BAB II
LANDASAN TEORI
2.1 Mesin Pembuat Tusuk Sate
Diberbagai daerah yang ada di indonesia pasti memiliki ciri khas kuliner sate masing-masing seperti sate madura, sate padang, sate banjar dan sebagainya. sate merupakan kekeyaan kuliner khas indonesia. untuk membuat sate diperlukan tusuk sate, dalam memilih tusuk sate hendaknya kita memilih yang memiliki tekstur bagus dan higienis. tusuk sate yang dibuat secara manual tidak bisa memenuhi standar tersebut, untuk menghasilkan tusuk sate yang memenuhi standar, anda memerlukan tusuk sate. mesin ini akan memproses bambu menjadi tusuk sate yang berkualitas.
Adapun keunggulan yang dimiliki mesin tusuk sate ini adalah :
1. Mesin sudah teruji dengan baik dan digunakan sebagian besar pengusaha tusuk sate indonesia.
2. Proses produksi tusuk sate relatif cepat dibanding cara manual.
3. Biaya lebih hemat daripada menggunakan jasa manusia untuk membuat tusuk sate manual.
4. Profit bisnis meningkat karena anda mampu memproduksi tusuk sate berkualitas dalam jumlah besar.
2.2 Rangkaian Pekerjaan Mesin
Dalam proses pembuatan mesin tusuk sate melalui tahap-tahapan, tahapannya meliputi :
2.2.1 Proses Marking
Marking adalah proses penandaan komponen di atas permukaan material di lakukan secara manual berdasarkan data. Sebelum melakukan pemotongan terhadap komponen. Dengan manual marking, seluruh penandaan penggambaran komponen di atas permukaan material di lakukan secara manual dengan menggunakan peralatan sederhana ( Tarmedy, 2016 ).
2.2.2 Proses Cutting
Setelah proses pemindahan gambar ke material selesai, selanjutnya di lakukan pemotongan material, pemotongan dapat menggunakan mesin cutting wheel dan kemudian rapihkan hasil pemotongan dengan menggunakan gerinda sesuai dengan shop drawing.
Pemotongan gerinda adalah salah satu mesin perkakas yang digunakan untuk memotong benda kerja dengan tujuan tertentu. Prinsip kerja mesin gerinda potong adalah batu gerinda berputar bersentuhan dengan benda kerja sehingga terjadi pengikisan atau pemotongan. Pada bagian mejanya terdapat penjepit agar benda kerja tidak dapat bergeser dan pada bagian penjepit belakang dapat setting 10˚ sampai dengan 45˚ sesuai dengan instruksi dari gambar kerjanya. Gambar mesin gerinda potong dapat dilihat pada Gambar 2.1
Gambar 2.1 Mesin gerinda potong
( Sumber : susetyo.staff.gunadarma.ac.id//Materi+mesin+gerinda.doc )
2.2.3 Proses Drilling / Pelubangan
Pelubangan adalah suatu proses pengerjaan pemotongan menggunakan mata bor (twist drill) untuk menghasilkan lubang yang bulat pada material logam maupun non logam yang masih pejal atau material yang sudah berlubang. Proses menghasilkan lubang dapat pula dilakukan dengan cara yang lain yaitu dengan proses boring (memperbesar lubang).
Mesin bor adalah peralatan mesin perkakas yang secara umum digunakan untuk membuat lubang pada benda kerja. Selain itu juga berfungsi untuk mereamer (meluaskan), mengetap, dan lain-lain ( Sumantri, 1989:3 ).
Mesin bor mempunyai prinsip dasar gerakan yaitu gerakan berputar spindel utama dan gerakan/laju pemakanan. Proses Drilling ini menggunakan ketentuan sebagai berikut :
n=Cs x 1000 π x D
Keteranagan :
Cs = kecepatan potong (m/menit) D = Diameter mata bor (mm) n = putaran tiap menit
karena kecepatan potong jarang diketahui, maka biasanya persamaan dinyatakan dalam putaran spindle seperti Tabel 2.1 ( Tarmedy, 2016 ).
