vi
INTISARI
Komposit didefinisikan sebagai penggabungan dua macam material atau lebih dengan fase yang berbeda, yaitu fase matrik dan fase penguat. Agar mendapat sifat dan karakteristik yang baik dari komposit, maka perlu memperhatikan beberapa faktor, salah satunya adalah curing. Tujuan dari penelitian ini adalah mengetahui nilai kekuatan tarik, regangan dan modulus elastisitas dari komposit yang diberi perlakuan curing dengan variasi suhu 80oC dan 100oC.
Penelitian ini menggunakan serat E-glass dengan jenis susunan serat acak, resin yang digunakan adalah resin epoksi, katalis, dan hand body sebagai release
agent. Komposit dibuat dengan menggabungkan 30% serat, 69,7% resin dan
0,3% katalis, diatas cetakan kaca berukuran 20 cm x 30 cm x 0,5 cm. Cara pengambilan data adalah dengan melakukan pengujian tarik pada setiap benda uji komposit yang sudah diberi perlakuan curing dengan variasi suhu 80oC dan 100oC selama 3 jam.
Dari penelitian ini didapatkan nilai kekuatan tarik rata-rata terbaik terdapat pada komposit yang diberi perlakuan curing 100oC bila dibandingkan dengan komposit yang diberi perlakuan curing 80oC dan komposit yang tidak diberi perlakuan curing. Nilai regangan rata-rata terbaik terdapat pada komposit yang tidak diberi perlakuan curing bila dibandingkan dengan komposit yang diberi perlakuan curing 80oC dan komposit yang diberi perlakuan curing 100oC. Kekuatan tarik rata-rata tertinggi pada komposit yang mengalami proses curing dengan suhu 100oC yaitu 5,73 kg/mm2 atau 56,11 MPa, lalu pada yang tidak mengalami proses curing nilai kekuatan tarik rata-rata tertingginya adalah 5,24 kg/mm2 atau 51,34 MPa dan pada komposit yang mengalami proses curing dengan suhu 80oC nilai kekuatan tarik rata-rata tertingginya 4,89 kg/mm2 atau 47,89 MPa. Regangan rata-rata terbesar pada komposit yang mengalami proses
curing dengan suhu 100oC yaitu 1,11%, lalu pada pada komposit yang mengalami proses curing dengan suhu 80oC nilai regangan rata-rata terbesarnya adalah 1% dan komposit yang tidak mengalami proses curing nilai regangan rata-rata terbesarnya adalah 1,31%. Nilai modulus elastisitas dari komposit yang tidak mengalami proses curing yang tertinggi adalah 5,64 GPa, dan yang terendah 3,11 GPa. lalu pada komposit yang mengalami proses curing dengan suhu 80oC nilai modulus elastisitas yang tertinggi adalah 5,42 GPa dan yang terendah 4,67 GPa. dan komposit yang mengalami proses curing dengan suhu 100oC nilai modulus elastisitas yang tertinggi adalah 6,02 GPa dan yang terendah adalah 4,04 GPa.
vii
ABSTRACT
Composites are defined as a merger of two or more kinds of materials with different phases, which is the phase of the matrix and reinforcing phase. To get a good quality and characteristics of the composite, so need to consider several factors, one of them is curing. The purpose of this study was to determine the value of tensile strength, strain and modulus of elasticity of composite curing being treated with variations in temperature 80oC and 100oC.
This research uses E-glass fibers with a type of random arrangement of chopped strand mat, an epoxy resin as a resin, catalysts, and the hand body as a release agent. Composites made by combining 30% fiber, 69.7% resin and 0.3% catalyst, above the glass mold measuring 20 cm x 30 cm x 0.5 cm. The method of data collection by doing tensile tests on each composite specimen that has been treated with curing temperature 80oC and 100oC for 3 hours.
From this study, the best average value of tensile strength found in the treated composite curing 100°C compared to the treated composite curing 80oC and untreated composite curing. The best average value of strain found in the untreated composites curing compared with the treated composite curing 80oC and treated composite curing 100oC. The highest value of the tensile strength of treated composite curing 100oC is 5.73 kg/mm2 or 56.11 MPa, then the highest value of the tensile strength of untreated composite curing is 5.24 kg/mm2 or 51.34 MPa, and the treated composite curing 80oC the highest value of the tensile strength 4.89 kg/mm2 or 47.89 MPa. The highest value of the strain from treated composite curing 100oC is 1.11%, then the highest value of the strain of treated composite curing 80oC is 1% and the untreated composite curing the highest value of the strain is 1.31%. The highest value of the modulus of elasticity from the untreated composites curing is 5.64 GPa and the lowest is 3.11 GPa, then the highest value of the modulus of elasticity from treated composite curing 80oC is 5.42 GPa and the lowest is 4.67 GPa, and the highest value of the modulus of elasticity from treated composite curing 100oC is 6.02 GPa and the lowest is 4.04 GPa.
i
KARAKTERISTIK CURING 80
oC dan 100
oC KOMPOSIT
SERAT E-GLASS
SKRIPSI
Untuk memenuhi sebagian persyaratan mencapai derajat sarjana S-1
Diajukan oleh:
VINNA MARCELIA TAMAELA
NIM: 115214043
PROGRAM STUDI TEKNIK MESIN
JURUSAN TEKNIK MESIN
FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS SANATA DHARMA
YOGYAKARTA
ii
CURING CHARACTERISTICS OF 80
oC and 100
oC E-GLASS
FIBER COMPOSITES
FINAL PROJECT
As partial fulfillment of the requirement to obtain the Sarjana Teknik degree
in Mechanical Engineering
by
VINNA MARCELIA TAMAELA
Student Number: 115214043
MECHANICAL ENGINEERING STUDY PROGRAM
MECHANICAL ENGINEERING DEPARTMENT
FACULTY OF SCIENCE AND TECHNOLOGY
SANATA DHARMA UNIVERSITY
YOGYAKARTA
vi
INTISARI
Komposit didefinisikan sebagai penggabungan dua macam material atau lebih dengan fase yang berbeda, yaitu fase matrik dan fase penguat. Agar mendapat sifat dan karakteristik yang baik dari komposit, maka perlu memperhatikan beberapa faktor, salah satunya adalah curing. Tujuan dari penelitian ini adalah mengetahui nilai kekuatan tarik, regangan dan modulus elastisitas dari komposit yang diberi perlakuan curing dengan variasi suhu 80oC dan 100oC.
Penelitian ini menggunakan serat E-glass dengan jenis susunan serat acak, resin yang digunakan adalah resin epoksi, katalis, dan hand body sebagai release
agent. Komposit dibuat dengan menggabungkan 30% serat, 69,7% resin dan
0,3% katalis, diatas cetakan kaca berukuran 20 cm x 30 cm x 0,5 cm. Cara pengambilan data adalah dengan melakukan pengujian tarik pada setiap benda uji komposit yang sudah diberi perlakuan curing dengan variasi suhu 80oC dan 100oC selama 3 jam.
Dari penelitian ini didapatkan nilai kekuatan tarik rata-rata terbaik terdapat pada komposit yang diberi perlakuan curing 100oC bila dibandingkan dengan komposit yang diberi perlakuan curing 80oC dan komposit yang tidak diberi perlakuan curing. Nilai regangan rata-rata terbaik terdapat pada komposit yang tidak diberi perlakuan curing bila dibandingkan dengan komposit yang diberi perlakuan curing 80oC dan komposit yang diberi perlakuan curing 100oC. Kekuatan tarik rata-rata tertinggi pada komposit yang mengalami proses curing dengan suhu 100oC yaitu 5,73 kg/mm2 atau 56,11 MPa, lalu pada yang tidak mengalami proses curing nilai kekuatan tarik rata-rata tertingginya adalah 5,24 kg/mm2 atau 51,34 MPa dan pada komposit yang mengalami proses curing dengan suhu 80oC nilai kekuatan tarik rata-rata tertingginya 4,89 kg/mm2 atau 47,89 MPa. Regangan rata-rata terbesar pada komposit yang mengalami proses
curing dengan suhu 100oC yaitu 1,11%, lalu pada pada komposit yang mengalami proses curing dengan suhu 80oC nilai regangan rata-rata terbesarnya adalah 1% dan komposit yang tidak mengalami proses curing nilai regangan rata-rata terbesarnya adalah 1,31%. Nilai modulus elastisitas dari komposit yang tidak mengalami proses curing yang tertinggi adalah 5,64 GPa, dan yang terendah 3,11 GPa. lalu pada komposit yang mengalami proses curing dengan suhu 80oC nilai modulus elastisitas yang tertinggi adalah 5,42 GPa dan yang terendah 4,67 GPa. dan komposit yang mengalami proses curing dengan suhu 100oC nilai modulus elastisitas yang tertinggi adalah 6,02 GPa dan yang terendah adalah 4,04 GPa.
vii
ABSTRACT
Composites are defined as a merger of two or more kinds of materials with different phases, which is the phase of the matrix and reinforcing phase. To get a good quality and characteristics of the composite, so need to consider several factors, one of them is curing. The purpose of this study was to determine the value of tensile strength, strain and modulus of elasticity of composite curing being treated with variations in temperature 80oC and 100oC.
This research uses E-glass fibers with a type of random arrangement of chopped strand mat, an epoxy resin as a resin, catalysts, and the hand body as a release agent. Composites made by combining 30% fiber, 69.7% resin and 0.3% catalyst, above the glass mold measuring 20 cm x 30 cm x 0.5 cm. The method of data collection by doing tensile tests on each composite specimen that has been treated with curing temperature 80oC and 100oC for 3 hours.
