ANALISIS QUALITY CONTROL MELALUI PENDEKATAN SIX SIGMA -DMAIC TERHADAP PRODUK HPC-1729385 DI
PT. STANDARD INDONESIA INDUSTRI
Abdul Kodir1, Erdi2
Prodi Manajemen, Universitas Pelita Bangsa
Email : [email protected] 1 ; [email protected] 2
Abstrak
Kualitas merupakan salah satu kunci keberhasilan perusahaan dalam menjalankan bisnisnya. Dengan kualitas produk yang baik dapat memberikan keuntungan tersendiri pada perusahaan. Karna dampaknya yang sangat besar terhadap keberlanjutan perusahaan, maka setiap perusahaan sudah selayaknya memperhatikan kualitas dari produk yang dihasilkan dengan melakukan pengendalian kualitas salah satunya dengan menggunakan metode Six Sigma - DMAIC. Penelitian ini bertujuan untuk mengukur sejauh mana pengendalian kualitas yang telah dilakukan pada PT. Standard Indonesia Industri pada produk HPC-1729385. Selain itu, penelitian ini bertujuan mencari akar penyebab cacat produk CTQ, serta memberikan usulan perbaikan terhadap proses yang belum melalui pendekatan DMAIC. Metode penelitian yang digunakan adalah deskriptif dengan pendekatan kuantitatif. Hasil penelitian menunjukan bahwa tingkat kerusakan produk dalam P-chart sudah berada diluar batas kendali. Tingkat Sigma yang saat ini dimiliki yaitu 2,42 (rata-rata industri di Indonesia) Nilai DPMO saat ini adalah 178.705,78. Berdasarkan hasil analisis fishbone dan FMEA faktor utama penyebab cacat produk adalah method dan manpower. Oleh karena itu tindakan kontrol, disiplin sop, training manpower, serta konsep atarimae perlu diterapkan guna meningkatkan kualitas dan produktivitas perusahaan.
Kata kunci: Six Sigma, Quality, DMAIC, Atarimae
2 PENDAHULUAN
Dalam persaingan dunia industri yang semakin kompetitif, setiap perusahaan perlu memperhatikan kualitas dari produk yang dihasikan untuk tetap dapat bertahan dalam menjalankan usahanya. Persaingan yang ketat dan kebutuhan serta keinginan customer yang semakin beragam telah memacu seluruh industri dan organisasi untuk terus meningkatkan kualitas dari produk dan jasa mereka dengan tujuan untuk memperoleh sebuah strategi keunggulan kompetitif (Ploytip dkk, 2014). Perkembangan dunia industri sendiri merupakan salah satu penunjang keberhasilan pembangunan di indonesia, dengan semakin ketatnya persaingan yang dihadapi sebuah perusahaan harusnya lebih responsif dalam menghadapi persaingan tersebut salah satunya dengan menciptakan dan meningkatkan produk yang berkualitas (Sunardi dan Suprianto, 2015: 6).
Dalam peningkatan kualitas tidak terlepas dari pengendalian kualitas itu tersendiri. Karena dengan melakukan pengendalian terhadap pe- nyimpangan kualitas akan menekan defect ataupun variasi-variasi yang timbul sehingga resiko kegagalan produk dapat di cegah dan kualitas produk dapat ditingkatkan. Menurut Buffa dalam Baguna dkk, (2018; 4) pengendalian merupakan suatu kegiatan yang dilaksanakan dengan cara memonitor keluaran (output), membandingkan dengan standar- standar, menafsirkan perbedaan- perbedaan dan mengambil tindakan untuk menyesuaikan kembali seluruh proses tersebut sehingga sesuai
dengan standar yang telah ditentukan.
Sedangkan kualitas menurut Gaspersz dalam Ekawati dan Rachman (2017) adalah totalitas dari karakteristik suatu produk yang menunjang kemampuannya untuk memuaskan kebutuhan yang dispesifikasi atau diterapkan. Jadi, pengendalian kualitas adalah alat bagi manajemen untuk mempertahankan, memperbaiki, dan menjaga kualitas dengan cara mengurangi jumlah produk yang rusak sehingga memberi manfaat dan memuaskan keinginan pelanggan (Mizuno, dalam Sirine dan Kurniawati, 2017: 256). Salah satu metode pengendalian kualitas yang populer yaitu dengan menggunakan Six Sigma-DMAIC.
