SINTEK VOL 7 NO 2 Page 8
PENYESUAIAN
TOOL DIES
EVO 023 W12 PADA MESIN
BENDING UNTUK UKURAN 25 MM MENJADI 20 MM
Fadwah Maghfurah,ST,MM,MT1,.Bayu Putra Trianto2
Lecture1,College student2,Departement of machine, Faculty of Engineering, University Muhammadiyah Jakarta, Jalan Cempaka Putih Tengah 27 Jakarta Pusat
10510, Tlp 021-4244016,4256024, email : [email protected]
ABSTRAK
Penyesuaian Tool Dies EVO 023 W12 Pada Mesin Bending Untuk Ukuran 25 mm Menjadi 20 mm. Mesin bending TruBend 5085 adalah mesin buatan TRUMPF yang memiliki fungsi lebih banyak. Mesin ini dapat mengerjakan pekerjaan menekuk, mengoverlapping, dan melipat material plat. Untuk memaksimalkan fungsi dari peralatan yang digunakan diperlukan modifikasi pada peralatan tersebut. Kegiatan memodifikasi tool dies ukuran 25 mm menjadi 20 mm dilatar belakangi dengan tidak tersedianya tool dies yang memiliki ukuran 20 mm. Modifikasi ini dilakukan dengan merubah ukuran dies yang terkecil yaitu 25 mm. Modifikasi ini tidak merubah komponen-komponen pada mesin tetapi hanya mengurangi ukuran sehingga tool dies yang dimodifikasi berfungsi dengan maksimal. Disamping itu juga perlu diperhitungkan dalam pengerjaannya cukup aman, ekonomis, dan praktis. Dengan terselesaikannya modifikasi ini maka kegiatan proses produksi dapat berjalan dengan lancar.
Kata kunci : Modifikasi, mesin bending TruBend 5085, tool dies. 1. PENDAHULUAN
PT Siemens Indonesia Jakarta yang bergerak di bidang industri mempunyai permasalahan dalam proses penekukan salah satu material yang terdapat pada sebuah produk yang dihasilkan. Adapun hal yang harus kita lakukan yaitu dengan cara memodifikasi peralatan yang sudah ada agar proses penekukan dapat dilakukan dengan baik. Karena dengan proses produksi yang tepat maka akan menekan biaya proses sehingga harga jual produk juga dapat ditekan untuk bersaing dengan kompetitor lainnya. Pada proses penekukannya ada salah satu material yang tidak dapat di tekuk dikarenakan dimensi material tersebut memiliki ukuran kurang dari 25 mm dan proses yang di tekuk berada di tengah-tengah material tersebut. Oleh karena itu, ada peralatan yang dimensinya harus dirubah kurang dari 25 mm. Perubahan ukuran dimensi yang dilakukan pada peralatan dikarenakan ukuran minimal alat yang digunakan adalah 25 mm.
SINTEK VOL 7 NO 2 Page 9 2.DIAGRAM ALIR
Persiapan Dies 25 mm dan Alat(
Gerinda, Sigmat, dan APD )
Perhitungan Dimensi Lebar Dies Menjadi 20 mm ( 25x20x100 )
Rekonsiliasi ( Pengukuran Ulang ) Proses Gerinda ( Pembentukan Dies )
Test Komposisi Dies
Test Komposisi Material Plat CRS Standard Hardness Die
MaterialPlat CRS Start
Test Hardness Dies dan Material Plat CRS
Gaya Tekan 10 Bar Sudut 90° Material Type SPCD
SINTEK VOL 7 NO 2 Page 10 3.METODE PENELITIANS
Dengan melakukan pengujian kekerasan logam pada 5 titik di laboratorium tehnik mesin untuk mengetahui kekuatan logam dari sebuah dies dan material plat yang akan ditekuk menggunakan mesin bending TruBend 5085. Dimana dies harus lebih keras dibandingkan material plat yang akan ditekuk.