From this study, the best average value of tensile strength found in the treated composite curing 100°C compared to the treated composite curing 80oC and untreated composite curing. The best average value of strain found in the untreated composites curing compared with the treated composite curing 80oC and treated composite curing 100oC. The highest value of the tensile strength of treated composite curing 100oC is 5.73 kg/mm2 or 56.11 MPa, then the highest value of the tensile strength of untreated composite curing is 5.24 kg/mm2 or 51.34 MPa, and the treated composite curing 80oC the highest value of the tensile strength 4.89 kg/mm2 or 47.89 MPa. The highest value of the strain from treated composite curing 100oC is 1.11%, then the highest value of the strain of treated composite curing 80oC is 1% and the untreated composite curing the highest value of the strain is 1.31%. The highest value of the modulus of elasticity from the untreated composites curing is 5.64 GPa and the lowest is 3.11 GPa, then the highest value of the modulus of elasticity from treated composite curing 80oC is 5.42 GPa and the lowest is 4.67 GPa, and the highest value of the modulus of elasticity from treated composite curing 100oC is 6.02 GPa and the lowest is 4.04 GPa.
ix
UCAPAN TERIMA KASIH
Puji syukur penulis panjatkan kepada Tuhan Yesus Kristus, atas segala kasih karunia-Nya, sehingga penulis dapat menyelesaikan skripsi ini.
Selama melakukan penelitian ini, penulis telah menerima banyak bantuan, masukan, perhatian dari banyak pihak. Oleh karena itu, pada kesempatan kali ini penulis menyampaikan rasa penghargaan dan terima kasih yang dalam kepada: 1. Sudi Mungkasi, PhD, Dekan Fakultas Sains dan Teknologi Universitas
Sanata Dharma Yogyakarta.
2. Ir. Petrus Kanisius Purwadi, M.T., Ketua Program Studi Teknik Mesin Universitas Sanata Dharma Yogyakarta.
3. Budi Setyahandana, S.T., M.T., selaku dosen pembimbing, terima kasih buat bimbingan dan cara berpikir yang dicontohkan selama ini.
4. Ir. Rines, M.T., selaku dosen pembimbing akademik.
5. Rudolf Marthen Tamaela dan Nancy Lientje de Soysa selaku orang tua dari penulis.
6. Rivalino Tamaela, Linda Tamaela, Aldo Tamaela, Sandra Tamaela selaku kakak-kakak dari penulis yang selalu memberikan semangat dan dukungan. 7. J.W. Tehupeiory, Yvonne Ledya, Andrew Tehupeiory, Vivi Tehupeiory,
Sendy de Soysa, Monica Talanila selaku keluarga penulis selama di Yogyakarta, terima kasih atas dukungan selama penulis berkuliah.
x 9. Yohanes Ragil Purnomo, Anastasya Puji Astuti, Yosep Dwi Nugroho.
10. Teman-teman Teknik Mesin USD angkatan 2011 dan angkatan 2012 yang tidak dapat disebutkan satu persatu.
11. Thasya Rumahloine, Astrid Widiastuti, Ningrum, Mas Ded selaku teman dekat penulis.
12. Seluruh staff pengajar dan laboran Program Studi Teknik Mesin Universitas Sanata Dharma Yogyakarta yang telah mendidik dan memberikan ilmu pengetahuan kepada penulis.
13. Saudara-saudara di Brother House: Albion, Stevanus, Andrew Humiang, Tiopan.
14. Saudari-saudari di Sister House:Prischa, Kristin, Hanna, Jeri, Kak Suzan dan Kak Marwiti.
15. Semua pihak yang tidak dapat disebutkan satu persatu.
Penulis menyadari bahwa masih banyak kekurangan-kekurangan yang perlu diperbaiki dalam skripsi ini, untuk itu penulis mengharapkan masukan dan kritik, serta saran dari berbagai pihak untuk menyempurnakannya. Semoga skripsi ini dapat bermanfaat, baik bagi penulis maupun pembaca. Terima kasih.
Yogyakarta, 26 Februari 2016
xi
DAFTAR ISI
HALAMAN JUDUL ... i
TITLE PAGE ... ii
HALAMAN PENGESAHAN ... iii
HALAMAN PERSETUJUAN ... iv
HALAMAN PERNYATAAN ... v
INTISARI ... vi
ABSTRACT... vii
HALAMAN PERSETUJUAN PUBLIKASI ... viii
UCAPAN TERIMA KASIH... ix
DAFTAR ISI ... xi
DAFTAR TABEL ... xv
DAFTAR GAMBAR ... xviii
BAB I PENDAHULUAN ... 1
1.1 Latar Belakang ... 1
1.2 Rumusan masalah ... 3
1.3 Tujuan Penelitian ... 4
1.4 Batasan Masalah ... 4
1.5 Manfaat Penelitian ... 5
xii
2.1.1. Komposit ... 6
2.1.2 Bahan Penyusun Komposit ... 7
2.1.2.1 Phase Pertama ... 8
2.1.2.1.1 Polimer ... 9
2.1.2.2 Phase Kedua (Reinforcing Agent) ... 11
2.1.2.2.1 Serat (Fiber) ... 11
2.1.2.2.2 Partikel ... 16
2.1.2.2.3 Flake ... 17
2.1.3 Bahan-bahan Tambahan ... 17
2.1.4 Komposit Matrik Polimer (Fiber Reinforced Polymer) ... 19 2.1.5 Faktor-faktor yang Mempengaruhi Kekuatan FRP ... 20
2.1.5.1 Orientasi Serat ... 20
2.1.5.2 Jenis Serat ... 21
2.1.5.3 Komposisi dan Bentuk Serat ... 22
2.1.5.4 Faktor Matrik ... 23
2.1.5.5 Fase Ikatan ... 23
2.1.5.6 Suhu Curing ... 24
2.1.6 Mekanika Komposit ... 24
xiii
2.1.8 Rumus Perhitungan Tegangan dan Regangan ... 27
2.1.9 Kerusakan Pada Komposit ... 27
2.1.9.1 Kerusanan Akibat Beban Tarik Longitudinal ... 27
2.1.9.2 Kerusakan Akibat Beban Tarik Transversal ... 28
2.1.9.3 Kerusakan Internal Mikroskopik ... 29
2.1.10 Proses Curing ... 30
2.1.10.1 Oven ... 30
2.1.10.2 Minyak Panas ... 30
2.1.10.3 Lampu ... 30
2.1.10.4 Uap Panas (Steam) ... 31
2.1.10.5 Autoclave ... 31
2.1.10.6 Microwave ... 31
2.1.10.7 Proses Curing Yang Lain ... 32
2.1.11 Glass Temperature Transition ... 32
2.2 Tinjauan Pustaka ... 33
BAB III METODE PENELITIAN ... 35
3.1 Skema Penelitian ... 35
3.2 Persiapan Penelitian ... 38
3.2.1 Alat-alat Yang Digunakan ... 38
xiv
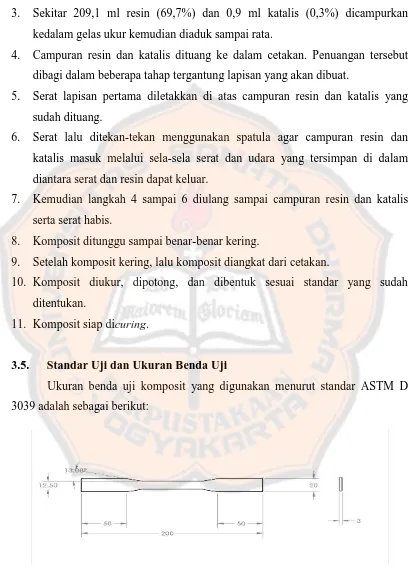
3.3 Perhitungan Komposisi Komposit ... 41
3.4 Proses Pembuatan Komposit Berpenguat Serat ... 42
3.5 Standar Uji dan Ukuran Benda Uji ... 43
3.6 Curing ... 44
3.7 Cara Penelitin ... 44
3.7.1 Uji Tarik ... 44
BAB IV DATA DAN PEMBAHASAN ... 46
4.1 Hasil Pengujian ... 46
4.1.1 Hasil Pengujian Benda Uji Komposit ... 46
4.2 Pembahasan ... 70
BAB V PENUTUP ... 74
5.1 Kesimpulan ... 74
xv
DAFTAR TABEL
Tabel 2.1 Polymeric Matrix Materials For Fiberglass ... 10
Tabel 2.2 Sifat Resin Poliester dan Epolsi ... 11
Tabel 2.3 Sifat-sifat Bahan Fiber ... 12
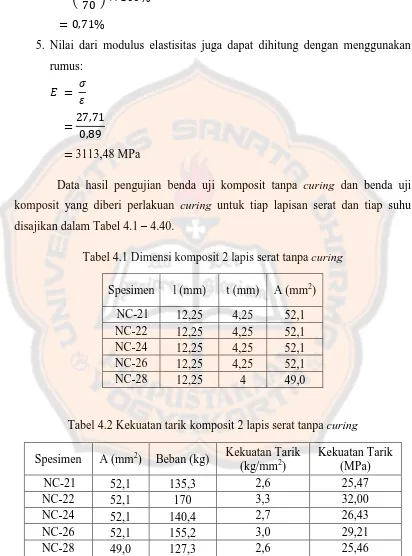
Tabel 4.1 Dimensi komposit 2 lapis serat tanpa curing ... 47
Tabel 4.2 Kekuatan tarik komposit 2 lapis tanpa curing ... 47
Tabel 4.3 Regangan komposit 2 lapis tanpa curing ... 48
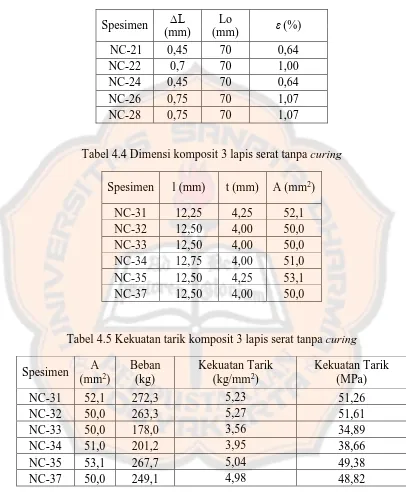
Tabel 4.4 Dimensi komposit 3 lapis serat tanpa curing ... 48
Tabel 4.5 Kekuatan tarik komposit 3 lapis tanpa curing ... 48
Tabel 4.6 Regangan komposit 3 lapis tanpa curing ... 49
Tabel 4.7 Dimensi komposit 4 lapis tanpa curing ... 49
Tabel 4.8 Kekuatan tarik komposit 4 lapis tanpa curing ... 49
