APLIKASI PENDEKATAN LEAN SIX SIGMA UNTUK MENINGKATKAN
KUALITAS KUE MALKIST DI PT.X
Pembimbing:
1. Prof.Ir.Suparno,MSIE,PhD
Oleh:
Lilla Ayu Dyawara
Penguji:
1. Prof.Ir.Moses L.Singgih,Msc,Ph.D
2. Dr.Ir.Bambang Syairudin,MT
▸ Baca selengkapnya: untuk meningkatkan nilai gizi dan membantu mengempukan kue, maka dalam adonan kita tambahkan…….
(2)2. Metode Penelitian
1. Pendahuluan
3. Pengumpulan dan Pengolahan Data
4. Analisis dan Pembahasan
Banyaknya produk cacat (Defect) Menghambat proses lain (waiting in proses)
Perusahaan merugi
Lean Six
Sigma
Meminimalisir banyaknya pemborosan dan memperbaiki kualitas produk Malkist di PT.XLatar Belakang
Bulan Defect (Kg) Bahan Baku % Defect Oktober 2120.06 283071 0.75% November 959.95 145670 0.66% Desember 509.39 170869 0.30% RATA 2 1196.47 199870 0.57%•Berat Malkist per keping adalah 9 gram,
•harga jual perkeping kue Malkist Rp.500
•Rata-rata produk cacat perbulannya 1196,47 Kg,
•Kerugian perusahaan =((1196,47 x 1000/9) x Rp.500 = Rp.66.470.600.
Rumusan Masalah
Mengidentifikasi
pemborosan yang
terjadi serta bagaimana
cara menurunkan
banyaknya produk kue
malkist cacat dengan
pendekatan
Lean Six
Sigma
dan
meningkatkan kualitas
kue Malkist.
Tujuan Penelitian
Diperolehnya penurunan
defect
kue malkist dengan
pendekatan
Lean Six Sigma
Mengidentifikasi penyebab yang paling dominant
menimbulkan banyaknya pemborosan pada kue
Malkist.
Mengidentifikasi pemborosan (
waste
) yang terjadi di
PT.X Food
Mengidentifikasi area-area yang mempunyai peluang
besar untuk melakukan perbaikan
Manfaat Penelitian
Dengan menurunkan
defect
kue malkist khususnya sesuai
dengan standar yang ditetapkan maka diharapkan kerugian
setiap produksi bisa dikurangi atau dihindari
Dengan mengetahui penyebab yang paling dominant yang
menyebabkan
defect
kue malkist maka diharapkan dapat
lebih meningkatkan kualitas produk
Dengan mengetahui pemborosan yang terjadi, maka
diharapkan bisa segera melakukan perbaikan untuk
mengeliminasi pemborosan tersebut.
Batasan & Asumsi
Penelitian ini mengambil objek produk yang
dihasilkan oleh PT. X Food yakni produk Malkist
Identifikasi masalah kualitas yang terjadi hanya
pada inti proses produksinya.
Tidak adanya perubahan variasi prosedur yang
mendadak selama masa periode penelitian.
2. Metode Penelitian
1. Pendahuluan
3. Pengumpulan dan Pengolahan Data
4. Analisis dan Pembahasan
WAKTU &TEMPAT
•
PT. Garuda Food Putra-Putri Jaya
•
Agustus 2014 sampai selesai
Penelitian
Tools yang Digunakan
•
Value Stream Mapping
Value Stream Mapping
Metode untuk menciptakan suatu gambar dari keseluruhan aktivitas yang terjadi dalam sebuah perusahaan, mulai dari saat pelanggan menempatkan pesanan untuk suatu produk, hingga pelanggan telah menerima produk.
Tujuan dari VSM adalah untuk mengidentifikasi,mendemonstra sikan, dan menurunkan
pemborosan yang terjadi pada proses.
