BAB 3
PEMODELAN PROSES PENGUMPANAN PADA PROSES PENGGILINGAN AWAL
Pada bab 3 ini akan dibahas pemodelan dari sistem produksi yang telah berjalan dan kemudian disimulasikan kedalam sistem kendali penyusun komposisi raw material yang akan diumpankan ke dalam peralatan penggilingan material (raw mill). Komposisi raw material tesebut sangat menentukan kualitas semen yang akan dihasilkan pada akhir proses pembuatan semen.
Dan untuk mencapai hasil simulasi yang baik kita akan membahas terlebih dahulu tentang mathematical modeling kemudian dilanjutkan ke conversion into numeric guna pemudahan saat programming.
3.1 RancanganPerangkat Keras 3.1.1 Diagram-diagram alir
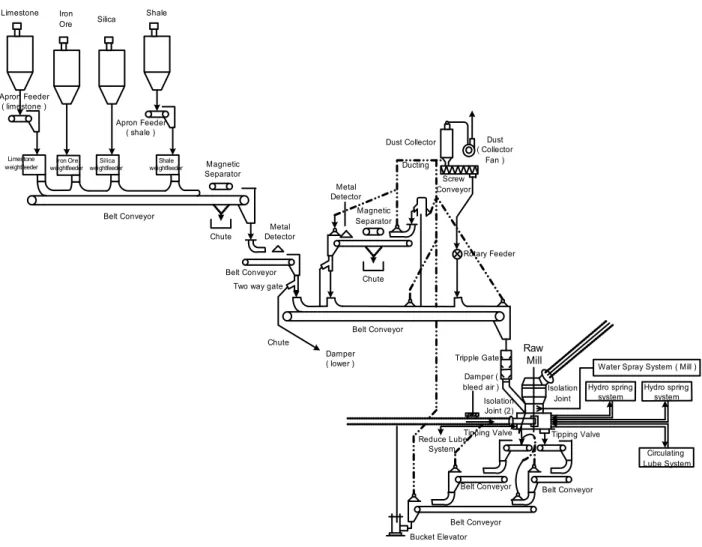
Pada penelitian ini, akan dibahas sistem pengumpan material untuk proses penggilingan awal PT Indocement Tunggal Prakarsa, Tbk. Plant 11.
Sistem pengumpan material untuk proses penggilingan awal ini dimulai dari material input ke dalam penampungan sementara (bin) bahan mentah material penyusun semen dan diakhiri pada material input ke peralatan penggilingan material (raw mill).
Iron Ore Silica
Belt Conveyor
Belt Conveyor
Limestone Shale
Apron Feeder ( limestone )
Apron Feeder ( shale )
Limestone weightfeeder Iron Ore
weightfeeder Silica
weightfeeder Shale
weightfeeder Magnetic Separator
Metal Detector
Belt Conveyor Two way gate
Metal Detector
Magnetic Separator
Chute Chute
Rotary Feeder Dust ( Collector
Fan ) Dust Collector
Screw Conveyor Ducting
Belt Conveyor
Tripple Gate Raw Mill
Isolation Joint
Tipping Valve Tipping Valve
Damper ( lower )
Bucket Elevator
Belt Conveyor Belt Conveyor Damper (
bleed air ) Isolation Joint (2)
Hydro spring system
Water Spray System ( Mill )
Hydro spring system
Reduce Lube
System Circulating
Lube System Chute
Gambar 3.1 Gambar proses produksi Pengumpanan Material
Proses pengumpanan dimodelkan sebagai berikut
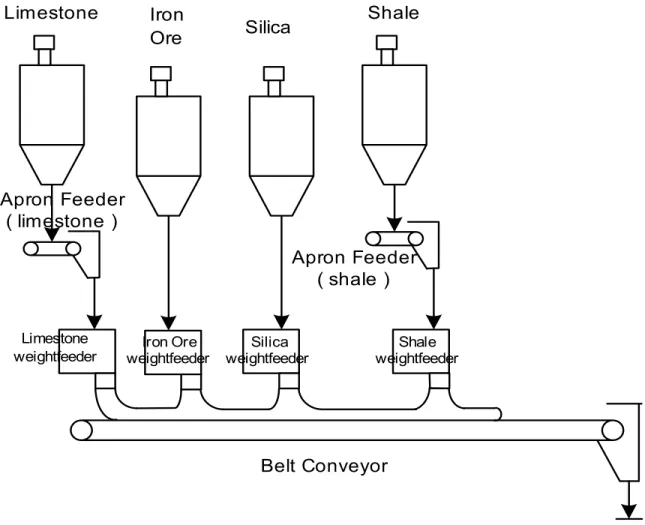
Dari proses yang jalan yang tampil pada gambar 3.1 yang dimodelkan adalah aliran produksi pada pengumpanan material yang ditampilkan pada gambar 3.2.