Tabel 4.9 Regangan komposit 4 lapis tanpa curing ... 50
Tabel 4.10 Dimensi komposit 5 lapis tanpa curing ... 50
Tabel 4.11 Kekuatan tarik komposit 5 lapis tanpa curing ... 50
Tabel 4.12 Regangan komposit 5 lapis tanpa curing ... 50
Tabel 4.13 Dimensi komposit 2 lapis serat setlah suhu curing 80oC ... 51
Tabel 4.14 Kekuatan tarik komposit 2 lapis serat untuk suhu curing 80oC ... 51
Tabel 4.15 Regangan komposit 2 lapis serat untuk suhu curing 80oC ... 51
xvi Tabel 4.17 Kekuatan tarik komposit 3 lapis serat untuk suhu curing 80oC ... 52 Tabel 4.18 Regangan komposit 3 lapis serat untuk suhu curing 80oC ... 52 Tabel 4.19 Dimensi komposit 4 lapis serat setelah suhu curing 80oC ... 53 Tabel 4.20 Kekuatan tarik komposit 4 lapis serat untuk suhu curing 80oC ... 53 Tabel 4.21 Regangan komposit 4 lapis serat untuk suhu curing 80oC ... 53 Tabel 4.22 Dimensi komposit 5 lapis serat setelah suhu curing 80oC ... 54 Tabel 4.23 Kekuatan tarik komposit 5 lapis serat untuk suhu curing 80oC ... 54 Tabel 4.24 Regangan komposit 5 lapis untuk suhu curing 80oC ... 54 Tabel 4.25 Dimensi komposit 2 lapis serat setelah suhu curing 100oC ... 55 Tabel 4.26 Kekuatan tarik komposit 2 lapis serat untuk suhu curing
100oC ... 55 Tabel 4.27 Regangan komposit 2 lapis serat untuk suhu curing 100oC ... 55 Tabel 4.28 Dimensi komposit 3 lapis serat setelah suhu curing 100oC ... 56 Tabel 4.29 Kekuatan tarik komposit 3 lapis serat untuk suhu curing
100oC ... 56 Tabel 4.30 Regangan komposit untuk 3 lapis serat suhu curing 100oC ... 56 Tabel 4.31 Dimensi komposit untuk 4 lapis serat setelah suhu curing
100oC ... 57 Tabel 4.32 Kekuatan tarik komposit 4 lapis serat untuk suhu curing
xvii
Tabel 4.33 Regangan komposit 4 lapis serat untuk suhu curing 100oC ... 57
Tabel 4.34 Dimensi komposit 5 lapis serat setelah suhu curing 100oC ... 58
Tabel 4.35 Kekuatan tarik komposit 5 lapis serat untuk suhu curing 100oC ... 58
Tabel 4.36 Regangan koposit 5 lapis serat untuk suhu curing 100oC ... 58
Tabel 4.37 Kekuatan tarik rata-rata komposit untuk suhu curing 80oC ... 59
Tabel 4.38 Regangan komposit rata-rata untuk suhu curing 80oC ... 59
Tabel 4.39 Kekuatan tarik kompposit rata-rata untuk suhu curing 100oC ... 59
Tabel 4.40 Regangan komposit rata-rata suhu curing 100oC ... 59
Tabel 4.41 Kekuatan tarik komposit 2 lapis serat untuk suhu curing 80oC ... 60
Tabel 4.42 Regangan komposit 2 lapis serat untuk suhu curing 80oC ... 60
Tabel 4.43 Kekuatan tarik komposit 3 lapis serat untuk suhu curing 80oC ... 61
Tabel 4.44 Regangan komposit 3 lapis serat untuk suhu curing 80oC ... 61
Tabel 4.45 Kekuatan tarik komposit 4 lapis serat untuk suhu curing 80oC ... 61
Tabel 4.46 Regangan komposit 4 lapis serat untuk suhu curing 80oC ... 61
Tabel 4.47 Kekuatan tarik komposit 5 lapis serat untuk suhu curing 80oC ... 62
Tabel 4.48 Regangan komposit 5 lapis serat untuk suhu curing 80oC ... 62
Tabel 4.49 Kekuatan tarik komposit 2 lapis serat untuk suhu curing 100oC ... 62
xviii Tabel 4.51 Kekuatan tarik komposit 3 lapis serat untuk suhu curing
100oC ... 63
Tabel 4.52 Regangan komposit 3 lapis serat untuk suhu curing 100oC ... 63
Tabel 4.53 Kekuatan tarik komposit 4 lapis serat untuk suhu curing 100oC ... 63
Tabel 4.53 Regangan komposit 4 lapis serat untuk suhu curing 100oC ... 63
Tabel 4.55 Kekuatan tarik komposit 5 lapis serat suhu curing 100oC ... 64
Tabel 4.56 Regangan komposit 5 lapis serat untuk suhu curing 100oC ... 64
Tabel 4.57 Kekuatan tarik rata-rata komposit tanpa curing ... 64
Tabel 4.58 Regangan rata-rata komposit tanpa curing ... 64
Tabel 4.59 Modulus Elastisitas rata-rata komposit tanpa suhu curing ... 65
Tabel 4.60 Modulus Elastisitas rata-rata komposit untuk suhu curing 80oC ... 65
xix
DAFTAR GAMBAR
Gambar 2.1 Klasifikasi komposit berdasarkan fase matrik ... 7
Gambar 2.2 Bentuk-bentuk reinforcing agent (a) fiber (b) flake ... 11
Gambar 2.3 Serat sebagai penguat komposit ... 12
Gambar 2.4 Serat continuous roving ... 14
Gambar 2.5 Serat woven roving ... 14
Gambar 2.6 Serat chopped stand mat ... 15
Gambar 2.7 Partikel sebagai penguat komposit ... 17
Gambar 2.8 Flake sebagai penguat komposit ... 17
Gambar 2.9 Orientasi serat ... 21
Gambar 2.10 Diagram Hubungan Antara Kekuatan, Fraksi Volume dan Susunan Serat ... 21
Gambar 2.11 Interface dan interphase ... 25
Gambar2.12 (a)Crack (b) interface ... 25
Gambar 2.13 Kerusakan pada komposit akibat beban tarik longitudinal ... 28
Gambar 2.14 Kerusakan pada komposit akibat beban tarik transversal ... 29
Gambar 2.15 Grafik Glass temperature transition ... 32
Gambar 3.1 Skema Jalannya Penelitian ... 35
Gambar 3.2 Alat-alat yang digunakan ... 38
Gambar 3.3 Serat E-glass ... 39
Gambar 3.4 Resin epoksi ... 39
Gambar 3.5 Epoxy hardener ... 40
Gambar 3.6 Acetone ... 41 Gambar 3.7 Standar uji ... 43
xx Komposit Tanpa Curing ...
Gambar 4.3 Grafik Kekuatan Tarik Rata-rata dari Setiap Lapisan
Komposit dengan Suhu Curing 100oC ... 67 Gambar 4.4 Grafik Regangan Rata-rata dari setiap Lapisan
Komposit dengan Suhu Curing 80oC ... 67 Gambar 4.5 Grafik Kekuatan Tarik Rata-rata dari Setiap Lapisan
Kompoit dengan Suhu Curing 100oC ... 68 Gambar 4.6 Grafik Regangan Rata-rata dari Setiap Lapisan
dengan suhu Curing 100oC ... 68 Gambar 4.7 Grafik Kekuatan Tarik Rata-rat dari Komposit Tanpa
Curing dan Komposit Suhu Curing 80oC dan
100oC ... 69 Gambar 4.8 Grafik Regangan Rata-rata dari Komposit Tanpa
Curing dan Komposit Suhu Curing 80oC dan
1
BAB I
PENDAHULUAN
1.1 Latar Belakang
Kincir angin adalah salah satu teknologi energi yang perkembanganny amengalami peningkatan yang cukup pesat. Ketertarikan terhadap energi angin semakin berkembang karena sebagian masyarakat semakin sadar tentang perlunya pengembangan energi yang bersih dan berkelanjutan di masa depan. Sebagian besar penduduk, sangat mendukung penggunaan sumber energi yang dapat diperbarui.
Penggunaan angin sebagai sumber energi memiliki setidaknya dua keuntungan. Dari segi ekonomi, sumber energi ini mampu mengurangi penggunaan bahan bakar minyak, serta menciptakan lapangan pekerjaan baru dibidang pembuatan dan pemeliharaan kincir angin, serta distribusinya. Dibidang lingkungan hidup, energi angin sangat ideal karena tidak menghasilkan polusi, tidak memerlukan bahan bakar, tidak menimbulkan efek rumah kaca, serta tidak mengahasilkan zat berbahaya dan sampah radioaktif.