Gambar 3.1 Pengujian Kekerasan Pada Dies ( gambar 3.4 ) Stop End Dimensi ( 25x20x100 ) Test Hardness 1=29,2 ; 2=32,8 ; 3=32,6 ; 4=33,3 ; 5=30,1 ( HRC ) Komposisi Material
SINTEK VOL 7 NO 2 Page 11 Gambar 3.2 Pengujian Kekerasan Pada Material Plat ( gambar 3.5 )
Dari pengujian kekerasan logam yang dilakukan peneliti didapat hasil sebagai berikut
Tabel 3.1Test Hardness Dies
Dies EVO 023 W12
No. pengetesan Hardness ( Rockwell C )
1 29,2 HRC
2 32,8 HRC
3 32,6 HRC
4 33,3 HRC
5 30.1 HRC
Tabel 3.2 Test Hardness Material Plat CRS ( Tabel 3.2 )
Material Plat CRS
No. pengetesan Hardness ( Rockwell B )
1 31,4 HRB
2 32,3 HRB
3 32,3 HRB
4 32,6 HRB
SINTEK VOL 7 NO 2 Page 12 4. DATA HASIL PENELITIAN
4.1 Perhitungan Dimensi Lebar Dies menjadi 20 mm ( 25x20x100 ) Dikarenakan tidak dapat dikerjakannya sebuah material plat pada proses penekukannya maka harus dilakukan modifikasi dies dengan dimensi 25 mm menjadi 20 mm. Hal tersebut dilakukan karena material plat yang dikerjakan mempunyai dimensi kurang dari 25 mm. Dilakukannya modifikasi pada dies tersebut agar material plat dapat dikerjakan ( ditekuk ). Perhitungan dimensi yang dilakukan sebelum dan sesudah dimodifikasi oleh peneliti sebagai berikut :
Dimensi sebelum dimodifikasi Panjang : 25 mm Lebar : 25 mm Tinggi : 100 mm Dimensi sesudah dimodifikasi
Panjang : 25 mm ( tetap ) Lebar : 20 mm ( modifikasi ) Tinggi : 100 mm ( tetap )
Jadi perubahan dimensi yang dimodifikasi hanya pada dimensi lebarnya saja. Panjang : 25 mm ± 0 mm = 25 mm
Lebar : 25 mm ± 5 mm = 20 mm Tinggi : 100 mm ± 0 mm = 100 mm
Penelitian dilakukan pada perubahan dimensi lebar dari 25 mm menjadi 20 mm, sehingga hanya melakukan pengurangan dimensi sebesar 5 mm. Setelah itu proses berikutnya adalah penggerindaan.
4.2 Rekonsiliasi ( Pengukuran Ulang )
Setelah melakukan proses gerinda dapat dilakukan rekonsiliasi ( pengukuran ulang ) dimensi pada dies yang dimodifikasi dengan menggunakan sigmat. Harus dilakukan pengukuran ulang agar dies yang dimodifikasi sesuai dengan dimensi yang peneliti perlukan yaitu dari 25 mm menjadi 20 mm.
