38.5 7.7 6.5 2 8 12.5 10 12.5 6 49 9.8 6.5 3 12.5 12.5 10 10 6 51 10.2 6.5
4 6 6 6 8 10 36 7.2 4
5 12.5 8 10 10 10 50.5 10.1 4.5 6 10 12.5 10 10 10 52.5 10.5 2.5 7 8 12.5 10 8 10 48.5 9.7 4.5 8 10 10 8 10 8 46 9.2 2
9 8 10 6 6 10 40 8 4
10 8 6 6 6 6 32 6.4 2
11 12.5 12.5 6 6 8 45 9 6.5
12 8 10 8 6 6 38 7.6 4
13 6 10 10 8 8 42 8.4 4
14 8 8 6 8 6 36 7.2 2
15 8 10 6 6 10 40 8 4
16 10 10 8 6 10 44 8.8 4 17 8 8 12.5 10 8 46.5 9.3 4.5 18 12.5 12.5 12.5 10 8 55.5 11.1 4.5 19 8 6 10 12.5 10 46.5 9.3 6.5
20 6 8 10 6 10 40 8 4
21 10 10 10 8 6 44 8.8 4
22 8 6 8 10 8 40 8 4
23 8 12.5 8 8 8 44.5 8.9 4.5 24 6 6 6 8 12.5 38.5 7.7 6.5
25 10 8 10 8 8 44 8.8 2
26 10 6 12.5 10 6 44.5 8.9 6.5 27 8 12.5 10 12.5 8 51 10.2 4.5 28 10 6 6 12.5 10 44.5 8.9 6.5 29 10 10 6 10 10 46 9.2 4
30 8 10 10 6 8 42 8.4 4
Jumlah = 263.3 133.5 Rata-rata = 8.777
(X-double bar)
4.45
(R-bar)
Keterangan :
• Rata-rata (X-bar) dari setiap sampel adalah nilai rata-rata pengukuran dari sample tersebut.
Sebagai misal: X-bar pada sampel 1 = ΣX /n= 38.5 / 5 = 7.7
• Range adalah jarak antara nilai pengukuran terbesar dan nilai pengukuran terkecil.
Sebagai misal: Range pada sampel 1 = R1= 12.5 – 6 = 6.5
• X-double bar merupakan garis tengah (central line = CL) dari peta kontrol X-bar, yang merupakan nilai rata-rata keseluruhan (rata-rata dari X-bar), dihitung sebagai berikut:
X-double bar = (7.7+9.8+10.2+…….+8.9+9.2+8.4) / 30 = 263.3 / 30 = 8.777 = 8.78 (dibulatkan)
• R-bar merupakan garis tengah (central line = CL) dari peta kontrol R, yang merupakan nilai rata-rata dari range data, dihitung sebagai berikut:
R-bar = (6.5+6.5+6.5+……+6.5+4+4) / 30 = 133.5 / 30 = 4.45
Berbagai nilai koefisien A2,D3,D4,d2, untuk ukuran subgroup (n), yang diperlukan dalam membangun peta kontrol terkendali dari X-bar dan R ditunjukkan dalam Tabel 4.5.
Tabel 4.5 Daftar Nilai Koefisien Dalam Perhitungan Batas-Batas Peta Kontrol X-bar dan R Serta Indeks Kapabilitas Proses
Koefisien Untuk Batas Kontrol
X-bar
Koefisien Untuk Batas Kontrol R
Koefisien Untuk Menduga Simpangan Baku, s Ukuran
sample (n)
A2 D3 D4 d2
2 3 4 5
1.880 1.023 0.729 0.577
0 0 0 0
3.267 2.574 2.282 2.114
1.128 1.693 2.059 2.326 6
7 8 9 10
0.483 0.419 0.373 0.337 0.308
0 0.076 0.136 0.184 0.223
2.004 1.924 1.864 1.816 1.777
2.534 2.704 2.847 2.970 3.078 11
12 13 14 15
0.285 0.266 0.249 0.235 0.223
0.256 0.283 0.307 0.328 0.347
1.744 1.717 1.693 1.672 1.653
3.173 3.258 3.336 3.407 3.472
Berdasarkan hasil perhitungan dalam Tabel 4.4, dapat dibangun peta kontrol X-bar dan R, dengan batas-batas kontrol 3-sigma sebagai berikut:
• Peta kontrol X-bar:
CL = X-double bar = 8.78
UCL=X-double bar + (A2)R-bar=8.78 + (0.577)(4.45)=11.35 (dibulatkan) LCL=X-double bar - (A2)R-bar=8.78 - (0.577)(4.45)=6.21 (dibulatkan)
• Peta kontrol R:
CL = R-bar = 4.45
UCL = (D4)R-bar = (2.114)(4.45) = 9.41 (dibulatkan) LCL = (D3)R-bar = (0)(4.45) = 0
Setelah dilakukan perhitungan untuk membuat peta kontrol X-bar dan R bagi data variabel input tebal material, dengan menggunakan software minitab 13 for windows serta dengan perhitungan manual (menunjukkan hasil yang sama, baik dengan software minitab 13 for windows maupun secara manual), menunjukkan data variabel hasil pengukuran yang dilakukan pada tanggal 18 Agustus – 30 September 2005 tidak ada yang melewati batas kontrol. Ini berarti variabel input tebal material terkontrol.