Angin merupakan sumber energi potensial di masa depan ketika bahan bakar tradisional dari fosil semakin menipis, dan biaya penanggulangan polusi terhadap lingkungan semakin besar. Sistem energi masa depan akan dipicu oleh isu lingkungan, pembangunan ekonomi, pelaksanaan pembangunan dan liberalisasi pasar. Sejalan dengan itu maka perlu dirancang suatu kincir angin yang efisien dan ekonomis. Salah satu bagian penting kincir angin adalah blade kincir angin. Bagian ini dapat dibuat dari berbagai bahan, salah satunya komposit.
2 Sifat-sifat tersebut antara lain:
a. Kekuatan b. Kekakuan
c. Ketahanan korosi d. Berat
e. Konduktivitas panas atau listrik
Bahan komposit sangat luas dalam penggolongan maupun penggunaannya, oleh karena itu untuk mempermudah penggunaannya jenis komposit dapat dibedakan sesuai bentuk dari bahan penguat dan pengikat yang digunakan dalam pembuatannya. Dalam berbagai aplikasi komposit juga terbukti efektif pada penggunaannya sebagai bahan teknik. Keunggulan komposit dibandingkan dengan bahan logam:
1. Dapat dirancang dengan kekuatan dan kekakuan tinggi, sehingga dapat memberikan kekuatan dan kekakuan spesifik yang melebihi sifat logam. 2. Sifat fatigue dan toughness yang baik.
3. Dapat dirancang sedemikian rupa sehingga terhindar dari korosi. 4. Daya redam bunyi yang baik.
5. Bahan komposit dapat memberikan penampilan dan kehalusan permukaan lebih baik.
6. Dapat dirancang dengan bobot yang ringan. 7. Dapat dirancang dengan keelastisan yang tinggi.
Selain mempunyai banyak keunggulan seperti yang telah disebutkan diatas, komposit juga mempunyai beberapa kelemahan antara lain:
1. Sifat-sifat bahan yang berbeda antara satu lokasi dengan lokasi yang lainnya, tergantung pada arah pengukuran yang dilakukan.
2. Banyak bahan komposit (umumnya bahan polimer) tidak aman dari reaksi dengan zat-zat kimia atau larutan tertentu.
3. Proses pembuatan (pembentukan) bahan komposit relatif susah, perlu ketelitian dan lama.
3 Dalam perkembangan terknologi bahan, komposit berpenguat serat merupakan suatu bahan yang aplikatif dalam kehidupan sehari-hari walaupun tidak dapat dielakkan penggunaan komposit dengan berpenguat bukan serat (partikel atau flake) juga sangat penting perannya. Pada komposit berpenguat serat dapat kita jumpai berbagai jenis bahan serat yang digunakan sebagai
reinforcement agent. Namun secara garis besar dapat dikelompokkan menjadi dua
yaitu serat sintetik dan serat organik. Serat sintetik atau buatan dapat berupa serat gelas, aramid, karbon, grafit, boron, kevlar, keramik, dan berbagai jute, sisal,
cotton, ataupun abaca. Untuk komposit yang berpenguat non serat seperti flakes
dan partikel bahan yang digunakan sebagai reinforcement agent dapat berupa serbuk kayu, karbida wolfram, mika mineral, talk, serbuk logam.
Komposit serat merupakan perpaduan antara serat sebagai komponen penguat dan matriks sebagai komponen penguat serat. Serat biasanya mempunyai kekuatan dan kekakuan yang lebih besar daripada matriks dan pada umumnya bersifat ortotropik. Pada saat serat dan matriks dipadukan untuk menghasilkan komposit, kedua komponen tersebut tetap mempertahankan sifat-sifat yang dimilikinya dan secara langsung akan berpengaruh terhadap sifat komposit yang dihasilkan. Secara khusus dapat dikatakan bahwa harga kekuatan maupun kekakuan komposit terletak diantara kekakuan dan kekuatan serat serta matriks yang digunakan. Dalam artian bahwa kemampuan komposit terdapat antara kemampuan serat dan matriks pengikatnya serta memiliki sifat-sifat dari bahan yang menjadi penyusunnya.
1.2 Rumusan Masalah
4
1.3 Tujuan Penelitian
Penelitian dalam tugas akhir ini mempunyai tujuan yaitu:
1. Untuk mengetahui kekuatan tarik rata-rata dan regangan rata-rata terbaik dari komposit yang tidak diberi perlakuan curing dan komposit yang diberi perlakuan curing dengan variasi suhu 80oC & 100oC.
2. Untuk mengetahui nilai kekuatan tarik dan regangan rata-rata terbesar dari komposit berpenguat serat yang tidak diberi perlakuan curing dan yang telah diberi perlakuan curing dengan variasi suhu 80oC & 100oC
3. Untuk mengetahui nilai dari modulus elastisitas pada komposit yang tidak diberi perlakuan curing dan komposit yang diberi perlakuan curing dengan variasi suhu 80oC & 100oC.
4. Untuk mengetahui karakteristik curing pada kekuatan tarik dan regangan pada komposit.
1.4 Batasan Masalah
Batasan masalah yang diambil dalam penelitian tugas akhir ini adalah: a. Pengujian yang dilakukan pada komposit adalah uji tarik.
b. Bahan pengikat seratnya adalah komposit. c. Pengeras yang digunakan adalah katalis. d. Serat yang digunakan adalah serat gelas.
e. Lapisan komposit yang dibentuk dimulai dari 2 lapis sampai 5 lapis. f. Cetakan yang dipakai adalah cetakan kaca berukuran 20 cm x 30 cm.
g. Proses curing menggunakan oven dengan variasi suhu 80oC & 100oC dengan lama curing selama 3 jam.
1.5 Manfaat Penelitian
Manfaat penelitian tentang komposit ini adalah :
5 b. Hasil penelitian dapat dijadikan referensi bagi para pembuatdan para peneliti kincir angin mengenai ketahanan bahan-bahan yang dapat digunakan sebagai blade kincir angin.
c. Hasil penelitian bisa dikembangkan lebih lanjut bagi adik-adik kelas.
6
BAB II
DASAR TEORI DAN TINJAUAN PUSTAKA
2.1 Dasar Teori
2.1.1 Komposit
Komposit dalam pengertian bahan komposit berarti suatu bahan yang terdiri dari dua atau lebih bahan yang berbeda yang digabung atau dicampur. Pada umumnya bahan komposit terdiri dari dua unsur, yaitu serat (fiber) dan bahan pengikat serat tersebut yang disebut matrik. Unsur utama bahan komposit adalah serat. Serat inilah yang terutama menentukan karakteristik bahan komposit, seperti kekakuan, kekuatan serta sifat-sifat mekanik yang lain. Seratlah yang menahan sebagian besar gaya-gaya yang bekerja pada komposit sedang matrik bertugas melindungi dan mengikat serat agar dapat bekerja dengan baik. Karena itu untuk bahan serat digunakan bahan yang kuat dan getas, seperti: karbon, glass dan boron. Sedang bahan matrik dipilih bahan yang lunak, seperti: plastik dan logam-logam lunak.
Bahan material yang digabungkan atau dicampur, biasanya material-material tersebut memiliki sifat yang lebih baik dari sifat asal pembentuknya, tetapi pada bahan komposit yang menggabungkan dua atau lebih material yang memiliki fase yang berbeda sifat asli dari bahan pembentuk masih terlihat nyata.
Pengelompokkan komposit dapat dilihat dari bahan penguat pada matrik atau dapat juga dilihat dari bahan yang menjadi matrik pengikat. Untuk komposit yang dilihat dari bahan penguat dibagi menjadi komposit dengan bahan penguat serat atau penguat non serat. Komposit dengan penguat serat masih dibagi lagi menjadi 2 bagian:
1. Komposit tradisional (komposit alam) yang biasa berupa serat kayu, jerami, kapas, wol, sutera, serat enceng gondok, serat pisang, dll.
7 agar diperoleh struktur, sifat dan geometri yang diinginkan. Serat sintesis ini dapat berupa serat gelas karbon, nilon dan polyester.
Sedangkan untuk penggolongan komposit berdasar fase matriknya dapat dilihat pada Gambar 2.1 beserta penjelasannya:
Gambar 2.1. Klasifikasi Komposit Berdasarkan Fase Matrik
1. Metal Matrix Composite (MMC) adalah komposit dengan fase matriknya
berupa logam, komposit ini terbentuk dari campuran logam dan keramik seperti karbida wolfram.
2. Ceramic Matrix Composite (CMC) adalah komposit dengan fase matriknya
berupa keramik, pada komposit jenis ini untuk reinforce agent digunakan oksida aluminium, karbida silikon, dan serat dengan tujuan untuk meningkatkan sifat tahan terhadap suhu tinggi.
3. Polymer Matrix Composite (PMC) adalah komposit dengan fase matrik
polimer, polimer yang digunakan biasa berupa resin thermosetting epoxy, dan
polyester dengan reinforce agent berupa fiber.
2.1.2 Bahan Penyusun Komposit
8 Digunakannya istilah phase dalam hal ini untuk menunjukkan bahan tersebut adalah homogen, seperti logam atau keramik yang semua butiran-butirannya mempunyai struktur kristal yang sama.
Penggabungan beberapa fase yang berbeda akan tercipta suatu bahan dengan unjuk kerja (performance) yang dapat lebih baik dari fase-fase awal sebagai penyusunnya. Efek ini dapat disebut dengan synergistic. Ada beberapa bahan yang berfungsi sebagai bahan penyusun suatu komposit. Bahan-bahan tersebut antara lain: phase pertama (matrik), phase kedua (reinforcing), katalis dan bahan tambahan lain.