Metodologi Penelitian
Perumusan Masalah Dan
Tujuan Penelitian
Survey Lapangan Studi Pustaka
Pengumpulan Data
Pengolahan Data : ~ Tahap Define :
1. Value Stream Mapping 2. Diagram SIPOC
3. Brainstorming & Penyebaran Kuisioner ~ Tahap Measure
1. CTQ = Jumlah produk cacat pertotal output dalam satuan % 2. Perhitungan dalam kapabilitas proses
3. Kinerja Six Sigma
Analisa dan Intrepetasi Data : ~ Tahap Analyze :
1. Menentukan waste terbesar dan tools VALSAT 2. Membuat proses visual dengan pareto
3. FMEAP
4. Diagram sebab-akibat (RCA) ~ Tahap Improve
1. Membuat future state value stream mapping
2. Melakukan diskusi secara berkelompok dengan melibatkan semua pihak ~ Tahap Control :
1. Implementasi dari solusi perbaikan yang didapat 2. Memonitor keadaan proses agar tetap terkendali
Kesimpulan dan Saran Analisis dan Pembahasan
2. Metode Penelitian
1. Pendahuluan
3. Pengumpulan dan Pengolahan Data
4. Analisis dan Pembahasan
Proses Produksi
Ekstrak Malt Yeast Tepung Terigu Minyak Sayur Air
Coklat Cream 0-1 Pemasukan Bahan Mixing Fermentasi Sponge Mixing Fermentasi Dough Laminasi Dusting Gula Springkle Cutting Springkle Baking Malting Cooling Enrober Cooling Enrober 0-14 1-5 0-13 0-12 1-4 0-11 0-10 0-9 1-3 0-8 0-7 0-5 1-2 0-4 0-3 1-1 Packaging 0-6 0-2 Penyimpanan 10'’ 4'’ 150'’ 15'’ 90'’ 20'’ 5'’ 1'’ 15'’ 7'’ 9'’ 2'’ 7'’ 9'’
DEFINE
Data
Produk Cacat
VSM – Current State
Takt
Time
mencerminkan
kecepatan perputaran barang
dalam sekali produksi dalam
1 hari
Value Added Ratio
(VAR)
digunakan
untuk menganalisis berapa besar
nilai tambah yang ada dalam suatu
proses.
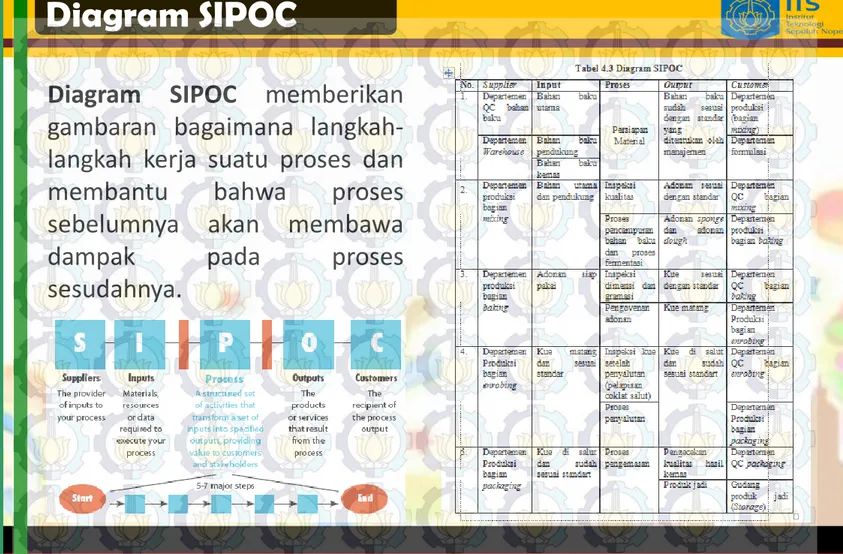
Diagram SIPOC
Diagram
SIPOC
memberikan
gambaran bagaimana
langkah-langkah kerja suatu proses dan
membantu
bahwa
proses
sebelumnya
akan
membawa
dampak
pada
proses
MEASURE
Uji Stabilitas Data
Uji stabilitas dimaksudkan untuk menjamin
karakter proses yang akan diteliti memiliki
proses yang stabil atau tidak
121 109 97 85 73 61 49 37 25 13 1 0.5 0.4 0.3 0.2 0.1 Observation In d iv id u a l V a lu e _ X=0.3090 UCL=0.4852 LCL=0.1328 121 109 97 85 73 61 49 37 25 13 1 0.20 0.15 0.10 0.05 0.00 Observation M o v in g R a n g e __ MR=0.0663 UCL=0.2165 LCL=0
I-MR Chart of RASIO KEHILANGAN BAHAN BAKU
Data berada dalam kondisi
stabil.
MEASURE
Uji Normalitas Data
Uji normalitas distribusi data digunakan untuk
memastikan bahwa data tersebut terdistribusi
normal sehingga dapat dikatakan kalau data
tersebut dapat mewakili populasi yang ada.