Tabel 4.6 Lembar Perhitungan Untuk Pembuatan Peta Kontrol X-bar dan R Untuk Variabel Kecepatan Potong
Ukuran subgroup (n = 5) Perhitungan yang perlu Sampel
x1 x2 x3 x4 x5 Jumlah Rata- rata (X-bar)
Range (R) 1 567 610 618 624 540 2959 591.8 84 2 579 546 551 508 600 2784 556.8 92 3 536 531 547 546 631 2791 558.2 100 4 645 605 610 584 565 3009 601.8 80 5 508 588 560 556 557 2769 553.8 80 6 559 553 551 552 552 2767 553.4 8 7 586 538 542 591 546 2803 560.6 53 8 558 556 571 548 572 2805 561 24 9 595 547 631 645 558 2976 595.2 98 10 577 624 625 621 623 3070 614 48 11 536 535 619 559 562 2811 562.2 84 12 576 555 582 604 605 2922 584.4 50 13 645 542 568 586 594 2935 587 103 14 581 582 508 591 615 2877 575.4 107 15 594 568 617 611 563 2953 590.6 54 16 554 546 579 645 551 2875 575 99 17 582 591 508 569 587 2837 567.4 83 18 645 522 519 563 599 2848 569.6 126 19 579 508 544 645 561 2837 567.4 137 20 622 581 544 615 549 2911 582.2 78 21 546 559 564 587 616 2872 574.4 70 22 588 642 585 568 578 2961 592.2 74 23 583 529 578 599 588 2877 575.4 70 24 508 604 617 592 533 2854 570.8 109 25 559 588 542 572 576 2837 567.4 46 26 552 508 532 557 623 2772 554.4 115 27 579 536 549 645 589 2898 579.6 109 28 559 606 601 524 542 2832 566.4 82 29 548 557 615 558 556 2834 566.8 67 30 597 546 569 508 594 2814 562.8 89
Jumlah = 17218 2419 Rata-rata = 573.934
(X- double
bar)
80.634 (R-bar)
Keterangan :
• Rata-rata (X-bar) dari setiap sampel adalah nilai rata-rata pengukuran dari sample tersebut.
Sebagai misal: X-bar pada sampel 1 = ΣX /n= 2959 / 5 = 591.8
• Range adalah jarak antara nilai pengukuran terbesar dan nilai pengukuran terkecil.
Sebagai misal: Range pada sampel 1 = R1= 624 – 540 = 84
• X-double bar merupakan garis tengah (central line = CL) dari peta kontrol X-bar, yang merupakan nilai rata-rata keseluruhan (rata-rata dari X-bar), dihitung sebagai berikut:
X-double bar = (591.8+556.8+558.2+…….+566.4+566.8+562.8) / 30 = 1721.8 / 30 = 573.934 = 573.93(dibulatkan)
• R-bar merupakan garis tengah (central line = CL) dari peta kontrol R, yang merupakan nilai rata-rata dari range data, dihitung sebagai berikut:
R-bar = (84+92+100+…….+82+67+89) / 30 = 2419 / 30 = 80.634 = 80.63 (dibulatkan)
Berdasarkan hasil perhitungan dalam Tabel 4.6, dapat dibangun peta kontrol X-bar dan R, dengan batas-batas kontrol 3-sigma sebagai berikut:
• Peta kontrol X-bar:
CL = X-double bar = 573.93
UCL = X-double bar + (A2)R-bar = 573.93 + (0.577)(80.63)
= 620.45 (dibulatkan)
LCL = X-double bar - (A2)R-bar = 573.93 - (0.577)(80.63)
= 527.41 (dibulatkan)
• Peta kontrol R:
CL = R-bar = 80.63
UCL = (D4)R-bar = (2.114)(80.63) = 170.45 (dibulatkan) LCL = (D3)R-bar = (0)(80.63) = 0
Setelah dilakukan perhitungan untuk membuat peta kontrol X-bar dan R bagi data variabel input kecepatan potong, dengan menggunakan software minitab 13 for windows serta dengan perhitungan manual (menunjukkan hasil yang sama, baik
dengan software minitab 13 for windows maupun secara manual), menunjukkan data variabel hasil pengukuran yang dilakukan pada tanggal 18 Agustus – 30 September 2005 tidak ada yang melewati batas kontrol. Ini berarti variabel input kecepatan potong terkontrol.
Tabel 4.7 Lembar Perhitungan Untuk Pembuatan Peta Kontrol X-bar dan R Untuk Variabel Hasil Pemotongan
Ukuran subgroup (n = 5) Perhitungan yang perlu Sampel
x1 x2 x3 x4 x5 Jumlah Rata-rata (X-bar)
Range (R) 1 4 4.333 4.667 4.667 4 21.667 4.3334 0.667 2 4 3.667 3.667 4 3.667 19.001 3.8002 0.333 3 4.333 3.667 3.333 4 4 19.333 3.8666 1 4 4.333 4.333 4.667 3.333 3.667 20.333 4.0666 1.334 5 4.333 3.667 4 4.333 4 20.333 4.0666 0.666 6 4.333 4 3.667 3.333 4 19.333 3.8666 1 7 4 4.333 4 3.667 4 20 4 0.666 8 3.667 3.333 4 4.333 4 19.333 3.8666 1 9 4 3.667 4.333 4.667 4 20.667 4.1334 1 10 3.667 4 4 4.333 4 20 4 0.666 11 4.333 3.667 3.667 3.667 4.333 19.667 3.9334 0.666 12 4.333 4 4.667 4 4.333 21.333 4.2666 0.667 13 4.333 3.333 3.333 3.667 3.667 18.333 3.6666 1 14 4.333 4.333 3.667 4 3.333 19.666 3.9332 1 15 4.667 4 3.667 3.667 4 20.001 4.0002 1 16 4.333 4 3.667 4.333 4 20.333 4.0666 0.666 17 4.333 4 4.333 4 4.667 21.333 4.2666 0.667 18 4.667 4 3.667 4.333 4.333 21 4.2 1 19 3.667 3.667 3.667 4.333 3.333 18.667 3.7334 1 20 4 3.667 3.333 3.667 4.333 19 3.8 1 21 4.333 4.333 3.667 4.333 4 20.666 4.1332 0.666 22 3.667 4.333 4 4.333 4 20.333 4.0666 0.666 23 3.333 4 4 4 4.333 19.666 3.9332 1 24 3.333 4.333 4 4.333 4.333 20.332 4.0664 1 25 4.333 4.667 4.333 4.333 4 21.666 4.3332 0.667 26 3.667 4 4 4.333 4 20 4 0.666 27 4.333 3.667 3.333 4.667 3.333 19.333 3.8666 1.334 28 4.667 4.667 4.333 4 3.667 21.334 4.2668 1 29 3.333 4 3.667 4.333 4.333 19.666 3.9332 1 30 4.333 3.333 4 3.667 3.667 19 3.8 1
Jumlah = 120.2658 25.997 Rata-rata = 4.009
(X-double bar)
0.867 (R-bar)
Keterangan :
• Rata-rata (X-bar) dari setiap sampel adalah nilai rata-rata pengukuran dari sample tersebut.