Iron
Ore Silica
Belt Conveyor
Limestone Shale
Apron Feeder ( limestone )
Apron Feeder ( shale )
Limestone
weightfeeder Iron Ore weightfeeder
Silica weightfeeder
Shale weightfeeder
Gambar 3.2 Gambar aliran produksi pada pengumpanan material
Gambar 3.2 diatas menggambarkan ruang lingkup yang lebih sederhana daripada proses pengumpanan material yang nantinya akan dipelajari terlebih dahulu, baru kemudian disimulasikan.
Raw Mill
Iron Ore Silica
Shale Limestone
Qi L Qi S Qi Si Qi I
∫ −
= (
iL oL)
L
Q Q
Q
ω
mω
mLω
mIω
mSiω
mS mLL
oL
c
Q = ω
∫ −
= (
iI oI)
I
Q Q
∫ − Q
= (
iSi oSi)
Si
Q Q
Q
mI I
oI
c
Q = ω
mSi Si
oSi
c
Q = ω
mS S
oS
c
Q = ω
Qo Total = Qo L + Qo S + Qo Si + Qo I
∫ −
= (
iS oS)
S
Q Q
Q
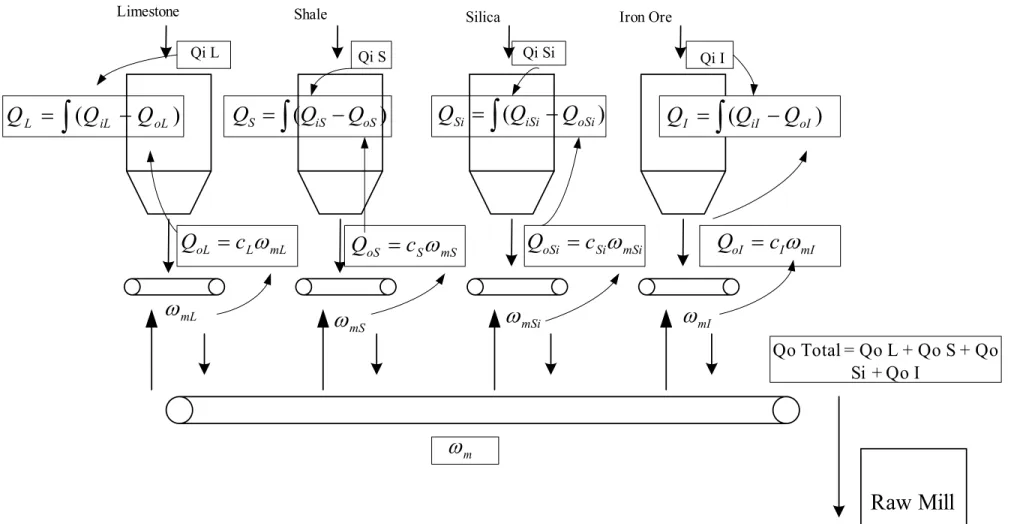
Gambar 3.3 Diagram alir Pengumpanan Material
Untuk masing-masing material memiliki prosedur pengumpanan yang sama, yaitu mula-mula material masuk ke dalam bin sebanyak Qi (debit masukan).
Pasokan material ini berhenti jika Q di dalam bin sudah mencapai nilai maksimal.
Jadi debit material (Q) pada masing-masing bin memiliki batas bawah dan batas atas.
Sedangkan material yang jatuh/keluar dari bin tergantung pada kecepatan putaran motor untuk masing-masing material. Besarnya debit keluaran material adalah konversi dari kecepatan putaran motor, misalkan untuk limestone. Perhatikan rumus QoL diatas, dimana QoL = cL . ωmL Dari rumus ini diketahui bahwa debit output pada material limestone berbanding lurus dengan kecepatan putaran motor limestone. Hal ini juga berlaku untuk ketiga material yang lain. Untuk debit keseluruhan (Qo Total) didapat dari penambahan debit keluaran masing-masing material.