n=Cs x 1000 π x D
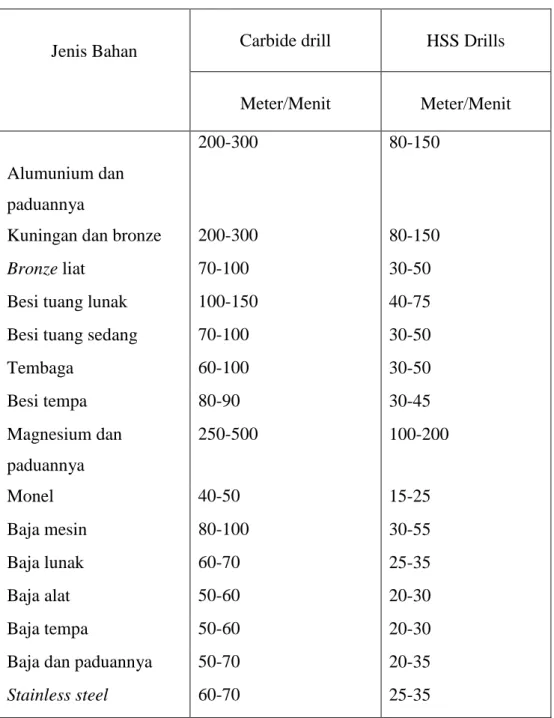
Tabel 2.1 Kecepatan mata bor jenis HSS
Jenis Bahan Carbide drill HSS Drills
Meter/Menit Meter/Menit
Alumunium dan paduannya
200-300 80-150
Kuningan dan bronze 200-300 80-150
Bronze liat 70-100 30-50
Besi tuang lunak 100-150 40-75
Besi tuang sedang 70-100 30-50
Tembaga 60-100 30-50
Besi tempa 80-90 30-45
Magnesium dan paduannya
250-500 100-200
Monel 40-50 15-25
Baja mesin 80-100 30-55
Baja lunak 60-70 25-35
Baja alat 50-60 20-30
Baja tempa 50-60 20-30
Baja dan paduannya 50-70 20-35
Stainless steel 60-70 25-35
( Sumber : Sumantri, 1989:3 )
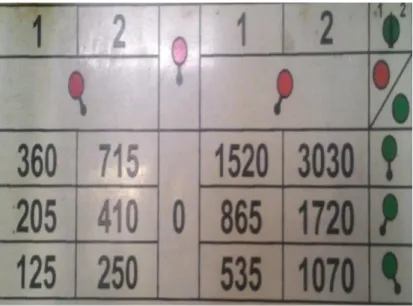
Berikut ini angka putaran pada mesin bor bisa dilihat pada Gambar 2.2
Gambar 2.2 Angka putaran Bor
2.2.4 Proses Welding / Pengelasan
Berdasarkan definisi dari Deutche Industrie Normen (DIN), mendefinisikan bahwa “las adalah ikatan metalurgi pada sambungan logam paduan yang dilakukan dalam keadaan lumer atau cair”. Dari definisi tersebut dapat dijelaskan lebih lanjut bahwa las adalah salah satu cara untuk menyambung logam dengan cara mencairkan logam melalui pemanasan lokal pada benda yang akan disambung.
Sebelum melaksanakan pekerjaan pengelasan perlunya dibuat prosedur pengelasan secara terperinci termasuk menentukan alat yang diperlukan sesuai dengan rencana pembuatan dan kualitas produksi. Mutu dan hasil pengelasan tergantung dari pngerjaan lasnya sendiri dan juga tergantung dari persiapan sebelum pelaksanaan pengelasan.
Adapun persiapan yang dilakukan sebelum proses pengelasannya adalah sebagai berikut :
Shielded Metal Arc Welding (SMAW)
Shielded Metal Arc Welding (SMAW) atau las elektroda terbungkus adalah proses pengelasan dengan mencairkan material dasar yang menggunakan panas dari listrik melalui ujung elektroda dengan pelindung berupa flux atau slag yang ikut mencairkan ketika pengelasan. Pada proses
las elektroda terbungkus, busur api listrik yang terjadi antara ujung elektroda dan benda kerja (base metal) akan menghasilkan panas. Panas inilah yang mencairkan ujung elektroda (kawat las) dan benda kerja secara setempat. Busur listrik yang terjadi dibangkitkan oleh mesin las. Elektroda yang dipakai berupa kawat yang dibungkus oleh pelindung berupa fluxs.
Dengan adanya pencairan ini maka kampuh las akan terisi oleh logam cair yang berasal dari elektroda dan logam induk, terbentuk lah kawah cair, lalu membeku maka terjadilah logam lasan (weldment) dan terak (slag).