2.1.2.1Phase Pertama (Matrik)
Matrik adalah suatu bahan utama dalam penyusunan komposit yang berfungsi sebagai pengikat secara bersama-sama, selain itu matrik berfungsi sebagai pelindung serat dari kerusakan eksternal, pelindung filamen terhadap keausan, goresan dan zat kimia ganas, penerus gaya (principal load-carying
agent) dari satu serat ke serat lain, mengikat phase reinforcing (khusunya
serat-serat) dalam sebuah unit struktur, menjaganya pada jarak yang sama, menyumbang beberapa sifat yang diperlukan seperti keuletan dan ketangguhan. Jika dalam pembebanan aksial ada fiber yang putus (patah), maka beban dari sisi
fiber yang putus pertama kali akan diteruskan ke matrik selanjutnya baru ke fiber
yang lain.
Tidak terdapat reaksi kimia yang signifikan antara kedua bahan (matrik dan serat) kecuali untuk menguatkan ikatan pada permukaannya. Juga tidak benar bahwa reaksi antara kedua bahan dapat menimbulkan efek negatif terhadap komposit. Matrik dan phase reinforcing (penguat) saling melengkapi sifatnya satu sama lain.
Matrik bahan komposit dapat berupa logam, keramik dan polimer. Logam-logam yang biasa digunakan sebagai bahan pengikat adalah Nikel dan Cobalt. Keramik yang digunakan sebagai matrik antara lain: Alumina (Al2O3), Karbida
9
Karbida Titanium (TiC). Polimer yang digunakan sebagai matrik dapat berupa
plastik thermosetting (tidak dapat didaur ulang) dengan salah satu contohnya adalah unsaturated polyester atau epoxy dan polimer thermoplastic (dapat didaur ulang) dengan contohnya antara lain: nilon, polycarbonate, polystyrene, polyvinyl
chloride.
2.1.2.1.1 Polimer
Polimer merupakan nama lain dari plastik, yaitu molekul yang besar atau makro molekul yang terdiri dari satuan yang berulang-ulang atau mer. Polimer telah mengambil peran penting dalam teknologi. Hal ini dikarenakan polimer memiliki sifat-sifat seperti ringan, mudah dibentuk. Polimer yang sering dipakai adalah polimer yang sering disebut dengan plastik. Plastik dibagi dalam dua kategori menurut sifat-sifatnya terhadap suhu, yaitu:
1. Thermosetting
Polimer kategori termoset ini adalah polimer yang dapat menerima suhu tinggi dan tidak berubah karena panas, contohnya: poliamid, polidifenileter,
unsaturated polyester, melamines, silicon, epoksi.
2. Thermoplastik
Polimer termoplastik adalah polimer yang tidak dapat menerima suhu tinggi dan dapat dikatakan berubah karena panas, contohnya: polyehterimide,
10 Tabel 2.1 Polymeric Matrix Materials For Fiberglass
Polymer Characteristic and Applications Thermosetting
Epoxies Polyester Phenolic Silicones
High strength (for filament-wound vessels) For general structures (usually fabric-reinforced) High-temperature applications
Electrical applications (printed-circuit panels) Thermoplastic
Nylon
Polycarbonate Polystyrene
Less common, especially good ductility
Dalam pembuatan komposit, resin yang banyak digunakan adalah dari jenis polimer thermosetting yang terdiri dari:
a. Resin Poliester
Resin poliester adalah bahan matrik polimer yang paling luas penggunaanya sebagai matrik pengikat, dari proses pengerjaan yang sederhana sampai hasil produksi yang dikerjakan dengan proses cetakan mesin. Sebagai resin
thermosetting, poliester memiliki kekuatan mekanis yang cukup bagus,
ketahanan terhadap bahan kimia, selain itu harganya relatif cukup murah. Resin jenis ini banyak digunakan dalam fiber reinforced plastic karena jika diperkuat dengan serat gelas maka ketahanan panas akan lebih baik, tetapi kurang kuat. Resin poliester dapat mengalami proses curing dalam suhu kamar dan dapat dipercepat dengan menambahkan katalis. Bahan poliester banyak dipergunakan untuk komposit berpenguat serat gelas, contohnya: kapal, tangki penyimpan air dan perlengkapan bangunan.
b. Resin Epoksi
11 proses curing. Resin ini banyak dipakai sebagai matrik pada komposit polimer dengan penguatnya serat karbon atau Kevlar.
Tabel 2.2 Sifat Resin Poliester dan Epoksi
Sifat Poliester Epoksi
Kekuatan tarik (MPa) 40-90 55-130
Modulus elastis (Gpa) 2,0-4,4 2,8-4,2
Kekuatan impak (J/m) 10,6-21,2 5,3-53
Kerapatan (g/cm3) 1,10-1,46 1,2-1,3
2.1.2.2 Phase Kedua (Reinforcing Agent)
Phase penting kedua dalam penyusunan bahan komposit adalah phase
penguat (reinforcing agent), phase ini dapat berupa: fiber, partikel, dan flake, berikut akan dijelaskan lebih lanjut mengenai phase penguat.
Gambar 2.2. Bentuk-bentuk Reinforcing Sgent (a) Fiber (b) Partikel (c) Flake
2.1.2.2.1 Serat (Fiber)
12
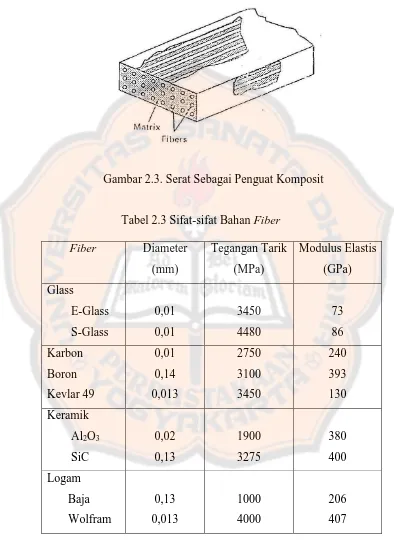
[image:34.595.100.494.132.674.2]Gambar 2.3. Serat Sebagai Penguat Komposit
Tabel 2.3 Sifat-sifat Bahan Fiber
13 Beberapa bahan serat yang digunakan adalah:
1. Serat Gelas
Bahan penguat yang paling sering digunakan adalah serat gelas. Serat gelas memiliki kekuatan tarik yang tinggi, kekuatan terhadap bending, modulus elastisitas tinggi, sifat isolator yang baik dan mempunyai sifat anti korosi. Serat gelas dapat dibedakan dalam berbagai jenis antara lain:
a. Serat gelas A
Serat gelas yang digunakan pada awal material ini mempunyai kandungan alkali yang tinggi. Material ini tak banyak dipakai dalam proses produksi sebagai reinforcement agent.
b. Serat gelas E
Komposisi serat gelas E berupa kalsium, aluminium hidroksida, borosilikat, pasir silika dan memiliki kandungan alkali rendah. Serat gelas jenis ini mempunyai kekuatan tarik dan tekan serta geser yang baik sehingga mempunyai sifat isolator atau penghantar listrik yang baik tetapi merupakan material yang cukup getas.
c. Serat gelas D
Serat ini memiliki karakteristik dielektrik yang baik maka serat gelas jenis ini sering dipakai dalam produksi pembuatan peralatan elektronik. d. Serat gelas R & S
Serat jenis ini memiliki komposisi kimia yang berbeda, tetapi kedua serat ini merupakan bahan penguat dengan kemampuan tinggi. Serat gelas R dan S ini diaplikasikan sebagai reinforcement agent dalam pembuatan pesawat terbang. Serat gelas yang mempunyai massa jenis yang hampir sama dengan serat gelas E ini masing-masing diproduksi di Eropa untuk serat gelas R dan di Amerika untuk serat gelas S.
14 a. Continuous Roving
Adalah gabungan dari serat-serat paralel menjadi satu strand dengan sedikit atau tanpa pengikat. Seratnya tersusun secara sejajar satu sama lain dan memanjang. Serat bentuk ini biasa digunakan dalam proses
spray up, centrifugal casting, continuous laminating process. Jenis ini
mempunyai sifat mekanis yang baik. Orientasi serat kontinyu dapat dilihat pada Gambar 2.4.
[image:36.595.96.510.98.757.2]
Gambar 2.4. Serat Continuous Roving
b. Woven Roving
Adalah serat yang berbentuk lembaran yang dianyam dari beberapa
continuous roving. Terdapat berbagai macam ukuran lebar, tebal dan
berat, tergantung kebutuhan pemakaian. Bentuk serat jenis ini mempunyai kekuatan yang tinggi dan dapat menurunkan biaya untuk produk yang besar. Biasanya digunakan pada proses hand lay-up, untuk pembuatan tangki, kapal dan body mobil. Orientasi serat woven roving dapat dilihat pada Gambar 2.5.
15 c. Chopped strand mat
Adalah reinforcing mat yang terbuat dari potongan strand dan digabung secara acak dengan pengikat atau binder tertentu. Biasanya dipakai untuk pembuatan produk dengan kekuatan sedang, untuk proses centrifugal
casting dan proses hand lay-up. Orientasi serat chopped strand mat
(acak) dapat dilihat pada Gambar 2.6.
Gambar 2.6. Serat Chopped Strand Mat
2. Karbon
Karbon dapat dibuat menjadi serat dengan modulus elastisitas yang tinggi. Sifat-sifat dari serat karbon antara lain: kekakuan dan kekuatan yang tinggi, ringan, kerapatan dan koefisien dilatasi rendah. Serat ini banyak digunakan dibidang konstruksi dan pesawat terbang. Fiber-C merupakan kombinasi antara grafit dengan karbon amorphus.
3. Kevlar 49
Kevlar 49 digunakan sebagai bahan serat untuk polimer. Kevlar 49 memiliki beberapa sifat, antara lain: ringan, kekuatan dan kekuan tinggi, kerapatannya rendah dan memberikan kekuatan spesifik terbesar untuk semua fiber yang ada. Kevlar banyak digunakan pada industri aerospace, marine, dan otomotif. 4. Boron
16 5. Keramik
Serat keramik dapat terbuat dari bahan yang berdasar oxide, carbide, dan
nitride. Serat ini diproduksi dalam bentuk kontinyu atau tidak kontinyu.