Sebagai misal: X-bar pada sampel 1 = ΣX /n= 21.667 / 5 = 4.3334
• Range adalah jarak antara nilai pengukuran terbesar dan nilai pengukuran terkecil.
Sebagai misal: Range pada sampel 1 = R1= 4.667 – 4 = 0.667
• X-double bar merupakan garis tengah (central line = CL) dari peta kontrol X-bar, yang merupakan nilai rata-rata keseluruhan (rata-rata dari X-bar), dihitung sebagai berikut:
X-double bar = (4.3334+3.8002+3.8666+…..+4.2668+3.9332+3.8) / 30 = 120.2658 / 30 = 4.009= 4.01(dibulatkan)
• R-bar merupakan garis tengah (central line = CL) dari peta kontrol R, yang merupakan nilai rata-rata dari range data, dihitung sebagai berikut:
R-bar = (0.667+0.333+1+….+1+1+1) / 30 = 25.997 / 30 = 0.867 = 0.87 (dibulatkan)
Berdasarkan hasil perhitungan dalam Tabel 4.7, dapat dibangun peta kontrol X-bar dan R, dengan batas-batas kontrol 3-sigma sebagai berikut:
• Peta kontrol X-bar:
CL = X-double bar = 4.01
UCL = X-double bar + (A2)R-bar = 4.01 + (0.577)(0.87)
= 4.51 (dibulatkan)
LCL = X-double bar - (A2)R-bar = 4.01 - (0.577)(0.87)
= 3.51 (dibulatkan)
• Peta kontrol R:
CL = R-bar = 0.87
UCL = (D4)R-bar = (2.114)(0.87) = 1.84 (dibulatkan) LCL = (D3)R-bar = (0)(0.87) = 0
Setelah dilakukan perhitungan untuk membuat peta kontrol X-bar dan R bagi data variabel respon atau output hasil pemotongan, dengan menggunakan software minitab 13 for windows serta dengan perhitungan manual (menunjukkan hasil yang sama,
baik dengan software minitab 13 for windows maupun secara manual), menunjukkan data variabel hasil pengukuran yang dilakukan pada tanggal 18 Agustus – 30 September 2005 tidak ada yang melewati batas kontrol. Ini berarti variabel respon atau output hasil pemotongan terkontrol.
4.2.2 Analisis Capability Process (CP)
Setelah dibuktikan, bahwa data variabel hasil pengukuran yang dilakukan pada 18 Agustus – 30 September 2005 sudah terkontrol (proses stabil), langkah selanjutnya yaitu menganalisa apakah kemampuan proses tersebut baik atau tidak (capable or not), dengan melakukan analisis capability process (CP). Analisis kemampuan proses
digunakan untuk mengukur kinerja proses. Proses analisis ini bisa dilakukan setelah proses berada dalam batas kontrol (in control).
Analisis capability process (CP), dapat dilakukan dengan bantuan software minitab 13 for windows serta perhitungan secara manual.
a. Analisis capability process (CP) dengan software minitab 13 for windows Langkah-langkah yang dilakukan dalam analisis capability process (CP) dengan menggunakan software minitab 13 for windows:
• Pada worksheet masukkan data yang akan diolah.
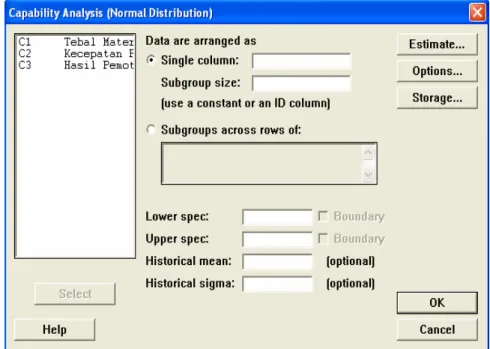
• Kemudian pada menu bar pilih Stat Î Quality Tools Î Capability Analysis (Normal)...
• Maka muncul layar seperti pada Gambar 4.2
• Pada single column masukkan kolom yang akan dianalisis (C1 untuk tebal material, C2 untuk kecepatan potong, C3 untuk hasil pemotongan).
• Pada subgroup size masukkan jumlah subgroup (subgroup = 5).
• Masukkan Lower spec dan Upper spec (Tebal material L = 3 mm, U = 15 mm ; Kecepatan potong L = 460 mm / menit, U = 680 mm / menit ; Hasil pemotongan L = 2.667, U = 5 )
Gambar 4.2 Layar minitab untuk analisis capability process
• Kemudian klik OK.