0.45 0.40 0.35 0.30 0.25 0.20 Median Mean 0.33 0.32 0.31 0.30 0.29 1st Quartile 0.25495 Median 0.31084 3rd Quartile 0.35847 Maximum 0.45700 0.29789 0.32002 0.28934 0.32854 0.05484 0.07063 A-Squared 0.68 P-Value 0.074 Mean 0.30896 StDev 0.06174 Variance 0.00381 Skewness 0.066986 Kurtosis -0.835766 N 122 Minimum 0.17223 Anderson-Darling Normality Test
95% Confidence Interval for Mean 95% Confidence Interval for Median 95% Confidence Interval for StDev
95% Confidence Intervals
Summary for RASIO KEHILANGAN BAHAN BAKU
0.5 0.4 0.3 0.2 0.1 99.9 99 95 90 80 70 60 50 40 30 20 10 5 1 0.1
RASIO KEHILANGAN BAHAN BAKU
P e rc e n t Mean 0.3090 StDev 0.06174 N 122 AD 0.681 P-Value 0.074
Probability Plot of RASIO KEHILANGAN BAHAN BAKU
MEASURE
Kapabilitas Proses
Ukuran statistik dari kemampuan proses
untuk menghasilkan produk yang memenuhi
spesifikasi.
0.45 0.40 0.35 0.30 0.25 0.20 0.15 LSL Target USL LSL 0.1328 Target 0.22 USL 0.4852 Sample Mean 0.308957 Sample N 122 StDev(Within) 0.0587332 StDev(Overall) 0.0617356 Process Data Cp 1.00 CPL 1.00 CPU 1.00 Cpk 1.00 Pp 0.95 PPL 0.95 PPU 0.95 Ppk 0.95 Cpm 0.27 Overall Capability Potential (Within) CapabilityPPM < LSL 0.00 PPM > USL 0.00 PPM Total 0.00 Observed Performance PPM < LSL 1353.09 PPM > USL 1346.64 PPM Total 2699.73 Exp. Within Performance
PPM < LSL 2162.62 PPM > USL 2153.21 PPM Total 4315.83 Exp. Overall Performance
Within Overall
RASIO KEHILANGAN BAHAN BAKU
Cpm lebih kecil dari 1
(Cpm<1)
.
Hal
ini
menunjukkan
bahwasanya
kemampuan
yang dimiliki proses untuk
beroperasi
dalam
batas
target kualitas masih sangat
rendah.
Proses
masih
berpeluang
untuk
beroperasi diluar target yang
telah ditentukan (Aquilano,
1998)
MEASURE
Pengukuran
Kinerja Sigma
rata-rata proses produksi dilakukan dengan memproduksi 20 ton atau 20.000Kg bahan baku per hari, maka defect yang akan dihasilkan adalah sebesar 0.4852 x 20.000 = 9704Kg akan hilang. Jika hal ini dikalikan kesempatan 2200 operasi makan akan menghasilkan 21.348.800 kg atau perusahaan akan mengalami kerugian sebesar Rp.42.697.600,- (1 bungkus malkist = 10 gr dengan HPP Rp.200.-). Dari perhitungan ini dapat dilihat pentingnya perbaikan proses untuk menghilangkan presentase kehilangan bahan baku yang dapat
mengakibatkan kerugian yang besar bagi
perusahaan.
Pengukuran
Kinerja Sigma
MEASURE
Hasil Identifikasi
Waste Workshop
Waste
Workshop
bertujuan
mendapatkan
kerangka beserta bobot pemborosan yang terjadi.
Penyebaran kuisioner dilakukan secara
person-to-person
pada tiap bagian yang berinteraksi
langsung dengan sistem pengamatan.
No Waste Responden Rata-rata Ranking 1 2 3 4 5 6 7 1 Defect 4 4 5 5 5 5 5 4.71 1 2 Transportion 4 5 4 3 4 5 5 4.28 2 3 Waiting 3 3 3 2 3 3 2 2.71 3 4 Over Production 3 3 2 2 2 3 3 2.57 4 5 Unnecessary Inventories 2 2 3 3 2 2 2 2.28 5 6 Inapropriate Proses 2 2 2 3 2 2 2 2.14 6 7 Unnecessary Motion 2 3 1 2 2 2 2 2.00 7
MEASURE
Pemilihan
Tools Valsat
Bobot yang diperoleh dari hasil
waste workshop
kemudian dikalikan dengan korelasi
tools
dengan
waste
sehingga diperoleh skor untuk
setiap
tools
yang ada pada Valsat
. Nilai skor
terbesar menetukan
tools
yang akan digunakan
MEASURE
Process
Activity Mapping
Dari tabel ini akan didapatkan proporsi jumlah
aktivitas dan waktu tiap tipe aktivitas.