Secara sederhana Six Sigma dapat diartikan sebagai suatu proses yang
mempunyai kemungkinan
(probabilitas) kecacatan sebesar 0,00034% atau 3,4 unit kecacatan dalam satu juta unit yang diproduksi (Gaspersz, 2017: 7).
Berdasarkan hasil observasi yang telah dilakukan bahwa PT. Standard Indonesia Industri melakukan pe- ngendalian kualitas dengan me- netapkan batas toleransi maksimum produk cacat yang dihasilkan sebesar 3% (Iman; Foreman & CR Quality Control PT. Standard Indonesia Industri, 2020). Dalam penelitian ini peneliti akan meneliti pengendalian kualitas pada produk Hopper Plate Cassette (HPC-1729385) yang merupakan produk dengan tingkat cacat tertinggi dari kelas produk cosmetik yang sejenis.
Penelitian ini bertujuan untuk menganalisa penyebab defect produk pada proses produksi produk Hopper Plate Cassette (HPC-1729385), dan memberikan alternatif solusi terbaik
3 untuk setiap akar permasalahan yang ada.
TINJAUAN PUSTAKA
Kualitas dari produk dan jasa ditentukan oleh kepuasan pelanggan dan hasil dari efisiensi dan efektifitas proses yang menciptakan dan menunjang nya. Kualitas dapat dipandang sebagai sebuah kategori perubahaan yang terus berubah karena pelanggan merubah ekspektasi dan kebutuhan mereka karena ketersediaannya informasi. Mereka meningkatkan permintaan terhadap kualitas produk dan jasa, dengan demikian hal ini memaksa para produsen untuk menjamin kualitas dari produknya secara berulang dan berkesinambungan (Simanova, 2015). Kualitas adalah faktor-faktor yang terdapat dalam suatu barang atau hasil yang menyebabkan barang atau hasil tersebut sesuai dengan tujuan untuk apa barang atah hasil tersebut dibutuhkan (Assauri dalam sirine dan Kurniawati, 2017 ). Agar kualitas tetap terjaga maka dibutuhkan sebuah metode pe- ngendalian kualitas.
Pengendalian kualitas adalah usaha untuk mempertahankan mutu atau kualitas dari barang yang dihasilkan, agar sesuai dengan spesifikasi produk yang telah ditetapkan berdasarkan kebijak- sanaan pimpinan perusahaan (Assauri dalam Ekawati dan Rachman, 2017).
Pengendalian kualitas merupakan hal penting yang harus dilakukan oleh perusahaan untuk meminimalisasi produk yang cacat. Perusahaan dapat menganalisis cacat produk dengan menggunakan metode Six Sigma.
Menurut Costa (2019) Six Sigma
merupakan sebuah metode sistematis dan terorganisasi, berorientasi pada pelanggan yang bertujuan untuk memperbaiki performa dan kualitas dari proses, serta produk dan jasa menggunakan teknik statistik. Pada tahap perbaikan proses metode yang dipakai dalam Six Sigma adalah dengan pendekatan Define, Measure, Analyze, Improve, Control (DMAIC).
Pada tahap define akan dilakukan penentuan sasaran dan identifikasi jumlah cacat produk atau masalah utama yang sedang terjadi.
Dari masalah tersebut dapat diidentifikasi perlu tidaknya untuk dilakukan langkah perbaikan. Pada tahap ini pula didefinisikan CTQ (Critical To Qualiti; karakteristik kualitas kunci) berdasarkan input dari pelanggan terhadap kualitas produk ( Caesaron dan Simatupang, 2015).
pada tahap define akan diuraikan melalui project charter, diagram SIPOC, flow detail proses dan penentuan beberapa masalah kualitas yang berpotensi menjadi CTQ secara keseluruhan melalui voice of customer.
Pada tahap measure akan dilakukan pengukuran terhadap data- data yang didapat berdasarkan tools atau metode yang selaras dengan kaidah Six Sigma. Beberapa hal yang dilakukan dalam tahap ini yaitu:
menentukan cacat dominan yang
merupakan CTQ dengan
menggunakan diagram pareto, mengukur nilai total DPMO dan tingkat sigma berdasarkan performa proses saat ini (Caesaron dan Simatupang, 2015; Desai dan Prajapati, 2017).