16 14
12 10
8 6
4 2
USL LSL
Process Capability Analysis for Tebal Materi
PPM Total PPM > USL PPM < LSL
PPM Total PPM > USL PPM < LSL
PPM Total PPM > USL PPM < LSL
Ppk PPL PPU Pp Cpm Cpk CPL CPU Cp StDev (Overall) StDev (Within) Sample N Mean LSL Target USL
5381.35 1851.83 3529.52
3960.39 1324.82 2635.57
0.00 0.00 0.00
0.90 0.90 0.97 0.93 * 0.93 0.93 1.00 0.97 2.14423 2.07051 150 8.7767 3.0000 * 15.0000
Exp. "Overall" Performance Exp. "Within" Performance
Observed Performance Overall Capability
Potential (Within) Capability Process Data
Within Overall
Gambar 4.3 Capability Process untuk variabel Tebal Material
Berdasarkan ukuran indeks performansi, diketahui bahwa CPK = 0.93 = CPL. Hal ini berarti bahwa nilai rata-rata tebal material dari proses pemotongan material di PT Basuki Pratama Engineering sekarang, yaitu sebesar: 6 mm, adalah lebih dekat ke batas spesifikasi bawah yang ditetapkan, LSL = 3 mm, sekaligus menunjukkan bahwa proses tidak mampu memenuhi batas spesifikasi bawah (LSL = 3 mm) karena nilai CPL = 0.93 berada dalam kriteria CPL<1.00 (tidak mampu memenuhi batas spesifikasi bawah, LSL). Sebaliknya CPU = 1.00 menunjukkan bahwa proses mampu, namun perlu pengendalian ketat memenuhi batas spesifikasi atas (USL = 15 mm), karena nilai CPU = 1.00 berada dalam kriteria 1.00≤CPU≤1.33 (kapabilitas
proses baik, namun perlu pengendalian ketat untuk memenuhi batas spesifikasi atas, USL).
700 650
600 550
500 450
USL LSL
Process Capability Analysis for Kecepatan Po
PPM Total PPM > USL PPM < LSL
PPM Total PPM > USL PPM < LSL
PPM Total PPM > USL PPM < LSL
Ppk PPL PPU Pp Cpm Cpk CPL CPU Cp StDev (Overall) StDev (Within) Sample N Mean LSL Target USL
1563.36 1074.01 489.35
1609.65 1104.43 505.21
0.00 0.00 0.00
1.02 1.10 1.02 1.06 * 1.02 1.10 1.02 1.06 34.5611 34.6554 150 573.933 460.000 * 680.000
Exp. "Overall" Performance Exp. "Within" Performance
Observed Performance Overall Capability
Potential (Within) Capability Process Data
Within Overall
Gambar 4.4 Capability Process untuk variabel Kecepatan Potong
Berdasarkan ukuran indeks performansi, diketahui bahwa CPK = 1.02 = CPU. Hal ini berarti bahwa nilai rata-rata kecepatan potong dari proses pemotongan material di PT Basuki Pratama Engineering sekarang, yaitu sebesar: 645 mm /menit, adalah lebih dekat ke batas spesifikasi atas yang ditetapkan, USL = 680 mm / menit, sekaligus menunjukkan bahwa proses mampu memenuhi batas spesifikasi atas, namun perlu pengendalian ketat (USL = 680 mm / menit) karena nilai CPU = 1.02 berada dalam kriteria 1.00≤CPU≤1.33 (mampu memenuhi batas spesifikasi atas, USL, namun perlu pengendalian ketat). Begitu pula dengan CPL = 1.10 menunjukkan bahwa
proses mampu, namun perlu pengendalian ketat memenuhi batas spesifikasi bawah (USL = 460 mm / menit), karena nilai CPL = 1.10 berada dalam kriteria 1.00≤CPU≤1.33 (kapabilitas proses baik, namun perlu pengendalian ketat untuk memenuhi batas spesifikasi bawah, LSL).
5.0 4.5
4.0 3.5
3.0
USL LSL
Process Capability Analysis for Hasil Pemoto
PPM Total PPM > USL PPM < LSL
PPM Total PPM > USL PPM < LSL
PPM Total PPM > USL PPM < LSL
Ppk PPL PPU Pp Cpm Cpk CPL CPU Cp StDev (Overall) StDev (Within) Sample N Mean LSL Target USL
4091.14 3931.08 160.06
3536.36 3411.55 124.80
0.00 0.00 0.00
0.89 1.20 0.89 1.04 * 0.90 1.22 0.90 1.06 0.372899 0.366362 150 4.00886 2.66700 * 5.00000
Exp. "Overall" Performance Exp. "Within" Performance
Observed Performance Overall Capability
Potential (Within) Capability Process Data
Within Overall
Gambar 4.5 Capability Process untuk variabel Hasil Pemotongan
Berdasarkan ukuran indeks performansi, diketahui bahwa CPK = 0.90 = CPU. Hal ini berarti bahwa nilai rata-rata tingkat hasil pemotongan dari proses pemotongan material di PT Basuki Pratama Engineering sekarang, yaitu sebesar: 4.667, adalah lebih dekat ke batas spesifikasi atas yang ditetapkan, USL = 5, sekaligus menunjukkan bahwa proses tidak mampu memenuhi batas spesifikasi atas (USL = 5)
karena nilai CPU = 0.90 berada dalam kriteria CPU<1.00 (tidak mampu memenuhi batas spesifikasi atas, USL). Sebaliknya CPL = 1.22 menunjukkan bahwa proses mampu, namun perlu pengendalian ketat memenuhi batas spesifikasi bawah (LSL = 2.667), karena nilai CPL = 1.22 berada dalam kriteria 1.00≤CPU≤1.33 (kapabilitas proses baik, namun perlu pengendalian ketat untuk memenuhi batas spesifikasi bawah, LSL).
b. Analisis capability process (CP) dengan perhitungan manual
• Untuk variabel input tebal material.