3.1.2 Diagram blok system
Sehingga dalam garis besar akan terlihat seperti gambar gambar 3.4 Blok
Diagram Proses Produksi (Pengumpanan Material) berikut
Target Produksi
LSFSM AM
Raw Mix Design
Komposisi Material LS, SH, Si,
Fe
LS
Sh
Si
Fe
rpm setpoint PID + Motor rpm actual
rpm setpoint
Q LS
Q Sh
Q Si
Q Fe Qi LS
Qi Sh
Qi Si
Qi Fe
Qo LS
Qo Sh
Qo Si
Qo Fe PID + Motor rpm actual
rpm setpoint PID + Motor rpm actual
rpm setpoint PID + Motor rpm actual
Hasil Produksi
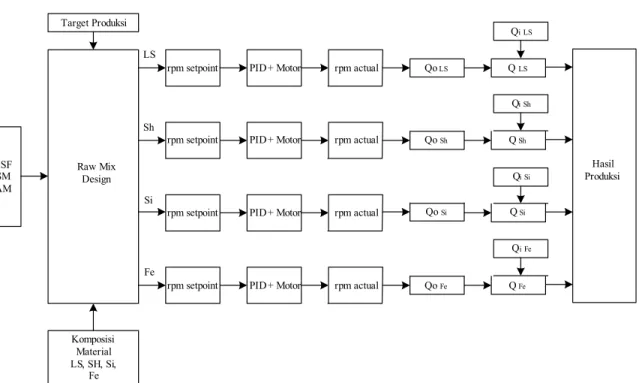
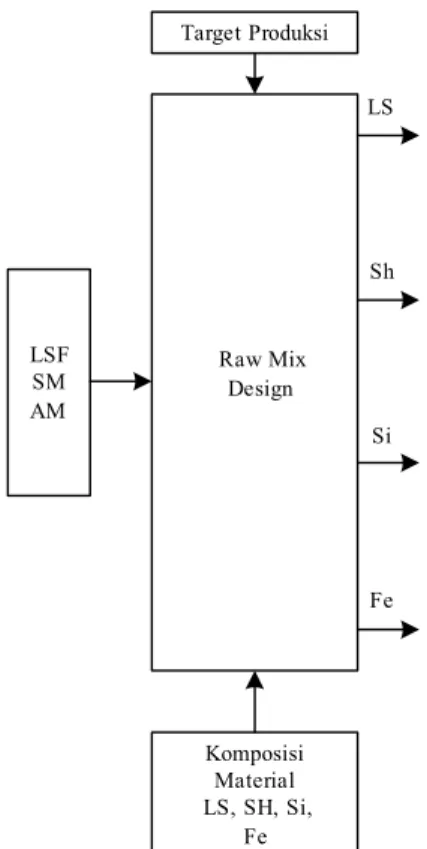
Gambar 3.4 Blok Diagram Proses Produksi (Pengumpanan Material)
Dari gambar 3.4 diatas dapat dilihat bahwa ketiga parameter LSF, SM dan AM mula-mula diset sebagai input. Begitu juga dengan target produksi (output keluaran set point). Sedangkan untuk komposisi campuran dalam masing-masing material(pada software tampak sebagai matriks 4x4) tidak diset lagi. Nilai-nilai komposisi campuran pada masing-masing material merupakan nilai pasti dari hasil percobaan lab (walaupun pada simulasinya dapat diubah tetapi tidak disarankan).
Setelah LSF,AM,SM , Target produksi dan komposisi campuran pada masing- masing material telah dimasukkan maka diproses melalui perhitungan matematika pada raw mix design. Dimana didalamnya dihasilkan output keluaran setting point
dan kecepatan motor untuk masing-masing material. Pada perhitungan tersebut juga menghasilkan kecepatan motor aktual yang belum disesuaikan dengan kecepatan motor setting pointnya. Untuk itu tegangan input perlu diatur-atur supaya kecepatan motor aktual nilainya mendekati kecepatan motor setting point. Maka nilai kecepatan motor aktual yang belum dimanipulasi dimasukkan ke PID controller guna menghasilkan tegangan input yang sesuai berdasarkan nilai error yang didapatkan antara kecepatan motor aktual sebelumnya dan kecepatan motor setting point.
Setelah itu didapatkan nilai kecepatan motor aktual yang telah semakin mendekati kecepatan putaran motor setting pointnya. Maka langkah berikutnya adalah mendapatkan debit keluaran aktual untuk masing-masing material. Debit keluaran aktual untuk keempat material diperoleh dari konversi kecepatan putaran motor masing-masing material. Setelah diketahui keluaran aktual masing-masing material, maka dapat diketahui kapasitas bin untuk masing-masing material dengan mencari selisih antara debit material input dengan debit keluaran aktual material. Setelah didapatkan semua maka dapat diketahui hasil akhir produksi, dimana didapatkan dengan penjumlahan keluaran output aktual masing-masing material.