Untuk mengukur nilai DPMO adalah:
4 1. Mengukur nilai defect per unit
DPU = D U
2. Menghitung DPMO
DPMO = DPU x 1000.000
Sedangkan untuk mengukur nilai sigma dapat dengan meli- hat tabel sigma atau dengan rumus sebagai berikut:
Sigma = NORMSINV (1-DPMO /1.000.000) +1,5.
Untuk menilai kinerja berdasar nilai sigma yang didapat dapat dilihat pada tabel COPQ sebagai berikut:
Cacat dominan yang yang dikualifikasikan sebagai CTQ adalah cacat yang memberikan kontribusi sampai diatas 10% dari cacat yang terjadi (Ahmad, 2019) atau yang memberikan kontribusi ± 80% dari total jumlah cacat (Caesaron dan Simatupang, 2015). Pada tahap ini juga akan dilakukan analisis kontrol kualitas menggunakan peta kontrol (P-chart ) untuk mengetahui apakah masalah kualitas tersebut masih dalam batas kendali atau tidak atau apakah kapabilitas sebuah proses berada pada batas dan kriteria yang diharapkan (Tannady, 2015).
Rumus untuk penentuan batas atas, bawah dan center line dapat dilihat sebagai berikut:
CL = ∑ np
∑ n
UCL = CL + 3√CL (1−CL)
n
LCL = CL – 3 √CL (1−CL)
n Keterangan :
CL: Control Line
∑ np : Total cacat
∑ n : Total Produksi n : jumlah produksi
Pada tahap analyze adalah tahap mengidentifikasi kritikal akar penyebab yang bertanggungjawab terhadap variasi proses dan cacat produk, mengkategorikannya dalam kategori yang berbeda, memvalidasi dan memprioritaskannya juga mengeksplor tindakan perbaikan terhadap akar penyebab tersebut untuk menunjukan peningkatan (Desai dan Prajapati, 2017).
Umumnya akar permasalahan dianalisa melalui fishbone diagram.
. Pada Improve tim akan mencari solusi kreatif untuk masalah yang ada sehingga dapat dikembangkan dan diuji, menggunakan berbagai eksperimen atau teknik plotting. Kunci dalam tahapan ini adalah peningkatan diverifikasi melalui pengukuran. Ide- ide terbaik untuk perbaikan, berdasarkan apa yang telah dipelajari di tahap measure dan analyze, diuji dan dilaksanakan secara terbatas untuk menentukan apakah ada bukti
5 statistik perbaikan berkelanjutan (Irawan, 2014)
Dalam penelitian ini, pada tahap improve peneliti akan memberikan beberapa brainstorming solution berdasar analisa fishbone yang telah dilakukan. Penekanan konsep 5s, dan juga konsep atarimae akan dilibatkan dalam tahap ini. Seiri artinya membereskan tempat kerja.
Seiton berarti menyimpan dengan teratur. Seiso berarti memelihara tempat kerja supaya tetap bersih.
Seiketsu berarti kebersihan pribadi.
Shitsuke berarti disiplin, dengan selalu mentaati prosedur ditempat kerja. Di Indonesia sendiri 5S diterjemahkan menjadi 5r, yaitu ringkas, rapi, resik, rawat dan rajin (Iswanto, 2019). . Meskipun tidak sepopular kaizen tapi atarimae mengambil peranan penting dalam dalam pengendalian kualitas karena atarimae merupakan salah satu dari empat konsep dasar TQM ( Ghiardi, 2020; Jacova dan Horak 2015).
Atarimae yaitu suatu budaya yang mengacu pada suatu hal yang harusnya bekerja sesuai dengan apa yang di ekspektasikan.
Pada tahap Control merupa- kan tahap untuk mengendalikan proses yang sudah diperbaiki.
pengendalian tersebut secara spesifik dapat dilakukan dengan menggunakan tools yang sudah pernah digunakan atau dengan tools yang lain. salah satu tool yang paling umum digunakan pada tahap control adalah check sheet (lembar periksa) yaitu alat untuk memastikan kualitas secara real time, artinya adalah isian pada lembar check sheet akan memberikan gambaran aktual dan terkini mengenai kualitas (Tannady, 2015).