SINTEK VOL 7 NO 2 Page 13 Gambar 4.2 Pengukuran Dies Sesudah Modifikasi
4.3 Standard Hardness Dies dan Material plat CRS
Dari beberapa banyak pengujian kekerasan logam diperoleh standard hardness sebagai berikut :
Tabel 4.1 Standard Hardness
Standard Hardness dies Standard Hardness material plat CRS
32 HRC 30 HRB
33 HRC 31 HRB
34 HRC 32 HRB
35 HRC 33 HRB
36 HRC 34 HRB
4.4 Test Hardness Dies dan Material Plat CRS
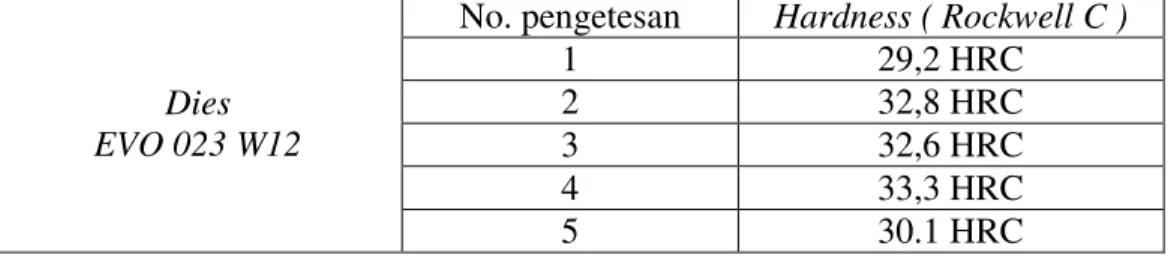
Dari pengujian kekerasan logam yang dilakukan peneliti didapat hasil sebagai berikut
Tabel 4.2 Test Hardness Dies
Dies EVO 023 W12
No. pengetesan Hardness ( Rockwell C )
1 29,2 HRC
2 32,8 HRC
3 32,6 HRC
4 33,3 HRC
5 30.1 HRC
Tabel 4.3 Test Hardness Material Plat CRS
Material Plat CRS
No. pengetesan Hardness ( Rockwell B )
1 31,4 HRB
2 32,3 HRB
3 32,3 HRB
4 32,6 HRB
SINTEK VOL 7 NO 2 Page 14 4.5.Test Komposisi Dies
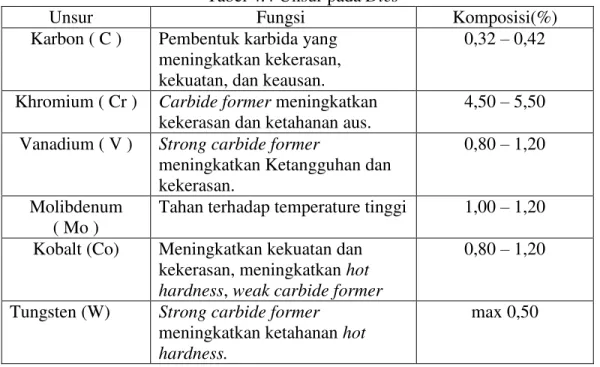
Beberapa unsur yang terdapat pada dies berikut fungsi dan komposisinya, dimana penelitian telah dilakukan pengujian komposisi dies. Dari pengujian komposisi dies yang dilakukan peneliti didapat hasil sebagai berikut :
Tabel 4.4 Unsur pada Dies
Unsur Fungsi Komposisi(%)
Karbon ( C ) Pembentuk karbida yang meningkatkan kekerasan, kekuatan, dan keausan.
0,32 ± 0,42
Khromium ( Cr ) Carbide former meningkatkan kekerasan dan ketahanan aus.
4,50 ± 5,50
Vanadium ( V ) Strong carbide former
meningkatkan Ketangguhan dan kekerasan.
0,80 ± 1,20
Molibdenum ( Mo )
Tahan terhadap temperature tinggi 1,00 ± 1,20
Kobalt (Co) Meningkatkan kekuatan dan kekerasan, meningkatkan hot hardness, weak carbide former
0,80 ± 1,20
Tungsten (W) Strong carbide former meningkatkan ketahanan hot hardness.
max 0,50
4.6Test Komposisi Material Plat CRS
Beberapa unsur yang terdapat pada plat CRS berikut fungsi dan komposisinya, dimana peneliti telah melakukan pengujian komposisi Material Plat CRS.Dari pengujian komposisi Material Plat CRS yang dilakukan peneliti didapat hasil sebagai berikut :
Tabel 4.5 Unsur pada material plat CRS
Unsur Fungsi Komposisi(%)
Karbon ( C ) Pembentuk karbida yang meningkatkan kekerasan, kekuatan, dan keausan.
0,90 ± 1,45
Silikon ( Si ) Carbide former meningkatkan kekerasan dan ketahanan aus.