3.1.3 Modul-modul system dan cara kerjanya
3.1.3.1 Analisa komposisi penentu dalam pencampuran
Ada 3 parameter yang menentukan kualitasnya, yaitu : LSF, AM, dan SM.
Ketiga parameter ini memiliki hubungan dengan 4 material pembentukan semen, yaitu : Limestone, Shale, Silica dan Iron ore. Masing-masing material ini mengandung campuran CaO, SiO2, Al2O3, & Fe2O3. Hubungan ini diperlihatkan dalam persamaan-persamaan berikut :
LSF =
3 2 3
2
2 1,65 0,35
8 ,
2 SiO Al O Fe O
CaO + +
AM =
3 2
3 2
O Fe
O Al
SM =
3 2 3 2
2
O Fe O Al
SiO +
Dari ketiga parameter diatas dapat dicari hubungan antara masing-masing campuran dengan ketiga parameter diatas. Hal ini dapat dilihat sebagai berikut :
CaO = C SiO2 = S Al2O3 = A Fe2O3 = F
Dengan mengasumsikan F = 1, didapatkan:
A = AM
S = SM(AM +1)
C = LSF(2,8.SM.AM +1,65.AM +0,35
Ketiga paremeter diatas mempunyai nilai-nilai tertentu, dimana nilainya disesuaikan dengan sifat semen yang ingin dihasilkan. Setiap parameter tersebut biasanya mempunyai standar-standar tersendiri. Hal tersebut dapat dilihat :
- LSF biasanya berkisar antara 0,8 s/d 0,95 - AM biasanya berkisar antara 1,5 s/d 2,5 - SR biasanya berkisar antara 1,9 s/d 3,2
Target Produksi
LSF SM AM
Raw Mix Design
Komposisi Material LS, SH, Si,
Fe
LS
Sh
Si
Fe
Gambar 3.5 Blok diagram Raw Mix Design
Jika ketiga parameter tersebut diketahui nilainya, maka dapat diperoleh perbandingan komposisi tiap campuran. Hal ini boleh dilakukan dengan terlebih dahulu mengasumsikan nilai perbandingan salah satu campuran.
Jika perhitungan tersebut benar, maka berapapun nilai yang diasumsikan tetap akan memperoleh perbandingan yang sama antara satu campuran dengan campuran yang lainnya. Hal ini dapat dilihat dengan menjadikan keempat nilai perbandingan campuran ke bentuk persentase. Hal ini dilakukan dengan cara sebagai berikut :
Total = C + S + A + F =
% C = 100% 65,255% 22
, 30
72 ,
19 =
% S = 100% 24,818% 22
, 30
5 ,
7 =
% A = 100% 6,618% 22
, 30
2 =
% F = 100% 3,309% 22
, 30
1 =
Total = 100%
Dari persentase keempat campuran ini maka dapat diperoleh juga persentase tiap material. Hubungan antara % material dengan % campuran yaitu:
=
Fe
% Si
% S
% L
% . F F F F
A A A A
S S S S
C C C C
3,309
% 6,618
% 24,818
%
65,255
%
H S
Fe Si SH LS
Fe Si SH LS
Fe Si SH LS
Fe Si SH LS
Dari hubungan tersebut terlihat bahwa setiap material mengandung ke 4 unsur dasar penentu kualitas semen. Maka dengan persamaan matrix tersebut dapat diperoleh % materialnya :
Y . A X=
Y A A X A−1 = −1
Y . .I D A−1 =
X A Y= −1
Untuk invers dapat digunakan beberapa metode. Metode yang digunakan di dalam pembahasan ini adalah metode adjoint.