HASIL DAN PEMBAHASAN Tahap Define
Flow proses saat ini:
Berdasarkan Voice of Customer yang diterima, Part hopper plate casette- 1729385 merupakan part kosmetik dimana part tersebut diharuskan memiliki appearance yang 100%
mulus tanpa cacat sedikitpun.
Berikut Project Charter penelitian ini :
Diagram SIPOC proses pada
penelitian dapat dilihat dibawah ini
Sedangkan untuk CTQ umum yang menjadi penyumbang defect produk dapat dilihat sebagai berikut:
6 Tahap Measure
Mengukur kinerja baseline merupakan hal yang mendasar dalam penelitian ini. Hal ini dikarenakan untuk mengetahui sejauh mana hasil dari proses yang telah ada sejauh ini juga digunakan untuk menjadi pembanding setelah dilakukannya proses improvement.
Diagram Pareto data cacat produk HPC-1729385
Cacat dominan ini akan dijadikan sebagai prioritas penanganan untuk perbaikan kualitas pada produk.
Berdasarkan grafik diatas dapat dilihat yang menjadi cacat dominan adalah cacat scrath (54,68%) dan cacat dented (42,09%). Dengan hal ini maka dalam penelitian ini akan difokuskan perbaikan terhadap cacat scrath dan dented.
Gambar cacat dented dan scrath
Hasil pengukuran DPMO dan tingkat sigma dapat dilihat dibawah ini:
a. Menghitung defect per unit (DPU) DPU = Total Cacat Produksi
Jumlah Produksi = 23609 13211 = 0,1787
b. Menghitung defect per million opportunities (DPMO)
DPMO = DPU X 1.000.000 = 178.700 (DPMO total) c. Mengkonversi nilai Sigma Tingkat Sigma = NORMSINV (1- DPMO/1.000.000) + 1,5
= NORMSINV (1- 178.700/1.000.000) + 1,5
= 2.42
Berdasarkan tabel Cost of Poor Quality tingkat sigma 2 berada pada kelas rata-rata industri di Indonesia.
Untuk hasil olah data peta kendali dapat dilihat sebagai berikut:
7 Semua point terindi-kasi berada luar batas kendali karena proporsi cacat produk yang sangat tinggi dan hasil proses yang tidak stabil.
Tahap Analyze
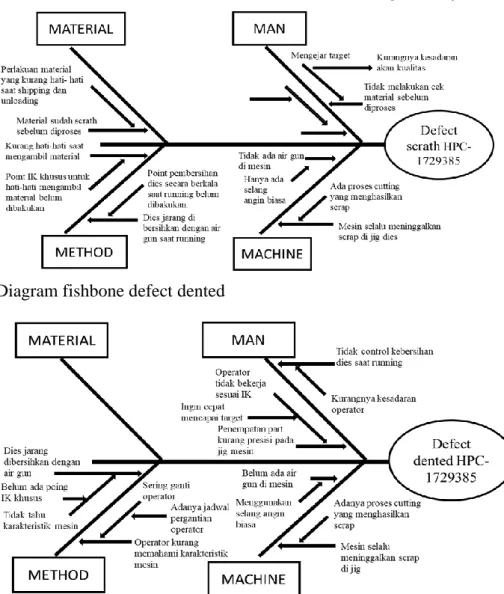
Hasil analisa diagram fishbone dapat dilihat sebagai berikut:
Diagram fishbone defect scrath
Diagram fishbone defect dented
Tahap Improve
1. Mesin selalu meninggalkan scrap di jig dies = Control kesiapan dan kelayakan dies secara berkala dan Penyemprotan secara rutin dengan
airgun dapat membantu
membersihkan scrap yang tertinggal pada dies.
2. Dies jarang dibersihkan dengan air gun = Menambahkan point pembersihan secara berkala pada IK 3. Tidak ada air gun di mesin =
Mengganti selang angin biasa dengan air gun
4. Tidak kontrol kebersihan dies saat running = Peninjauan ulang target
disesuaikan dengan metode baru yang telah memberi perhatian lebih terhadap kualitas bukan hanya kuantitas, Edukasi pentingnya kualitas terhadap operator terkait dan Penerapan 5s dan konsep budaya atarimae dalam bekerja. (dalam hal ini slogan atarimae yang tepat
8 adalah “Stop menerima, membuat, dan mengirimkan produk cacat !!!”) . berikut gambar usulan penyediaan air gun.