Cp= (USL – LSL) / 6s Î s = R-bar / d2 = 4.45 / 2.326 = 1.91316
Cp = (15-3) / (6)(1.91316) = 1.045 (dibulatkan)
CPK = min (CPL;CPU), dimana:
CPL = (X-double bar – LSL) / 3(R-bar / d2) = (8.78 – 3) / (3)(1.91316) = 1.01 (dibulatkan)
CPU = (USL – X-double bar) / 3(R-bar / d2)
= (15 – 8.78) / (3)(1.91316) = 1.08 (dibulatkan)
CPK = min (CPL,CPU) = min (1.01 ; 1.08) = 1.01
Berdasarkan ukuran indeks performansi secara perhitungan manual (dengan hasil yang berbeda tipis dengan yang menggunakan software minitab 13 for
windows), diketahui bahwa CPK = 1.01 = CPL. Hal ini berarti bahwa nilai rata- rata tebal material dari proses pemotongan material di PT Basuki Pratama Engineering sekarang, yaitu sebesar: 6 mm, adalah lebih dekat ke batas spesifikasi bawah yang ditetapkan, LSL = 3 mm, sekaligus menunjukkan bahwa proses mampu memenuhi batas spesifikasi bawah, namun perlu pengendalian yang ketat (LSL = 3 mm) karena nilai CPL = 1.01 berada dalam kriteria 1.00≤CPL≤1.33 (mampu memenuhi batas spesifikasi bawah, LSL, namun perlu pengendalian ketat). Begitu pula dengan CPU = 1.08 menunjukkan bahwa proses mampu, namun perlu pengendalian ketat memenuhi batas spesifikasi atas (USL = 15 mm), karena nilai CPU = 1.08 berada dalam kriteria 1.00≤CPU≤1.33 (kapabilitas proses baik, namun perlu pengendalian ketat untuk memenuhi batas spesifikasi atas, USL).
• Untuk variabel input kecepatan potong.
Cp= (USL – LSL) / 6s Î s = R-bar / d2 = 80.63 / 2.326 = 34.66466
Cp = (680-460) / (6)(34.66466) = 1.06 (dibulatkan)
CPK = min (CPL;CPU), dimana:
CPL = (X-double bar – LSL) / 3(R-bar / d2)
= (573.93 – 460) / (3)(34.66466) = 1.1 (dibulatkan) CPU = (USL – X-double bar) / 3(R-bar / d2)
= (680 – 573.93) / (3)(34.66466) = 1.02 (dibulatkan)
CPK = min (CPL,CPU) = min (1.1 ; 1.02) = 1.02
Berdasarkan ukuran indeks performansi secara perhitungan manual (dengan hasil yang sama menggunakan software minitab 13 for windows), diketahui bahwa CPK = 1.02 = CPU. Hal ini berarti bahwa nilai rata-rata kecepatan potong dari proses pemotongan material di PT Basuki Pratama Engineering sekarang, yaitu sebesar: 645 mm /menit, adalah lebih dekat ke batas spesifikasi atas yang ditetapkan, USL = 680 mm / menit, sekaligus menunjukkan bahwa proses mampu memenuhi batas spesifikasi atas, namun perlu pengendalian ketat (USL = 680 mm / menit) karena nilai CPU = 1.02 berada dalam kriteria 1.00≤CPU≤1.33 (mampu memenuhi batas spesifikasi atas, USL, namun perlu pengendalian ketat). Begitu pula dengan CPL = 1.10 menunjukkan bahwa proses mampu, namun perlu pengendalian ketat memenuhi batas spesifikasi bawah (USL = 460 mm / menit), karena nilai CPL = 1.10 berada dalam kriteria 1.00≤CPU≤1.33 (kapabilitas proses baik, namun perlu pengendalian ketat untuk memenuhi batas spesifikasi bawah, LSL).
• Untuk variabel output hasil pemotongan.
Cp= (USL – LSL) / 6s Î s = R-bar / d2 = 0.87/ 2.326 = 0.37403
Cp = (5-2.667) / (6)(0.37403) = 1.04 (dibulatkan)
CPK = min (CPL;CPU), dimana:
CPL = (X-double bar – LSL) / 3(R-bar / d2)
= (4.01– 2.667) / (3)(0.37403) = 1.2 (dibulatkan) CPU = (USL – X-double bar) / 3(R-bar / d2)
= (5 – 4.01) / (3)(0.37403) = 0.88 (dibulatkan)
CPK = min (CPL,CPU) = min (1.2 ; 0.88) = 0.88
Berdasarkan ukuran indeks performansi secara perhitungan manual (dengan hasil yang berbeda tipis dengan menggunakan software minitab 13 for windows), diketahui bahwa CPK = 0.88 = CPU. Hal ini berarti bahwa nilai rata- rata tingkat hasil pemotongan dari proses pemotongan material di PT Basuki Pratama Engineering sekarang, yaitu sebesar: 4.667, adalah lebih dekat ke batas spesifikasi atas yang ditetapkan, USL = 5, sekaligus menunjukkan bahwa proses tidak mampu memenuhi batas spesifikasi atas (USL = 5) karena nilai CPU = 0.88 berada dalam kriteria CPU<1.00 (tidak mampu memenuhi batas spesifikasi atas, USL). Sebaliknya CPL = 1.2 menunjukkan bahwa proses mampu, namun perlu pengendalian ketat memenuhi batas spesifikasi bawah (LSL = 2.667), karena nilai CPL = 1.2 berada dalam kriteria 1.00≤CPU≤1.33 (kapabilitas proses baik, namun perlu pengendalian ketat untuk memenuhi batas spesifikasi bawah, LSL).
4.2.3 Diagram Sebab-Akibat (cause and effect diagram)
Diagram sebab akibat menjelaskan hal-hal yang mempengaruhi setiap variabel yang mempengaruhi proses kerja dari mesin potong (cutting machine), baik variabel input yaitu tebal material dan kecepatan potong, dan juga variabel output (respone variable) dari mesin yaitu hasil pemotongan.