4,50 ± 5,50
Mangan ( Mn ) Strong carbide former
meningkatkan Ketangguhan dan kekerasan.
0,80 ± 1,20
Posfor ( P ) Tahan terhadap temperature tinggi 1,00 ± 1,20
Sulfur ( S ) Meningkatkan kekuatan dan kekerasan, meningkatkan hot hardness, weak carbide former
SINTEK VOL 7 NO 2 Page 15 4.7 Gaya Tekan 10 Bar, Sudut penekukan 90°, Material DiesType SPCD
Pada proses penekukan diperlukan gaya sebesar 10 Bar agar material plat CRS yang dikerjakan dapat ditekuk sesuai yang diinginkan peneliti. Adapun sudut penekukan yang diinginkan peneliti sebesar 90° ( siku ). Sedangkan material dies yang digunakan adalah material dies type SPCD.
4.8 Dimensi ( 25x20x100 ), Hardness 1=29,2 ; 2=32,8 ; 3=32,6 ; 4=33,3 ; 5=30,1 ( HRC ), Komposisi Material
Setelah dilakukan modifikasi didapat perubahan dimensi panjang 25 mm ( tetap ), lebar 20 mm ( modifikasi ), dan tinggi 100 mm ( tetap ). Peneliti hanya melakukan modifikasi pada dimensi lebar saja. Peneliti juga melakukan pengujian kekerasan logam dengan menggunakan test hardness pada 5 titik yang berbeda. Hasil pengujian kekerasan logam yang didapat sebagai berikut :
Tabel 4.6 Test Hardness Dies
Dies EVO 023 W12
No. pengetesan Hardness ( Rockwell C )
1 29,2 HRC 2 32,8 HRC 3 32,6 HRC 4 33,3 HRC 5 30.1 HRC 5.1 KESIMPULAN
a. Adanya dies EVO 023 W12 yang dimodifikasi, karena pada salah satu perusahaan di Jakarta yang bergerak dibidang manufaktur mengalami kesulitan dalam melakukan penekukan pada salah satu type material plat yang ada.
b. Dengan melakukan modifikasi dies EVO 023 W12 pada mesin bending TruBend 5085 peneliti dapat memaksimalkan fungsi dari dies tersebut.
c. Dengan melakukan modifikasi ini material plat yang tidak dapat ditekuk akhirnya dapat ditekuk dengan mudah.
d. Dapat mengurangi pekerjaan diluar perusahaan.
e. Dapat mempermudah operator dalam melakukan penekukan yang sulit. f. Dengan adanya modifikasi dies EVO 023 W12 ini diharapkan kendala dalam
penekukan material plat dapat ditiadakan.
5.2SARAN
a. Penentuan diagram alir modifikasi yang tepat akan mempermudah saat pengerjaan.
b. Dukungan informasi serta software dari pembuat komponen sangat membantu dalam modifikasi.
c. Dengan penggunaan banyak referensi akan memberikan banyak masukan saat modifikasi.
SINTEK VOL 7 NO 2 Page 16 DAFTAR REFERENSI
1. Arifin, E. Zainal. 1987. Petunjuk Praktis Penyusunan Tugas Akhir. Jakarta : Media Sarana Press
2. Keraf, Gorys. 1971. Komposisi. Ende ± Flores : Nusa Indah
3. Kurniawan, Erdy. 1997. Hydraulic Press Brakes Machine Trumpf Type Trubend 5085. Jakarta : PT> Siemens Indonesia EV ± Division
4. Mubarok, Fahmi. Metallurgy Laboratory Mechanical Engineering Dept. ITS- Surabaya
5. NIPPON STEEL DAN SUMITOMO METAL CORPORATION, WWW.NSSMC.COM. 2012
6. PT. Duta Laserindo Metal. Daftar Tools Dies Bending dan Punch Bending. Jakarta
7. Suharno, Bambang dan. Harjanto, Sri. 2007. Dept. of Metallurgy and Materials, University of Indonesia