Tahap control
1. Team leader up memberi perhatian lebih terhadap kualitas produk dengan melakukan pengawasan data dan memonitoring proses produksi HPC-1729385 minimal 4 kali sehari yaitu diawal masuk, sebelum istirahat, sesudah istirahat, dan menjelang pulang.
2. Team engineering melakukan pengecekan kesiapan mesin diawal shift berdasarkan aktual mesin dan record check sheet yang ada di mesin masing- masing.
3. Menjalankan disiplin check sheet oleh operator terkait kesiapan mesin dan 5s di area kerja. Dalam hal ini operator diwajibkan mengisi check sheet terkait 1x diawal shift.
4. Leader up melakukan evaluasi terhadap input Check sheet 1 kali disetiap akhir bulan.
5. Team leader up memastikan operator menjalankan disiplin SOP baru yang telah dibuat berdasarkan hasil perbaikan.
Dengan cara memantau kinerja operator minimal sesuai point 1 ditatas.
6. Team manajemen memastikan semua pihak terkait menjalankan
budaya atarimae. Hal ini dapat dipantau dari briefing setiap awal shift dan kinerja karyawan yang sesuai mengacu pada IK yang telah diperbaiki.
7. Team leader up memastikan 5s berjalan. Hal ini dapat dilihat dari kondisi lingkungan kerja yang lebih kondusif .
KESIMPULAN
1. proses produksi produk HPC- 1729385 belum bisa dikatakan baik, hal ini berdasarkan hasil analisis data dari peta kendali yang menunjukan bahwa bahwa proses produksi masih berada diluar batas kendali dengan parameter rata-rata CL=0.1787, LCL = 0.17553, UCL=0.18186.
2. Nilai DPMO proses produksi HPC-1729385 saat ini sebesar 178.700 pcs. Artinya dalam produksi satu juta produk akan timbul cacat produk sebanyak 178.700.
3. Tingkat sigma yang dimiliki proses saat ini adalah 2.42, berdasarkan tabel Cost of Poor Quality (COPQ) tingkat sigma pada kisaran 2 sigma berada pada kelas rata-rata industri di Indonesia.
4. Berdasarkan hasil analisa penyebab kecacatan produk dengan menggunakan diagram fishbone didapatkan bahwa akar masalah penyumbang kecacatan utama adalah berasal dari abnormalitas mesin, IK yang kurang lengkap, dan orientasi produksi yang kurang tepat yaitu hanya menitik beratkan pada kuantitas dan mengabaikan kualitas.
Kondisi saat ini
Usulan air gun
9 5. Inti sari perbaikan yang dapat
disimpulkan berdasarkan analisa yang telah dilakukan adalah dilakukannya kontrol kelayakan mesin, melengkapi IK dengan isi yang telah di perbaiki, menambah fasilitas air gun, serta mengarahkan seluruh karyawan untuk dapat menerapkan budaya kualitas dengan mengadopsi budaya atarimae dan 5s.
SARAN
1. Nilai DPMO yang dimiliki proses produksi produk HPC-1729385 dikategorikan masih tinggi yaitu sebesar 178.700 hal ini dapat dikurangi denganmelakukan kontrol yang tepat terhadap proses. Sehingga ketika terjadi abnormalitas dapat ditangani dengan cepat dan tepat.
2. faktor-faktor penyebab kecacatan beserta solusinya telah dipaparkan. Oleh karena itu hal ini sangat membutuhkan komitmen dan kesadaran penuh dari pihak terkait untuk menjalankan perbaikan yang telah dilakukan.
3. Penulis berharap penelitian ini dapat berguna sebagai acuan penelitian lainnya dengan konsep yang berbeda dan adanya perluasan materi serta metode didalam penelitian ini.dimasa yang akan datang. Penulis juga berharap akan adanya penelitian terkait pengaruh penerapan konsep budaya atarimae terhadap perbaikan proses didalam sebuah perusahaan.
DAFTAR PUSTAKA
Ahmad, F,.(2019). Six Sigma DMAIC Sebagai Metode Pengendalian Kualitas Produk Kursi pada Ukm.