Perkembangan dari serat ini dimulai karena kebutuhan akan bahan komposit yang dapat digunakan pada suhu tinggi terutama untuk kebutuhan industri pesawat luar angkasa. Karbida Silikon (SiC) dan Oksida Aluminium (Al2O3) merupakan serat utama yang sering dijumpai pada keramik. Kedua bahan ini mempunyai modulus elastisitas yang tinggi dan dapat digunakan untuk menguatkan logam-logam dengan kerapatan dan modulus elastisitas yang rendah seperti aluminium dan magnesium.
6. Logam
Filamen baja (kontinyu atau tidak kontinyu) sering digunakan sebagai fiber dalam plastik.
2.1.2.2.2 Partikel
17
Gambar 2.7. Partikel Sebagai Penguat Komposit
2.1.2.2.3 Flake
Flake pada umumnya berupa partikel dua dimensi. Contohnya adalah mika
mineral (silika K dan Al) dan tale (Mg3Si4O10(OH)2), digunakan sebagai fase
reinforcing pada plastik. Bahan ini relatif murah dan ukurannya bervariasi dengan
panjang antara 0,001–1,0 mm dan tebal antara 0,001-0,005 mm.
Gambar 2.8. Flake Sebagai Penguat Komposit
2.1.3 Bahan-bahan Tambahan
Selain bahan-bahan di atas, masih terdapat beberapa bahan tambahan yang lain. Penambahan bahan-bahan ini bertujuan untuk meningkatkan kualitas komposit yang akan dihasilkan.
Bahan-bahan tambahan tersebut antara lain: 1. Katalis
18 akan mengakibatkan proses curing yang terlalu lama, dan apabila kelebihan katalis maka akan menimbulkan panas yang berlebihan saat proses curing sehingga akan merusak produk komposit yang dibuat. Katalis yang digunakan berasal dari organic peroxide seperti methyl ethyl ketone peroxide dan acetyl
acetone peroxide.
2. Akselerator
Akselerator adalah suatu bahan yang biasa digunakan dengan tujuan untuk mempercepat proses curing. Akselerator yang bereaksi dengan katalis di dalam resin polyester akan memberikan reaksi eksoterm antara suhu 80o – 120o. Akselerator yang biasa digunakan adalah cobalt, amine, dan vanadium. Pada proses curing, perbandingan akselerator sekitar 1% volume resin, sedangkan untuk katalis menggunakan perbandingan volume 0,5% dari volume resin.
3. Pigmen atau pasta berwarna
Pigmen atau pasta pewarna hanya dipergunakan pada akhir proses dari pembuatan FRP, hal ini dilakukan untuk menghindari terjadinya penurunan kemampuan FRP. Apabila pigmen dan pasta pewarna ini digunakan saat produksi, maka harus dipilih bahan yang sesuai sehingga tidak mempengaruhi proses curing. Pada pelapisan akhir (gel coating), perbandingan pigmen atau pasta pewarna adalah 10 - 15% dari berat resin. Beberapa pilihan warna dari pigmen antara lain: zinc yellow, chrome orange, dan red iron oxide.
4. Release agent
Release agent atau zat pelapis yang berfungsi untuk mencegah lengketnya
produk pada cetakan saat proses pembuatan. Pelapisan dilakukan sebelum proses pembuatan dilakukan. Release agent yang biasa digunakan antara lain:
waxes (semir), mirror glass, polyvynil alcohol, film forming, dan oli.
5. Filer
19 perbandingan terhadap berat resin. Alumina, calcium carbonate, serbuk silika adalah filer yang sering digunakan sebagai penyusun komposit FRP.
Selain bahan-bahan tesebut diatas, masih ada bahan tambahan lain yang dapat memberi tampilan lebih pada produk FRP. Adiktif sebagai penambah kemampuan elektrik adalah melamine synaturate dan masih banyak bahan tambahan lain yang dapat diaplikasikan pada komposit FRP dengan tujuan meningkatkan mutu dan kualitas produk.
2.1.4 Komposit Matrik Polimer (Fiber Reinforced Polymer)
Saat ini, bahan komposit yang sering dimanfaatkan adalah Fiber
Reinforced Polymer (FRP), dengan serat yang digunakan dapat berupa serat glass,
serat karbon dan Kevlar 49, sedangkan matrik yang digunakan dapat berupa resin
polyester dan resin epoksi. Komposit jenis ini mempunyai kandungan serat yang
cukup besar (lebih dari 50% volume). Beberapa keunggulan yang dimiliki oleh FRP adalah :
1. Kerapatan yang rendah
2. Memiliki tegangan fatik yang baik 3. Ketahanan terhadap korosi yang baik 4. Tegangan spesifik tinggi
5. Modulus spesifik tinggi
6. Mempunyai stabilitas ukuran yang baik, karena koefisien dilatasi rendah Saat ini bahan berpenguat serat telah mengalami banyak inovasi, peningkatan mutu, ringan dan relatif murah, serta penggunaanya semakin meluas. Dengan keuntungan yang didapat dari bahan tersebut, maka pengguna terbesar FRP adalah indrustri aerospace, industri pesawat terbang, industri otomotif dan industri alat-alat olahraga.
2.1.5 Faktor-faktor yang Mempengaruhi Kekuatan FRP
Fiber Reinforced Polymer atau FRP adalah suatu bahan komposit yang
20 serat, dan sifat mekanik dari matrik serta ikatan yang ada dalam komposit tersebut.
2.1.5.1 Orientasi Serat
Dalam komposit, orientasi serat sangat mempengaruhi dan dapat menentukan kekuatan suatu bahan komposit. Secara umum penyusunan dari arah serat tersebut adalah sebagai berikut:
a. Unidirectional, yaitu serat disusun paralel satu sama yang lainnya. Disini
kekuatan tarik terbesar terdapat pada bahan yang sejajar dengan arah serat. Sedangkan kekuatan yang terkecil pada bahan yang tegak lurus arah serat.
b. Pseudoisotropic, yaitu serat disusun secara acak dan kekuatan tarik pada
satu titik pengujian mempunyai nilai kekuatan yang sama.
c. Bidirectional, yaitu serat disusun tegak lurus satu sama lainnya
(orthogonal) contohnya pada woven roving. Pada susunan ini kekuatan tertinggi terdapat pada arah serat 0o dan 90o dan kekuatan terendah terdapat pada arah serat 45o.
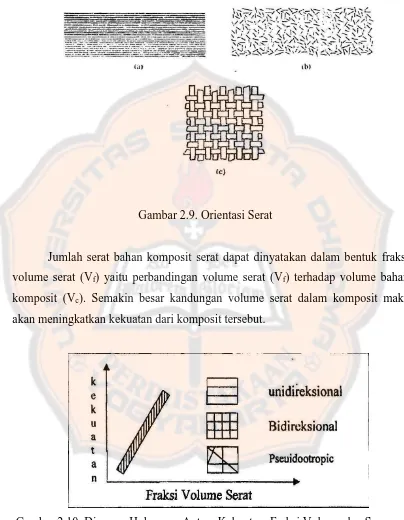
21 Gambar 2.9. Orientasi Serat
Jumlah serat bahan komposit serat dapat dinyatakan dalam bentuk fraksi volume serat (Vf) yaitu perbandingan volume serat (Vf) terhadap volume bahan komposit (Vc). Semakin besar kandungan volume serat dalam komposit maka akan meningkatkan kekuatan dari komposit tersebut.
[image:43.595.101.505.130.650.2]
Gambar 2.10. Diagram Hubungan Antara Kekuatan, Fraksi Volume dan Susunan Serat
2.1.5.2 Jenis Serat
22 berpengaruh terhadap kemampuan bahan komposit dalam menahan gaya dari luar. Semakin panjang ukuran serat, semakin efisien menahan gaya dalam arah serat, selain itu secara teori serat panjang akan lebih efektif dalam hal transmisi beban dibandingkan serat pendek. Namun hal tersebut sulit dibuktikan dalam praktek, mengingat faktor manufaktur yang tidak memungkinkan untuk menghasilkan kekuatan optimum pada seluruh panjang serat, karena pada serat yang panjang terjadi ketidakmerataan pada penerimaan beban antara serat.
Sebagian serat mengalami ketegangan sedangkan yang lain dalam posisi bebas dari tegangan, sehingga jika komposit tersebut dibebani sampai kekuatan patahnya, sebagian serat akan patah terlebih dahulu dibanding yang lainnya. Serat yang panjang juga menghilangkan kemungkinan terjadinya retak sepanjang batas pertemuan antara serat dan matrik. Oleh sebab itu bahan komposit serat kontinyu sangat kuat dan liat jika dibandingkan dengan komposit serat tidak kontinyu. Tetapi adakalanya komposit yang diperkuat dengan serat pendek akan menghasilkan kekuatan yang lebih besar daripada yang diperkuat dengan serat panjang, yaitu dengan cara pemasangan orientasi pada arah optimum yang dapat ditahan serat.
2.1.5.3 Komposisi dan Bentuk Serat
Berdasarkan bentuk, secara umum serat penguat mempunyai bentuk penampang lingkaran, segitiga, heksagonal atau bentuk yang lain, misalnya bujur sangkar. Diameter suatu serat tergantung pada bahannya, dan bervariasi. Kekuatan serat juga dapat dilihat dari diameter serat itu sendiri. Diameter serat yang semakin kecil maka pertambahan kekuatan semakin cepat, namun sebaliknya pertambahan diameter akan mengakibatkan kekuatan semakin berkurang. Perbandingan antara panjang dan diameter serat harus cukup besar, hal ini agar tegangan geser yang terjadi pada permukaan antar serat dan matrik kecil.