A Aadjo
A int
det
1 = 1
−
Adjoint A = (kofaktor A)T Jika dilakukan dengan matriks diatas maka:
K11 = -11+1 . det
Ffe Fsi Fsh
Afe Asi Ash
Sfe Ssi Ssh
K12 = -11+2 . det
Ffe Fsi Fls
Afe Asi As
Sfe Ssi Sls
K13 = -11+3 . det
Ffe Fsh Fls
Afe Ash As
Sfe Ssh Sls
K14 = -11+4 . det
Fsi Fsh Fls
Asi Ash As
Ssi Ssh Sls
K21 = -12+1 . det
Ffe Fsi Fsh
Afe Asi Ash
Cfe Csi Csh
K22 = -12+2 . det
Ffe Fsi Fls
Afe Asi Als
Cfe Csi Cls
K23=-12+3 . det
Ffe Fsh Fls
Afe Ash Als
Cfe Csh Cls
K24 =-12+4 . det
Fsi Fsh Fls
Asi Ash Als
Csi Csh Cls
K31 = -13+1 . det
Ffe Fsi Fsh
Sfe Ssi Ssh
Cfe Csi Csh
K32 = -13+2 . det
Ffe Fsi Fls
Sfe Ssi Sls
Cfe Csi Cls
K33 = -13+3 . det
Ffe Fsh Fls
Sfe Ssh Sls
Cfe Csh Cls
K34 = -13+4 . det
Fsi Fsh Fls
Ssi Ssh Sls
Csi Csh Cls
K41 = -14+1 . det
Afe Asi Ash
Sfe Ssi Ssh
Cfe Csi Csh
K42 = -14+2 . det
Afe Asi Als
Sfe Ssi Sls
Cfe Csi Cls
K43 = -14+3 . det
Afe Ash Als
Sfe Ssh Sls
Cfe Csh Cls
K44 =14+4 . det
Asi Ash Als
Ssi Ssh Sls
Csi Csh Cls
Determinan A = Cls * det
Ffe Fsi Fsh
Afe Asi Ash
Sfe Ssi Ssh
- C2 * det
Ffe Fsi Fls
Afe Asi As
Sfe Ssi Sls
+C3
* det
Ffe Fsh Fls
Afe Ash As
Sfe Ssh Sls
- C4 * det
Fsi Fsh Fls
Asi Ash As
Ssi Ssh Sls
=
−
3,309
% 6,618
%
24,818
%
65,255
%
F F F F
A A A A
S S S S
C C C C
Fe
% Si
% S
% L
% 1
Fe Si SH LS
Fe Si SH LS
Fe Si SH LS
Fe Si SH LS H
S
Setelah ke-4 persentase material pembentuk semen, maka dapat diketahui debit keluaran yang seharusnya ( set point ). Hal ini dilakukan dengan :
point) (set .Qin Total
% Fe Fe %
Qo
point) (set .Qin Total
% Si Si %
Qo
point) (set .Qin Total
% Sh Sh %
Qo
point) (set .Qin Total
% L L %
Qo
Fe
% Si
% SH
% LS
% Total
%
S S
=
=
=
=
+ + +
=
Maka didapat debit keluaran masing-masing material dalam ton/jam.
3.1.3.2 Analisa produksi
LS
Sh
Si
Fe
rpm setpoint PID + Motor rpm actual
rpm setpoint
Q LS
Q Sh
Q Si
Q Fe
Qi LS
Qi Sh
Qi Si
Qi Fe
Qo LS
Qo Sh
Qo Si
Qo Fe
PID + Motor rpm actual
rpm setpoint PID + Motor rpm actual
rpm setpoint PID + Motor rpm actual
Hasil Produksi
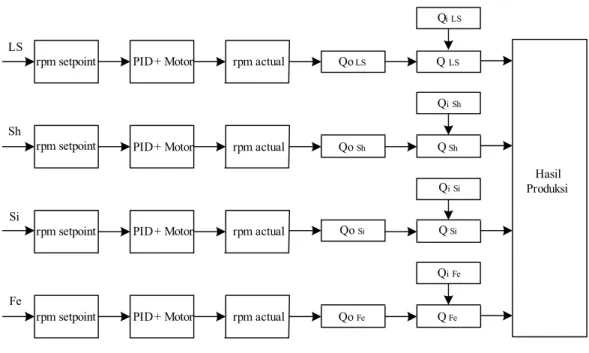
Gambar 3.6 Blok Diagram Perhitungan Kecepatan Alir sistem
Secara teoritis, banyak material yang jatuh mempengaruhi kecepatan motor
& hubungan ini berbanding lurus. Maka dari teori ini dapat diperoleh kecepatan putaran motor untuk membawa material yang jatuh ke conveyor belt masing-masing. Nilai kecepatan putaran motor ini didapat dengan mengkonversikan besaran ton / jam ke bentuk rpm. Oleh karena nilai kecepatan putaran ini berasal dari debit keluaran yang diinginkan, maka dapat disebut sebagai kecepatan putaran motor setting point. Begitu juga untuk debit keluarannya.
Jika mempunyai setting point, maka akan memperoleh actual point. Actual point ini berasal dari plant system berupa fungsi transfer yang mempunyai respon yang baik yaitu mempunyai respon yang steady state. Hal ini dapat diuji dari matlab.
Jika mempunyai sebuah fungsi transfer, maka dapat dikonversi ke bentuk persamaan keadaan ruang ( state space). Konversi ini bertujuan untuk melihat hubungan kecepatan motor saat ini dan berikutnya. Konversi ini nantinya memperlihatkan hubungan rumus kecepatan motor yang masih baku sehingga persamaan keadaan ruang sistem motor yang kita gunakan.