Tebal Material Supplier
Jenis Material
Volume Pembelian Standar
Material
Bentuk Material
Harga
Komposisi
Diagram 4.1 Diagram Sebab Akibat Variabel Input Tebal Material
Dari diagram sebab akibat diatas dapat dilihat hal-hal yang mempengaruhi variabel input tebal material, yaitu:
• Supplier
Hal-hal yang mempengaruhi tebal material dari faktor supplier yaitu harga dari material, karena harga sangat mempengaruhi kualitas dari material itu
sendiri, selain itu volume pembelian, terkadang volume pembelian sangat mempengaruhi kondisi dari material, semakin besar volume, semakin besar kemungkinan kondisi dari material tidak diperhatikan. Hal lain yaitu standar material dari supplier itu sendiri, ada supplier yang hanya memiliki standar yang rendah untuk material yang di suplainya.
• Jenis Material
Komposisi dan bentuk material sebagai penentu apa jenis material tersebut.
Kecepatan Potong
Material Mesin
Manusia
Diameter
Nojle Tekanan
Oksigen Umur
Pakai Tebal
Material
Komposisi
Skil / Pengalaman Setting
mesin
Diagram 4.2 Diagram Sebab Akibat Variabel Input Kecepatan Potong
Dari diagram sebab akibat pada Diagram 4.2 dapat dilihat hal-hal yang mempengaruhi variabel input kecepatan potong, yaitu:
• Manusia
Pengoperasian mesin oleh manusia sangat dipengaruhi oleh setting mesin dari manusia itu, serta pengalaman / skil dari manusia tersebut. Pengalaman yang baik dari manusia mengakibatkan setting mesin yang baik pula, sehingga kecepatan potong juga baik.
• Mesin
Umur mesin terkadang sebagai tolak ukur kinerja mesin tersebut. Selain itu spesifikasi dari mesin seperti diameter nojle dan juga tekanan gas mempengaruhi kinerja mesin yang juga memepengaruhi kecepatan potong dari mesin tersebut.
• Material
Material yang baik, kecepatan potong akan terkontrol dengan baik. Tebal dan komposisi dari material sangat mempengaruhi kondisi dari material.
Hasil Pemotongan Kecepatan
Potong
Manusia Mesin
Material
Supplier Jenis
Material Tebal Material
Diagram 4.3 Diagram Sebab Akibat Variabel Output Hasil Pemotongan
Dari diagram sebab akibat diatas dapat dilihat hal-hal yang mempengaruhi variabel output hasil pemotongan, yaitu:
• Kecepatan potong
Variabel input yang baik menyebabkan hasil pemotongan yang baik pula.
Seperti yang telah dijelaskan pada Diagram 4.2, hal-hal yang mempengaruhi kecepatan potong.
• Tebal material
Variabel input yang baik menyebabkan hasil pemotongan yang baik pula.
Seperti yang telah dijelaskan pada Diagram 4.1, hal-hal yang mempengaruhi tebal material.
4.2.4 ANOVA (Analysis Of Variance)
Dari data hasil pengukuran yang dilakukan di PT Basuki Pratama Engineering pada tanggal 18 Agustus – 30 September 2005. Akan dilakukan suatu rancangan percobaan (desain eksperimen). Langkah-langkah dalam melakukan desain eksperimen, yaitu:
• Pertama-tama, tentukan setting faktor percobaan.
Tabel 4.8 Setting Faktor Percobaan
Faktor Low Level (-) High Level (+) Tebal Material (A) 6 mm 12.5 mm Kecepatan Potong (B) 508 mm /menit 645 mm /menit
• Kedua, lakukan replikasi.
Replikasi didapatkan dari data yang telah diperoleh periode 18 Agustus – 30 September 2005, yang sesuai dengan kombinasi treatment (perlakuan) yang ada.
Tabel 4.9 Data Hasil Percobaan (Replikasi)
Faktor Treatment Replicated
A B Combination I II III Total (-) - - A Low, B Low 3.667 3.667 3.333 10.667
A + - A High, B Low 4 4.333 4.333 12.666 B - + A Low, B High 4.333 4.667 4.333 13.333 AB + + A high, B High 4.667 4.333 4.667 13.667
Σ 50.333
• Ketiga, lakukan pengacakan atau randomisasi.
Randomisasi dilakukan dengan menggunakan software minitab 13 for windows, dengan langkah-langkah sebagai berikut:
1. Stat Î DOE Î Factorial Î Create Factorial Design
2. Pada Create Factorial Design, klik 2 level factorial design (default generators). Number of factor isi dengan 2.
Gambar 4.6 Tampilan Layar Minitab Create Factorial Design 3. Klik Design, kemudian, Number of Replicates diisi dengan 3.
Gambar 4.7 Tampilan Layar Minitab Create Factorial Design-Design
4. Klik OK
5. Masukkan data seperti tabel di bawah ini
Tabel 4.10 Tabel Pengacakan (Randomize)