Berdasarkan komposisinya, serat yang digunakan sebagai bahan penguat komposit dibedakan menjadi:
23 2. Serat anorganik, yaitu serat yang dibuat dari bahan-bahan anorganik,
misalnya glass dan keramik. Adapun serat yang mempunyai kekuatan tinggi dan tahan panas (hybrid fiber).
2.1.5.4 Faktor Matrik
Sebagai bahan pengikat dalam pembuatan komposit, matrik dibedakan menjadi bermacam-macam jenis. Dari berbagai macam jenis yang ada, matrik tersebut mempunyai fungsi yang sama yaitu:
1. Sebagai transfer beban, yaitu dengan mendistribusikan beban ke serat yang memiliki modulus kekuatan yang lebih tinggi.
2. Sebagai pengikat fase serat pada posisinya. Pada proses pembuatan komposit, matrik harus mempunyai sifat adhesi yang baik untuk menghasilkan struktur komposit yang baik. Jika sifat adhesinya kurang baik, maka transfer beban tidak sempurna dan menyebabkan kegagalan berupa lepasnya ikatan antara matrik dengan serat (debounding failure).
3. Melindungi permukaan serat, permukaan serat cenderung mengalami abrasi yang diakbatkan oleh perlakuan secara mekanik, misalnya gesekan antar serat
2.1.5.5 Fase Ikatan
24
2.1.5.6 Suhu Curing
Pengaruh suhu pada polimer pada proses curing sangat besar. Apabila semakin tinggi suhu pada komposit maka akan mempengaruhi pada kekuatan tariknya yang akan meningkat pula. Tetapi pada regangan akan mengalami penurunan. Suhu curing pada polimer perlu dilakukan untuk meningkatkan kekuatan pada komposit. Kekuatan pada komposit dapat meningkat karena reaksi yang terjadi pada komposit akan lebih sempurna. Suhu curing maksimum dapat terjadi tergantung pada jenis polimer yang digunakan.
2.1.6 Mekanika Komposit
Sifat mekanik bahan komposit berbeda dengan sifat bahan teknik konvensional lainnya. Tidak seperti bahan teknik lainnya yang pada umumnya memiliki sifat homogen dan isotropik. Komposit memiliki sifat yang heterogen dan anisotropik, sifat heterogen komposit terjadi karena komposit tersusun atas dua atau lebih bahan yang mempunyai sifat-sifat mekanis yang berbeda sedangkan sifat anisotropik yaitu sifat bahan antara satu lokasi dengan lokasi lainnya mempunyai sifat yang berbeda tergantung pada pengukuran yang dilakukan. Sifat- sifat komposit ditentukan oleh tiga faktor, yaitu:
a. Phase matrik dan phase reinforcing sebagai penyusun komposit.
b. Bentuk geometri dari penyusun komposit. c. Interaksi antar phase penyusun komposit.
25
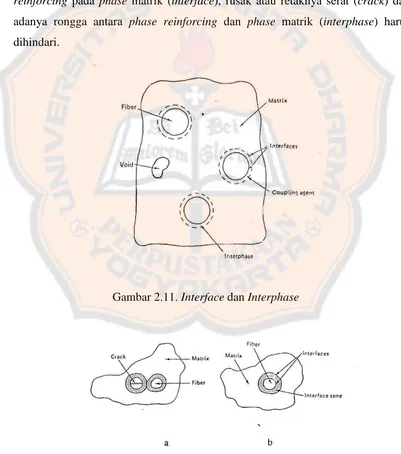
2.1.7 Kaidah Pencampuran Komposit (Rules of Mixture)
Dalam pemilihan bahan komposit, haruslah dipilih kombinasi yang optimum dari sifat masing-masing bahan penyusunnya. Pencampuran dengan kombinasi yang optimum akan menghasilkan komposit dengan unjuk kerja yang baik pula. Sifat-sifat komposit ditentukan oleh phase matrik dan phase reinforcing sebagai bahan penyusunnya, bentuk geometri bahan penyusunnya serta interaksi antar phase penyusun komposit. Rongga udara (void), tidak merekatnya phase
reinforcing pada phase matrik (interface), rusak atau retaknya serat (crack) dan
adanya rongga antara phase reinforcing dan phase matrik (interphase) harus dihindari.
Gambar 2.11. Interface dan Interphase
[image:47.595.100.501.265.719.2]
26 Bahan komposit dibuat untuk memperbaiki sifat-sifat dari bahan penyusunnya. Komposit meningkatkan kekuatan tarik matrik dan mengurangi regangan matrik. Komposit juga menurunkan kekuatan tarik serat dan meningkatkan regangan serat. Serat yang bersifat getas tetapi memiliki kekuatan tarik yang tinggi dipadukan dengan matrik yang memiliki kekuatan tarik rendah dan regangan yang besar. Perpaduan tersebut menciptakan suatu bahan yang memiliki sifat-sifat yang lebih baik.
Perbaikan sifat-sifat inilah yang membuat komposit banyak digunakan sebagai bahan yang digunakan dalam bidang teknik dan industri. Perpaduan bahan-bahan terus dilakukan untuk mendapatkan bahan baru yang mempunyai sifat-sifat lebih baik dari bahan-bahan yang sudah ada.
Dibawah ini adalah perhitungan tentang bahan komposit: a. Massa Komposit (mc)
�� = ��+ �� (2.1)
Dengan: mm = massa matrik mr = massa reinforcing b. Volume komposit (Vc)
�� = ��+ ��+ �� (2.2)
Dengan: Vm = volume matrik Vr = volume reinforcing
Vv = volume voids (rongga, cacat)
c. Kerapatan komposit (ρc)
�� =��� � = ��+ �� �� = ��× �� + ��× �� �� (2.3) Dengan: ρm = kerapatan matrik
ρr = kerapatan reinforcing
atau:
�� = ��× �� + ��× �� (2.4)
Dengan: �� = ��
�� dan �� =
��
27
2.1.8 Rumus Perhitungan Tegangan dan Regangan
Pada pengujian tarik yang dilakukan, hasilnya berupa print-out grafik hubungan beban dan pertambahan panjang. Untuk menghitung besarnya kekuatan tarik dari pengujian tersebut, maka rumus yang digunakan adalah rumus tegangan, yaitu:
� =
��(2.6)
Dimana: σ = kekuatan tarik (kg/mm2) P = beban (kg)
A = luas penampang (mm2) = lebar x tebal
Hasil dari pengujian tarik juga dapat digunakan untuk mencari regangan dari benda uji, yaitu dengan menggunakan rumus:
� =∆���× % (2.7) Dimana: ε = regangan (%)
ΔL = pertambahan panjang (mm) Lo = panjang mula-mula (mm)
2.1.9 Kerusakan Pada Komposit
Pada umumnya ada tiga macam pembebanan yang menyebabkan rusaknya suatu bahan komposit, yaitu pembebanan tarik tekan baik dalam arah longitudinal maupun transversal, serta geser.
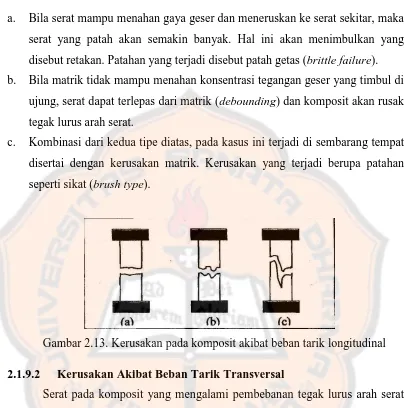
2.1.9.1 Kerusakan Akibat Beban Tarik Longitudinal
28 a. Bila serat mampu menahan gaya geser dan meneruskan ke serat sekitar, maka
serat yang patah akan semakin banyak. Hal ini akan menimbulkan yang disebut retakan. Patahan yang terjadi disebut patah getas (brittle failure). b. Bila matrik tidak mampu menahan konsentrasi tegangan geser yang timbul di
ujung, serat dapat terlepas dari matrik (debounding) dan komposit akan rusak tegak lurus arah serat.
c. Kombinasi dari kedua tipe diatas, pada kasus ini terjadi di sembarang tempat disertai dengan kerusakan matrik. Kerusakan yang terjadi berupa patahan seperti sikat (brush type).
[image:50.595.106.510.102.510.2]
Gambar 2.13. Kerusakan pada komposit akibat beban tarik longitudinal
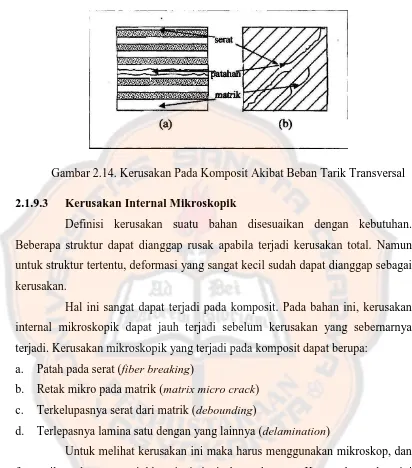
2.1.9.2 Kerusakan Akibat Beban Tarik Transversal
Serat pada komposit yang mengalami pembebanan tegak lurus arah serat (transversal), akan mengalami konsentrasi tegangan pada interface antar serat dan matrik itu sendiri. Oleh karena itu, bahan komposit yang mengalami beban transversal akan mengalami kerusakan pada interface. Kerusakan transversal ini juga dapat terjadi pada komposit dengan jenis serat acak dan lemah dalam arah transversal. dengan demikian, kerusakan akibat beban tarik transversal terjadi karena:
a. Kegagalan tarik matrik
29
Gambar 2.14. Kerusakan Pada Komposit Akibat Beban Tarik Transversal
2.1.9.3 Kerusakan Internal Mikroskopik
Definisi kerusakan suatu bahan disesuaikan dengan kebutuhan. Beberapa struktur dapat dianggap rusak apabila terjadi kerusakan total. Namun untuk struktur tertentu, deformasi yang sangat kecil sudah dapat dianggap sebagai kerusakan.