Walaupun dapat melihat hubungan kecepatan motor saat ini & setelahnya, namun terasa kurang jika suatu sistem tidak dapat diketahui keadaannya pada suatu nilai waktu. Untuk itu diperlukan suatu konversi yang dapat menghubungkan sistem kita dengan interval waktu. Untuk itu digunakan metode Runge kutta. Pada pembahasan ini metode Runge kutta yang digunakan adalah orde – 4.
Persamaan dasarnya adalah sebagai berikut :
(
1 2 2 2 3 4)
1 6h k k k k
yi
yi+ = + + + +
Setelah mendapatkan nilai kecepatan putaran motor aktual dan dihubungkan dengan PID controller, maka keluarannya berupa putaran motor aktual yang telah di kompensasi sesuai dengan kecepatan putaran motor yang diinginkan.
Setelah mendapatkan nilai putaran motor hasil kompensasi ini, maka nilai ini yang akan dipakai pada proses simulasi putaran motornya. Nilai ini dapat dipakai untuk mengetahui keluaran aktual yang terjadi dalam simulasi ini.
PID ( Proportional plus Integrated plus Derivative ) Controller memiliki tiga komponem utama yaitu Kp, Ki dan Kd dimana bentuk persamaan umumnya adalah sebagai berikut :
∫
++
= t
0
d i
p dt
K de d ) ( e K (t) e K (t)
u τ τ
Asumsikan X (s) adalah transformasi laplace dari keadaan x (t)
Asumsikan (s)X& adalah transformasi laplace dari keadaan (t)X& yang diinginkan dan E (s) merupakan hasil transformasi laplace dari nilai error Dimana persamaan umumnya adalah
(s) X - (s) X (s) E = &
Maka jika G (s) adalah persamaan bentuk PID controller yang linear maka persamaan umumnya adalah sebagai berikut
) / (
)
(s c k k s k s G = p + d + i
Diasumsikan H (s) adalah persamaan bentuk yang diinginkan, dimana m adalah penguatan dc nya dan τ merupakan konstanta waktu. Maka bentuk persamaan motornya adalah sebagai berikut
s s m
H( ) 1 . τ
= +
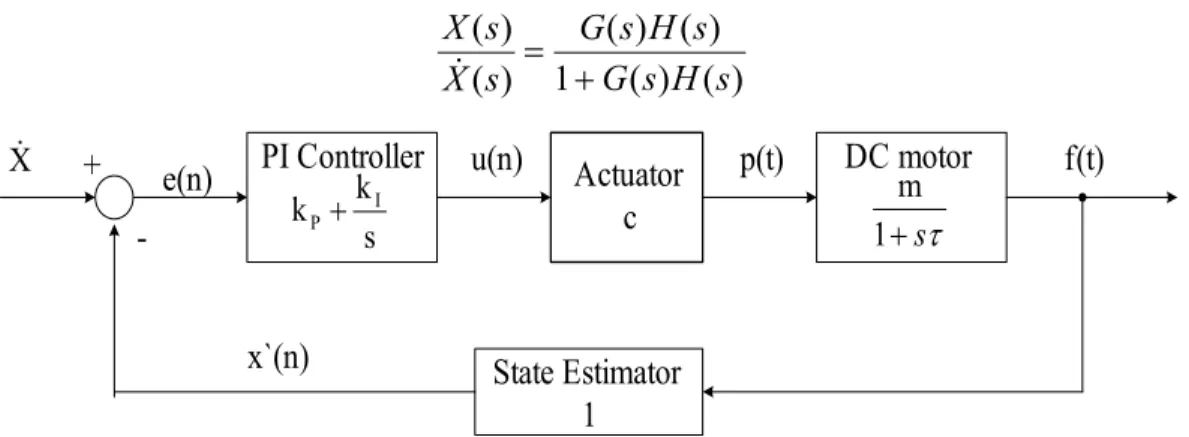
Maka gain keseluruhan dari sistem kontrolnya adalah
) ( ) ( 1
) ( ) ( )
( ) (
s H s G
s H s G s
X s X
= +
&
s kP+kI
τ +s 1
m
x`(n)
+ PI Controller Actuator
c
DC motor
X& e(n) u(n) p(t)
-
State Estimator 1
f(t)
Gambar 3.7 Blok diagram sistem kontrol linear dalam domain frekuensi
Secara teoritis kita dapat memilih konstanta kontroller, Kp Ki dan Kd, yang dapat menghasilkan respon sistem yang diinginkan. Kenyataannya sulit untuk mencari nilai c, m dan τ. Jika beban ditambahkan kedalam motor, kemudian m dan τ akan berubah.