Operasi dan
inspeksi adalah aktivitas yang bernilai tambah (VA
),
sedangkan
transportasi
dan
storage
adalah
aktivitas yang tidak bernilai tambah namun
diperlukan (NNVA)
.
Delay
adalah aktivitas tidak
bernilai tambah (NVA).
Tipe Aktivitas Aktivitas Waktu VA NNVA NVA Jumlah (%) Jumlah (Minute) (%) Operation 17 56.67 293.75 77.96 293.75 - -Transportation 5 16.67 30 7.96 - 30 -Inspection 5 16.67 21 5.57 21 - -Storege 1 3.33 0 0 - - -Delay 2 6.67 32 8.5 - - 32 Jumlah 30 100 376.75 100 314.75 30 32
MEASURE
Supply Chain
Response Matrix
Dengan
tool
ini akan lebih memudahkan untuk
mengetahui pada area mana aliran distribusi dapat
direduksi
lead time-
-nya dan dikurangi jumlah
persediaannya.
7 Gudang Bahan
Baku Produksi Gudang Bahan Jadi
Cummulative Inventory
Cummulative Lead time
7,85 10.85 1.22 2.08 3.08 Total = 13.93 hari 3.08 hari 10.85 hari
2. Metode Penelitian
1. Pendahuluan
3. Pengumpulan dan Pengolahan Data
4. Analisis dan Pembahasan
Analyze
Analisis Pareto
Setelah
diketahui
bahwasanya
waste
yang
mengakibatkan pemborosan adalah banyaknya
cacat
(
defect
)
yang
terjadi
maka
untuk
memperjelas dilakukan analisa dengan diagram
pareto
Analyze
FMEAP
FMEAP digunakan untuk mengidentifikasi seluruh modus kegagalan proses yang potensial dan mengevaluasi pengaruh serta kemungkinan terjadinya. FMEAP ini berguna untuk menganalisis prioritas resiko dan menetukan tindakan yang sesuai.
No Proses Potential Failure Mode RPN Action Plan
1 Pengovenan kepingan kue
Dimensi kue tidak
sesuai 560 Perbaikan skill operator, perbaikan dengan menstabilkan suhu oven, perbaikan pembakaran tiap zona (4 zona)
Warna kue tidak
standart 504
2 Pemasukan bahan sponge
pada troly Kelengkapan bahan 280
Pemberian check listpada proses penuangan bahan , peningkatan skilloperator. Pemantauan secara berkala oleh QC
3 Waiting In ProcesKue tersalut
Kue tidak tertutup
Root Cause Analysis
No Waste Root Cause
1 Defect Kue gosong diakibatkan oleh suhu oven yang tidak stabil Proses produksi yang tidak sesuai
Kurang responsifnya penanganan masalah yang terjadi
2 Transportion Jarak antara lini produksi terlalu jauh disebabkan oleh layout yang kurang baik Penggiriman kue ke lini lain dilakukan secara manual
3 Over Production Terbatasnya gudang produk jadi mengakibatkan penumpakan produk di area produksi Jumlah bahan melebihi produksi yang sudah direncanakan
5 Unnecessary Inventories
Terdapat WIP antar proses
Penumpukan produk jadi di area produksi
6 Inapropriate Proses
Metode kerja yang salah dengan melakukan operasi yang beulang-ulang
Standar proses sebelumnya tidak sesuai sehingga terdapat penambahan pada proses sesudahnya
7 Unnecessary Motion
Tempat kerja kurang ergonomis Metode kerja yang tidak standar
Cause-Effect Diagram
Pada analisa FMEAP diketahui penyebab utama