6. Stat Î DOE Î Factorial Î Analyze Factorial Design. Pada respones isi C7. Klik OK.
• Output adalah sebagai berikut:
Factorial Design
Full Factorial Design
Factors: 2 Base Design: 2, 4 Runs: 12 Replicates: 3 Blocks: none Center pts (total): 0 All terms are free from aliasing
Fractional Factorial Fit: treatment versus Tebal Materi, Kecepatan Po
Estimated Effects and Coefficients for treatmen (coded units) Term Effect Coef SE Coef T P Constant 4.1944 0.05563 75.41 0.000 Tebal Ma 0.3888 0.1944 0.05563 3.50 0.008 Kecepata 0.6112 0.3056 0.05563 5.49 0.001 Tebal Ma*Kecepata -0.2775 -0.1388 0.05563 -2.49 0.037 Analysis of Variance for treatmen (coded units)
Source DF Seq SS Adj SS Adj MS F P
Main Effects 2 1.5741 1.5741 0.78707 21.20 0.001
2-Way Interactions 1 0.2310 0.2310 0.23102 6.22 0.037
Residual Error 8 0.2970 0.2970 0.03713 Pure Error 8 0.2970 0.2970 0.03713 Total 11 2.1022
Alias Structure I
Tebal Kecepata Tebal*Kecepata
Dilihat dari hasil perhitungan anova dengan menggunakan software minitab 13 for windows , pada nilai P diperoleh nilai P untuk tebal material adalah 0.008 < α, dimana α = 0.05, ini berarti faktor tebal material signifikan, nilai P untuk kecepatan potong adalah 0.001 < α, dimana α = 0.05, ini berarti
faktor kecepatan potong signifikan, nilai P untuk interaksi antara faktor tebal material dan faktor kecepatan potong adalah 0.037 < α , dimana α = 0.05, ini berarti interaksi antara faktor tebal material dan faktor kecepatan potong signifikan.
• Lakukan perhitungan ANOVA dua arah dengan menggunakan software minitab 13 for windows, dengan langkah-langkah sebagai berikut:
1. Stat Î ANOVA Î Two-way...
2. Pada Response masukkan C7 Treatment, pada Row Factor masukkan C5 Tebal material, pada Column Factor masukkan C6 Kecepatan Potong.
Gambar 4.8 Tampilan Layar Minitab Untuk Two-way ANOVA
• Outputnya adalah sebagai berikut:
Two-way ANOVA: treatment versus Tebal Material, Kecepatan Potong
Analysis of Variance for treatmen
Source DF SS MS F P Tebal Ma 1 0.4536 0.4536 12.22 0.008 Kecepata 1 1.1206 1.1206 30.18 0.001 Interaction 1 0.2310 0.2310 6.22 0.037 Error 8 0.2970 0.0371
Total 11 2.1022
• Uji ANOVA dua arah secara manual.
Langkah-langkah perhitungan:
1. α = 0.05
2. n = jumlah replikasi = 3 3. Perhitungan:
Contrast A = [a + ab – b – (1)] = [12.666 + 13.667 – 13.333 – 10.667] = 2.333 Contrast B = [b + ab – a – (1)] = [13.333 + 13.667 – 12.666 – 10.667] = 3.667 Contrast AB = [ab + (1) – a – b] = [13.667 + 10.667 – 12.666 – 13.333]
= -1.665
Effect = Contrast / 2 n
Effect A = Contrast A / 2 n = 2.333 / (2)(3) = 0.3888 Effect B = Contrast B / 2 n = 3.667 / (2)(3) = 0.6112 Effect AB = Contrast AB / 2 n = -1.665 / (2)(3) = -0.2775 Sum Of Square (SS) = Contrast2 / 4 n
SSA = (Contrast A)2 / 4 n = (2.333)2 / (4)(3) = 0.454 SSB = (Contrast B)2 / 4 n = (3.667)2 / (4)(3) = 1.121 SSAB = (Contrast AB)2 / 4 n = (-1.665)2 / (4)(3) = 0.231
( )
296 . 0 231 . 0 121 . 1 454 . 0 102 . 2
102 . 3 2 4
333 . 667 50 . 4 ...
333 . 3 667 . 3 667 . 3
4 ...
2 2
2 2
2 2 2
1 2
1 1 2
=
−
−
−
=
−
−
−
=
=
− +
+ +
+
=
−
=
∑∑∑
= = =
AB B
A T E T
i j ijk n
k T
SS SS SS SS SS SS
n Y Y
SS
Tabel 4.11 Tabel Perhitungan ANOVA Dua Arah Manual Source
Of Variance
Sum Of Square
(SS)
Dof Mean Square (MS) Fo
Tebal Material
(A)
SSA= 0.454
ΣLevel A – 1 =
2 – 1 = 1 1 0.454 454
. 0 =
=
A A
Dof
SS =12.270
E A
MS MS
Kecepatan Potong
(B)
SSB= 1.121
ΣLevel B – 1 =
2 – 1 = 1 1 1.121 121 . 1 =
=
B B
Dof
SS =30.297
E B
MS MS
AB SSAB= 0.231
(ΣLevel A – 1) (ΣLevel B – 1)
= (1)(1) = 1
231 . 1 0 231 . 0 =
=
AB AB
Dof
SS =6.243
E AB
MS MS
Error SSE= 0.296
DofT- DofA- DofB- DofAB= 11 – 1 – 1 – 1 =
8
037 . 8 0 296 . 0 =
=
E E
Dof SS
Total SST= 2.102
ΣData – 1 = 12 – 1
= 11
Setelah dilakukan perhitungan, baik dengan menggunakan software minitab 13 for windows, maupun secara manual, diperoleh nilai F yang tidak berbeda
jauh diantara kedua metode tersebut. Untuk faktor A, yaitu tebal material, diperoleh nilai F = 12.22 (dengan software minitab 13 for windows) dan F = 12.270 (dengan perhitungan manual), nilai ini dibandingkan dengan nilai F tabel (Fα[DofA , DofE]) Î F0.05[1,8] = 5.32, karena nilai F > F0.05[1,8], maka faktor tebal material (A) signifikan. Untuk faktor B, yaitu kecepatan potong, diperoleh nilai F = 30.18 (dengan software minitab 13 for windows) dan F = 30.297 (dengan perhitungan manual), nilai ini dibandingkan dengan nilai F tabel (Fα[DofB , DofE]) Î F0.05[1,8] = 5.32, karena nilai F > F0.05[1,8], maka faktor kecepatan potong (B) signifikan. Untuk interaksi faktor tebal material (A) dan faktor kecepatan potong (B), diperoleh nilai F = 6.22 (dengan software minitab 13 for windows) dan F = 6.243 (dengan perhitungan manual), nilai ini
dibandingkan dengan nilai F tabel (Fα[DofAx DofB, DofE]) Î F0.05[1,8] = 5.32, karena nilai F > F0.05[1,8], maka interaksi faktor tebal material (A) dan faktor kecepatan potong (B) signifikan.