Hal ini sangat dapat terjadi pada komposit. Pada bahan ini, kerusakan internal mikroskopik dapat jauh terjadi sebelum kerusakan yang sebernarnya terjadi. Kerusakan mikroskopik yang terjadi pada komposit dapat berupa:
a. Patah pada serat (fiber breaking)
b. Retak mikro pada matrik (matrix micro crack) c. Terkelupasnya serat dari matrik (debounding)
d. Terlepasnya lamina satu dengan yang lainnya (delamination)
30
2.1.10 Proses Curing
Proses curing adalah proses pengeringan bahan-bahan penyusun komposit yang sedang dibuat. Kecepatan dari proses curing ini berbeda-beda tergantung dari katalis dan temperatur lingkungan sekitar dicetaknya bahan komposit tersebut. Diharapkan pada proses curing tersebut dapat mengurangi rongga yang ada di dalam komposit dan merata pada seluruh bagian dari bahan komposit sehingga komposit yang dihasilkan berkualitas baik. Terdapat beberapa macam proses curing, antara lain: oven, minyak panas, lampu, uap panas, autoclave,
microwave, dan beberapa proses curing yang lain.
2.1.10.1 Oven
Oven dengan gas dan oven dengan listrik bersikulasi udara adalah model umum yang umum digunakan. Model ini tergolong mahal dan dapat digunakan dalam skala besar. Beberapa tekanan sering ditambahkan dalam proses ini dengan
shrink tape atau dengan sebuah kantong vakum. Energi yang digunakan jelas
lebih besar dibanding proses curing yang lain. Hal ini disebabkan karena energi dipakai untuk memanaskan seluruh ruang termasuk udara, cashing, penyangga oven bahkan lantai juga ikut terkena panas.
2.1.10.2 Minyak Panas
Metode dengan minyak panas ini sering dipakai pada komposit atau matrik dengan waktu sangat cepat, biasanya membutuhkan waktu kurang dari 15 menit. Minyak panas digunakan untuk mendapatkan pemanasan yang sangat cepat pada lapisan dan mengurangi kebutuhan akan proses curing dengan metode oven. Suhu
curing pada metode ini berkisar antara 150-240°C.
2.1.10.3 Lampu
31 Metode lain dari proses ini adalah pulsed xenon lamp yang digunakan pada komposit dengan katalis yang peka cahaya. Dapat juga digunakan lampu infra merah, meskipun metode ini jarang digunakan.
2.1.10.4 Uap Panas (Steam)
Metode curing ini menggunakan uap panas sebagai penyedia panas. Dalam proses ini digunakan beberapa saluran pipa untuk sirkulasi air dan uap. Pada ujung mandrel (alat penggulung serat) terdapat alat pengatur jalan uap dan air. Setelah katup dibuka, uap panas mengalir dan disirkulasikan melalui mandrel berongga (hollow mandrel) untuk melakukan curing. Setelah proses curing selesai, air dingin dialirkan untuk mendinginkan mandrel.
2.1.10.5 Autoclave
Untuk mendapatkan komposit berkualitas baik yang akan digunakan pada pesawat luar angkasa maka perlu memakai proses curing autoclave, dengan bantuan ruang hampa udara (vacuum). Meskipun tidak digunakan untuk produksi massal, metode ini mampu menghasilkan tekanan 1,4-2,1 Mpa dan temperatur sekitar 371oC. Kelemahan dari proses ini adalah lamanya proses curing dan tidak cocok untuk produksi misal dan jarang digunakan.
2.1.10.6 Microwave
Penggunaan metode ini dapat memberikan keuntungan yang signifikan pada komposit terutama pada serat glass dan serat aramid (Kevlar). Panas dari
microwave diserap dengan cepat dan baik oleh matrik/resin maupun seratnya.
Energi yang digunakan dalam proses ini tidak sedikit dan membutuhkan biaya yang cukup besar. Proses curing dengan microwave ini tidak dapat digunakan untuk bahan yang bersifat konduktif, seperti serat karbon.
2.1.10.7 Proses Curing Yang Lain
Proses curing yang lain biasanya menggunakan electron beam, laser, radio
frequency (FR) energy, ultrasonic, dan induction curing. Proses-proses ini
32
2.1.11 Glass Temperature Transition
Glass temperature transition adalah salah satu sifat penting dari epoksi
dan merupakan daerah dimana suhu transisi polimer dari bahan glass yang keras ke bahan yang elastis. Karena epoksi adalah material thermosetting dan bahan kimia yang memiliki crossed-link pada proses curing, maka pada akhir proses
curing, epoksi tidak meleleh atau reflow ketika dipanaskan (tidak seperti
termoplastik), tetapi mengalami sedikit perubahan fasa (melunak) pada temperatur tinggi.
33
2.2 Tinjauan Pustaka
Dionisius (2005) telah melakukan penelitian yang berjudul “Pengaruh Suhu Dan Lama Curing Terhadap Sifat Mekanis dan Fisis Komposit Matrik Polimer Dengan Penguat Serat E-glass Woven dan Matrik Justus 108” yang bertujuan untuk mengetahui kekuatan tarik dan regangan dari serat E-glass dan matrik Justus 108, melihat perubahan yang terjadi akibat variasi suhu dan lama
curing terhadap sifat mekanis dan fisis komposit berpenguat serat. Pengujian pada
penelitian ini meliputi pengujian tarik dan struktur mikro. Kesimpulan yang didapat dari penelitian tersebut adalah kekuatan tarik maksimal sebesar 24,2 kg/mm2 dihasilkan pada suhu 105oC dengan lama waktu pemanasan 30 menit, kekuatan tarik terkecil sebesar 21,63 kg/mm2 dihasilkan pada suhu 90oC dengan lama waktu pemanasan 30 menit, regangan tertingi sebesar 2,8% dihasilkan pada suhu 55oC dengan lama waktu pemanasan 60 menit, regangan terendah sebesar 2,5% dihasilkan pada suhu 65oC dan 105oC dengan lama waktu pemanasan 60 menit.
34 Wijaya (2006) telah melakukan penelitian yang berjudul “Pengaruh Suhu Curing Terhadap Sifat Mekanis dan Fisis Komposit Polimer (E-glass dan Arindo 3210)” yang bertujuan untuk mengetahui kekuatan tarik dan regangan dari matrik pengikat dan serat, serta untuk mengetahui dan membandingkan kekuatan tarik dan regangan serta struktur mikro dari bahan komposit dengan variasi suhu
curing dan lama curing. Bahan yang digunakan serat E-glass dengan jenis
anyaman (woving yard), resin arindo 3210 dan katalis mepox dengan menggunakan standar uji untuk komposit berdasarkan ASTM dan metode pembuatan komposit menggunakan metode hand lay-up. Kesimpulan yang diambil secara keseluruhan dari hasil penelitian tersebut adalah kekuatan tarik komposit untuk lama curing 60 menit menghasilkan kekuatan tarik tertinggi pada suhu 65oC sebesar 12 kg/mm2, kekuatan tarik komposit untuk lama curing 30 menit pada suhu 90oC menghasilkan kekuatan tarik sebesar 10,170 kg/mm2, regangan tertinggi untuk lama curing 60 menit didapatkan pada suhu 105oC sebesar 4,96%, regangan tertinggi untuk lama curing 30 menit didapatkan pada suhu 120oC sebesar 4,36%, dan peningkatan pada suhu curing dapat meningkatkan kekuatan tarik dan regangan pada komposit sampai pada batas suhu tertentu.
35
BAB III
METODE PENELITIAN
3.1. Skema Penelitian
Gambar 3.1 Skema Jalannya Penelitian Pembelian Bahan
Resin Epoksi
Serat E-Glass Katalis
Pembuatan Benda Uji: 1. Resin
2. Komposit dengan variasi lapisan 2-5 lapis
Curing
Pengujian: 1. Uji Tarik
Hasil Penelitian
Pembahasan
36
3.2. Persiapan Penelitian
Sebelum memulai pengujian, alat dan bahan untuk membuat benda uji perlu dipersiapkan terlebih dahulu. Proses persiapan ini dimulai membeli alat dan bahan yang diperlukan selama proses pembuatan sampai finishing, lalu mengukur seberapa banyak bahan yang akan dipakai untuk pembuatan benda uji dan terakhir pembuatan benda uji sampai pada proses curing.
3.2.1. Alat-alat Yang Digunakan
Alat-alat yang digunakan untuk membuat komposit berpenguat serat ini ditampilkan pada Gambar 3.2.
a. Timbangan digital b. Cetakan kaca 30 x 20 x 0,5 cm
37
e. Suntikan f. Spatula
g. Kikir dan Tanggem h. Sarung tangan karet
38
k. Penggaris dan Jangka sorong
l. Oven m. Termokopel
n. Mesin uji tarik o. Mesin Milling
39
3.2.2. Bahan-bahan Komposit Berpenguat Serat
Bahan-bahan yang dipakai dalam proses pembuatan benda uji komposit berpenguat serat adalah:
1. Serat E-glass
Serat yang dipakai dalam pembuatan benda uji komposit adalah serat E-glass.
Gambar 3.3 Serat E-glass
2. Resin Epoksi
Resin yang dipakai adalah resin epoksi.
40 3. Katalis
Dipakai sebagai media untuk mempercepat proses pengerasan dalam pembuatan komposit.
Gambar 3.5 Epoxy hardener
4. Acetone
41
Ga