Sebagai contoh :
(t) d (t) i (t) p (t)
u = + +
Dengan menggunakan konstanta proporsional dapat menghasilkan kontrol sistem yang memberi lebih banyak energi kedalam plant saat error tinggi.
(t) e K (t)
p = p
Persamaan diatas dapat disederhanakan dalam waktu discrete (n)
e K (n)
p = p
dimana “n” merupakan input waktu discrete untuk input waktu e (n) dan output p (n)
Penting : dalam pemrosesan signal digital , sistem kontrol dapat dijalankan secara reguler maupun secara periodik.
Error : Jika nilai sampling bervariasi, maka dapat memunculkan nillai error.
Nilai integral membuat ouput actuator berhubungan dengan integral errornya.
Penggunaan kompensasi integral bisa meningkatkan nilai steady state error terhadap sistem kontrol. Jika nilai error yang diakumulasi kecil untuk waktu yang lama, maka nilai kompensasinya bisa besar. Dimana persamaan kompensasi integralnya sebagai berikut :
∫
= t
0 i e( )d K
(t)
i τ τ
Persamaan diatas dapat ditulis dalam keaadaan numerik :
∆t e(n) K 1) i(n
∆t e(n) K
i(n) n i
1
i = − +
=
∑
Dimana ∆t adalah interval waktu dari E (n)
Nilai derivative membuat hasil output actuator berhubungan dengan derivative errornya. kompensasi ini biasanya dikombinasikan dengan kompensasi lain seperti proportional atau integral yang betujuan untuk meningkatkan nilai transien sistem kontrol. Nilai umum dari KD dapat meningkatkan waktu respon dalam mencapai nilai setting point. Namun KD
bisa menimbulkan overdamp (respon yang sangat rendah) atau underdamped ( osilasi yang tidak stabil ). Bentuk persamaannya :
dt K de d(t)= d
Jika ditulis dalam persamaan numerik
t 1) - e(n - K d(n) d(n) d
= ∆
Teknik mengkombinasikan nilai Kd Ki dan Kp Dimulai dari Kp
Kontroller proporsional menghasilkan respon yang stabil. Maka terlebih dahulu harus diuji nilai Kp sampai mencapai keadaan stabil pada sistem.
Nilai konstanta Kp yang berbeda akan menyebabkan waktu respon yang berbeda, yang diharapkan adalah waktu respon yang cepat.
Kemudian beralih ke kompensasi integral (Ki)
Nilai Ki biasanya kecil. Kompesator ini bertujuan untuk meningkatkan akurasi dari kontroller dalam mencapai keadaan steady state tanpa mempengaruhi kecepatan respon waktu.
Langkah terakhir adalah mengatur nilai kompensasi derivative (KD).
Nilai KD biasanya juga kecil. Kompensasi derivative ini berfungsi untuk mengurangi overshoot atau undershoot pada step response.
Tabel 3.1 Hubungan Kp, Ki, Kd dalam mengkompensasi sinyal.
Rise Time Over Shoot Settling time Error
Kp decrease increase - Decrease
Ki decrease increase increase Eliminate Kd - decrease decrease -
Nilai putaran motor aktual di konversi ke bentuk debit keluaran ton/jam.
Konversi ini berbeda-beda untuk setiap bin. Dalam simulasi ini konversi 1 rpm adalah 100 ton/jam. Simulasi material yang jatuh ini terjadi terus menerus selama simulasi dijalankan.
Jika mengetahui nilai keluaran aktual yang terjadi pada sistem ini, maka dapat diketahui kapasitas material di dalam bin. Kapasitas material di dalam bin ini ditentukan oleh hubungan antara kapasitas material yang masuk ke dalam bin dan yang keluar di dalam bin.
Dimisalkan kapasitas material di dalam bin adalah Q, kapasitas material yang masuk di dalam bin adalah Qi , dan kapasitas material yang keluar dari bin adalah Qo. Maka hubungan ketiganya dapat dituliskan sebagai berikut:
( )
∫
−= Qi Qo
Q dt
Namun hubungan seperti ini tidak dapat langsung digunakan dalam simulasi.
Hubungan integral ini harus di ubah ke dalam bentuk numerik terlebih dahulu.