• Interaction Plot dengan menggunakan software minitab 13 for windows.
Langkah-langkahnya yaitu:
1. Stat Î DOE Î Factorial Î Factorial Plots...
Gambar 4.9 Tampilan Layar Minitab Factorial Plots
2. Pilih Main Effect Plot, Interaction Plot, dan Cube Plot, lalu pilih setup.
Gambar 4.10 Tampilan Layar Minitab Setelah Klik Setup
3. Masukkan C7 treatment pada Responses dan masukkan faktor yang dipilih.
4. Klik OK.
tebal materi kecepatan po
-1 1 -1 1
3.90 4.05 4.20 4.35 4.50
treatment
Main Effects Plot (data means) for treatment
Gambar 4.11 Main Effect Plot For Treatment
-1 1
-1
-1 1 1
3.6 3.7 3.8 3.9 4.0 4.1 4.2 4.3 4.4 4.5
kecepatan po
tebal materi
Mean
Interaction Plot (data means) for treatment
Gambar 4.12 Interaction Plot For Treatment
4.5557
4.2220 4.4443
3.5557
kecepatan po
tebal materi
1 -1
1
-1
Cube Plot (data means) for treatment
Gambar 4.13 Cube Plot For Treatment
4.2.5 Diagram Pareto
Diagram pareto dibuat untuk mendukung kesimpulan dari analisis variansi yang telah dilakukan sebelumnya. Diagram pareto dibuat dengan menggunakan software minitab 13 for windows dan diperoleh kesimpulan yang sama, yakni faktor tebal material (A), faktor kecepatan potong (B), dan interaksi kedua faktor tersebut (A*B) berpengaruh terhadap variabel respon hasil pemotongan.
5 4
3 2
1 0
B
A
AB
Pareto Chart of the Standardized Effects
(response is treatmen, Alpha = .05)
A: tebal ma B: kecepata
Diagram 4.4 Diagram Pareto Efek Faktor-Faktor
Dimana pada diagram pareto untuk tiap Faktor dapat diketahui dengan menggunakan software minitab 13 for windows dengan langkah-langkah sebagai berikut:
1. Stat Î Quality ToolsÎ Pareto Chart...
Gambar 4.14 Tampilan Layar Minitab Untuk Pareto Chart
2. Masukkan faktor yang ingin dibuat diagram paretonya pada Chart defect data in.
3. Klik OK
12.5 6.0
8.0 10.0
21 38
42 49
14.0 25.3
28.0 32.7
100.0 86.0
60.7 32.7
150
100
50
0
100
80
60
40
20
0
Defect
Count Percent Cum %
Percent
Count
Pareto Chart for Tebal Materi
Diagram 4.5 Pareto Chart Untuk Tebal Material
Others 611 606 601 600 597 595 592 589 585 584 583 577 571 567 565 564 562 561 560 555 554 553 540 538 535 533 532 531 529 524 522 519 631 624 623 617 610 605 604 599 587 586 581 578 576 572 569 563 549 548 547 544 615 594 591 582 568 558 557 556 552 551 536 588 579 542 559 546 645 508
7 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 3 3 3 3 3 3 3 3 3 3 3 4 4 4 5 6 7 8
5 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2 2 2 2 2 2 2 2 2 2 2 3 3 3 3 4 5 5
100 95 95 94 93 93 92 91 91 90 89 89 88 87 87 86 85 85 84 83 83 82 81 81 80 79 79 78 77 77 76 75 75 74 73 71 70 69 67 66 65 63 62 61 59 58 57 55 54 53 51 50 49 47 45 43 41 39 37 35 33 31 29 27 25 23 20 17 14 10 5
150
100
50
0
100
80
60
40
20
0
Defect
Count Percent Cum %
Percent
Count
Pareto Chart for Kecepatan Po
Diagram 4.6 Pareto Chart Untuk Kecepatan Potong
4.667 3.333
3.667 4.333
4.000
12 15
34 44
45
8.0 10.0
22.7 29.3
30.0
100.0 92.0
82.0 59.3
30.0 150
100
50
0
100
80
60
40
20
0
Defect
Count Percent Cum %
Percent
Count
Pareto Chart for Hasil Pemoto
Diagram 4.7 Pareto Chart Untuk Hasil Pemotongan
Fungsi dari diagram pareto untuk masing-masing faktor, yaitu agar dapat diketahui nilai apa yang paling berpengaruh dalam faktor tersebut.
4.2.6 Regresi
Selanjutnya akan dibuat model regresi dengan menggunakan software minitab 13 for windows, dengan langkah-langkah sebagai berikut:
1. Stat Î DOEÎ Response Surface Î Design Custom Responses Surface Design.
2. Masukkan kolom – kolom yang berisi faktor percobaan pada Factors.
Gambar 4.15 Tampilan Menu Define
3. Kemudian klik Low/High
Kita dapat memasukkan nilai level rendah dan level tinggi dari setiap faktor serta memilih apakah ingin ditampilkan sebagai kode atau tidak. Kemudian klik OK.
Gambar 4.16 Tampilan Menu Low/High 4. Kemudian klik Design
masukkan kolom pada worksheet yang berisikan standard order, run order dan blocks ke baris yang sesuai. Kemudian klik OK.
Gambar 4.17 Tampilan Menu design 5. Klik OK
6. Stat Î DOEÎ Response Surface Î Analyze Responses Surface Design...