Journal Integrasi sistem industri. Vol 6(1). 11-17 Alkatiri, H. A., Novriani,D, Adianto,
Novirani, D,.(2015) Implemetasi Pengendalian Kualitas Untuk Mengurangi Jumlah Produk Cacat Tekstil Kain Katun Menggunakan Metode Six Sigma Pada PT.
SSP. Journal inline institut teknologi nasional, Vol 03 (03). 148-169.
Caesaron, D., Simatupang, S. Y. P., (2015). Implementasi Pendekatan DMAIC untuk Perbaikan Proses Produksi Pipa PVC (Studi Kasus PT.
Rusli Vinilon). Jurnal Metris, Vol. 16 (2), 91-96.
Costa, J.P., Lopes, I.S., Brito, J.P., (2019). Six Sigma
Application for Quality Improvement of The Pin Insertion Process.
International Journal Procedia Manufacturing, Vol. 38, 1592-1599.
Chugani, N., Kumar, V., Garza- Reyes, J.A., Rocha-Lona, L., Upadhyay, A., (2017).
Investigating The Green Impact Of Lean, Six Sigma, and Lean Six Sigma: A
Systematic Literature Review.
International Journal of Lean Six Sigma, Vol 8 (1), 7-32.
Ekawati, R., Rachman, R., A., (2017). Analisa Pengendalian Kualitas Produk Horn PT. Mi Menggunakan Six Sigma.
Jurnal Industrial Servicess, Vol. 3 (1a), 32-38.
10 Gaspersz, V., (2017). The Executive
Guide To Implementing Lean Six Sigm. Jakarta : Gramedia.
Ghiardi, A. (2020). Application of World Class Manufacturing to an automotive enterprise and integration with its quality management
system (Doctoral dissertation, Politecnico di Torino).
Irawan, S., V., (2014). Pendekatan Metode Six Sixma (Dmaic) dan Proses Audit (CPPP) Untuk Peningkatan kualitas Di PT. IGP. Jurnal Pasti, Vol. 8 (3), 411-422.
Napitupulu, M. N.,(2018). Analisis Pengendalian Kualitas
Produk Garment Pada Project In Line Inspector Dengan Metode Six Sigma Di Bagian Sewing Produksi Pada Pt Bintan Bersatu Apparel Batam. Journal of Applied Business Administration.Vol 2(1), 29-45.
Pande, P.P., Neuman, R. P.,
Cavanah, R.R., (2000). The Six Sigma Way Bagaimana GE, Motorola, dan
Perusahaan Terkenal Lainnya Mengasah Kinerja Mereka. Terjemahan oleh Dwi Prabantini. 2002.
Yogyakarta: Penerbit Andi.
Prajapati, B. N., Desai, D., (2017).
Competitive Advantage through Six Sigma At Plastic Injection Molded Parts Manufacturing Unit: A Case Study. International Journal of Lean Six Sigma, Vol. 8 (4), 411-435.
Schmidt, A., Sousha-Zomer, T. T., Andrietta, J. M., Cauchick- Miguel, P.A., (2018).
Deploying Six Sigma
Practices To General Electric Subsidiaries in A Developing Economy: An Empirical Analysis. International Journal Of Quality &
Reliability Management, Vol.
35 (2), 446-462.
Sirine, H., Kurniawati, E., P., (2017).
Pengendalian Kualitas Menggunakan Metode Six Sigma (Studi Kasus Pada PT.
Diras Sukoharjo). Asian Journal of Innovation and Entrepreneurship, Vol. 2 (3), 254-290.
Simanova, L., (2015). Specific Proposal of the Application and Implementation Six Sigma in Selected Processes of the Furniture
Manufacturing. International Journal Procedia Economics and Finance, Vol. 34, 208- 275.
Stephens, K. K., Rains, S. A., (2011).
Information and
Communication Technology Squences and Message Repetition in Interpersonal Interaction. International Journal of Communication Research. Vol 38(1), 101- 122.
Suprianto, E., Sunardi, A., T., P., (2015). Pengendalian
Kualitas Produk Pada Proses Produksi Rib A320 Di Sheet Metal Forming Shop. Jurnal Indep, Vol. 5 (2), 6-15.
Tannady, H., (2015). Pengendalian Kualitas. Yogyakarta: Graha Ilmu.