( )
∫
−= Qi Qo dt
dt Q d dt
d
(
Qi Qo)
Q• = −
Persamaan diatas dapat juga dituliskan ke dalam bentuk state spacenya seperti berikut:
[ ]
−
=
•
Qo Q 1 1 Qi
b1 = 1 b2 = -1 u1 = Qi u2 = Qo
Maka bentuk state space diatas dapat di konversi dengan metoda runge kutta orde 4 seperti berikut:
k1 = f1(u1,u2) = (b1 u1)+ (b2 u2) = Qi – Qo k2 = f2(u1,u2) = (b1 u1)+ (b2 u2) = Qi – Qo k3 = f3(u1,u2) = (b1 u1)+ (b2 u2) = Qi – Qo k4 = f4(u1,u2) = (b1 u1)+ (b2 u2) = Qi – Qo
maka dapat dilihat kalau k1 = k2 =k3 =k4. Hal ini terjadi karena matrik sistem pada state spacenya bernilai nol semua sehingga di dalam proses runge kutta nya proses perhitungan yang berkaitan dengan matriks sistemnya dapat dihilangkan, dalam hal ini adalah Q nya sendiri.
Jika k1 = k2 = k3 =k4 = Qi-Qo = k maka perhitungan runge kuttanya adalah sebagai berikut:
( )
( )
(
Qi Qo)
h Q Q
hk Q Q
k k k h k
Q Q
k k k h k
Q Q
− +
= +
=
+ + + +
=
+ + + +
=
•
•
•
•
2 6 2
4 3 2 2 2 6 1
Maka terlihat jelas hubungan kapasitas bin berikutnya adalah nilai kapasitas bin saat ini dijumlahkan dengan interval waktu yang dikalikan dengan selisih antara kapasitas material yang masuk dan kapasitas material yang keluar dari bin.
Perhitungan terhadap kapasitas bin ini dilakukan terus menerus. Dengan mengetahui kapasitas ini, maka dapat dibatasi kapasitas bin. Hal ini dilakukan di dalam simulasi dengan mengatur nilai Qi nya masing-masing.
Misalnya saja jika kapasitas bin yang diinginkan tidak lebih dari 200 ton/jam dan tidak kurang dari 100 ton/jam, maka yang diatur-atur adalah input materialnya. Jika kapasitas material di dalam bin yang terhitung untuk berikutnya adalah 200ton/jam atau lebih, maka Qi di set off atau bernilai nol sampai terhitung kapasitas bin untuk berikutnya 100ton/jam atau kurang, maka Qi di set on sampai kapasitas material berikutnya di dalam bin terhitung 200ton/jam atau lebih. Hal ini berlangsung terus menerus.
3.2 Flow Chart
Setelah dilakukan perancangan diatas maka langkah selanjutnya penulis akan melakukan koding ke dalam program dengan menyusun sebuah flow chart terlebih dahulu guna mempermudah melakukan koding. Adapun flowchart yang dimaksud
START
INISIALISASI SISTEM
Input:
SM, LSF, AM, Set point output, K motor, batas kapasitas min
Dan max masing-masing material pada bin, Kadar campuran pada material,
Karakteristik masing-masing motor
Perhitungan bagian Al2O3 pada semen
Perhitungan bagian Si2O3 pada semen
Perhitungan bagian CaO pada semen
D A
Perhitungan % CaO pada semen Perhitungan % Si2O3 pada semen Perhitungan % Al2O3 pada semen Perhitungan % Fe2O3 pada semen
Perhitungan invers matriks campuran material semen
Perhitungan % Limestone pada semen Perhitungan % Shale pada semen Perhitungan % Silica pada semen Perhitungan % Iron Ore pada semen
Perhitungan debit keluaran set point untuk masing-masing material
Perhitungan kecepatan putaran motor set point pada masing-masing motor
A
Timer Active
Input berubah?
Stop Simulation?
End D
No
Yes
Timer Active
Deklarasi variabel
Perhitungan aktual point dengan menggunakan Runge
Kutta pada masing-masing motor
Perhitungan error rate e(t) pada masing-masing motor
PID Controller
Runge Kutta kecepatan motor pada masing-masing motor
C
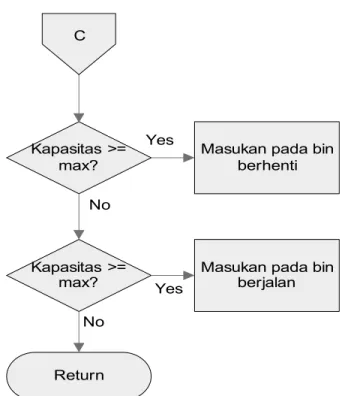
Perhitungan Debit material yang jatuh pada masing-masing bin
Perhitungan kapasitas pada masing -masing bin
Kapasitas >=
max?
Masukan pada bin berhenti
Masukan pada bin berjalan Kapasitas >=
max?
Return
Yes
Yes No
No C
Gambar 3.8 Flow Chart