Bagian yang sangat penting dalam las elektroda terbungkus adalah elektroda. Jenis elektroda yang digunakan akan sangat menentukan hasil pengelasan ( Tarmedy, 2016 ).
a. Kelebihan dari jenis pengelasan SMAW adalah :
1. Dapat dipakai dimana saja, diluar, dibengkel dan didalam air 2. Dapat mengelas berbagai macam tipe dari material.
3. Set-up yang cepat dan sangat mudah untuk diatur 4. Dapat dipakai mengelas semua posisi
5. Elektoda mudah didapat dalam banyak ukuran dan diameter
6. Peralatan yang digunakan sederhana, murah dan mudah dibawa kemana-mana
7. Kebisingan rendah (rectifier)
8. Tidak terlalu sensitif terhadap korosi, oli dan gemuk.
b. Kekurangan dari jenis pengelasan SMAW adalah :
1. Pengelasan terbatas hanya sampai sepanjang elektroda dan harus melakukan penyambungan.
2. Setiap akan melakukan pengelasan berikutnya slag harus dibersihkan.
3. Tidak dapat digunakan untuk pengelasan bahan baja non-ferrous.
4. Mudah terjadi oksidasi akibat logam cair hanya busur las dari fluks.
5. Diameter elektroda tergantung dari tebal plat dan posisi pengelasan.
Contoh mesin las listrik. Dapat dilihat pada Gambar 2.3
Gambar 2.3 Mesin las listrik Polindra
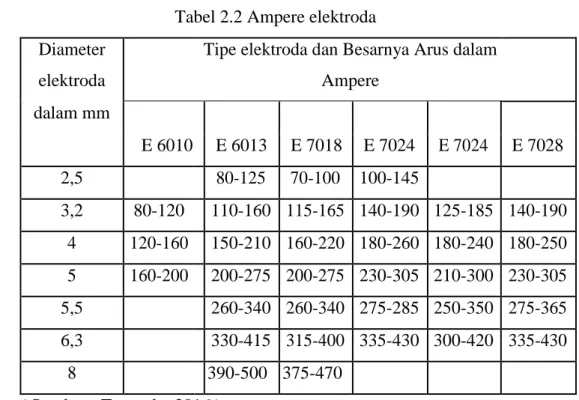
Berikut ini jenis diameter elektroda dan ampere yang digunakan.
Dapat dilihat pada Tabel 2.2
Tabel 2.2 Ampere elektroda Diameter
elektroda
Tipe elektroda dan Besarnya Arus dalam Ampere
dalam mm
E 6010 E 6013 E 7018 E 7024 E 7024 E 7028
2,5 80-125 70-100 100-145
3,2 80-120 110-160 115-165 140-190 125-185 140-190 4 120-160 150-210 160-220 180-260 180-240 180-250 5 160-200 200-275 200-275 230-305 210-300 230-305 5,5 260-340 260-340 275-285 250-350 275-365 6,3 330-415 315-400 335-430 300-420 335-430
8 390-500 375-470
( Sumber : Tarmedy, 2016 )
Elektroda E6010 Keterangan :
E = Elektroda 0 = Tipe coating dan arus 60 = Kekuatan Tarik (lb/in2 atau 42 kg/mm2)
1 = Posisi pengelasan (segala posisi)
2.2.5 Proses Turning (Mesin bubut)
Mesin bubut adalah suatu mesin perkakas yang digunakan untuk memotong benda yang diputar. Bubut sendiri merupakan suatu proses pemakanan benda kerja yang sayatannya dilakukan dengan cara memutar benda kerja kemudian dikenakan pada pahat yang digerakkan secara translasi sejajar dengan sumbu putar dari benda kerja ( Arifin, 2015 ).