defect adalah banyaknya WIP antar proses yang mempengaruhi kualitas produk dan ketidak lengkapan bahan baku pada saat pembuatan adonan. Berdasarkan hasil tersebut, ditentukan faktor penyebab terjadinya defect tersebut dengan melakukan brainstorming dengan menggunakancause-effect diagram
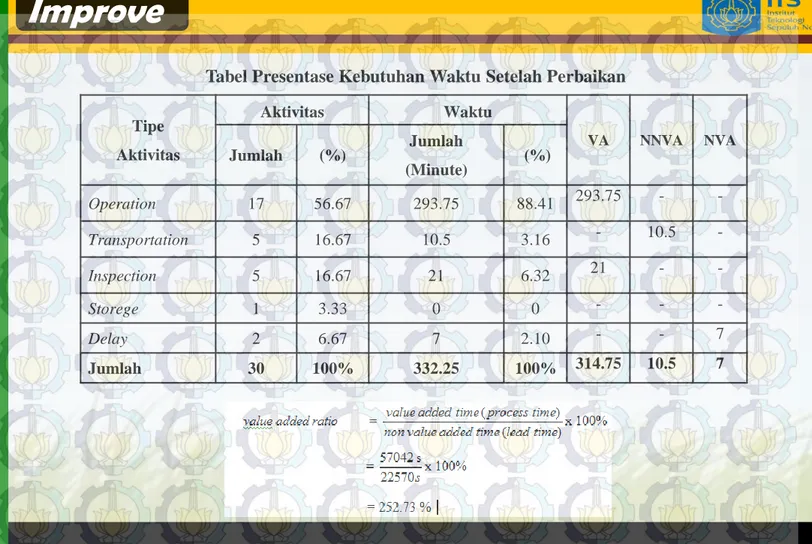
Improve
Tipe Aktivitas Aktivitas Waktu VA NNVA NVA Jumlah (%) Jumlah (Minute) (%) Operation 17 56.67 293.75 88.41 293.75 - -Transportation 5 16.67 10.5 3.16 - 10.5 -Inspection 5 16.67 21 6.32 21 - -Storege 1 3.33 0 0 - - -Delay 2 6.67 7 2.10 - - 7 Jumlah 30 100% 332.25 100% 314.75 10.5 7Control
Program untuk
Seluruh karyawan
Pada tahap ini dilakukan pengendalian terhadap proses setelah dilakukan tindakan perbaikan dengan cara membuat mekanisme control sehingga setiap proses dapat dikendalikan dan diharapkan cacat yang terjadi tidak terulang lagi. Untuk memantau control proses dapat dibuat beberapa hal berikut ini :
Suggestion
System
Small Group
Activity
TPM
Basic
Improvement
Control
Program
Training
&
Refreshment
Program ini bertujuan meningkatkan pemahaman dan memberikan penyegaran mengenai
troubleshooting dan instruksi kerja proses. Hal ini
sebagai bekal pekerja untuk meningkatkan kualitas produk. Maka dari itu semua karyawan harus mengikuti traning program tersebut meliputi 5R, GMP, HACCP, ISO 9001 dan ISO 20200 sebagai cara meningkatkan kualitas dengan baik. Program ini diikuti oleh Supervisor Produksi, Quality Control
Produksi, Grup Team Leader dan Team Leader
Produksi, Grup Team Leader dan Team Leader
Quality Control, Operator Produksi dan yang
2. Metode Penelitian
1. Pendahuluan
3. Pengumpulan dan Pengolahan Data
4. Analisis dan Pembahasan
Kesimpulan
1. Berdasarkan penelitian, didapatkan jenis pemborosan yang paling sering terjadi adalahDefect(4,71),Transportation(4,28) dan Waiting(2,71).
2. Level sigma kinerja PT.X yang telah dicapai saat ini adalah 4,34 sigma. Walaupun terbilang baik, namun belum cukup bagus untuk mengatasi masalah kualitas. Bagian proses yang menjadi sumber masalah kualitas tersebut adalah pada proses pengovenan kue (RPN = 560) yang menyebabkan kue gosong sehingga menimbulkan tingginyadefect serta pemborosan yang terjadi di PT.X
3. Value added ratio (VAR) sebelum perbaikan sebesar 77,67 % dengan total
keseluruhan proses sebesar 376,75 menit sedangkan setelah penerapan perbaikan nilai VAR meningkat sebesar 252,73% dengan total keseluruhan proses 332,25 menit. 4. Dari penggunaan Mapping Tools Process Activity Mapping dapat diketahui bahwasanya aktivitas delay (8,5 %) dan transportation (7,96%) memiliki proporsi waktu terbesar kedua dan ketiga setelah aktivitas proses dimana aktivitas ini termasuk aktivitas non added value. Setelah perbaikan dilakukan proporsi waktu aktivitas transportation menjadi 3,16% dan proporsi waktu aktivitas delay menjadi 2,10%.