n = Cs x 1000 Keterangan :
Cs = Kecepatan potong (m/menit) D = Diameter poros (mm)
n = Putaran tiap menit
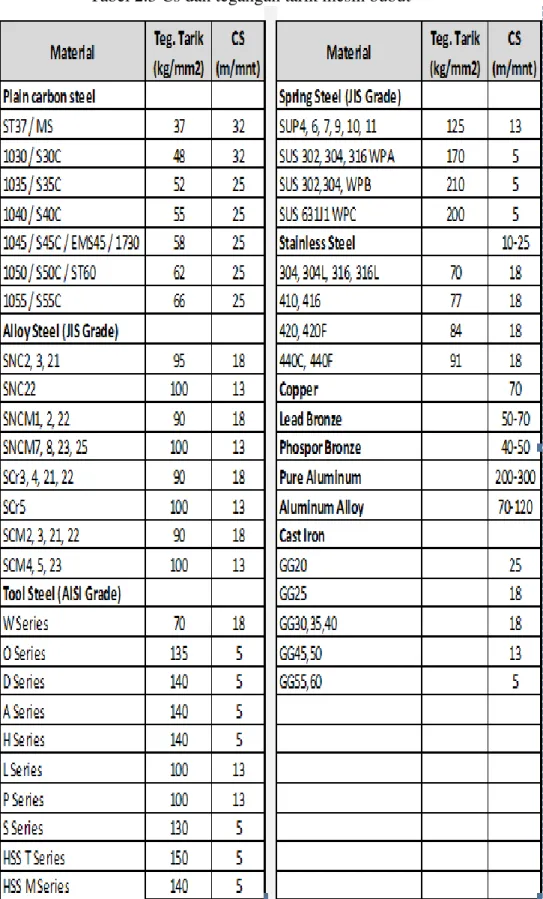
Karena kecepatan potong jarang diketahui, maka biasanya persamaan dinyatakan dalam putaran spindle. Seperti pada Tabel 2.3
n = 1000 Cs
Tabel 2.3 Cs dan tegangan tarik mesin bubut
( Sumber : Widodo, 2016 )
Berikut ini ketentuan bahan dan jenis pahat pada mesin bubut. Bisa dilihat pada Tabel 2.4
Tabel 2.4 Kecepatan sayatan Pahat jenis HSS
Bahan
Pahat Bubut HSS Pahat Bubut Karbida
m/menit Ft/min m/menit Ft/min Baja lunak (Mild steel) 18-21 60-70 30-250 100-800 Besi tuang (Cast iron) 14-17 45-55 45-150 150-500
Perunggu 21-24 70-80 90-200 300-700
Kuningan 30-120 100-400 120-300 400-1000
Aluminium 90-150 300-500 90-180 0-600
Tembaga 45-90 150-300 150-450 500-1500
( Sumber : Widodo, 2016 )
Contoh angka putaran pada mesin bubut. Dapat dilihat pada gambar 2.4
Gambar 2.4 Angka putaran mesin bubut Polindra
2.2.6 Assembly
Proses assembly yaitu suatu proses penyetelan dan perakitan material -material menjadi bentuk jadi mesin.
Mur dan Baut
Mur adalah sebuah perangkat pengunci baut yang biasanya terbuat dari baja lunak. Sedangkan Baut adalah alat sambung dengan batang bulat dan berulir, salah satu ujungnya dibentuk kepala baut ( umumnya bentuk
kepala segi enam ) dan ujung lainnya dipasang mur/pengunci. Dalam pemakaian di lapangan, baut dapat digunakan untuk membuat konstruksi sambungan tetap, sambungan bergerak, maupun sambungan sementara yang dapat dibongkar/dilepas kembali ( Tarmedy, 2016 ).
2.2.7 Proses finishing
Finishing yaitu proses pembersihan dan penggerindaan semua permukaan material dari bekas tagweld dan lain-lain.
Grinding (gerinda tangan) adalah proses pengurangan partikel bahan dari bentuk kasar menjadi ukuran yang lebih halus agar terlihat lebih bagus.
prinsip kerja mesin gerinda adalah batu gerinda berputar bersentuhan dengan benda kerja sehingga terjadi pengikisan, penajaman, pengasahan, pemolesan, maupun pemotongan.
Fungsi mesin gerinda adalah
1. Memotong benda kerja yang ketebalanya yang tidak relatif tebal 2. Menghaluskan dan meratakan permukaan benda kerja
3. Sebagai proses jadi akhir ( finishing ) pada benda kerja.
4. Menghilangkan sisi tajam pada benda kerja.
5. Membentuk suatu profil pada benda kerja (baik itu elips, siku, dan lain- lain).
Gambar mesin gerinda tangan bisa dilihat pada Gambar 2.5
Gambar 2.5 Mesin gerinda tangan ( Sumber : Tarmedy, 2016 ) 2.3 Proses Painting
Yaitu proses pengecatan sesuai standar, pada tahap ini material yang sudah jadi akan dilapisi dengan cat atau sehingga komponen tersebut tahan karat atau korosi.
A. Proses Pendempulan
Sebelum melakukan Painting harus melakukan pendempulan yang bertujuan untuk untuk menutup lubang atau goresan pada mesin agar pada saat Painting akan menghasilkan Painting rapih dan bagus.
B. Proses Pengamplasan
Setelah melakukan pendempulan selanjutnya melakukan proses pengamplasan untuk meratakan dan menghaluskan komponen mesin.
( Sumber : Tarmedy, 2016 )